锻造铸造铜及铜合金状态表示方法B
《铜及铜合金》课件

火法冶金
• 火法冶金是指将矿石或精矿在高温下进行熔炼,以提取有价金 属的冶金过程。火法冶金包括烧结、熔炼、吹炼、精炼等工序 ,铜的火法冶金通常采用反射炉、鼓风炉、电炉等设备。
湿法冶金
• 湿法冶金是指利用溶液中不同金属离子化学性质的差异,通过化学反应将有价金属从溶液中提取出来的方法。湿法冶金包 括浸出、净化、萃取、电解等工序,铜的湿法冶金通常采用硫酸浸出、氨浸出等方法。
铜及铜合金在某些环境中具有 良好的耐腐蚀性,如海洋环境
、大气环境等。
抗氧化性
铜及铜合金在高温环境下容易 氧化,生成氧化铜或碱式碳酸 铜。
化学反应活性
铜及铜合金在某些化学反应中 具有较高的反应活性,如氧化 还原反应等。
与酸、碱的反应
铜及铜合金与酸、碱等物质反 应,生成相应的盐类物质。
力学性能
强度与硬度
中国铜及铜合金市场现状
中国铜及铜合金消费量
01
中国是全球最大的铜及铜合金消费国,消费量占全球总消费量
的比例逐年上升。
中国铜及铜合金生产量
02
中国是全球最大的铜及铜合金生产国,生产量占全球总生产量
的比例逐年上升。
中国铜及铜合金进出口情况
03
中国铜及铜合金的进出口量较大,进出口市场受国内外经济形
势、汇率波动等多种因素影响。
05
铜及铜合金的腐蚀与防护
腐蚀类型和机理
电化学腐蚀
应力腐蚀
铜合金中的不同金属元素具有不同的电位 ,在电解质溶液中形成原电池,导致电化 学腐蚀。
在应力和特定环境因素的共同作用下,如 腐蚀介质和拉伸应力,铜合金容易发生应 力腐蚀开裂。
摩擦腐蚀
接触腐蚀
在摩擦过程中,由于机械作用和接触表面 间的相对运动,导致金属表面损伤和腐蚀 。
加工产品状态代号表示方法
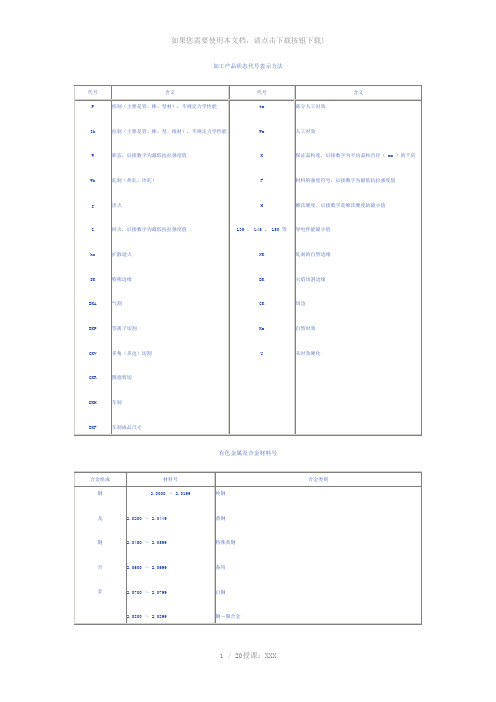
加工产品状态代号表示方法有色金属及合金材料号材料号第六、七位数字含义德国金属材料牌号表示方法简介一、德国有色金属的牌号表示方法德国 DIN 标准编号由 DIN 、序号和制(修)订年份组成。
DIN 标准中的有色金属材料牌号表示方法、供货和热处理状态的字母及数字代号,见下各表。
DIN 标准中有色金属牌号表示二、德国黑色金属的牌号表示方法1.德国( DIN )钢铁牌事情表示方法简介1.1 德国钢铁牌号表示方法概述第二次世界大战后,一道柏林墙,将德国分为东德和西德两个国家标准代号分别为 TGL 和 DIN 。
由于 TGL 标准中钢铁牌号的表示方法和 DIN 标准中钢铁牌号表示方法相同,故统一后的德国仍以 DIN 为德国工业标准的代号。
DIN ( DEUTSCHE Industria Norm )是德国工业标准的代号。
DIN 17006 系统标准独有铸钢和铸铁牌号表示方法。
近年德国对非合金钢牌号的表示方法采用欧洲标准。
其牌号S ××× ,S 表示钢,×××表增屈服点最低值( Mpa ),有时加后缀符号用来表示质量等级或供货状态。
根据钢材直径或厚度不同,允许对同一牌号用钢的碳含量进行调整。
另一种是 DIN 17007 系统标准。
它是用 7 位数字组合成材料号,一般情况下用 5 位数字表示,与牌号可以并用符号(代号)为W-Nr 。
如 42CrMo4 为牌号, 1.7725 为材料号1.2 DIN17006 系统钢铁牌号表示方法1.2.1各种符号和数字的含义(1)各种会号的含义,各种符号的含义见表 1-24 。
表 1-24 各种符号及含义表中一个符号有两种含义时,应视符号在牌号中的位置确定其含义。
(2)合金钢中合金元素含量的表求方法用合金元素平均含量乘以表 1-25 中的系数表示金元素含量值。
表 1-25 合金元素的系数合金元素含量≤ 5% 时,用上表系数相乘,合金元素含量> 5% 时,不再乘以系数,而是如数直接标出。
铜及铜合金状态表示方法编制说明

状态表示方法的优缺点
数字表示法
优点是简单明了,易于理解和记 忆;缺点是无法直观地反映铜及 铜合金的状态特征。
字母表示法
优点是简单明了,易于理解和记 忆;缺点是不同字母可能表示不 同的状态特征,容易造成混淆。
文字描述法
优点是能够直观地反映铜及铜合 金的状态特征;缺点是描述较为 繁琐,不易于理解和记忆。
本方法与国内外相关标准进行了比对 和分析,确保与国际接轨,同时根据 国内实际情况进行了适当的调整和创 新。
对未来研究的建议
随着铜及铜合金行业的不断发 展,建议定期对状态表示方法 进行修订和完善,以适应市场
需求和技术进步。
对于新出现的铜及铜合金产品 和应用领域,建议及时制定相 应的状态表示方法,以促进其
市场推广和应用。
建议加强与国际相关标准的交 流与合作,吸收国际先进经验 和技术,推动我国铜及铜合金 状态表示方法的国际化进程。
对于状态表示方法的具体实施 和应用,建议加强宣传和培训 工作,提高相关人员的意识和 能力,促进其在实践中的正确 应用。
感谢您的观看
THANKS
实验验证
通过实验验证新方法的可行性和准 确性。
03
02
制定方案
根据调研结果,制定新状态表示方 法的方案。
发布实施
将新方法纳入标准体系,并逐步推 广实施。
04
新方法的优势与局限性
优势
统一了铜及铜合金的状态表示,提高 了标准的国际竞争力;简化了操作流 程,提高了生产效率;增强了状态表 示的科学性和准确性。
05
铜及铜合金状态表示方法应 用示例
应用场景和条件
01 02
国家标准GB_铜及铜合金铸造和加工制品显微组织检验方法

注: 厚度(0 . 5 mm的带材及具有小截面 的加工制 品, 可视具体情 况灵活截取
2 . 3 试样切取 铜合金较软 , 不宜采用砂轮切取 , 可采用 手锯 、 剪切、 刨、 车、 铣 加工等取样 , 精细样 品应采用线 切割 取样 , 硬脆的中间合金可用锤击取 样。 取样时应避免样品变形 、 温度 过高等, 为此 , 取样 时可采用水 、 机油或乳液加以冷却 2 . 4 试样磨光 切取后的试样应首先用锉刀锉去 1 -2 m m, 并锉出一个 平面 , 然后 , 依次采 用不 同粒度的水砂 纸磨 光 。磨光可以用手工磨光 , 也可采用 电动磨盘磨光 。电动磨 光粗磨通 常使用 1 5 0 -1 8 。号水砂 纸 , 用水 冷却 , 在研磨 盘上进行 。粗磨磨 出方 向一致的磨痕后 . 采用 3 2 0. 3 5 。 号 金相砂纸进行 细磨。更换一 次 砂纸 , 磨制方 向应转换 0 0 0 , 磨制时用力不能太大 , 以减少变形 口细磨磨痕达到一致后 , 即可进行抛 光 25 试样抛光 抛光方式 有 : 机械抛光 、 电解抛光和化学 抛光等 2 . 5 . 1 机械抛光 经细磨后 的试样 , 水洗后移至装有帆布的抛光盘上先进行粗抛 , 抛光剂可选用三氧化二铬 、 氧化铝、 氧化镁 等水 的悬 浮液, 或使用金钢砂研磨膏。转速一般采用 5 0 0 ^ - 1 0 0 0 r / m i n , 抛至细磨 痕完全消失为 止, 粗抛光一次完成以后 , 转动试样方 向再抛一次 , 当上次磨痕很快消失时( 1 0 s以内为好 ) , 然后用水洗
H 24
1 I S
Y S / T 4 4 9 -2 0 0 2
中华 人 民共 和 国有 色 金 属 行 业标 准
铜及铜 合金
铸造和加工制品显微组织检验方法
铜及铜合金状态表示方法编制说明

铜及铜合金状态表示方法编制说明征求意见稿一、项目来源我国铜及铜合金加工业日益壮大,现已是世界最大的铜加工基地,也是世界最大的铜加工产品出口国家之一。
各类铜加工产品与世界的交流日益增加,代表产品性能的各种表示方法日益与世界接轨,交流更加方便。
产品的状态表示方法是个空白,至今我国没有系统的状态表示方法,国内交流使用的是约定俗成的方法,对外交流则需要将国内的表示方法对应成国外的表示方法,十分不便;第二,我国的状态表示方法只是针对平常使用率比较高的几种状态,并没有针对所有铜及铜合金产品加工与铸造产生的状态,使用时不够全面;第三,随着世界经济一体化程度的日益增大,就世界范围而言,也需要一个统一的交流方式,便于世界各国相互交流。
基于以上原因,国家标准化委员会提出了编制《铜及铜合金状态表示方法》的任务,经我公司提议,将该任务下达给了本公司。
文件号为中色协综字[2009]165号“关于下达2009年第一批有色金属国家标准、行业标准制(修)订项目计划的通知。
二、编制思路标准编制时,公司成立了标准编制小组。
编制小组查阅了大量相关资料,发现我国的状态表示方法在相关产品标准中出现,直接使用;在《铜合金及其加工手册》附录中出现,书中对各国状态表示方法进行了描述,通过对比发现,美国的状态类型最齐全,表示方法比较系统、全面,有一定的发展空间,且是在国际(ISO)状态表示方法的基础上经过转变而来,有一定的使用基础 (各国状态表示方法对比见附录);通过对比还发现,书中在对我国铜加工技术进行阐述时,使用到加工状态时,如我国没有相应的状态表示,直接选用了美国的状态表示方法,说明我国对美国状态表示方法的使用已有一定认可。
所以本标准在编制时修改采用了美国的表示方法,即以工艺过程作为状态表示方法。
采用标准为ASTM B601-07《铜及铜合金加工与铸造状态表示方法》。
三、编制过程1. 征求意见稿形成本表示方法,编制小组于2009年底完成该规范的草稿,后经公司内部讨论形成了该表示方法征求意见稿。
铜材料表示方法

