钢筋焊接对焊质量验收记录SGT
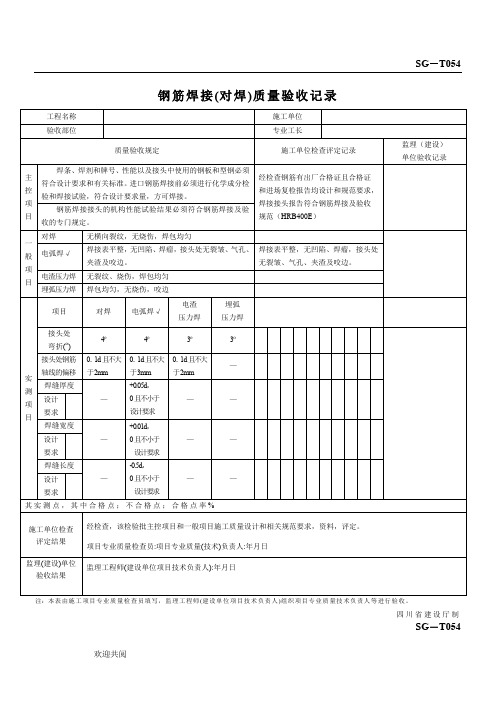
钢筋焊接(对焊)质量验收记录SG-T054
设计要求
—
—
设计
要求
焊缝长度
—
-0.5d,
0且不小于
设计要求
—
—
设计
要求
其实测点,其中合格点;不合格点;合格点率%
施工单位检查
评定结果
经检查,该检验批主控项目和一般项目施工质量设计和相关规范要求,资料,评定。
项目专业质量检查员:项目专业质量(技术)负责人:年月日
监理(建设)单位验收结果
监理工程师(建设单位项目技术负责人):年月日
电渣压力焊
无裂纹、烧伤,焊包均匀。
埋弧压力焊
焊包均匀,无烧伤,咬边
实
测
项
目
项目
对焊√
电弧焊
电渣
压力焊
埋弧
压力焊
接头处
弯折(o)
4o
4o
3o
3o
接头处钢筋
轴线的偏移
0.1d且不大于2mm
0.1d且不大于3mm
0.1d且不大于2mm
—
焊缝厚度
—
+0.05d,
0且不小于
设计要求
—
—
设计
要求
焊缝宽度
—
+0.01d,
经检查钢筋有出厂合格证且合格证和进场复检报告均设计和规范要求,焊接接头报告符合钢筋焊接及验收规范(HRB400E)
钢筋焊接接头的机构性能试验结果必须符合钢筋焊接及验收的专门规定。
一
般
项
目
对焊
无横向裂纹,无烧伤,焊包均匀。
无横向裂纹,无烧伤,焊包均匀。
电弧焊
焊接表平整,无凹陷、焊瘤,接头处无裂皱、气孔、夹渣及咬边。
0且不小于
钢筋结构(钢构件焊接)分项工程检验批质量验收记录文本

