自动化视觉检测在对数螺旋锥齿轮中的应用
克林贝格螺旋锥齿轮精确化加工与检测
克林贝格螺旋锥齿轮精确化加⼯与检测克林贝格螺旋锥齿轮精确化加⼯与检测王奎南京星能传动机械有限责任公司摘要:阐述了等⾼齿螺旋锥齿轮的基本特点及主要加⼯机床,详细介绍⼤型克林贝格等⾼齿的加⼯⽅法、检测⽅法及铣齿⼑具。
关键字:螺旋锥齿轮;预粗切锥形⼑盘;粗切及硬刮⼑盘Abstract:Expounds the basic characteristics of the equal-height spiral bevel gear and main processing machine tools, detailed the large Klingelnberg spiral bevel gear machining methods, detection methods and gear milling cutter. Keyword: spiral bevel gear; pre-rough conical cutter head; rough and finishing cutter head1 螺旋锥齿轮的概念及特点螺旋锥齿轮是对于齿⾯节线为曲线的锥齿轮的习惯叫法。
其齿形⼀般都是呈锥状,像伞形。
克林贝格制螺旋锥齿轮是沿分度锥母线齿⾼不变的螺旋伞齿轮中的⼀种齿制,即沿齿长的⽅向看从齿的⼤端到⼩端齿⾼是⼀样的,齿长曲线为长幅外摆线的⼀部分,齿阔⽅向上是渐开线,⽽齿槽宽和齿顶宽是收缩的,⼤端齿槽宽和齿顶宽⽐⼩端的略宽。
⼀般情况下⾯锥、根锥与节锥平⾏,这种齿轮的⾯⾓、根⾓和节锥⾓均相等,俗称等⾼齿。
克林贝格制螺旋锥齿轮拥有稳定传动⽐、低噪⾳、传动平稳、较⾼的强度,其抗齿折断和抗齿⾯磨损能⼒较强,使⽤寿命⼀般不⼩于10年。
⼴泛被应⽤于冶⾦设备、船舶机械、⽔泥设备、煤矿机械、⽯油机械、矿⼭机械等⾏业。
2 克林贝格等⾼齿加⼯发展现状当前国内能够制造出⾼精度克林贝格制⼤型螺旋锥齿轮的企业极少,⽽且国内需求量较⼤,⽬前⼤型螺旋锥齿轮主要从欧洲KLINGELNBERG、ATA等公司采购,不仅价格⽐较昂贵,并且交货期长达12个⽉以上,针对交货期长、价格昂贵、国内需求量逐年递增等现状,南京星能传动机械有限责任公司在2012年从德国KLINGELNBERG公司引进世界最先进的螺旋锥齿轮加⼯机床Universal SpiralBevel Gear Cutting Machine Oerlikon C100U和Gear Machining Center Klingelnberg GMC 160,⽤于解决国内螺旋锥齿轮的需求⽇益增长问题,⽬前已成功为国内外许多机械传动企业(太原重⼯、西门⼦机械传动等)制造出优质的克林贝格制螺旋锥齿轮,其中为江苏溧阳某⼤型⽔泥制造企业在GMC160机床上制造出的直径1640mm的螺旋锥齿轮,被⽤于更换进⼝的⽴磨减速机中损坏的锥齿轮,实现将此型号的螺旋锥齿轮完全国产化,不仅为客户缩短了采购周期,⽽且⼤⼤降低了维修成本。
对数螺旋锥齿轮啮合模型的建立及有限元分析的基本思想

r h cs i l w t a nl o 6 /Z tes aep st no ohp o l c rei dtr ie re i mi pr s i nagef 3 02 pc oio t t r e uv e m n di od rt t a h h i f o i f s e n o
me h n d i r / i t d e . c u e t o t u v s c nia o a ih c s r ,o e n w d ln s i g mo e n P oE s su i dBe a s i t oh c r e i o c l g t mi pia f s l r l n e mo e ig me h d i prpo e n t e a tc e whih i c u e h e n o a i n s t. is , y u iii g t o c o a- t o s o s d i h ri l c n l d s t r e i n v to posF r tb tl n wo c nia lg z l
分析 的基 本 思 想 木
李 强 武淑琴 闰洪波
( 内蒙古科技 大学 机械 工程 学院 , 头 0 4 1 ) 包 10 0
Es a l h t bi me to s ig mo e or o ar he h n d l g i mi pr v l a d b sc f l t ab g a
ie i i i l m e ta ay i d aw t f t ee h n e n n lss
L in , h - i , A n — o I a g wu S u qn Y N Ho g b Q
( c ol f c a i l n ie r g Inr n oi U ies yo c n ea dT c n lg , a t 10 0 C ia Sh o hnc gn ei ,n e gl nvr t f i c n eh o y B o u0 4 1 , hn ) o Me aE n Mo a i S e o o