查一下GB/T 5231-2001《加工铜及铜合金化学成分和产品形状》 加工铜组别序号牌号名称代号纯铜 1 一号铜T12 二号铜T23 三号铜T3无氧铜 4 零号无氧铜TU04)[C10100]5 一号无氧铜TU16 二号无氧铜TU2磷脱氧铜7 一号脱氧铜TP1[C12000]8 二号脱氧铜TP1[C12200]银铜9 0.1银铜TAg0.1加工黄铜组别序号牌号名称代号普通黄铜 1 96黄铜H962 90黄铜H903 85黄铜H854 80黄铜H805 70黄铜H706 68黄铜H687 65黄铜H658 63黄铜H639 62黄铜H6210 59黄铜H59镍黄铜11 65-5镍黄铜HNi65-512 56-3镍黄铜HNi56-3 铁黄铜13 59-1-1铁黄铜HFe59-1-114 58-1-1铁黄铜HFe58-1-1 铝黄铜15 89-2铅黄铜HPb89-2[C31400]16 66-0.5铅黄铜HPb66-0.5[C33000]17 63-3铅黄铜HPb63-318 63-0.1铅黄铜HPb63-0.119 62-0.8铅黄铜HPb62-0.820 62-3铅黄铜HPb62-3[C36000]21 62-2铅黄铜HPb62-2[C35300]22 61-1铅黄铜HPb61-1[C37100]23 60-2铅黄铜HPb60-2[C37700]24 59-3铅黄铜HPb59-325 59-1铅黄铜HPb59-126 77-2铝黄铜HAl77-2[C68700]27 67-2.5铝黄铜HAl67-2.528 66-6-3-2铝黄铜HAl66-6-3-229 61-4-3-1铝黄铜HAl61-4-3-130 60-1-1铝黄铜HAl60-1-1锰黄铜32 62-3-3-0.7锰黄铜HMn62-3-3-0.733 58-2锰黄铜HMn58-234 57-3-1锰黄铜HMn57-3-135 55-3-1锰黄铜HMn55-3-1 锡黄铜36 90-1锡黄铜HSn90-137 70-1锡黄铜HSn70-138 62-1锡黄铜HSn62-139 60-1锡黄铜HSn60-1 加砷黄铜40 85A加砷黄铜H85A41 70A加砷黄铜H70A[C26130]42 68A加砷黄铜H68A 硅黄铜43 80-3硅黄铜HSi80-3加工青铜组别序号牌号名称代号锡青铜 1 1.5-0.2锡青铜QSn1.5-0.2锡青铜[C50500]2 4--0.3锡青铜QSn4-0.3[C51100]3 4-3锡青铜QSn4-34 4-4-2.5锡青铜QSn4-4-2.55 4-4-4锡青铜QSn4-4-46 6.5-0.1锡青铜QSn6.5-0.17 6.5-0.4锡青铜QSn6.5-0.48 7-0.2锡青铜QSn7-0.29 8-0.3锡青铜QSn8-0.3[C52100] 铝青铜10 5铝青铜QAl511 7铝青铜QAl7[C61000]12 9-2铝青铜QAl9-213 9-4铝青铜QAl9-414 9-5-1-1铝青铜QAl9-5-1-115 10-3-1.5铝青铜QAl10-3-1.5 铝青铜16 10-4-4铝青铜QAl10-4-417 10-5-5铝青铜QAl10-5-518 11-6-6铝青铜QAl11-6-6 铍青铜19 2铍青铜QBe220 1.9铍青铜QBe1.921 1.9-0.1铍青铜QBe1.9-0.122 1.7铍青铜QBe1.723 0.6-2.5铍青铜QBe0.6-2.5[C17500]24 0.4-1.8铍青铜QBe0.4-1.8[C17510]25 0.3-1.5铍青铜QBe0.3-1.5 硅青铜26 3-1硅青铜QSi3-127 1-3硅青铜QSi1-328 3.5-3-1.5硅青铜QSi3.5-3-1.5 锰青铜30 2锰青铜QMn231 5锰青铜QMn5 锆青铜32 0.2锆青铜QZr0.233 0.4锆青铜QZr0.4 铬青铜34 0.5铬青铜QCr0.535 0.5-0.2-0.1铬青铜QCr0.5-0.2-0.136 0.6-0.4-0.05铬青铜QCr0.6-0.4-0.0537 1铬青铜QCr1[C18200] 镉青铜38 1镉青铜QCd1[C16200] 镁青铜39 0.8镁青铜QMg0.8 铁青铜40 2.5铁青铜QFe2.5[C19400] 碲青铜41 0.5碲青铜QTe碲青铜[C14500]加工白铜组别序号牌号名称代号普通白铜 1 0.6白铜B0.62 5白铜B53 19白铜B194 25白铜B255 30白铜B30 铁白铜6 5-1.5-0.5铁白铜BFe5-1.5-0.5[C70400]7 10-1-1铁白铜BFe10-1-18 30-1-1铁白铜BFe30-1-1 锰白铜9 3-12锰白铜BMn3-1210 40-1.5锰白铜BMn40-1.511 43-0.5锰白铜BMn43-0.5 锌白铜12 18-18锌白铜BZn18-18[C75200]13 18-26锌白铜BZn18-26[C77000]14 15-20锌白铜BZn15-2015 12-21-1.8加铅锌白铜BZn15-21-1.816 15-24-1.5加铅锌白铜BZn15-24-1.5 铝白铜17 13-3铝白铜BAl13-318 6-1.5铝白铜BAl16-1.5h96铜合金介绍材料名称:H96 普通黄铜标准:(GB/T 5231-2001) 特性及适用范围:强度比纯铜高(但在普通黄铜中它是最低的),导电.导热性好,在大气和淡水中有高的耐蚀性,塑性良好,易于冷.热压力加工,易于成形.焊接.锻造和镀锡,无应力腐蚀开裂倾向。
铜及铜合金

2 铜合金
1)铜合金分类
(1)按化学成分分类 按化学成分的不同,铜合金可分为黄铜、青铜及白铜(铜镍合金)三大类。机器制造 业中,应用较广的是黄铜和青铜。 黄铜是以锌为主要合金元素的铜合金。其中,不含其他合金元素的黄铜称为普通黄铜 (或简单黄铜),含有其他合金元素的黄铜称为特殊黄铜(或复杂黄铜)。 青铜是以除锌和镍以外的其他元素作为主要合金元素的铜合金。按其所含主要合金元 素种类的不同,青铜可分为锡青铜、铝青铜、铍青铜、铅青铜、硅青铜等。
图8-9 锌对铜力学性能的影响(退火)
普通黄铜的耐蚀性良好,并与纯铜相近。但当 Zn 7%(尤其是大于 20%)并经冷压力加工后的黄铜,在潮湿的大气中,特别是在含氨的气氛 中,易产生应力腐蚀破裂现象(自裂)。防止应力破裂的方法是在250~ 300℃进行去应力退火。
2)特殊黄铜
在普通黄铜基础上,再加入其他合金元素所组成的多元合金称为特殊黄铜,常加入的元素有 锡、铅、铝、硅、锰、铁等。特殊黄铜也可依据加入的第二合金元素命名,如锡黄铜、铅黄铜、 铝黄铜等。
(2)铍青铜 铍青铜是以铍为主加元素的铜合金,铍含量为1.6%~2.5%,是时效强化 效果极大的铜合金。经淬火(780℃水冷后, Rm为500~550 MPa,硬度为 120 HBW,A为25%~35%)再经冷压成形、时效(300~350℃,2 h)之后, 铍青铜具有很高的强度、硬度与弹性极限( Rm =1250~1400 MPa,硬度为 330~400 HBW)。可贵的是,铍青铜的导热性、导电性、耐寒性也非常好, 同时还有抗磁、受冲击时不产生火花等特殊性能。 铍青铜主要用来制作精密仪器、仪表中各种重要用途的弹性元件和耐蚀、 耐磨零件(如仪表中齿轮)和航海罗盘仪零件及防爆工具。一般铍青铜是以 压力加工后淬火为供应状态,工厂制成零件后,只需进行时效即可。但铍青 铜价格昂贵,工艺复杂,因此限制了它的应用。
铜及铜合金的基础知识
一、铜及铜合金按加工方式分类1、冶炼铜:通过电解精炼方法或电解沉积法生产得的阴极铜(铜锭、铜棒、线材)2、铸造铜:(1)铸造黄铜锭、青铜锭(2)铸造铜合金(青铜、黄铜)(3)压铸铜合金二、加工铜及铜合金(一)紫铜①纯铜:铜的含量在99.9%以上,代号:T1 99.95% T2 99.9% T3 99.7%②无氧铜:铜中不含氧元素,代号:TU0 99.99%、 TU1 99.97%、 TU2 99.95%③磷脱氧铜:只含铜和磷两种元素,代号:TP1 99.9% TP299.9%④银铜:代号:TAg0.1 Cu99.5%(二)黄铜:黄铜是以锌为主要加入元素的铜合金。
黄铜分普通黄铜(简单黄铜)和特殊黄铜(复杂黄铜)两种。
1、普通黄铜:铜和锌二元合金。
用字母H表示,如H62,表示含铜量约为62%,含锌量约为38%。
型号有:H96 H90 H85 H70 H68 H65 H63 H62 H592、特殊黄铜:在铜锌合金中加入其他元素(如锡、镍、锰、铅、硅、铝、铁等)的合金,表示方法是在H后面加除锌外的主要加入元素的符号及含量。
如:HNi65-5表示铜含量约为:65%,镍含量约为5%,其余量为锌含量。
型号有:①镍黄铜:HNi65-5 HNi56-5②铁黄铜:HFe59-1-1(铝) HFe58-1-1(Pb)③铅黄铜:HPb89-2 HPb66-0.5 HPb63-3 HPb63-0.1 HPb62-3 HPb62-2HPb61-1 HPb60-2 HPb59-3 HPb59-1④铝黄铜:HAl77-2 HAl67-2.5 HAl66-6(Al)-3(Fe)-2(Mn)HAl61-4(Al)-3(Ni)-1(Fe) HAl60-1-1(Fe) HAl59-3-2(Ni)⑤锰黄铜:HMn62-3(Mn)-3(Al)-0.7(Si) HMn58-2 HMn57-3-1(Fe) HMn55-3-1(Fe)⑥锡黄铜:Hsn90-1 Hsn70-1 Hsn62-1 Hsn60-1⑦砷黄铜:H85A As 0.02-0.08% H70A H68A⑧硅黄铜:Hsi80-3(三)白铜:白铜是铜合金的一种,是以镍为主要加入元素的铜合金。
锻造铸造铜及铜合金状态表示方法B
锻造铸造铜及铜合金状态表示方法B标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]锻造和铸造铜及铜合金状态表示方法ASTMB601-01翻译:校对:2004年1月16日1.概述本技术标准是关于铜及铜合金-加工和铸造状态分类的表示方法。
状态标识是根据产品生产过程和对产品质量的综合影响进行分类的。
本标准不是关于铜及铜合金产品的标准。
状态的性能要求在各产品的技术标准中给出。
2. 参考文献ASTM标准:B846 铍及铍合金术语标准3. 术语有关铜及铜合金的术语参见标准B 846。