钢结构(钢构件焊接)分项工程检验批质量验收记录钢结构(焊钉焊接)分项工程检验批质量验收记录(GB50205-2001 )表J.0.2 编号:010902/020402 □口□钢结构(普通紧固件连接)分项工程检验批质量验收记录(GB50205-2001 )表J.0.3 编号:010903/020403 □□□钢结构(高强度螺栓连接)分项工程检验批质量验收记录(GB50205-2001 )表J.0.4编号:010904/020404 □口010904/020404 □口□说明钢结构(零件及部件加工)分项工程检验批质量验收记录(GB50205-2001 )表J.0.5编号:010905/020405 □□续下表010905/020405 □□□接上010905/020405 □□□接上表钢结构(构件组装)分项工程检验批质量验收记录(GB50205-2001 )表J.0.6编号:020406 □□口钢结构(预拼装)分项工程检验批质量验收记录(GB50205-2001 )表J.0.7 编号:020407 □口□钢结构(单层结构安装)分项工程检验批质量验收记录(GB50205-2001 )表J.0.8 编号:020408 □□续下表接上表钢结构(多层及高层结构安装)分项工程检验批质量验收记录(GB50205-2001 )表J.0.9 编号:020409钢结构(网架结构安装)分项工程检验批质量验收记录(GB50205-2001 )表J.0.10编号:020410 □□口工程名称检验批部位续下表接上表钢结构(压型金属板)分项工程检验批质量验收记录(GB50205-2001 )表J.0.11 编号:020411续下表钢结构(防腐涂料涂装)分项工程检验批质量验收记录(GB50205-2001 )表J.0.12 编号:020412钢结构(防火涂料涂装)分项工程检验批质量验收记录(GB50205-2001 )表J.0.13 编号:020413 □□口专业.专注。
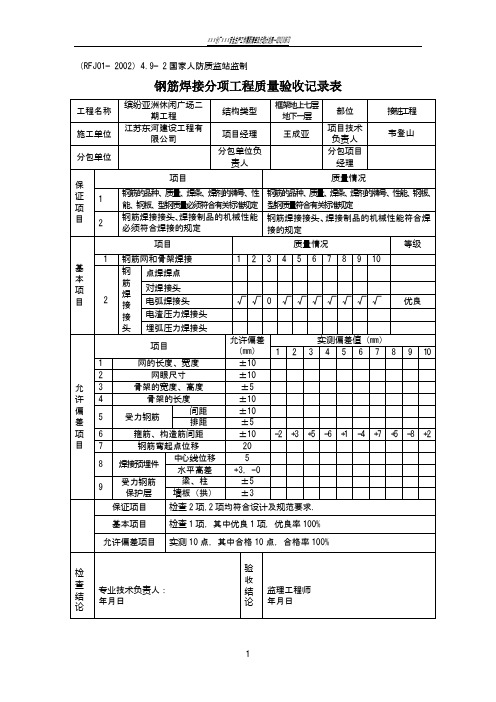
钢筋焊接分项工程质量验收记录表

2
钢筋焊接接头、焊接制品的机械性能必须符合焊接规定
接头均符合要求
基本项目
项目
质量情况
等级
1
2
3
4
5
6
7
8
9
10
1
钢筋网和骨架焊接
2
钢筋焊接接头
点焊焊点
对焊接头
电弧焊接头
电渣压力焊接头
√
√
√
√
√
√
〇
√
√
√
优良
埋弧压力焊接头
允许偏差项目
项目
允许偏差(㎜)
±10
实测偏差值(㎜)
1
网的长度、宽度
-6
9
9
5
-4
5
-2
-9
-8
9
2
网眼尺寸
±10
15
18
-9
18
22
16
19
18
19
20
3
骨架的宽度、高度
±5
4
骨架的长度
±10
5
受力钢筋
间距
±10
-9
-8
8
8
12
-4
9
7
7
10
排距
±5
2
5
5
-4
3
-2
-4
5
2
4
6
箍筋、构造筋间距
±10
-5
1
-2
8
9
10
10
-8
-1
5
7
等级
1
2
3
4
5
钢筋焊接分项工程质量验收记录表

-2
-4
-3
5
2
1
4
2
5
2
4
骨架的长度
±10
-8
-4
-6
5
7
2
6
3
4
-8
5
受力钢筋
间距
±10
-2
-8
-4
5
3
7
2
5
6
2
排距
±5
-2
-4
-6
-2
4
2
1
5
4
2
6
箍筋、构造筋间距
±10
-3
-4
-2
5
3
-6
-4
8
5
4
7
钢筋弯起点位移
8
焊接预埋件
中心线位移
5
2
4
1
3
5
4
2
4
2
5
水平高差
+3—0
1
3
2
1
1
2
2
钢筋焊接接头、焊接制品的机械性能必须符合焊接规定
符合设计要求及施工质量验收规范的规定
基本项目
项目
质量情况
等级
1
钢筋网和骨架焊接
1
2
3
4
5
6
7
8
9
10
合格
2
钢筋焊接接头
点焊焊点
/
对焊接头
经检验,闪光对焊接头合格,报告编号10010060。
电弧焊接头
经检验,电弧单面搭接焊焊接头合格,报告编号10010059。
实测110点,其中合格105点,合格率95%
钢筋焊接工程检验批质量验收记录