数控螺旋锥齿轮磨齿机技术
数控螺旋锥齿轮磨齿机技术规格1、机床用途及基本要求:1.1、φ1m数控螺旋锥齿轮磨齿机磨削螺旋锥齿轮设备,此机床采用展成法加工Gleason制弧齿锥齿轮,具备Gleason齿制的收缩齿和等高齿的加工功能,可加工成对啮合的盘齿轮、轴齿轮。
磨齿机适合对强化热处理后的零件进行高精度磨削加工。
机床结构成熟可靠,机床具有足够的静、动刚度,热稳定性和长期的精度保持性,机床具有良好的静态和动态精度。
机床设计和制造技术采用成熟可靠的技术,机床外观设计简洁、实用,并符合工厂使用要求。
机床伺服系统全部采用西门子执行元件,其精度高、可靠性好、抗干扰能力强、响应速度快。
机床设计具备良好的操作性,容易维修,符合工厂安全要求。
机床售后服务良好、在公司内设立培训中心及备件库,对于客户的机床售后问题,公司可在24 内进行响应。
机床采用全封闭式防护的防护罩,适用于长期、连续、高效率的加工,由于采用全封闭式防护设计对机床周围环境的的影响极小。
机床设计制造完全符合《GB15760-2004金属切削机床安全防护通用技术条件》标准。
1.2、加工材质及硬度:材质:渗碳(氮)钢如(17Cr2Ni2Mo、17CrNi3Mo、20CrMnTi)、42CrMo、ZG250~500等黑色金属硬度:调质处理HB200~340渗碳及淬火HRC58~621.3、验收加工典型零件:验收的零件由双方在机床加工精度和加工范围内协商确定。
1.3.1、盘齿轮1.3.2、轴齿轮2、机床使用环境:5.1 机床部件的结构、功能及性能详细描述。
YK20100型全数控螺旋锥齿轮磨齿机是七轴五联动全数控弧齿加工机床,机床采用展成法加工弧齿锥齿轮。
机床防护采用全封闭式结构。
机床配有独立的磨削油冷却过滤系统,高效的油雾收集装置(空气净化装置)及集中润滑系统,同时还带有余量分配规。
机床磨削精度达到锥齿轮和准双曲面齿轮精度标准5级精度的各项技术指标(GB5级),齿面粗糙度为Ra0.8。
对数螺旋线齿锥齿轮啮合原理研究

内蒙古科技大学硕士学位论文摘要*本文以节曲线为对数螺旋线的螺旋锥齿轮——对数螺旋线齿锥齿轮为主要研究对
象,首先从其节曲线分析入手,分析了其基本数学性质,并根据齿轮分析中对曲线的 应用要求,论证了对数螺旋线作为齿廓曲线和节曲线所具备的条件,如:光滑性、不 干涉性、连续性;其次为从理论上证明对数螺旋线应用于定传动比齿轮传动中只适合 作为螺旋锥齿轮节曲线,本文给出了对数螺旋线就平面啮合传动、圆柱齿轮空间啮合 传动的分析: 1) 在平面啮合中,利用啮合角函数原理建立了对数螺旋线的基曲线方程,阐明了 对数螺旋线的形成原理并指出:若对数螺旋线作为齿廓曲线,则只能应用于非圆齿轮 场合;通过比较齿形法和包络法的优缺点,取以包络法求解了对数线的共轭对数螺旋 曲线方程;基于此,以对数螺旋线为非圆齿轮节曲线,利用其共轭性得到了变传动比 规律。 2) 在圆柱齿轮空间啮合中,确定了圆柱螺旋线实现等螺旋角所要满足的条件,得 到了对数螺旋线与其无关的结论。 在上述研究的基础上,引出本文主要研究对象——对数螺旋线齿锥齿轮,提出本 文主要研究内容——对数螺旋线齿锥齿轮基本啮合原理的研究: 首先介绍了空间啮合理论分析中相关的基本概念,论述了空间锥齿轮传动原理, 介绍了空间双参数包络原理的思想。在此基础上阐明了对数螺旋线齿锥齿轮齿面的形 成原理,进而建立了齿面方程,并得到了啮合线及其方程;为求解对数螺旋线齿锥齿 轮齿面的啮合方程,建立了对数螺旋锥齿轮啮合的坐标体系,利用旋转矩阵确定了对 数螺旋线齿锥齿轮齿面啮合点的相对速度、单位法向量及节锥角,最终得到了啮合方 程;利用双参数曲面族的包络原理求解了该齿轮的第二共轭曲面方程;根据白川德曲 线理论,将曲面共轭的分析转化为节锥上共轭曲线的分析,论证了接触线及共轭曲面 分别为对数螺旋线及对数螺旋曲面,充分肯定了对数螺旋线齿锥齿轮曲面接触时等螺 旋角特性的研究意义,为对数螺旋线齿锥齿轮的啮合理论进一步完善和设计方法的研 究奠定了坚实基础。
螺旋锥齿轮加工机床发展综述
2 B o uLgt n ut oa o a T c ncl o ee atuIn r no a0 4 3 ,C ia . at i d syV ct nl eh i l g ,B o e gl 10 5 hn ) o hI r i aC l o n Mo i
螺旋 锥 齿轮 加工 机 床发 展 综述
李强 ,宿 宝龙 ,闰洪波 ,王瑞清
(.内蒙古科技 大学机械 工程 学院 ,内蒙 古 包头 04 1 ; 1 100 2 .包头轻 工职 业技 术 学院机 电工程 系,内蒙古 包头 0 4 3 ) 1 0 5
摘要 :总结了螺旋锥齿轮加工机床 由机械摇台式到全数控式的演变历史 ,重点关 注新技术 、薪理论在 机床变革 中的应
21 0 2年 4月
机床 与液压
MACHI NE T0OL & HYDRAULI CS
Ap .2 2 r 01 Vo. 0 No 8 14 .