4. 意义和用法意义--铜及铜合金产品状态采用字母和数字混合的表示方法。
用法--字母和数字混合来表示产品的状态用于技术标准和数据发布中。
4.2.1 字母表示生产产品的一种加工过程。
如“H”表示采用冷加工。
注1-这些字母经常与其它产品的状态表示方法相同。
5. 状态分类退火态,O-通过退火方法生产的以满足机械性能要求的状态。
退火态,OS-通过退火方法生产的以满足标准或特殊晶粒度要求的状态。
加工态,M-通过铸件的初加工和热加工以及其它控制方法生产的产品的状态。
冷加工态,H-通过控制冷加工的程度生产的状态。
冷加工(拉拔),消除应力状态,HR-通过控制冷加工的程度和随后的应力消除而生产的状态。
5.5.1 定制强化状态,HT-通过控制冷加工的程度和随后的热处理而生产的状态。
热处理状态,T-基于热处理和随后的快速冷却的状态。
5.6.1 淬火-硬化状态,TQ-淬火-硬化处理生产的状态。
5.6.2 固溶热处理状态,TB-通过固溶热处理沉淀硬化或拐点硬化生产的状态。
5.6.3 固溶热处理和冷加工状态,TD-通过控制固溶热处理沉淀硬化或拐点硬化合金的冷加工程度而生产的状态。
5.6.4 沉淀热处理状态,TF-通过沉淀硬化合金的沉淀热处理生产的状态。
5.6.5 拐点热处理状态,TX-通过拐点硬化合金的拐点热处理而生产的状态。
5.6.6 冷加工和沉淀热处理状态,TH-用已经进行固溶热处理,冷加工和沉淀热处理的合金生产的状态。
国家标准《铜及铜合金带材》编制说明

国家标准《铜及铜合金带材》(送审稿)编制说明一、项目来源现行的GB/T 2059-2008《铜及铜合金带材》国家标准,2008年实施,距今已经7年多。
本标准修改采用JIS H3100-2006《铜及铜合金薄板、厚板和带材》和JISH3110-2006《磷青铜和镍银合金薄板、厚板和带材》,适用于所有一般用途的加工铜及铜合金带材。
同时GB/T 5231-2010《加工铜及铜合金牌号和化学成分》、GB/T 29094-2012《铜及铜合金状态表示方法》标准已发布实施,合金牌号和状态表示方法有何大的变化。
随着科技的发展,有色金属加工业快速发展,对铜及铜合金带材提出了更高、更新的发展,为适应国际市场的竞争需要,提高产品的竞争能力,使产品不断地打入国际市场,须及时修订现行标准国家。
根据国标委综合〔2015〕59号和有色标委[2015]29号《关于转发2015年第二批有色金属国家、行业标准制(修)订项目计划的通知》,其中序号44(项目编号“20152280-T-610”)《铜及铜合金带材》国家标准由中铝洛阳铜业有限公司、中铝上海铜业有限公司、宁波兴业盛泰集团有限公司、安徽楚江科技新材料股份有限公司、太原晋西春雷铜业有限公司、铜陵金威铜业有限公司、中色奥博特铜铝业有限公司、绍兴市力博电气有限公司、山东天圆铜业有限公司等负责起草,完成年限为2016年9月。
二、工作概况和编制依据由于时间紧,任务重,标准制订计划任务正式下达后,立即成立了标准编制组,并落实起草任务,确定标准的主要起草人,拟定该标准的工作计划。
具体分工为:中铝洛阳铜业有限公司总负责、市场和同行业信息收集、资料汇总及执笔;中铝上海铜业有限公司、宁波兴业盛泰集团有限公司、安徽精诚铜业股份有限公司、太原晋西春雷铜业有限公司、铜陵金威铜业有限公司、中色奥博特铜铝业有限公司、绍兴市力博电气有限公司、山东天圆铜业有限公司负责补充市场信息和标准数据的验证。
各企业分工明确,紧密合作,共同完成标准的修订工作。
铜及铜合金O状态的细分状态
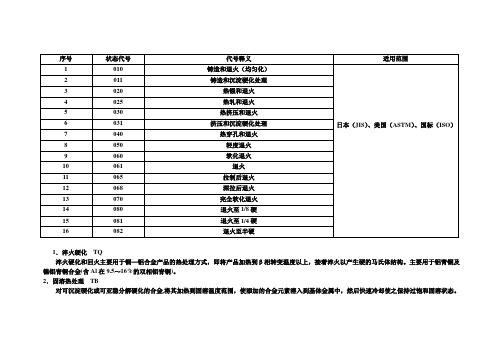
1.淬火硬化TQ淬火硬化和回火主要用于铜─铝合金产品的热处理方式,即将产品加热到β相转变温度以上,接着淬火以产生硬的马氏体结构。
主要用于铝青铜及镍铝青铜合金(含Al在9.5~16%的双相铝青铜)。
2.固溶热处理TB对可沉淀硬化或可亚稳分解硬化的合金,将其加热到固溶温度范围,使添加的合金元素溶入到基体金属中,然后快速冷却使之保持过饱和固溶状态。
3.沉淀硬化TF沉淀硬化是通过固溶处理并由高温淬火得到一种过饱和固溶状态,然后在适当温度下时效一定时间(通常不超过3h),使某些组成物从过饱和固溶体中沉淀析出,产生沉淀硬化,从而达到硬化、强化及提高导电率等目的。
最典型的沉淀硬化合金就是铍青铜类。
在美国标准中可沉淀硬化的铜合金是采用升温处理硬化,而不采用以环境温度(自然的)时效硬化进行。
4.亚稳分解硬化TX亚稳硬化是对固溶热处理产品的一种热处理方式,通过高温固溶处理随后淬火而产生软的和延性的亚稳分解组织,在这种状态下,材料可以冷作或成型。
较低温度的亚稳分解处理是用来提高硬度和强度。
它的硬化机理是由于固溶体中的溶混性间隙,即非常小的化学偏析结果,而不是沉淀的结果。
这种硬化机理,也能达到硬化、强化和提高导电率的目的。
具有亚稳分解硬化的合金有C71900、C72800等。
5.固溶热处理并冷加工状态TD对锻造铜铍合金轧制产品,通常是经过固溶处理或固溶处理和冷加工后提供。
由于固溶热处理本来就在再结晶温度以上进行,处理后材料已得以软化,塑性提高,可以进一步冷成型,通过控制冷变形量,以满足一定的强度和硬度要求。
6.固溶热处理、冷加工和沉淀硬化状态TH为增加某些合金沉淀硬化的强度,通过预先冷加工,再控制随后的沉淀硬化以达到最大的强度。
该状态TH由TD状态加沉淀硬化处理所得,材料冷轧到TD04状态可以得到时效的最大效果,超过TD04级的加工硬化,其成型性变得很差,而要获得最大强度的沉淀硬化处理需要精确地控制,因此TH状态只到TH04。
ASTM标准中文版 B系列
ASTM标准中文版B系列ASTM B100-1992 桥梁和其他结构用途加工铜合金支承及伸缩厚板和薄板50ASTM B101-1983(1988) 镀铅铜薄板50ASTM B103/B103M-1991 磷青铜中厚板、薄板、带及轧制条材50ASTM B105-1988 电导体用拉制硬态铜合金线50ASTM B107/B107M-1992 镁合金挤压异形棒、圆棒、型材、管材和线材70ASTM B108-1992a 永久型铝合金铸件60ASTM B111M-1992 铜及铜合金无缝冷凝管和管口密套件(米制) 60ASTM B1149-1987b 红外热成象无损检测术语定义50ASTM B115-1991 电解阴极铜50ASTM B116-1964(1990) 工业运输用9字形带深槽铜电车架空线和8字形铜电车架空线60 ASTM B1-1990 拉制硬态铜线50ASTM B121/B121M-1991 加铅黄铜板、薄板、带及轧制棒50ASTM B122-1990 铜镍锡合金、铜镍锌合金(镍银)和铜镍合金厚板、薄板、带材和轧制条材50ASTM B124M-1990 铜及铜合金锻制棒、条和型材(米制) 50ASTM B127-1993 镍-铜合金(UNS N04400)中厚板、薄板和带材60ASTM B129-1988 黄铜弹壳深冲件50ASTM B130-1986 深冲子弹壳用工业青铜带材50ASTM B131-1988 铜合金弹壳深冲件50ASTM B133M-1992 铜棒材、条材和型材50ASTM B134-1988 黄铜线50ASTM B135M-1991 无缝黄铜管(米制) 50ASTM B137-1945(1979) 铝阳极氧化镀层重量测量方法50ASTM B138M-1984 锰青铜棒、条和型材(米制) 50ASTM B139-1990 磷青铜棒材、条材和型材50ASTM B140M-1985 铜锌铅(含铅红铜和小五金青铜)棒材、条材和型材(米制) 50ASTM B148-1992 铝青铜砂型铸件50ASTM B150M-1991 铝青铜棒材、条材和型材50ASTM B151M-1989 铜镍锌合金(镍银)和铜镍合金棒材与条材(米制) 50ASTM B152M-1992 铜薄板、带、中厚板和轧制条材(米制) 50ASTM B159M-1986a 磷青铜线(米制) 50ASTM B16/B16M-2005 螺纹切削机用易车削黄铜棒、条和型材标准规范60ASTM B160-1993 镍圆棒和异形棒50ASTM B161-1993 镍无缝管50ASTM B162-1993 镍中厚板、薄板和带材50ASTM B163-1993 冷凝器和热交换器用镍和镍合金无缝非标准尺寸管材50ASTM B164-1993 镍铜合金圆棒、异形棒和线材50ASTM B165-1993 镍铜合金(UNS N04400)无缝管50ASTM B166-1993 镍-铬-铁合金(UNS N06600、N06601和N06690)以及镍-铬-钴-钼合金(UNS N06617)圆棒、异形棒和线材50ASTM B167-1993 镍-铬-铁合金(UNS N06600、N06601和N06690)无缝管50ASTM B168-1993 镍-铬-铁合金(UNS N06600、N06601和N06690)及镍-铬-钴-钼合金(UNS N06617)中厚板、薄板和带材50ASTM B169M-1988 铝青铜中厚板、薄板、带材和轧制条材(米制) 50ASTM B170-1993 无氧电解铜-精炼型锭60ASTM B171M-1991a 压力容器、冷凝器和热交换器用的铜合金厚板和薄板(米制) 50 ASTM B172-1990 电导体用由分股绞合构成的绳"绞合铜导线" 50ASTM B173-1990 电导体用由分股同心绞合线构成的绳绞合铜导线" 50ASTM B174-1990 电导体用多股绞合铜导线50ASTM B176-1990 铜合金压铸件50ASTM B179-1992a 砂型铸件、永久型铸件及压铸件用的铝合金锭50ASTM B187-1992 母线用铜条材、棒材和型材50ASTM B188-1988 