8
焊缝宽度
mm
9
焊缝长度
mm
10
横向咬边深度
mm
11
在长2d焊缝表面
上的气孔夹渣
数量
个
12
面积
mm2
13
在全部焊缝表面
上的气孔及夹渣
数量
个
14
面积
mm2
施工单位检
查评定结果
项目专业质量检查员:
年月日
监理(建设)单位
验收结论
监理工程师:
(建设单位项目专业技术负责人)
年月日
项目
施工单位检查记录
合
格
率
%
监理(建设)单位验收记录
1
焊接表面应平整,不得有凹陷或焊瘤
2Байду номын сангаас
焊接接头区域不得有裂纹
3
坡口焊、熔槽帮条焊、窄间隙接头的焊缝余高不得大于3mm
电弧焊接头偏差及缺陷允许值
实测偏差
名称
单位
接头型法
4
帮条沿接头中心线
的纵向编移
5
接头处钢筋轴线的偏移
度
6
接头处钢筋轴线的偏移
mm
7
焊缝厚度
DB21/1232003
钢筋焊接工程(电弧焊接头)检验批质量验收记录
表L.1.7-1-2
工程名称
验收部位
施工单位
项目经理
专业
工长
施工标准及编号
见证检
测报告
项目
施工单位检查记录
监理(建设)单位
验收记录
主
控
项
目
1
钢筋等母材质量必须符合有关标准规定
2
焊接材料质量必须符合有关标准规定
钢筋电弧焊接头检验批质量验收记录

5.1.7条
符合要求
一般项
目
质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记应平整,不得有凹陷或焊瘤
5.4.2条
2、接头区域不得有肉眼可见的裂纹
5.4.2条
3、咬边深度、气孔、加渣等缺陷允许值及接头尺寸允许偏差
5.4.2条
4、焊缝余高不得大于3㎜
钢筋电弧焊接头检验批质量验收记录
工程名称
基建公司商住楼
验收部位
基础、主体
施工单位
冶戌建安公司
批号及批量
300
施工执行标准名称及编号
《钢筋焊接及验收规程》JGJ18-2003
钢筋牌号及直径(㎜)
热轧带肋直径22
项目经理
郭永强
施工班组长
质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
主控项目
5.4.2条
施工单位检查评定结果
项目专业质量检查员:
年月日
监理(建设)单位验收结论
监理工程师:
(建设单位项目技术负责人):
年月日
注:1、一般项目各小项检查评定不合格时,在小格内打X号;
2、本表由施工单位项目专业检查员填写,监理工程师(建设单位项目专业技术负责人)组织项目专业质量检查员等进行验收。
钢筋闪光对焊接头施工质量检查验收记录
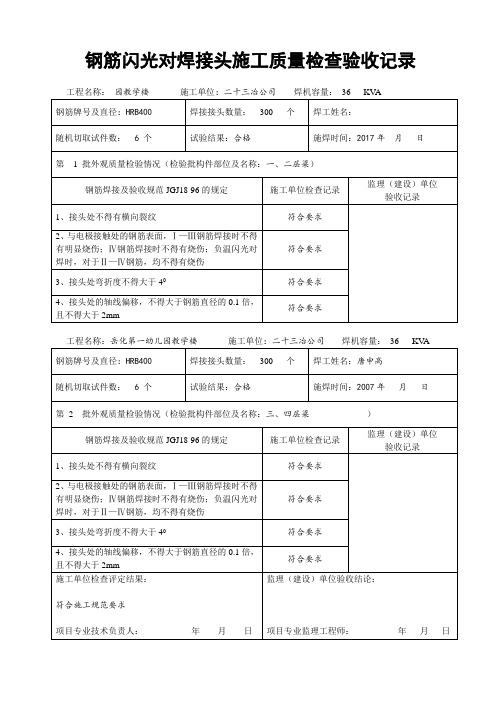
工程名称:园教学楼施工单位:二十三冶公司焊机容量:36 KV A
工程名称:岳化第一幼儿园教学楼施工单位:二十三冶公司焊机容量:36 KV A
工程名称:岳化第一幼儿园教学楼施工单位:二十三冶公司焊机容量:36 KV A
工程名称:岳化第一幼儿园教学楼施工单位:二十三冶公司焊机容量:36 KV A
钢筋闪光对焊接头施工质量检查验收记录
工程名称:巴陵石化云溪河泄洪道路维修工程施工单位:望新公司焊机容量:36 KVA
钢筋闪光对焊接头施工质量检查验收记录
工程名称:巴陵石化云溪河泄洪道路维修工程施工单位:望新公司焊机容量:36 KVA。
钢筋连接检验批质量验收记录
钢筋连接检验批质量验收记录1. 概述本文档记录了钢筋连接检验批的质量验收记录,对钢筋连接工程进行质量检验,确保连接质量符合标准要求。
2. 项目信息•项目名称:•工程名称:•编制日期:3. 检验批信息•检验批编号:•检验日期:•检验人员:4. 检验内容和要求本次检验批的主要内容包括以下项目: - 焊接质量检验:检查焊接接头的焊缝质量,包括焊缝的密度、均匀性和焊缝表面的缺陷等。
- 螺纹连接检验:检查螺纹连接件的螺纹质量,确保螺纹连接的紧固性良好。
- 维护检验:检查钢筋连接的维护情况,包括防腐、除锈等维护工作的执行情况。
5. 检验结果根据对钢筋连接的检验,以下为本次检验批的质量验收结果:5.1 焊接质量检验结果•焊接接头1:合格•焊接接头2:合格•焊接接头3:合格•螺纹连接件1:合格•螺纹连接件2:合格•螺纹连接件3:合格5.3 维护检验结果•防腐处理:合格•除锈处理:合格6. 验收意见根据本次检验结果,对钢筋连接的质量进行验收意见如下:6.1 焊接质量验收意见根据焊接接头的质量检验结果,认为焊接质量符合标准要求,可以进行验收。
根据螺纹连接件的质量检验结果,认为螺纹连接质量符合标准要求,可以进行验收。
6.3 维护验收意见根据钢筋连接的维护检验结果,认为维护工作符合标准要求,可以进行验收。
7. 验收结论综上所述,经过本次钢筋连接检验批的质量验收,验证钢筋连接的质量符合标准要求,同意进行验收。
8. 验收人员•验收人员1:•验收人员2:•日期:9. 相关附件•附件1:焊接检验报告•附件2:螺纹连接检验报告•附件3:维护检验报告以上为钢筋连接检验批的质量验收记录,用于记录钢筋连接工程的质量验收情况。
SGT072钢结构分项工程检验批质量验收记录