第4 0卷 第 8 期
DO :1 . 9 9 j i n 1 0 I 0 3 6 / .s . 0 1—3 8 . 0 2 0 . 5 s 8 12 1. 80 7
11 9 3年 ,美 国 格 里 森 公 司 ( l snWo s 的 Ge o r ) a k
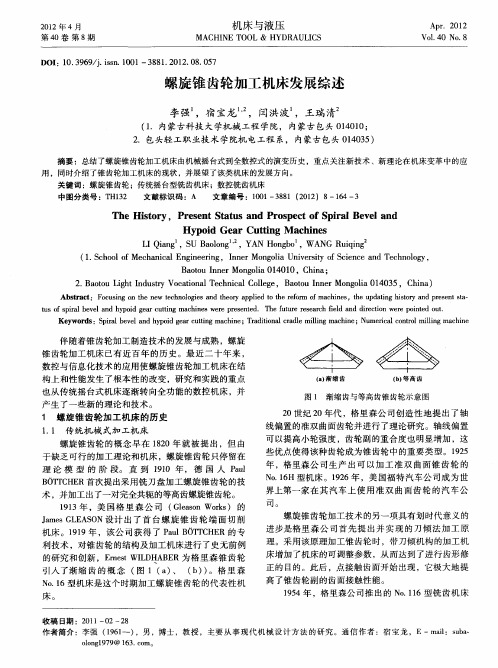
线偏置 的准双 曲面齿 轮并进行 了理论研究 。轴线偏置 可 以提高小轮强度 ,齿轮副 的重合度也 明显增加 ,这 些优点使得该种齿轮成为锥齿 轮中的重要类 型。12 95 年 ,格里森公 司 生产 出可 以加工 准 双 曲面锥 齿轮 的 N .6 o 1H型机床 。12 9 6年 ,美 国福特汽 车公司成 为世 界上第一家在 其 汽车上 使 用准 双 曲面齿 轮 的汽 车公
对数螺旋锥齿轮齿面接触区的相关特性
e p r n flg r h c s i l e e e rc n a ta e ,t e l c t n, h p n ie i o ti e . h x e i n a e u t r x ei me t a i mi p r v l a o t c r a h o a i s a e a d sz s ba n d T e e p rme tlr s l ae o o t ab g o s c mp r d wi h l a o pr l e e e rc n a t r a, ec rea in i o ti e n t es i lb v lg a o t o tc l a o a e t t e G e s n s i v lg a o tc e t o r lt b a n d o p r e e e rto h c na t - . h ab a h o s h a ae Ke r s o l e tr o tc e ;l g rt mi p rlb v lg a y wo d :r l t s ;c n a ta a o a i e r h c s ia e e e r
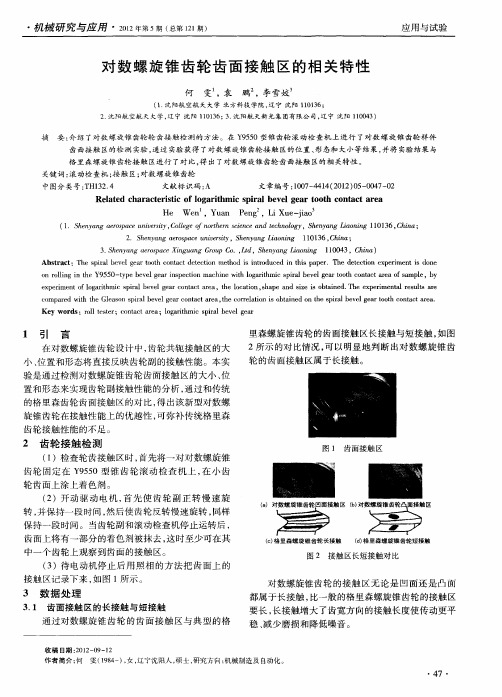
轮 的齿 面 接触 区属 于长 接触 。
验是 通 过检测 对 数螺旋 锥齿 轮齿 面 接触 区 的大小 、 位 置 和形 态来 实现齿 轮 副接 触性 能 的分析 , 过和传 统 通
的格 里 森齿 轮齿 面接触 区的对 比, 出该 新 型对数 螺 得 旋锥 齿 轮在 接触 性能 上 的优越 性 , 弥 补传 统格 里森 可
螺纹检测技术的发展趋势精编WORD版

螺纹检测技术的发展趋势精编WORD版
近年来,随着智能技术的发展,螺纹检测技术也迎来了前所未有的繁
荣发展。
螺纹检测技术已经成为机械工程、材料科学、电子工程等多个领
域的研究热点和制造业的重要组成部分。
为此,在螺纹检测技术的发展方面,已经取得了很大的进步和进展。
一方面,光学螺纹检测技术得到了迅速发展,开发出越来越先进的光
学螺纹检测设备。
这种设备包括机器视觉系统、图像处理系统、激光扫描仪、空间激光雷达等,可以有效地检测制造螺纹质量、防止装配螺纹、滚
动螺纹等。
其次,基于声表面波检测技术的发展更加成熟,它可以有效地
检测螺纹的大小、形状和位置,从而提高螺纹检测的准确性。
此外,智能螺纹检测技术也发展迅猛,结合遥感技术、虚拟现实技术、机器学习技术等,可以构建螺纹检测的智能系统,有效防止可能出现的人
为操作失误,极大地提高了螺纹的检测精度和效率。
同时,3D打印技术
的不断推进也为螺纹检测技术的发展提供了坚实的基础,大大降低了制造
螺纹成本,使不同材料、不同尺寸的螺纹更容易实现。
总的来说,螺纹检测技术的发展取得了显著成果。
基于CCD视觉的螺纹参数自动检测技术研究

关键词 : 螺纹参数 ; 视觉测量 ; 边缘检测 ; 亚像素定位 中图分类号 : T H741 文献标识码 : A 文章编号 : 1001 - 5868 (2007) 06 - 0865 - 05
Research of Automatic Detection Technology of Thread Parameters Based on CCD Vision S H EN Shao2wei , YAN Shu2hua , ZHOU Chun2lei , L I E , TON G Hui2peng
∑ ∑ v = f 2 ( i , j) - [ f ( i , j) ]2 / N
(1)
由上式可得 ,分布越均匀 , v 值越小 。
3. 2 图像的边缘检测[ 3]
两个具有不同灰度值的相邻区域之间总存在边
缘 ,边缘是灰度值不连续的结果 ,这种不连续性通常
可以利用求导数的方法方便地检测到 。一般常用一
边缘保持算法的基本过程如下 :对灰度图像的 每一个像素点[ i , j ]取适当大小的一个邻域 (如 3 ×3 邻域) ,分别计算[ i , j ]的左上角子邻域 、左下角子邻 域 、右上角子邻域和右下角子邻域的灰度分布均匀
图 1 检测系统总体结构
螺旋锥齿轮和伞齿轮现代加工方法概况

螺旋锥齿轮和伞齿轮现代加工方法概况螺旋锥齿轮和伞齿轮是机械传动中的重要零件,其在机械制造业中占有重要的地位,特别是在航空航天、汽车、船舶、工程机械等领域中更占有相当大的比重。
由于螺旋锥齿轮和伞齿轮具有传动平稳、承载能力高、重合度大、使用寿命长、在高速传动时的噪音和振动都比较小的特点,其应用领域正在不断扩大,在制造行业中有逐渐取代其他类型锥齿轮传动的趋势,因此对螺旋锥齿轮和伞齿轮的设计和研究具有十分重要的意义。
但螺旋锥齿轮和伞齿轮的几何特性与啮合过程及其机床结构和加工调整都非常复杂,同时加工刀具、机床参数设置、加载变形和装配误差等各种因素都会引起其啮合、承载及振动性能的改变,使得在设计和制造中控制其质量和性能十分困难t1~3]。