母线用无缝钢管50ASTM B189-1990 电气用镀铅和镀铅合金软态铜线50ASTM B19-1986 弹壳用黄铜薄板、带、厚板、条和圆坯50ASTM B194-1992 铜铍合金中厚板、薄板、带材和轧制条材60ASTM B196M-1990 铜铍合金棒材和条材(米制) 50ASTM B197-1991 铜铍合金线50ASTM B199-1987 镁合金永久型铸件50ASTM B206M-1987 铜镍锌合金(镍银)线和铜镍合金线(米制) 50ASTM B209-2004 铝和铝合金薄板和中厚板标准规范50ASTM B210M-1992a 铝和铝合金拉制无缝管(米制) 60ASTM B211M-1992a 铝和铝合金异形棒、圆棒和线材(米制) 50ASTM B216-1989 生产加工产品用的火法精炼韧铜及铜合金-精炼型锭50ASTM B2-1988 拉制半硬态铜线50ASTM B21M-1990a 海军黄铜棒材、条材和型材(米制) 50ASTM B22-1990a 桥梁和转台有青铜铸件50ASTM B221M-1992a 铝和铝合金挤制圆棒、异形棒、线材、型材和管材(米制) 60ASTM B224-1992 铜的标准分类50ASTM B226-1990 有芯圆环形同心绞合铜导线50ASTM B227-1988 拉制硬态包铜钢线50ASTM B228-1988 同心绞合包铜钢导线50ASTM B229-1990 铜和包铜钢复合同心绞线50ASTM B230M-1989 电气用1350-H19铝线(米制) 50ASTM B231-1990 同心绞合1350铝导线50ASTM B23-1983(1988) 巴比轴承合金50ASTM B232M-1992 同心绞合镀层钢芯铝导线(ACSR)(米制) 60ASTM B233-1992 电气用1350铝拉丝坯盘条50ASTM B234M-1992 冷凝器与热交换器用铝合金拉制无缝管(米制) 50ASTM B236M-1992a 电气用铝棒(母线) 50ASTM B241/B241M-1992a 铝和铝合金无缝管及无缝挤压管60ASTM B244-1979 用涡流法检测铝材的阳极氧化涂层厚度及在其它非磁性基体金属绝缘涂层厚度的方法50ASTM B247M-1992a 铝和铝合金模锻件、手工锻件和轧制环形锻件(米制) 60ASTM B248M-1991a 铜和铜合金加工厚板、薄板、带材和轧制条材的一般要求(米制) 70 ASTM B249-1991 铜和铜合金加工棒材、条材和型材的一般要求70ASTM B250M-1988 加工铜合金线材的一般要求(米制) 50ASTM B251M-1988 加工铜和铜合金无缝管的一般要求(米制) 50ASTM B26/B26M-1992a 铝合金砂型铸件60ASTM B265-1993 钛和钛合金带材、薄板和中厚板材50ASTM B267-1990 绕线电阻器用丝材50ASTM B271-1991 铜基合金离心浇注铸件50ASTM B272-1983 带轧制或拉制边的扁平铜产品(扁线和带材) 50ASTM B280-1992 空调及制冷领域用无缝铜管50ASTM B283-1991 铜及铜合金热压模锻件50ASTM B286-1989 电子设备连接线用铜导线50ASTM B291-1991 铜锌锰合金(锰黄铜)薄板和带材50ASTM B29-1992 精炼铅50ASTM B298-1987 镀银软态或退火铜线50ASTM B299-1992 海绵钛50ASTM B30-1992 铜基合金锭70ASTM B301M-1990 易切削黄铜棒材和条材(米制) 50ASTM B302-1988 无螺纹铜管50ASTM B306-1988 铜排水管(DWV) 50ASTM B308/B308M-1992a 6061-T6铝合金标准结构型材50ASTM B313/B313M-1992a 铝及铝合金焊接圆管50ASTM B314-1990 通讯电缆用1350铝线50ASTM B315-1991 无缝铜合金管和标准规格管60ASTM B316-1992a 铝及铝合金铆钉和冷镦用线材与圆棒(米制) 50ASTM B317-1992a 导电(母线)用铝合金挤制条材、棒材、管材和结构型材50ASTM B3-1990 软态或退火铜线50ASTM B32-1993 钎焊料金属50ASTM B324-1988 电气用矩形和方形铝线50ASTM B327-1992 压铸锌合金用铝中间合金50ASTM B33-1991 电气用软态或退火镀锡铜线50ASTM B333-1992 镍-钼合金中厚板、薄板和带材50ASTM B335-1989 镍-钼合金圆棒50ASTM B338-1991a 冷凝器用和热交换器用钛和钛合金无缝与焊接管50ASTM B339-1993 锡锭50ASTM B341M-1993 钢芯铝绞线(ACSR/AZ)用镀铝钢芯线(米制) 50ASTM B344-1992 电加热元件用拉制或轧制镍铬和镍铬铁合金丝50ASTM B345M-1992a 煤气和石油输送与管网分配系统用铝和铝合金无缝管和无缝挤压管(米制) 50ASTM B348-1993 钛和钛合金条材和方坯50ASTM B350-1993 核工来用锆和锆合金锭50ASTM B351-1992 核工业用热轧和冷加工锆和锆合金棒材和线材50ASTM B352-1992 核工业用锆和锆合金薄板、带材和中厚板材50ASTM B353-1991 核设施用形变锆和锆合金无缝管和焊接管60ASTM B355-1990 镀镍软态或退火铜线50ASTM B359M-1992 冷凝器及热交换器用铜与铜合金无缝翅片管(米制) 50ASTM B36/B36M-1991a 黄铜厚板、薄板、带材和轧制条材50ASTM B360-1988 限流用拉制硬态铜毛细管50ASTM B361-1992 工厂制造的形变铝和铝合金焊接配件50ASTM B364-1992 钽和钽合金锭50ASTM B365-1992 钽和钽合金棒材和线材50ASTM B369-1990b 铜镍合金铸件50ASTM B370-1988 建筑结构用铜薄板和带材50ASTM B371-1984a 铜锌硅合金棒材50ASTM B37-1992 钢铁生产用铝50ASTM B372-1992 铜和铜合金无缝矩形波导管50ASTM B373-1992a 电容器用铝箔50ASTM B379-1980(1987) 磷铜-精炼型锭50ASTM B386-1991(1992) 钼和钼合金中厚板、薄板、带材和箔材50ASTM B387-1990 钼和钼合金棒材和线材50ASTM B388-1987 双金属片用薄板和带材50ASTM B391-1989 铌和铌合金锭50ASTM B39-1979(1993) 镍50ASTM B392-1989 铌和铌合金扁材、棒材和线材50ASTM B393-1989 铌和铌合金带材、薄板和中厚板50ASTM B394-1989 铌和铌合金无缝和焊接管50ASTM B395M-1992 热交换器和冷凝器用铜和铜合金无缝U形弯管(米制) 60ASTM B396-1987 电气用5005-H19铝合金线50ASTM B397-1985(1992) 5005-H19铝合金同心绞合导线50ASTM B398M-1992 电气用6201-T81铝合金线(米制) 50ASTM B399M-1992 6201-T81铝合金同心绞合导线[米制]50ASTM B400-1992 1350铝紧密型同心绞合圆导线50ASTM B401-1992 紧密型钢芯同心绞合圆形铝导线(ACSR/COMP) 50ASTM B403-1990 镁合金熔模铸件50ASTM B404M-1992a 冷凝器和热交换器用铝或铝合金无缝翅片管(米制) 50ASTM B407-1993 镍铁铬合金无缝管50ASTM B408-1987 镍铁铬合金圆棒和异形棒50ASTM B409-1993 镍铁铬合金中厚板、薄板和带材50ASTM B411-1985 铜镍硅合金棒材和条材50ASTM B412-1987 铜镍硅合金线材50ASTM B413-1989 精炼银50ASTM B415-1992 冷拉包钢铝包丝50ASTM B416-1988 同心绞合包铝钢导线50ASTM B42-1992 标准规格的无缝铜管50ASTM B422-1991 铜铝硅钴合金、铜镍硅镁合金和铜镍铝镁合金薄板与带材50 ASTM B423-1990 镍铁铬钼铜合金(UNS N08825和N08221)无缝管50ASTM B424-1993 镍铁铬钼铜合金(UNS N08825和UNS N08221)中厚板、薄板和带材50 ASTM B425-1993 镍铁铬钼铜合金(UNS N08825和UNS N08221)圆棒和异形棒50 ASTM B427-1990 青铜合金齿轮铸件50ASTM B429-1992a 铝合金挤制结构管50ASTM B43-1991 标准规格的红色黄铜无缝管50ASTM B432-1991 包覆铜和铜合金中厚钢板50ASTM B434-1989 镍钼铬铁合金(UNS N10003)中厚板、薄板和带材50ASTM B435-1993 合金UNS N06002、UNS N06230和UNS R30556中厚板、薄板和带材50 ASTM B440-1983(1988) 镉50ASTM B441-1985 铜钴铍合金(UNS号C17500)和铜镍铍合金(UNS号C17510)棒材和条材50 ASTM B442-1980(1987) 化学法精炼的紫铜型锭50ASTM B443-1993 镍铬钼铌合金(UNS N06625)中厚板、薄板及带材50ASTM B444-1990 镍铬钼铌合金(UNS N06625)无缝管50ASTM B445-1987 