SGT072钢结构分项工程检验批质量验收记录项目名称:SGT072钢结构工程检验批名称:钢结构分项工程验收时间:2024年1月15日验收地点:施工现场验收人员:项目负责人、工程监理、施工单位质量负责人一、验收内容及结果:1.材料验收:根据设计要求,项目要求使用Q345B钢材进行钢结构施工。
经过检查,钢结构施工单位已经对材料进行了验收,并且提供了材料合格证明。
各项材料质量符合要求,验收合格。
2.焊接工艺验收:钢结构的焊接工艺是保障结构稳固的关键环节。
施工单位已经按照设计要求进行了焊接,焊缝均匀、牢固。
根据对焊接工艺的检测,焊缝均符合设计要求,验收合格。
3.焊接质量验收:对焊缝进行了全面的检查和检测,焊接质量良好,未出现裂纹、气孔、砂眼等现象。
焊接质量符合相关标准和规范,验收合格。
4.钢结构安装验收:钢结构安装需要符合设计要求,安装精度高,结构稳固。
经过检查,钢结构安装符合设计要求,未出现倾斜、偏差等问题,验收合格。
5.防腐涂装验收:钢结构需要进行防腐涂装,以保护结构不受腐蚀。
防腐涂装施工单位已经针对性进行了防腐处理,处理均匀,无漏涂现象。
防腐涂装质量符合要求,验收合格。
6.安全交底验收:施工单位已经对施工人员进行了安全交底,确保施工人员了解施工现场安全规范和操作要求。
安全交底合格,验收通过。
二、验收结论:经过全面的检查和验收,SGT072钢结构分项工程在材料质量、焊接工艺、焊接质量、安装和防腐涂装等方面均符合设计要求和相关标准规范,验收合格。
同时,施工单位对安全交底也已经做好,确保施工安全。
因此,SGT072钢结构分项工程通过了质量验收。
三、下一步工作:1.钢结构分项工程验收合格后,施工单位应及时进行下一步工作安排,保质保量完成工程。
2.同时,项目负责人应继续密切监督工程进度和质量,确保工程顺利进行。
以上为钢结构分项工程检验批质量验收记录,验收结论实事求是,希望能对工程进展起到积极的促进作用,确保工程质量和安全。
钢筋闪光对焊接施工质量检查验收记录