目前国外也只有美国格里森(GLEASON),瑞士奥利康(OERLIKON)和德国克林贝格(KLINGELNBERG)三家拥有该方面技术,各自保密互不公开,同时也形成了三种齿制:格里森齿制,奥利康齿制和克林贝格齿制,格墨森齿制主要为双曲面圆弧收缩齿,采用单齿分度法加工,后二者为延伸外摆线等高齿,采用连续分度法加工,所以也把这三大齿制合并为准双曲面齿制和延伸外摆线齿制两大齿制。
格里森(GLEASON)加工技术是以局部共轭原理为基础的。
首先切出大轮齿面,然后选取一计算参考点求出与大轮齿面做线接触的小轮齿面在参考点处的位置、法向量以及法曲率等一阶、二阶接触参数,然后根据要求修正小轮齿面在参考点处的法曲率,并以此为基础来确定小轮切齿调整参数【6.刀。
格里森(GLEASON)公司这种早期设计方法的明显不足是没有直接控制弧齿锥齿轮这种局部共轭齿轮齿面的二阶接触参数,使得选择齿面曲率修正量十分困难,可能要经过多次试切才能获得理想的啮合质量,对操作人员经验的依赖性较大。
克林贝格( KLINGELNBERG)公司生产的锥齿轮采用等高齿,连续分度加工,生产效率高,机床调整相对简单,可以实现鼓形齿接触,它的硬齿面刮削工艺,即用硬质合金刀具从淬火硬度达HRC58-62的齿面上切除很薄的一层金属,以获得消除热处理变形误差的方法,相对经济、高效8-10]。
基于机器视觉的电线绝缘厚度自动测量设备的研究
T 9  ̄2 o( 25. -o 8电线和光缆绝缘厚度和护套材 1 1 料通用试验方法 第 1 部分通 用试验方法一 l 厚度和外形尺寸测量——机械性能试验》标准
中,提到测量装置为读数显微 镜或放大至 少 1 O 倍 的投影 仪 , 应至 O l m 读数 . m 。但 该测量方法 O 提到 的测量设备 已经沿用 了几十年 ,而且所有 的工作都是人为手工操作 ,费时费力 ,容易 出
Q
Q !
C ia N w e h oo i s n r d cs h n e T c n Lge d P o u t a
高 新 技 术
基于机器视觉的电线绝缘厚度自 动测量设备的研究
吴 杰
( .I / , 市质 量 技 术 监督 检 测 院 浙 江 温 州 35 0 ) gj ’ J 2 0 0
4一
中国新技术新产品
—
检测和传递信息的手段或载体加以利用 ,其目 的是从图像中提取有用的信号。它利用光电成 像系统采集被控 目 标的图像,然后经计算机或 专用 的图像处理模块进行数字化处理 , 根据 图 像 的像 素分布 、亮度和颜色等信息 ,来进行 尺
寸、 形状 、 颜色等的判断。 电线电缆绝缘厚度和外径测量 中 , 统的 传 方 法 包 括 20 09年 4月 1日刚刚 实 施 的 G / B
摘 要 : 于机 器视 觉的 电线 绝缘 厚度 自动 测 量技 术 , 基 通过 图像 边缘 定位 法和 基 于相 关法 图像 配 准 的改 进 方 法 , 突破性 传 统单 点逐 个测试 方 法 , 实现 了 电线电缆 绝缘 厚度 和外径 的全 自 测 量。 动 关键 词 : 器视 觉; 机 自动测 量 ; 绝缘厚 度 1 背景和意义
基于机器视觉的自动化检测系统研究

基于机器视觉的自动化检测系统研究近年来,随着科技的不断进步和人工智能的广泛应用,基于机器视觉的自动化检测系统得到了广泛关注和研究。
该系统利用计算机视觉技术和图像处理算法,通过对图像或视频的分析,实现对目标的识别、测量和分类等功能,广泛应用于工业生产、安防监控、医学影像等领域。
本文将从系统原理、关键技术和应用案例三个方面对基于机器视觉的自动化检测系统进行研究。
首先,基于机器视觉的自动化检测系统的原理主要包括图像采集、图像预处理、特征提取和分类识别等步骤。
图像采集是通过摄像机、相机等设备获取目标的图像信息,而图像预处理则是对原始图像进行降噪、增强和滤波等操作,以便更好地进行后续处理。
特征提取阶段利用计算机视觉算法将图像中的关键特征提取出来,可以是颜色、纹理、形状等方面的特征。
最后,经过特征提取后的数据将被送入分类器进行分类识别,常用的分类算法包括支持向量机、神经网络和决策树等。
其次,基于机器视觉的自动化检测系统的关键技术主要包括图像处理、特征提取和分类算法等。
在图像处理方面,常用的技术包括图像增强、噪声去除、边缘检测和图像分割等。
特征提取是机器视觉的核心技术之一,常用的特征提取方法包括灰度共生矩阵、小波变换、主成分分析等。
分类算法是根据特征进行目标分类的重要手段,常见的分类算法包括支持向量机、神经网络和决策树等。
此外,深度学习技术的兴起也为机器视觉的自动化检测系统提供了新的发展机遇,如卷积神经网络(CNN)在图像识别领域取得了重大突破。
最后,基于机器视觉的自动化检测系统在许多领域都有广泛的应用。
在工业生产方面,该系统可以实现产品质量检测、缺陷检测和尺寸测量等,提高生产效率和产品质量。
在安防监控领域,机器视觉系统可以实现人脸识别、行为检测和目标跟踪等功能,提高安全性和防护效果。
在医学影像领域,机器视觉系统可以用于肿瘤检测、病灶分割和病理诊断等,帮助医生提高诊断准确性和速度。
此外,基于机器视觉的自动化检测系统还可以应用于交通监控、无人驾驶和智能机器人等领域。
螺纹紧固件的自动检测技术

基于计 算 机 视 觉 的 螺 纹 检 测 系 统 由 照 明 光源 、测量夹具 、CCD 摄像机 、图像采集卡和计 算机及输出设备组成 , 如图 1 所示 。其工作过 程为 ,照明光源发出的光线被待检螺纹调制后 在 CCD 摄像机光敏面上成像 ,受螺纹升角的影 响 ,牙形会失真 , 但这种失真相对于紧固螺纹 的公差而言并不大 。摄像机后续电路将这一 图像转换为标准电视信号 , 电视信号通过图像 采集卡转换为数字图像 , 计算机对数字图像进 行处理 ,从中提取出关于被检螺纹通过性及接
步骤 4 :通过检测轮廓序列 c′1 ( m 1) 和 c′r ( m 2) 梯度的过零点来确定螺纹峰点或谷点位 置 。进而确定螺纹沿轴线方向的位置 。