镍铬铁铌钼钨合金(UNS N06102)无缝管50ASTM B446-1993 镍铬钼铌合金(UNS N06625)圆棒和异形棒50ASTM B447-1992a 焊接铜管50ASTM B451-1981(1986) 印刷电路和载波带用铜箔、带和薄板50ASTM B452-1988 电子工业用包铜钢丝50ASTM B453M-1988 铜锌铅合金(含铅黄铜)棒材(米制) 50ASTM B455-1991 铜锌铅合金(含铅黄铜)挤压型材50ASTM B462-2004 高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范60ASTM B463-1993 合金UNS N08020、UNS N08026和UNS N08024中厚板、薄板和带材50 ASTM B464-1993 合金UNS N08020、UNS N08024和UNS N08026标准尺寸焊接管(一般用途) 50ASTM B465-1990 铜铁合金中厚板、薄板、带和轧制棒50ASTM B466M-1986 铜镍合金无缝管(米制) 50ASTM B467-1988 铜镍合金焊接管50ASTM B468-1993 合金UNS N08020、N08024和N08026非标准尺寸焊接管(锅炉、热交换器和冷凝器用) 50ASTM B469-1988 承压用铜合金无缝管50ASTM B470-1990 电子设备连接线用焊合铜导线50ASTM B471-1993 UNS N08020、UNS N08026和UNS N08024镍合金圆形弹簧线材50 ASTM B47-1964(1990) 铜电车架空线50ASTM B472-1991a 供再锻造用的UNS N08020、UNS N08026、UNS N08024、UNS N08926和UNS N08367镍合金坯料及条材50ASTM B473-1991 UNS N08020、UNS N08026和UNS N08024镍合金条材及线材50ASTM B474-1987 镍合金UNS N08020、N08026和N08024电熔焊管50ASTM B475-1991 UNS N08020、UNS N08026和UNS N08024镍合金圆形编织用丝50 ASTM B476-1990 贵金属电触头材料一般要求50ASTM B477-1992 金银镍电触头合金50ASTM B479-1992a 软质包装隔离用退火铝和铝合金箔50ASTM B48-1992 电导体用矩形和方形软态裸铜线50ASTM B483M-92a 一般用途的铝和铝合金拉制管(米制) 50ASTM B488-1986 工程用金电镀层50ASTM B491/B491M-1992a 一般用途的铝和铝合金挤制圆管(米制) 50ASTM B49-1992 电气用再拉铜盘条50ASTM B495-1990 锆和锆合金锭50ASTM B496-1992 紧密型同心绞合圆形铜导线50ASTM B498M-1993 钢芯铝绞线(ACSR)用镀锌钢芯线(米制) 50ASTM B500-1992 钢芯铝绞线(ACSR)用镀锌、镀锌-5%铝-混合稀土合金和镀铝捻股钢芯50ASTM B501-1988 电子工业用镀银包铜钢丝50ASTM B502-1993 包铝钢芯铝导线用包铝钢芯线50ASTM B505-1991b 铜基合金连续铸件60ASTM B506-1981(1986) 建筑结构用包铜不锈钢薄板和带材50ASTM B508-1986 挠性金属软管用铜合金带材50ASTM B509-1977(1983) 对核用镍合金板的补充要求50ASTM B510-1977(1983) 核用镍合金棒和条的补充要求规范50ASTM B511-1993 镍铁铬硅合金条材及型材50ASTM B512-1987 镍铬硅合金(UNS N08830)坯料和条材50ASTM B513-1979(1985) 核用镍合金无缝管附加要求技术条件50ASTM B514-1985 镍铁铬合金焊管50ASTM B515-1990 合金UNS N08800和UNS N08810焊接管材50ASTM B516-1993 镍铬铁合金(UNS N06600)非标准尺寸焊接管材50ASTM B517-1993 镍铬铁合金(UNS N06600)标准尺寸焊管50ASTM B518-1987 镍铬铁铌钼钨合金(UNS N06102)圆棒及异形棒50ASTM B519-1992 镍铬铁铌钼钨合金(UNS N06102)中厚板、薄板和带材50ASTM B5-1989 电解精炼韧铜型锭50ASTM B520-1970(1988) 电子用镀锡包铜钢丝50ASTM B521-1992 钽和钽合金无缝与焊接管50ASTM B522-1990 金银铂电触头合金50ASTM B523-1992 锆和锆合金无缝与焊接管50ASTM B524M-1992 铝合金芯线同心绞合铝导线(ACAR,1350/6201)[米制]50ASTM B531-1990 电气用5005铝合金拉拔坯盘条50ASTM B534-1991 铜钴铍合金和铜镍铍合金中厚板、薄板、带材和轧制条材50ASTM B535-1987 镍铁铬硅合金(UNS N08330和UNS N08332)无缝管50ASTM B536-1993 镍铁铬硅合金(UNS N08330和UNS N08332)中厚板、薄板和带材50 ASTM B540-1991 钯电触头合金50ASTM B541-1989 金电触头合金50ASTM B543M-1991 热交换器用铜和铜合金焊接管(米制) 50ASTM B546-1987 镍铁铬硅合金(UNS N08330和UNS N08332)电熔焊管50ASTM B547-1992a 成形后电弧焊接的铝和铝合金圆管50ASTM B548-1982 压力容器用铝合金板超声检测方法和规范50ASTM B549-1988 包铝钢芯同心绞合铝导线50ASTM B550-1992 锆和锆合金条材与线丝材50ASTM B551-1992 锆和锆合金带材、薄板和中厚板50ASTM B552-1986 海水淡化工厂无缝和焊接铜镍管50ASTM B559-1988 电子工业用镀镍包铜钢丝50ASTM B561-1986 精炼铂50ASTM B562-1986 精炼金50ASTM B563-1989 钯银铜电触头合金50ASTM B564-2006 镍合金锻件标准规范35ASTM B566-1988(1993) 包铜铝线50ASTM B567-1987 β背散射法测定涂层厚度方法50ASTM B569-1986 热交换器管道用UNS号C26000黄铜窄薄带材50ASTM B570-1989 铜铍合金锻件和挤压件50ASTM B572-1987a 合金UNS N06002、UNS N06230和UNS R30556圆棒50ASTM B573-1989 镍钼铬铁合金(UNS N10003)圆棒50ASTM B574-1991 低碳镍钼铬和低碳镍铬钼合金圆棒50ASTM B575-1992 低碳镍钼铬和低碳镍铬钼合金中厚板、薄板和带材50ASTM B581-1993 镍铬铁钼铜合金圆棒50ASTM B582-1992 镍铬铁钼铜合金中厚板、薄板和带材50ASTM B584-1991a 一般用途的铜合金砂型铸件50ASTM B587-1988 焊接黄铜管60ASTM B589-1982(1987) 精炼钯50ASTM B591-1991 铜锌锡合金中厚板、薄板、带材和轧制条材50ASTM B592-1986 铜锌铝钴(或镍)合金中厚板、薄板、带材和轧制条材50ASTM B594-1982 航空用铝合金制品超声检测方法50ASTM B596-1989 金铜合金电触头材料50ASTM B599-1992 稳定化镍铁铬钼铌合金(UNS N08700)中厚板、薄板和带材50ASTM B601-1992 加工和铸造铜及铜合金状态代号施行方法50ASTM B603-1990 拉拔或轧制的电加热元件用铁铬铝合金50ASTM B606-1993 钢芯铝和铝合金导线用高强度镀锌钢芯线50ASTM B608-1988 铜合金焊接管60ASTM B609M-1991 电气用退火状态和中间状态的1350铝圆线(米制) 50ASTM B61-1990 蒸汽红黄铜或阀青铜铸件50ASTM B616-1991 精炼铑50ASTM B617-1983(1988) 电触头银币合金50ASTM B618-1992a 铝合金熔模铸件50ASTM B619-1992 镍和镍钴合金标准尺寸焊管50ASTM B6-1987(1992) 锌金属50ASTM B620-1993 镍铁铬钼合金(UNS N08320)中厚板、薄板和带材50ASTM B621-1989 镍铁铬钼合金(UNS N08320)圆棒50ASTM B62-2002 青铜或高铜黄铜铸件标准规范60ASTM B622-1993 镍和镍钴合金无缝管50ASTM B623-1993 火法精炼高电导率韧铜-精炼型锭50ASTM B624-1992 电子工业用高强度和高电导率铜合金线50ASTM B625-1993 合金UNS N08904、UNS N08925、UNS N08031、UNS N08932和UNS N08926中厚板、薄板和带材50ASTM B626-1993 镍和镍钴合金非标准尺寸焊接管材50ASTM B628-1983(1988) 银铜共晶电触头合金50ASTM B631-1988 银钨电触头材料50ASTM B632M-1992a 轧制铝合金踏板(米制) 50ASTM B638-1992 太阳热吸收器用铜及铜合金镶板50ASTM B639-1992 高温用弥散硬化含钴合金(UNS R30155和UNS R30816)条材、圆棒、锻件和锻坯50ASTM B640-1992 空调和制冷设备用铜和铜合金焊管60ASTM B641-1992 无缝和焊接铜配管(D类) 50ASTM B642-1988 铜合金UNS号C21000焊接水管50ASTM B643-1990 铜铍合金无缝管50ASTM B644-1988 铜合金添加剂50ASTM B649-1993 Ni-Fe-Cr-Mo-Cu低碳合金(UNS N08904)和Ni-Fe-Cr-Mo-Cu-N低碳合金(UNS N08925、UNS N08031和UNS N08926)异形棒及线材50ASTM B652-1992 铌铪合金锭50ASTM B654-1992 铌铪合金箔材、薄板、带材和中厚板50ASTM B655-1992 铌铪合金条材、棒材和线材50ASTM B658-1992 锆和锆合金无缝与焊接管50ASTM B66-1990a 机车磨损件用青铜铸件毛坯50ASTM B662-1989 银钼电触头材料50ASTM B663-1989 银-碳化钨电触头材料50ASTM B664-1990 80%银-20%石墨滑动接触材料50ASTM B668-1989 合金UNS N08028无缝非标准尺寸管材50ASTM B669-1989 铸造和压铸件用锌-铝合金型锭50ASTM B670-1993 高温用沉淀硬化镍合金(UNS N07718)中厚板、薄板和带材50ASTM B671-1981(1987) 精炼铱50ASTM B67-1990 车辆及煤水车用镶轴瓦滑动轴承50ASTM B672-1985 镍铁铬钼铌稳定化合金(UNS N08700)异形棒和线材50ASTM B673-1991 合金UNS N08904、N08925和UNS N08926标准尺寸焊管50ASTM B674-1991 合金UNS N08904、UNS N08925和UNS N08926非标准尺寸焊接管材50 ASTM B675-1990a 合金UNS N08366和UNS N08367标准尺寸焊管50ASTM B676-1990 合金UNS N08366和UNS N08367非标准尺寸焊接管材50ASTM B677-1991 合金UNS N08904、UNS N08925和UNS N08926无缝管50ASTM B679-1991 工程用钯电镀层50ASTM B682-1981(1991) 电导线的标准米制规格50ASTM B683-1990 纯钯电触头材料50ASTM B684-1992 铂铱电触头材料50ASTM B685-1990 钯铜电触头材料50ASTM B686-1992a 高强度铝合金铸件50ASTM B687-1988 黄铜、铜和镀铬管焊纹接头50ASTM B688-1993 铬镍钼铁(UNS N08366和UNS N08367)中厚板、薄板和带材50ASTM B68M-1992 光亮退火无缝铜管(米制) 50ASTM B690-1993 铁镍铬钼合金(UNS N08366和UNS N08367)无缝管50ASTM B691-1993 铁镍铬钼合金(UNS N08366和UNS N08367)棒材、条材和线材50 ASTM B69-1992 轧制锌材50ASTM B692-1990 75%银-25%石墨滑动接触材料50ASTM B693-1991 银镍电触头材料50ASTM B694-1986 电缆屏蔽用铜、铜合金和包铜不锈钢薄板和带材50ASTM B698-1991 铜及铜合金无缝与焊接卫生管道与管材50ASTM B701-1991 钢芯同心绞合自减振铝导线(ACSR/SD) 50ASTM B702-1988 铜钨电触头材料50ASTM B704-1991 合金UNS N06625和UNS N08825非标准尺寸焊管50ASTM B705-1982(1990) 镍合金(UNS N06625和N08825)标准尺寸焊管50ASTM B706-1988 铜合金(UNS号C69100)无缝管50ASTM B707M-1988 无缝铜水管(特殊用途)(米制) 50ASTM B708-1992 钽和钽合金中厚板、薄板和带材50ASTM B709-1993 铁镍铬钼合金(UNS N08028)中厚板、薄板和带材50ASTM B710-1987 镍铁铬硅合金标准尺寸焊管50ASTM B711-1988 钢芯同心绞合铝合金导线(AACSR)(6201) 50ASTM B716M-1992 焊接铜水管(米制) 50ASTM B717-1984(1991) 精炼钌50ASTM B718-1992 镍铬钼钴钨铁硅合金(UNS N06333)中厚板、薄板和带材50ASTM B719-1983(1990) 镍铬钼钴钨铁硅合金(UNS N06333)棒材50ASTM B720-1993 UNS N08310合金非标准尺寸无缝管50ASTM B722-1983a 镍铬钼钴钨铁硅合金(UNS N06333)无缝管50ASTM B723-1983(1990) 镍铬钼钴钨铁硅合金(UNS N06333)标准尺寸焊管50ASTM B725-1993 镍(UNS N02200/UNS N02201)镍铜合金(UNS N04400)标准尺寸焊管50 ASTM B726-1991 镍铬钼钴钨铁硅合金(UNS N06333)非标准尺寸焊管50ASTM B729-1991 镍合金UNS N08020、N08026和N08024无缝管50ASTM B730-1993 镍(UNS N02200/UNS N02201)镍铜合金(UNS N04400)非标准尺寸焊管50 ASTM B731-1991 60%钯-40%银电触头材料50ASTM B736-1992a 电缆用铝、铝合金和包铝钢屏蔽带材50ASTM B738-1984(1988) 电导体用细铜线多股绞合和绳多股绞合铜导线" 50ASTM B739-1993 镍铁铬硅合金非标准尺寸焊管50ASTM B740-1991 铜镍锡亚稳合金带材50ASTM B742-1990 纯银电触头加工材50ASTM B743-1992a 无缝铜盘管50ASTM B744/B744M-1985(1990) 波纹铝管用铝合金薄板50ASTM B745/B745M-1992 下水道与排水管用波纹铝管50ASTM B746/B746M-1989a 现场拴接管道、管拱和拱用的铝合金波纹结构板50ASTM B747-1989 铜锆合金薄板和带材50ASTM B753-1986 双金属片组元用合金50ASTM B755-1993 镍铬钼钨合金(UNS N06110)中厚板、薄板和带材50ASTM B756-1993 镍铬钼钨合金(UNS N06110)棒材和条材50ASTM B757-1990 镍铬钼钨合金(UNS N06110)标准尺寸焊管50ASTM B758-1986 镍铬钼钨合金(UNS N06110)非标准尺寸焊管50ASTM B759-1986 镍铬钼钨合金(UNS N06110)无缝管50ASTM B75M-1992a 无缝铜管(米制) 50ASTM B760-1986(1993) 钨中厚板、薄板和箔材50ASTM B763-1990 阀门用铜合金砂型铸件50ASTM B768-1990 铜钴铍合金带材和薄板50ASTM B770-1990 一般用途的铜铍合金砂型铸件50ASTM B774-1987(1993) 低熔点合金50ASTM B776-1991 铪和铪合金带、薄板及中厚板50ASTM B777-1987(1993) 高密度钨基金属50ASTM B778-1992 型线紧密同心绞合铝导线(AAC/TW) 50ASTM B779-1991 钢芯型线紧密同心绞合铝导线(ACSR/TW) 50ASTM B780-1987 75%-24.5%铜-0.5%镍电触头合金50ASTM B784-1988 绝缘电缆用改进型同心绞合铜导线50ASTM B785-1988 绝缘电缆用改进型紧密圆形同心绞合铜导线50ASTM B786-1988 后继绝缘用19线外层搭配单向绞合1350铝导线50ASTM B787-1988 后继绝缘用19线外层搭配单向绞合铜导线50ASTM B800-1988 电气用退火和中间状态的8000系列铝合金线50ASTM B801-1988 后继加包皮或绝缘用的8000系列铝合金同心绞合导线50ASTM B80-1991 镁合金砂型铸件60ASTM B802-1989 钢芯铝绞线(ACSR)用锌-5%铝-混合稀土合金镀层钢芯钢丝50 ASTM B803-1989 钢芯铝和铝合金绞合导线用高强度锌-5%铝-混合稀土合金镀层钢芯钢丝50ASTM B804-1989 UNS N08367合金标准尺寸焊管50ASTM B805-1990 UNS N07716和UNS N07725沉淀硬化镍合金条材和线材50ASTM B806-1990 一般用途的铜合金金属型铸件50ASTM B811-1990 核反应堆燃料包壳用形变锆合金无缝管60ASTM B813-1991 铜和铜合金管材用的液态焊剂及焊膏50ASTM B814-1991 镍铬铁钼钨合金(UNS N06920)中厚板、薄板和带材50ASTM B815-1991 钴-铬-镍-钼-钨合金(UNS R31233)棒材50ASTM B818-1991 钴-铬-镍-钼-钨合金(UNS R31233)中厚板、薄板和带材50ASTM B819-1992 医用气体装置用无缝铜管50ASTM B8-1990 硬态、半硬态或软态同心绞合铜导线50ASTM B824-1992 铜合金铸件一般要求50ASTM B85-1992a 铝合金压铸件50ASTM B88M-1992 无缝铜水管(米制) 50ASTM B90/B90M-1993 镁合金薄板和厚板50ASTM B91-1992 镁合金锻件50ASTM B9-1990 青铜电车架空线50ASTM B92/B92M-1989 重熔用镁锭及镁棒50ASTM B93/B93M-1992 砂型铸件、永久型铸件及压铸件用镁合金锭50ASTM B94-1992 镁合金压铸件50ASTM B96-1992 一般用途及压力容器用的铜硅合金厚板、薄板、带材和轧条50ASTM B98M-1984 铜硅合金棒材、条材和型材(米制) 50ASTM B99M-1986a 一般用途的铜硅合金线材(米制) 50。