步骤 5 :轮廓模板匹配 。 轮廓匹配由两个过程组成 :螺纹定位和模 板匹配 。为提高匹配效率应当首先确定螺纹 在图象中的位置 , 然后在该位置附近做匹配。 螺纹轴线位置和方向已在步骤 1 中确定 , 只需 确定螺纹轮廓峰点或谷点沿轴线方向的位置 。 螺纹的峰点或谷点均为轮廓序列中变化平缓 的点 ,通过检测序列梯度的过零点就可以确定 其位置 。设螺纹左侧的峰点的轴向位置自下 而上分别为 : A l0 , A l1 , A l2 …, 右侧谷点的位置 与左 侧 的 峰 点 对 应 , 自 下 而 上 分 别 为 A r0 , A r1 , A r2 …,考虑到噪声和牙形不规则的影响 , 在这里作者采用了取平均值的办法来确定基 准点位置 ,设 P 为螺纹公称螺距 , 则螺纹基准 点轴向位置 A 0 : A 0 = { [ A l0 + ( A l1 - P) + ( A l2 - 2 P) + ( A l3
六 、结 论
螺纹紧 固 件 正 交 投 影 与 螺 纹 通 过 性 和 接 触可靠性之间存在良好相关性 , 可以用表征匹 配程度 M 值作为衡量螺纹通过性和接触可靠 性的标准 , 大量的实验证明了这一设想 , 为开 发实用的螺纹互换性在线检测设备铺平了道 路。
基于机器视觉的螺纹检测系统

① 由于 计 算 机 获 取 的 图像 是 经 被 测样 品 的 反 射 而 形 成 的 , 物 上 微 小 的 疵 点 与 褶 皱 都 会 被 计 算 机 摄 取 , 人 织 但 眼 对 细 微 的现 象 反 应 不 明 显 , 定 时 往 往 将 其 忽 略 。 评
有 半 级 之 差 , 是 标 准 可 允 许 的 , 说 明 我 们 研 制 的 色 牢 这 这
经 验 来 对 其进 行 修 正 , 器 评 定 在 理 论 上 是 可 行 的 , 目 仪 但 前 由于 研 发 时 间有 限 , 方 面 暂 时 还 存 在 一 些 问 题 。 这
[] 瑾 , 红 霞. 3邓 邓 电子 计 算 机 测 色 在 纺 织 检 测 中 的 应 用 与探 讨 [] 中 国 纤 检 ,0 72 :1 2 J. 20 ( )3 ~3 . [] 喜峰 , 4方 朱鹏 程 , 飞 . 织 品 色 牢 度 色 差 评 级 测 孙 纺 试方 法 和装 置 [ ] 专 利 ,0 6 P. 20. [ ] 新 忠 , 冬 梅. 计 算 机 测 定 织 物 色 差 系统 5曹 赵 用
度评定分析 系统还是比较成 功的 。但对于 多花 色面料 或 条 纹 形 面 料 等特 殊 面 料 , 工 目 测 评 级 时 一 般水率差异 、 试样对光 ( 光致变 上 染 色 最 严 重 的部 位 , 在 这 方 面 评 级 的 准 确 度 稍 差 , 色现象 ) 热 ( 或 热致 变 色现 象 ) 敏 感度 、 样尺 寸过 小 以色牢度评定分析 系统还需进一步 的研 发。 的 试 等 , 将 影 响仪 器 的 测 色 结 果 。 都 ③ 图像 分 割 时 对 于 特 殊 织 物 没 分 割 优 化 好 。
测的发展趋 势 和检 测要 求 , 足 生产要 求 , 高 产 品质 满 提 量, 提升产品核心竞争水平。因此 , 本研 究有重大 的工程 价 值 和 市 场 前景 。
对数螺旋锥齿轮建模优化与加工检测_李强

[4 , 5 ] : Pro / 对 Pro / E 进行二次开发共有五种方式 TOOLKIT, Automation GATEWAY, JLink, Pro / Web
4
离散化齿面建模
Link 和 VB API。 Pro / TOOLKIT 是功能强大的二次开发工具。 它 C 语言编出的应用程序可 有许多 C 语言的库函数, 以快速准确地访问 Pro / E 的数据库。同时含有大量 面向 Pro / E 各种命令调用的库函数与头文件, 利用 [6 , VB 等 ) 可进行控制和优化 7]。 编译软件 ( C 语言、 用户能够通过 C 语言编程在 Pr二次开发工具, 6 所示的新型齿轮参数化设计界面 。
% % D × a % 1 × 1 /4o ± àD' μrot3d o ˉ origin = [ 0, 0, 0] ; direct = [ 1, 0, 0] ; theta = 0. 3 * pi; % 3 y1Dy × a P1 = [ X1 ( : ) , Y1 ( : ) , Z1 ( : ) ] ; Pr = rot3d( P1 , origin, direct, theta) ; hold on XX1 = X1 ( : ) ; YY1 = Y1 ( : ) ; ZZ1 = Z1 ( : ) ; a =[ XX1 , YY1 , ZZ1 ] ; XX2 = X2 ( : ) ; YY2 = Y2 ( : ) ;
这是一条随参数 v 变化的直线, 即圆锥面直母 线 P。 线( v = v0 ) 方程可表示为
r = v0 sinθ0 ( sin i + cos j ) + v0 cosθ0 k = r( )
( 3)
是平行于 i - j 平面的一个圆, 即 线。 由此可见, 圆锥曲面是由 v 线和 线组成的曲 面网。同理, 这种新型齿轮的齿面是由其齿向线和 其齿向线为球面渐开线, 齿 齿廓线来构成的曲面网, 廓线为圆锥对数螺旋线。这种新型齿轮的齿面方程 简化表达式为
基于MSC.Marc的螺旋锥齿轮啮合仿真分析
基于MSC.Marc的螺旋锥齿轮啮合仿真分析袁杰红韩小云高建平李常义国防科技大学机电工程与自动化学院中国航空工业中南传动机械厂基于MSC.Marc的螺旋锥齿轮啮合仿真分析Simulating Analysis for Spiral BevelGear Meshing Based on MSC.Marc袁杰红韩小云(国防科技大学机电工程与自动化学院)高建平李常义(中国航空工业中南传动机械厂)摘要:利用大型有限元分析软件MSC.Marc,建立了螺旋锥齿轮副多齿对啮合的三维有限元非线性接触分析模型,该模型可同时实现扭矩和运动的传递。
基于该模型,在一个啮合周期内,对齿轮副进行了准静态啮合仿真分析以及在一定扭矩和转速下的动态啮合仿真分析。
给出了准静态和动态啮合时轮齿的接触状态、接触应力、齿根弯曲应力及主从动齿轮的扭矩和转速随啮合位置变化的规律,并对数值结果进行了相关分析。
关键词:MSC.Marc 螺旋锥齿轮接触准静态啮合动态啮合Abstract:By using the large finite element method software MSC.Marc, A 3-D nonlinear contact analysis model for a pair of spiral bevel gear with several meshing teeth pairs is established.Based on the model, Both a quasi-static meshing simulation and a dynamic meshing simulation in the case of definite torque and rotary speed are carried out in a meshing period. The numerical results which indicating the variety of the contact status,the contact stress,the bending stress in the location of teeth root and the torque and rotary speed of gear pair vs. the different meshing position are presented, and relative explanation are made simultaneously. Key words:MSC.Marc,spiral bevel gear,contact,quasi-static meshing,dynamic meshing1 前言螺旋锥齿轮在机械和航空工业中有着广泛的应用,常用于高速重载传动的场合。
对数螺旋线齿锥齿轮齿面的形成及传动原理(Ⅰ)
o l g rt m c s i l v l e . l e u t s o t a e b v l e a s s i nf r . o a i mi p r e f o a i i p r e a TI r s l h w t n w e e a t n m so m 1 g r h c s ia g a h ab e gr e s h a gr r i o t l r t o v l e a s s i n i a i l e m er e r . m a e t o n a o s a d f rf r e t d d o t b e a t h e gr r n m so , sf sb ei g o t t o A t ma cf u d t n i i t rs y a i e n yh y h i i l o u h u n
摘 要 :提出了一种新型锥齿轮一对数螺旋线齿锥齿轮传动形式,并以基曲线和基曲面滚动原理为基础 ,结合对数螺旋线极坐标方
程 ,分 析 了对 数 螺旋 线 以及对 数螺 旋线 齿锥 齿轮 齿 面的 形成 过程 ,建 立其 了齿 面 方程 。结 果表 明: 对数 螺旋 线 齿锥 齿轮 传动 作 为一种 新 型的锥 齿 轮传 动形 式在 几何 理论 上 可行 。其 齿面 的形 成过 程及 方程 的确 定 为进 一步分 析 研究 建立 该种 齿轮 传 动的 啮合 方程 , 共轭 齿 面 方程 奠定 了数 学基 础 ,为研 究这 种新 的锥 齿轮 传动 形式 的传 动原 理提 供 了理论 上 的保证 。
Ab t a t Ne l g rt mi p r lt n m s i n f r o e e e ri r s n e . l o a o ft o a e i sr c : w o a i h c s i r s so o m fb v l a p e e t d TI f r t n o t f c s a a i g s e m i o h
基于VERICUT虚拟五轴联动机床仿真加工螺旋锥齿轮圆角研究

第41卷 第4期 2019-04 【113】收稿日期:2018-05-31基金项目:广州市教育科学规划2018年度课题;校际协同创新中高职衔接的云教育平台实践策略研究(201811555)阶段 性研究成果作者简介:吴志清(1967 -),女,江西丰城人,副教授,高级工程师,硕士,研究方向为数控加工技术。
基于VERICUT 虚拟五轴联动机床仿真加工螺旋锥齿轮圆角研究Research on virtual five-axis linkage machine based on VERICUTfor simulating machining spiral bevel gear round angle吴志清WU Zhi-qing(广州工程技术职业学院,广州 510075)摘 要:螺旋锥齿轮是机械传动的重要零件,传统的螺旋锥齿轮圆角表面的加工主要是依靠人工打磨方式进行,导致零件加工效率低、工作强度大、零件表面质量无法保证等问题。
针对上述问题,提出了应用虚拟五轴联动机床,借助UG软件的CAM功能对螺旋锥齿轮数控加工的自动编程。
通过UG精度检测、仿真加工无干涉、无碰撞后生成CLS刀位文件,经过专用后置处理得到NC程序,最后在VERICUT五轴加工中心进行模拟仿真加工螺旋锥齿轮圆角。
该方法保证加工过程中无干涉、无碰撞等问题,走刀轨迹符合设计的螺旋锥齿轮表面曲面形状,圆角整个加工过程曲面光滑,验证了五轴加工中心加工螺旋锥齿轮圆角表面方法的可行性和正确性。
为实际加工提高零件表面精度、降低人工劳动强度和提高工作效率提供了理论借鉴。
关键词:VERICUT;虚拟五轴联动机床;螺旋锥齿轮圆角;仿真加工中图分类号:TH164 文献标识码:A 文章编号:1009-0134(2019)04-0113-030 引言螺旋锥齿轮是机械传动的重要零件,是曲线齿,相对于直齿锥齿轮、斜齿锥齿轮,具有重合系数大、承载能力高、运行更加平稳、传动过程中的噪声小等优点[1]。