[新版]铜状态介绍
![[新版]铜状态介绍](https://img.taocdn.com/s3/m/44137826b80d6c85ec3a87c24028915f804d844b.png)
纯铜的H状态,1/2H状态是什么意思?我的纯铜是加工退火态的,硬度在95Hv 左右,请问是什么态的?冷加工状态(H)铜及铜合金冷加工通常采用的是冷轧和冷拉,个别也有冷顶锻和冷弯等冷加工工艺。
冷加工后,有些还要进行热处理。
1.冷加工状态 H冷加工状态分为可以用尺寸缩减(冷变形量)为基础来建立的状态等级和只能以强度水平为基础来建立状态等级两类。
① 用尺寸缩减(冷变形量)为基础建立的冷加工状态对于轧制和拉制的板、带、棒、线材,金属的冷加工变形程度愈大,其强度和硬度也随之愈高,铜及铜合金冷轧或冷拉时产生的加工硬化现象使每一种冷加工产品都获得一个可适用于多种用途的强度或硬度范围,对退火态金属,施予不同程度的冷加工变形,其强度大致与冷变形量成比例关系。
变形量由Browne和Shape(B&S)尺度号数表示,在B&S尺度系统中,每一个尺度和其它临近的两个尺度间有固定的比例关系,尺度号数每增加一级,厚度(直径)缩减10%左右,它们的对应关系见表2,H后的数字与B&S尺度号数相一致。
表2 以冷减缩量(冷变形量)为基础的冷加工状态三级状态代号状态名称 B&S尺度号数增量厚度或直径的减缩量,%H00 1/8硬 - -H01 1/4硬 1 10.9%H02 1/2硬 2 20.7%H03 3/4硬 3 29.4%H04 硬 4 37.1%H06 特硬 6 50.1%H08 弹性 8 60.5%H10 高弹性 10 68.6%H12 特殊弹性 12 75.1%H13 更高弹性 - -H14 超高弹性 14 80.3%② 以强度水平为基础建立的冷加工状态基于冷减缩变形的品级表示方法不能用于象管材、挤压件和铸件这些产品类型,并且铜及铜合金有时采用一些特殊的冷加工,如:冷顶锻、铆接、螺钉和螺栓的加工,U型管材的冷弯及翅片状管材的加工等,这些冷加工方法对抗拉强度和屈服强度,都有不同程度的影响,但却不能用以冷缩减量相对应的1/8硬、1/4硬或1/2硬等来表示它的状态,它的状态分类与制造状态M有一定的联系,表1已详细说明。
铜及铜合金牌号表示方法
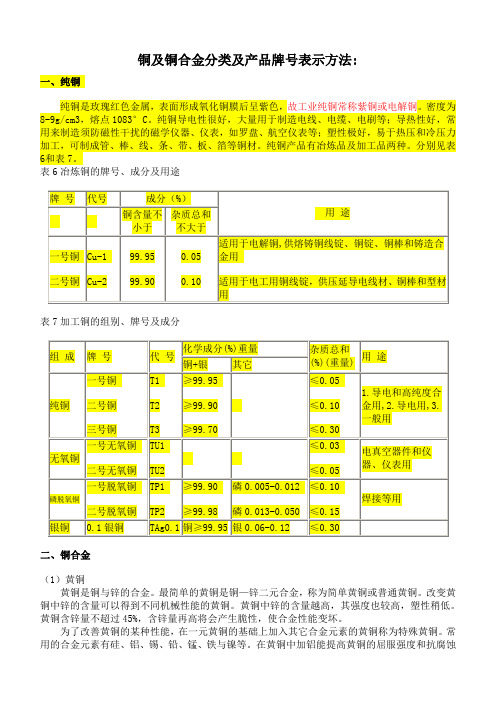
纯铜是玫瑰红色金属,表面形成氧化铜膜后呈紫色,故工业纯铜常称紫铜或电解铜。
密度为8-9g/cm3,熔点1083°C。
纯铜导电性很好,大量用于制造电线、电缆、电刷等;导热性好,常用来制造须防磁性干扰的磁学仪器、仪表,如罗盘、航空仪表等;塑性极好,易于热压和冷压力加工,可制成管、棒、线、条、带、板、箔等铜材。
纯铜产品有冶炼品及加工品两种。
分别见表6和表7。
表6冶炼铜的牌号、成分及用途表7加工铜的组别、牌号及成分二、铜合金(1)黄铜黄铜是铜与锌的合金。
最简单的黄铜是铜—锌二元合金,称为简单黄铜或普通黄铜。
改变黄铜中锌的含量可以得到不同机械性能的黄铜。
黄铜中锌的含量越高,其强度也较高,塑性稍低。
黄铜含锌量不超过45%,含锌量再高将会产生脆性,使合金性能变坏。
为了改善黄铜的某种性能,在一元黄铜的基础上加入其它合金元素的黄铜称为特殊黄铜。
常用的合金元素有硅、铝、锡、铅、锰、铁与镍等。
在黄铜中加铝能提高黄铜的屈服强度和抗腐蚀性,稍降低塑性。
含铝小于4%的黄铜具有良好的加工、铸造等综合性能。
在黄铜中加1%的锡能显著改善黄铜的抗海水和海洋大气腐蚀的能力,因此称为“海军黄铜”。
锡还能改善黄铜的切削加工性能。
黄铜加铅的主要目的是改善切削加工性和提高耐磨性,铅对黄铜的强度影响不大。
锰黄铜具有良好的机械性能、热稳定性和抗蚀性;在锰黄铜中加铝,还可以改善它的性能,得到表面光洁的铸件。
黄铜可分为铸造和压力加工两类产品。
常用加工黄铜的化学成分,见表8。
表8常用加工黄铜的化学成分(2)青铜青铜是历史上应用最早的一种合金,原指铜锡合金,因颜色呈青灰色,故称青铜。
为了改善合金的工艺性能和机械性能,大部分青铜内还加入其它合金元素,如铅、锌、磷等。
由于锡是一种稀缺元素,所以工业上还使用许多不含锡的无锡青铜,它们不仅价格便宜,还具有所需要的特种性能。
无锡青铜主要有铝青铜、铍青铜、锰青铜、硅青铜等。
此外还有成份较为复杂的三元或四元青铜。
铸造工技术培训讲座工艺符号
(18)芯座压砂环
(19)模型上的活块
(20)出气孔
(21)样板
谢谢
与数字并排写“芯”字样,再在其完整编号下面划一横线, 即表示一个芯的编号,如1#芯,2#芯……应按下芯顺序 编号。
❖ 如在其大芯上组装有另外的小芯,其小芯的编号是在其大 芯编号基础上,在阿拉伯数字右下角标小写的汉语拼音, 即表示芯的编号,如1a#芯,2a#芯……。
❖ 如其芯为铁芯,则将“芯”字换成“铁芯”字样,如:1# 铁芯,1a#铁芯……。
❖ 芯头边界:
❖ 坭芯全部用蓝色表示,其外型芯头部分全部用红色线表示; 如果是两个相互装配的坭芯边界应全部用蓝色线表示。
❖ 详见示例:
(11)坭芯编号及其芯头边界
(12)芯头斜度与芯头间隙
(13)坭芯增、减量与坭芯间的间隙
(14)填砂方向
(15)坭芯空穴
(10)芯座集砂槽
(17)芯座压环
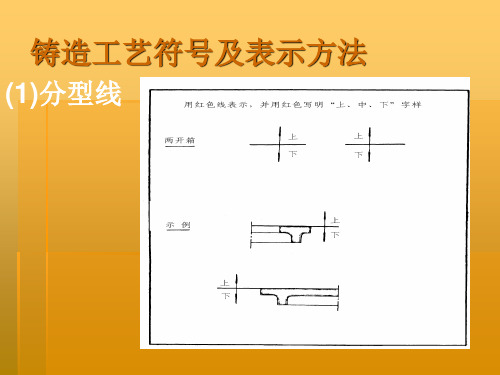
铸造工艺符号及表示方法
(1)分型线
(2)分模线
(3)分型分模 线
(3)分型分模线
(3)分型分模线
(4)吊胎
(5)分型负数
(5)分型负数
(6)机械加工余量
(6)机械加工余量
(7)不铸出的孔和 槽
(8)工艺补正量
(9)反变形量及挠度量
(1 ❖ 坭芯编号: ❖ 一律用蓝色表示,在阿拉伯数字左上角标有“#”符号,再
日本金属牌号表示方法
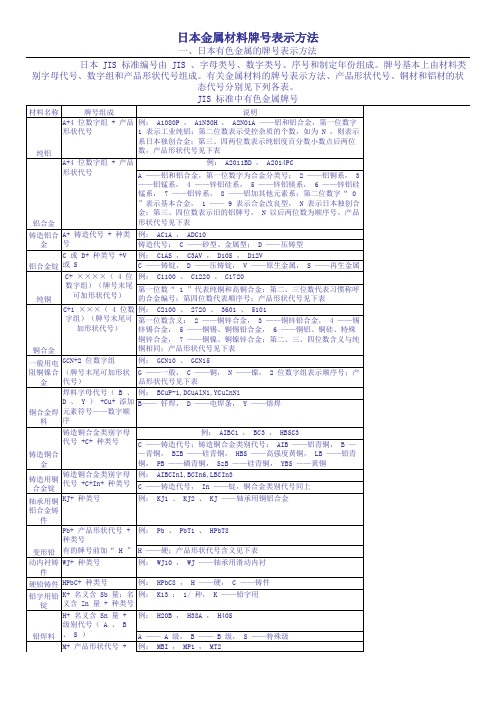
日本金属材料牌号表示方法一、日本有色金属的牌号表示方法日本 JIS 标准编号由 JIS 、字母类号、数字类号、序号和制定年份组成。
牌号基本上由材料类别字母代号、数字组和产品形状代号组成。
有关金属材料的牌号表示方法、产品形状代号、铜材和铝材的状态代号分别见下列各表。
金有色金属加工产品状态代号表示方法牌号一般由三部分组成。
--1.2.1 普通结构钢牌号表示方法SS ×××普通结构钢的牌号。
第一个 S 表示钢( Steel ),第二个 S 表示结构的( Structural ),×××表示抗拉强度最低值(××× MPa ), JIS G3101 标准中有 SS330 、 SS440 、 SS490 和 SS540四种牌号。
焊接结构用碳素钢用 SM490A 等表示牌号, M 代表中碳,后缀 A 表示质量等级。
JIS G3106 标准中有400 、 490 、 520 和 570 四个强度等级的多个牌号。
前三个等级的钢仅控制 P 、 S 含量,后一个强度等级的钢尚需控制 C 和 Mn 的含量。
Y 表示抗拉强度相同的钢,屈服点值略高于同类牌号的钢,除后缀 A 外,尚可加后缀 B 、 C 。
1.2.2 机械制造用结构钢牌号表示方法第一部分为前缀字母 S 表示钢( Steel ) ,F 表示铁( Ferrum )。
第二部分采用英文字母或假名拼音的罗马字母,表示用途、钢材种类及铸锻件制品等。
如 SC 为铸钢, FC 表示灰铸铁等。
K 表示工具, U 表示特殊用途。
有时用两个或几个字母组合起来表示钢的品种和类别,如SKS 表示合金工具钢(其中的一种)、 SUJ 表示高碳铬轴承钢, SNCM 表示 Ni — Cr — Mo 钢等。
第三部分为数字,用来表示钢类或钢材序号或坑拉强度最低值(≥××× MPa )如 SS400 表示碳素结构钢,其最低抗拉强度值为 400Mpa 。
铸造用纯铜及铜合金的熔炼工艺

铸造用纯铜及铜合金的熔炼工艺【摘要】详细介绍了铸造用纯铜及青铜、黄铜等主要铜合金的熔炼工艺提出了实际生产中应注意的问题供同行参考。
铸造用纯铜及铜合金是有色金属中重要的一类在实际生产中运用较广。
常用的铜合金按照成分不同主要分为两大类即铸造黄铜和铸造青铜。
无论是砂型铸造还是熔模铸造熔炼都是铸造生产中至关重要的一环各种铜合金的熔炼有相同之处又有不同之处在多年的生产实践中我们总结了纯铜及铜合金主要为青铜和黄铜的熔炼工艺经验供有关人员参考。
一、纯铜的熔炼所用的熔炼设备中频感应电炉、热电偶、浇包和石墨柑祸等。
1先将柑祸预热至暗红色在增祸底加一层厚度约为30-50mm的干燥木炭或覆盖剂60硼砂十37碎玻璃再依次加人边角余料、废块和棒料最后加纯铜。
2补加的合金元素可放在炉台上预热严禁冷料加人液态金属中。
整个熔化过程中应经常活动炉料以防搭桥。
3升温使合金全部熔化合金全熔后温度达到1200一1220℃时加入占合金液重量0.3一04的磷铜脱氧磷与氧化亚铜发生下列反应生成的P2O5气体从合金中逸出磷酸铜可浮于液面扒渣去除达到脱氧的目的。
另外在脱氧的过程中需不断搅拌。
最后扒渣出炉合金液的浇注温度一般为1100一1200℃二、黄铜的熔炼以锌为主要合金元素的铜基合金为黄铜分为普通黄铜和特殊黄铜两类。
普通黄铜是铜和锌组成的两元合金主要用于压力加工。
在普通黄铜的基础加人其他合金元素如硅、铝、锰、铅、铁和镍等便成为特殊黄铜。
铸造黄铜大多是特殊黄铜。
1、合金的配料及金属炉料要求对于铜合金的化学成分由于主要成分变化范围较大因此在配料计算的过程中应根据其性能要求选择适当的配料成分。
合金的化学成分应符合GB1176-1987 几种常用的黄铜熔炼配料化学成分按表1进行并要求炉料应干燥、清洁有污物锈蚀时应进行吹砂清理。
2、炉料配比按照一般的配料惯例新料成分占炉料的总重量应≥30 回炉料≤70。
但在实际生产中我们考虑到铜合金的回炉料较多在炉料的配比时回炉料的质量分数≥90时熔化质量依然很好化学光谱分析证明铸件的成分合格但回炉料较多时需考虑合金中的杂质是否超标。
加工产品状态代号表示方法

加工产品状态代号表示方法有色金属及合金材料号材料号第六、七位数字含义德国金属材料牌号表示方法简介一、德国有色金属的牌号表示方法德国 DIN 标准编号由 DIN 、序号和制(修)订年份组成。
DIN 标准中的有色金属材料牌号表示方法、供货和热处理状态的字母及数字代号,见下各表。
DIN 标准中有色金属牌号表示二、德国黑色金属的牌号表示方法1.德国( DIN )钢铁牌事情表示方法简介1.1 德国钢铁牌号表示方法概述第二次世界大战后,一道柏林墙,将德国分为东德和西德两个国家标准代号分别为 TGL 和 DIN 。
由于 TGL 标准中钢铁牌号的表示方法和 DIN 标准中钢铁牌号表示方法相同,故统一后的德国仍以 DIN 为德国工业标准的代号。
DIN ( DEUTSCHE Industria Norm )是德国工业标准的代号。
DIN 17006 系统标准独有铸钢和铸铁牌号表示方法。
近年德国对非合金钢牌号的表示方法采用欧洲标准。
其牌号S ××× ,S 表示钢,×××表增屈服点最低值( Mpa ),有时加后缀符号用来表示质量等级或供货状态。
根据钢材直径或厚度不同,允许对同一牌号用钢的碳含量进行调整。
另一种是 DIN 17007 系统标准。
它是用 7 位数字组合成材料号,一般情况下用 5 位数字表示,与牌号可以并用符号(代号)为 W-Nr 。
如 42CrMo4 为牌号, 1.7725 为材料号1.2 DIN17006 系统钢铁牌号表示方法1.2.1各种符号和数字的含义(1)各种会号的含义,各种符号的含义见表 1-24 。
表 1-24 各种符号及含义表中一个符号有两种含义时,应视符号在牌号中的位置确定其含义。
(2)合金钢中合金元素含量的表求方法用合金元素平均含量乘以表 1-25 中的系数表示金元素含量值。
表 1-25 合金元素的系数合金元素含量≤ 5% 时,用上表系数相乘,合金元素含量> 5% 时,不再乘以系数,而是如数直接标出。
生产安全管理人员考试金属冶炼(铜及铜合金制造与铸造)(试卷编号231)
生产安全管理人员考试金属冶炼(铜及铜合金制造与铸造)(试卷编号231)1.[单选题]《企业安全生产标准化基本规范》要求企业对安全生产标准化工作进行()和申请外部评审定级。
A)自主评定B)第三方评定C)行业评定答案:A解析:2.[单选题]危险化学品生产经营企业的安全生产许可证、安全经营许可证由政府哪个部门核发()。
A)安全生产监督管理部门B)工商行政管理部门C)公安机关答案:A解析:3.[单选题]吊运融熔金属的桥式起重机应设置()独立电源供电。
A)两个回路B)一个回路C)三个回路答案:A解析:4.[单选题]连续铸造应将()控制在合理的范围内,防止铜水凝固。
A)炉温和炉压B)炉压C)炉温答案:C解析:5.[单选题]2009年某钢铁集团有限公司组织进行3号高炉中修施工作业。
1月21日8时许,负责施工的承包方,安排两个施工班组分别在炉顶内外作业,拆除3号高炉炉顶大钟受料斗。
16时20分左右,工人相继将大钟南、北两边的焊接点切开,大钟突然下坠,造成东、西两侧两个悬吊大钟的手动葫芦导链挂钩断裂脱落,站在大钟上作业的4人随大钟一起从距地面27米高程的炉顶坠落至距地面约7米高程的高炉炉底。
事故造成3人死亡,1人重伤,直接经济损失100万元。
请根据上述场景回答下列问题。
按照《生产安全事故报告和调查处理条例》,该事故属于()。
A)一般事故B)重大事故C)较大事故答案:C解析:6.[单选题]生产、储存危险化学品的企业,应当委托具备国家规定的资质条件的机构,对本企业的安全生产条件每()年进行一次安全评价,提出安全评价报告。
A)3年B)2年C)5年答案:A解析:7.[单选题]室外作业遇到大雪、暴雨、大雾及()以上大风时,不应安排吊装作业。
A)六级B)五级C)七级答案:A解析:8.[单选题]()是针对某一个生产经营单位总体或局部的生产经营活动安全现状进行的全面评价。
A)安全预评价B)安全现状综合评价C)安全验收评价答案:B解析:9.[单选题]特种设备安全管理人员应当对特种设备使用状况进行经常性检查,发现问题应当立即处理;情况紧急时,可以决定()特种设备并及时报告本单位有关负责人。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锻造和铸造铜及铜合金
状态表示方法
ASTMB601-01
翻译:
校对:
2004年1月16日
1.概述
1.1本技术标准是关于铜及铜合金-加工和铸造状态分类的表示方法。
状态标识是根据产品生产过程和对产品质量的综合影响进行分类的。
本标准不是关于铜及铜合金产品的标准。
1.2 状态的性能要求在各产品的技术标准中给出。
2. 参考文献
2.1 ASTM标准:
B846 铍及铍合金术语标准
3. 术语
3.1 有关铜及铜合金的术语参见标准B 846。
4. 意义和用法
4.1 意义--铜及铜合金产品状态采用字母和数字混合的表示方法。
4.2 用法--字母和数字混合来表示产品的状态用于技术标准和数据发布中。
4.2.1 字母表示生产产品的一种加工过程。
如“H”表示采用冷加工。
注1-这些字母经常与其它产品的状态表示方法相同。
5. 状态分类
5.1 退火态,O-通过退火方法生产的以满足机械性能要求的状态。
5.2 退火态,OS-通过退火方法生产的以满足标准或特殊晶粒度要求的状态。
5.3 加工态,M-通过铸件的初加工和热加工以及其它控制方法生产的产品的状态。
5.4 冷加工态,H-通过控制冷加工的程度生产的状态。
5.5 冷加工(拉拔),消除应力状态,HR-通过控制冷加工的程度和随后的应力消除而生产的状态。
5.5.1 定制强化状态,HT-通过控制冷加工的程度和随后的热处理而生产的状态。
5.6 热处理状态,T-基于热处理和随后的快速冷却的状态。
5.6.1 淬火-硬化状态,TQ-淬火-硬化处理生产的状态。
5.6.2 固溶热处理状态,TB-通过固溶热处理沉淀硬化或拐点硬化生产的状态。
5.6.3 固溶热处理和冷加工状态,TD-通过控制固溶热处理沉淀硬化或拐点硬化合金的冷加工程度而生产的状态。
5.6.4 沉淀热处理状态,TF-通过沉淀硬化合金的沉淀热处理生产的状态。
5.6.5 拐点热处理状态,TX-通过拐点硬化合金的拐点热处理而生产的状态。
5.6.6 冷加工和沉淀热处理状态,TH-用已经进行固溶热处理,冷加工和沉淀热处理的合金生产的状态。
5.6.7 冷加工和拐点热处理状态,TS-用已经进行固溶热处理,冷加工和拐点热处理的合金生产的状态。
5.6.8 加工硬化状态,TM-通过冷加工结合沉淀热处理或拐点热处理而供货的材料状态。
5.6.9 沉淀热处理或拐点热处理和冷加工状态,TL-通过对沉淀热处理或拐点热处理合金进行冷加工而生产的状态。
5.6.10 沉淀热处理或拐点热处理,冷加工,和消除热应力状态,TR-通过对沉淀热处理和拐点热处理消除热应力合金进行冷加工而生产的状态。
5.7 焊接管状态,W-(焊接管是由不同状态的带材生产的,本质上是除了热影响区外具有带材的状态。
5.7.1 管材,当作焊接状态,WM-生产管材时成型和焊接的状态。
5.7.2 管材,焊接和退火态,WO-生产管材时成型和退火的状态。
5.7.3 管材,焊接和冷加工状态,WH-生产管材时成型、焊接和冷加工状态。
5.7.4 管材,焊接、冷加工和消除应力状态,WR-生产管材时成型、焊接、冷加工和消除应力状态。
5.7.5 管材,焊接和完全加工状态,O,OS,H-对焊接管材和冷加工管材进行退火或者对已焊接冷加工和退火的管材进行冷加工的状态。
经过这些处理后,焊接区域已经转换成加工组织,并具有一般的状态标识。
6.状态标识符号
6.1 退火状态,O:
6.1.1 退火以满足机械性能,O:
6.1.2 退火以满足名义平均晶粒度,OS:
6.2 冷加工状态,H:
6.2.1 冷加工状态用于满足基于冷轧或冷拉的标准要求,H:
6.2.2 冷加工状态用以满足基于特殊产品状态名称的标准要求。
H:
6.3 带附加热处理的冷加工状态:6.3.1 冷加工和消除应力,HR:
6.3.2 拉拔和消除应力,HR:
6.3.3 冷轧和定制强化,HT:
6.3.4 硬态拉拔最终退火,HE:
6.4初加工态,M:
6.5 热处理态。
T:
6.5.1 淬火硬化,TQ:
6.5.2 固溶热处理,TB:
6.5.3 固溶热处理和冷加工,TD:
6.5.4 固溶热处理和沉淀热处理,TF:
6.5.5 固溶热处理和拐点热处理,TX:
6.5.6 固溶热处理,冷加工,和沉淀热处理,TH:
6.5.7 冷加工态和拐点热处理以满足基于冷轧或冷拉标准要求,TS:
6.5.8 工厂硬化,TM:
6.5.9 沉淀热处理或拐点热处理和冷加工,TL:
6.5.10 沉淀热处理或拐点热处理,冷加工,和消除热应力,TR:
6.6 焊接管材,W:
6.6.1 焊接态,WM:
6.6.2 焊接管材退火,WO:
6.6.3 焊接管和初冷加工,WC:
6.6.4 焊接管和冷拉,WH:
6.6.5 焊接管,冷拉,和消除应力,WR:
6.6.6 焊接管,完全加工,O,OS,H:
6.6.6.1完全加工管材,退火以满足性能要求:
6.6.6.2完全加工管材,退火以满足性能要求:
7. 关键词
7.1 铜和铜合金;状态标识。