视觉循迹技术在自动化生产中的应用
视觉循迹技术在自动化生产中的应用随着工业化进程的不断推进,自动化生产已成为当下制造业发展的趋势。
而视觉循迹技术则是自动化生产中不可或缺的一环。
本文将从什么是视觉循迹技术开始,深入探讨视觉循迹技术在自动化生产中的应用和未来发展趋势。
一、什么是视觉循迹技术视觉循迹技术是一种通过识别已设定好的模板或特征,确定目标位置,并进行物体的精准定位和跟踪的技术。
它基于人工智能、图像处理、计算机视觉等技术,利用数字信号处理器(DSP)和触摸屏等硬件进行实时处理和控制。
通过视觉循迹技术,可以实现物体定位、物体跟踪、尺寸测量、形状识别、质量检测等工作。
二、视觉循迹技术在自动化生产中的应用1. 机器人自动化装配视觉循迹技术可以用于机器人自动化装配中,通过识别产品的形状、颜色、纹理等特征,自动进行物体的精准定位和抓取,从而实现完全自动化的生产流程。
这种装配方式不仅可以提高生产效率和产品质量,还可以减少人工操作的错误和劳动强度。
2. 无人驾驶汽车视觉循迹技术也可以应用于无人驾驶汽车中,通过识别路面标志、路牌、车道线等特征,实现汽车的精准定位、路径规划和自主驾驶。
这种驾驶方式可以提高行驶的安全性和效率,减少交通事故的发生。
3. 医疗器械制造视觉循迹技术还可以应用于医疗器械制造中,通过识别器械的形状、尺寸、材料等特征,实现精准定位、快速检测和质量控制。
这种制造方式可以提高产品质量和生产效率,减少缺陷率和质量事故。
三、视觉循迹技术的未来发展趋势当前,随着人工智能、云计算、5G等技术的不断发展,视觉循迹技术也将迎来更广阔的应用前景。
未来,随着自动化生产的加速推进,视觉循迹技术的应用将更加普及,同时也将出现更多的技术变革和新的应用场景。
1. 深度学习技术的应用深度学习技术是目前人工智能领域的热点技术,也是视觉循迹技术的未来发展方向。
通过深度学习技术,可以实现模型自主学习和不断优化,使视觉循迹技术识别和跟踪的精度、稳定性和速度更强大。
视觉系统在工业自动化生产中的应用

视觉系统在工业自动化生产中的应用一、引言随着科技的不断发展,工业自动化生产已经成为现代工业的重要组成部分。
而在自动化生产过程中,视觉系统的应用也越来越广泛。
本文将详细介绍视觉系统在工业自动化生产中的应用。
二、视觉系统概述视觉系统是指利用计算机技术和图像处理技术对物体进行检测、识别、定位和测量等操作的一种智能化系统。
其主要由摄像头、图像采集卡、图像处理软件以及相关硬件组成。
三、视觉系统在工业自动化生产中的应用1.品质检测在工业生产中,产品品质是十分重要的。
而利用视觉系统可以对产品进行高速而准确地检测,避免了人工检测可能带来的误差和漏检现象。
例如,在电子元器件制造过程中,利用视觉系统可以对元器件进行缺陷检测,确保产品质量。
2.零部件定位在机械加工行业中,零部件定位是一个比较复杂而又关键性强的问题。
而利用视觉系统可以实现对零部件的高精度定位,从而提高生产效率和产品质量。
例如,在汽车零部件加工中,利用视觉系统可以实现对轮胎、钢轮等零部件的定位。
3.机器人视觉机器人视觉是指利用视觉系统对机器人进行感知和控制的技术。
利用机器人视觉可以实现对机器人的自主导航、物体抓取等操作。
例如,在工业生产中,利用机器人视觉可以实现对流水线上的产品进行自动化搬运。
4.智能仓储在物流行业中,智能仓储系统是一个非常重要的应用领域。
而利用视觉系统可以实现对货物的智能识别和分类,从而提高仓储效率和减少出错率。
例如,在快递行业中,利用视觉系统可以实现对包裹的自动分类和分拣。
5.安全监控在工厂生产过程中,安全问题一直是一个比较重要的问题。
而利用视觉系统可以实现对生产环境进行全方位监控,确保工作人员的安全。
例如,在化工厂生产过程中,利用视觉系统可以实现对危险区域进行监控。
四、总结通过以上介绍我们可以看出,视觉系统在工业自动化生产中具有广泛的应用前景。
随着科技的不断发展,视觉系统的应用范围也将越来越广泛。
初探对数螺旋锥齿轮的相关要点
初探对数螺旋锥齿轮的相关要点摘要:伴随着我国工业发展以及科学技术水平的进步,锥齿轮在机械、汽车、航空等行业应用越来越广泛,而机械装备向大型、重载、高速的方向发展,对齿轮传动平稳性、承载能力高、重合度大、使用寿命长、可靠性高的要求越来越高,迫切地需要提高锥齿轮传动的性能和效率,以满足工程领域的需要。
为此,本文就从对数螺旋锥齿轮的设计思想、测量技术以及今后应关注的方向进行了分析探讨。
关键词:对数螺旋锥齿轮;测量技术;研究方向1.对数螺旋锥齿轮概述螺旋锥齿轮是一种可以按稳定传动比平稳、低噪音传动的传动零件,螺旋锥齿轮传动效率高,传动比稳定,圆弧重叠系数大,承载能力高,传动平稳平顺,工作可靠,结构紧凑,节能省料,节省空间,耐磨损。
在各种机械传动中,以螺旋锥齿轮的传动效率为最高,对各类传动尤其是大功率传动具有很大的经济效益;螺旋锥齿轮传动比永久稳定,传动比稳定往往是各类机械设备的传动中对传动性能的基本要求。
目前,随着我国工业设计与制造技术不断向前发展,对数螺旋锥齿轮作为一种新型螺旋锥齿轮应运而生,有其独特的优点——沿齿向线上各点的螺旋角处处相等,该中新型齿轮传动可以有效地解决由于螺旋角不相等所带来的诸如传动不平稳、动力传递效率低等问题。
2.对数螺旋锥齿轮的设计理念在对数螺旋锥齿轮发展初期的设计,其主要的理念是因为平面对数螺旋线的优点——同一条对数螺旋线上各点螺旋角处处相等。
后经过论证在圆锥面上形成的对数螺旋线也具备该特性,且与母线的夹角为定值,这样的曲线又称为定倾曲线。
根据斜齿圆柱齿轮齿廓表面的形成可看作一个平面(啮合面)沿基圆柱作纯滚动时,平面上任意一条不与基圆柱轴线平行的直线在空间走过的轨迹。
而各种类型的圆锥齿轮齿廓表面的形成原理也与其相似,可以看作是其啮合面沿基锥作纯滚动时,其上任意一条曲线在空间运动所形成的曲面。
如将这条曲线取为对数螺旋线,那么形成的曲面便是对数螺旋线齿锥齿轮齿面。
3.工业生产中对数螺旋锥齿轮的测量技术在工程机械等诸多工业生产领域,对数螺旋锥齿轮有着较为广泛的应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
d u e t o he t c o mp l e x i t y o f he t me s h i n g he t o r y o f l o g a r i h mi t c s p i r a l b e v e l g e r .I a n hi t s t h e s i s t h r o u g h t h e me a s —
Abs t r a c t :Lo g a r i t h mi c s pi r a l b e v e l g e a r i s a n e w g e r a ha t t i t h a s h i g h l y v a l u e f o r r e s e rc a h a n d u s i n g.M a n y f e a t u r e s ma k e i t b e t t e r ha t n Gl e a s o n t a p e r e d t e e h t nd a Ao l i Ka n g Gl e a s o n h i g h g e r . Ge a r a me a s u r e me n t i s
L I Q i a n g , Y A N H u a n , Y A N H o n g — b o , L I L i ( S c h o o l o f Me c h a n i c a l E n g i n e e r i n g , I n n e r Mo n g o l i a U n i v e r s i t y o f S c i e n c e a n d T e c h n o l o g y , B a o t o u I n n e r Mo n — g o l i a 0 1 4 0 1 0 , C h i n a )
李 强, 闫 欢 , 闰洪波 , 李 丽
(内蒙古 科技 大学 机械 工程 学 院 , 内蒙古 包 头 0 1 4 0 1 0 )
摘要 : 对数 螺旋锥 齿轮是 一 种新 型 的螺 旋锥 齿 轮 。其 最 大 的特 点是 齿 向线 为对 数 螺 旋 线 , 能 够提 高 传 动 的平稳 性 。在 检 测环 节采 用齿 形视 觉检 测 可 以有 效 的避 免人 工操 作 带 来的 主 观偏 差。 这种 非 接 触 式的检 测运行 稳 定 , 可 以适应 各种 环境 , 检 测精度 也很 高。摄 像 头采 集 的 图像 传 给计 算机 , 能 够 测定物 体在 三 维空 间的形状 、 大小等信 息 。将 三 维视 觉检 测用 于对 数 螺旋 锥 齿轮 , 处 理和 反馈 数 据 , 提 高对 数螺 旋锥 齿轮 的质量 。对今 后 对数 螺旋锥 齿轮 的批 量 生产 具有 现 实意 义 , 也 为云 端视 觉检 测
第 4期 2 0 1 5年 4月
组 合 机 床 与 自 动 化 加 工 技 术
Mo du l a r Ma c h i n e To o l& Aut o ma t i c M a n u f a c t u r i ng Te c h n i qu e
No. 4 Apr .2 0 1 5
u r e me n t a n d i n s p e c i t on o f CN C g e r a me a s u r i n g c e n t e r,y o u c a n g e t ig h h — p r e c i s i o n me a s u r e me n t a n d e v a l u a —
பைடு நூலகம்
t i o n of l o g a r i t h mi c s p i r a l b e ve l g e r ,m a a k i n g he t l o g a r i hmi t c s p i r a l b e v e l g e a r s t o i mp r o v e t h e q u a l i t y,a n d d e s i g n a n d ma n u f a c t u in r g c y c l e t o b e s h o ae n e d . A p r e l i i n m a r y s t u d y o f he t g e a r i s d i s c u s s e d i n p r o d u c t i o n
s i g n i ic f a n t b e f o r e u s i n g,b u t he t p r e c i s i o n nd a me a s u r e me n t me t h o d s h a v e b e e n u n a b l e t o me e t he t i r n e e d s
技 术 的发展 和推 广提供 了保 障 。 关键 词 : 对 数螺 旋锥 齿轮 ; 齿形 ; 视 觉检 测 中 图分 类 号 : T H1 6 5 ; T G 6 5 9 文 献标 识码 : A
App l i c a t i o n o f Au t o ma t e d Vi s ua l I n s p e c t i o n i n t he Lo g a dt h mi c Sp i r a l Be v e l Ge a r
文章编号 : 1 0 0 1 — 2 2 6 5 ( 2 0 1 5 ) 0 4—0 0 9 4— 0 4
D O I : 1 0 . 1 3 4 6 2 / j . c n k i . mm t a mt . 2 0 1 5 . 4. 0 0 2 4
自动 化视 觉 检 测 在 对 数 螺 旋 锥 齿 轮 中 的 应 用 木