施焊时间:自年月日时至日时
第批外观质量检查情况(检验批构件部位及名称:)
钢筋焊接及验收规范JGJ1896的规定
施工单位检查评定记录
监理(建设)单位验收记录
1、接头处不得有横向裂纹
2、与电极接触处的钢筋表面,ⅠⅢ级钢筋焊接不得有烧伤;负温闪光对焊时,对于ⅡⅣ级钢筋,均不得有烧伤
3、接头处的弯折角不得大于40
4、接头处的轴线偏移,不得大于钢筋直径的0.1倍,且不得大于2mm
工程名称:施工单位:焊机容量:KV工姓名及考试合格证号:
随机切取试件数:根
力学性能试验结果:
施焊时间:自年月日时至日时
第批外观质量检查情况(检验批构件部位及名称:)
钢筋焊接及验收规范JGJ1896的规定
施工单位检查评定记录
监理(建设)单位验收记录
1、接头处不得有横向裂纹
2、与电极接触处的钢筋表面,ⅠⅢ级钢筋焊接不得有烧伤;负温闪光对焊时,对于ⅡⅣ级钢筋,均不得有烧伤
3、接头处的弯折角不得大于40
4、接头处的轴线偏移,不得大于钢筋直径的0.1倍,且不得大于2mm
施工单位检查记录人:监理(建设)单位旁站监督人:
自钢筋焊接及验收规范jgj1896施工单位检查评定记录监理建设单位验收记录的规定1接头处不得有横向裂纹2与电极接触处的钢筋表面级钢筋焊接不得有烧伤
钢筋闪光对焊接施工质量检查验收记录
35
工程名称:施工单位:焊机容量:KVA
钢筋牌号及直径:
焊接接头数量:个
焊工姓名及考试合格证号:
随机切取试件数:根
力学性能试验结果:
钢筋闪光对焊接头施工质量检查验收记录

工程名称:施工单位:焊机容量:工程名称:施工单位:焊机容量:注:①该记录一页可检查验收两个检验批。
②外观检查结果, 施工单位检查记录人: 当有一个接头不符合要求时,应对全部接头进行检查,剔出 监理(建设)单位旁站监督人: 不合格接头,切除热影响区后重新焊接。
工程名称:未来·现代城C 栋 施工单位:长沙黎托建筑工程有限公司 焊机容量: 100KV A注:①该记录一页可检查验收两个检验批。
②外观检查结果, 施工单位检查记录人: 当有一个接头不符合要求时,应对全部接头进行检查,剔出 监理(建设)单位旁站监督人: 不合格接头,切除热影响区后重新焊接。
工程名称:未来·现代城C 栋 施工单位:长沙黎托建筑工程有限公司 焊机容量: 100KV A 工程名称:未来·现代城C 栋 施工单位:长沙黎托建筑工程有限公司 焊机容量: 100KV A注:①该记录一页可检查验收两个检验批。
②外观检查结果, 施工单位检查记录人: 当有一个接头不符合要求时,应对全部接头进行检查,剔出 监理(建设)单位旁站监督人: 不合格接头,切除热影响区后重新焊接。
工程名称:未来·现代城C 栋 施工单位:长沙黎托建筑工程有限公司 焊机容量: 100KV A注:①该记录一页可检查验收两个检验批。
②外观检查结果, 施工单位检查记录人: 当有一个接头不符合要求时,应对全部接头进行检查,剔出 监理(建设)单位旁站监督人: 不合格接头,切除热影响区后重新焊接。
工程名称:未来·现代城C 栋 施工单位:长沙黎托建筑工程有限公司 焊机容量: 100KV A工程名称:未来·现代城C栋施工单位:长沙黎托建筑工程有限公司焊机容量:100KV A注:①该记录一页可检查验收两个检验批。
②外观检查结果,施工单位检查记录人:当有一个接头不符合要求时,应对全部接头进行检查,剔出监理(建设)单位旁站监督人:不合格接头,切除热影响区后重新焊接。
钢筋焊接质量检验记录

钢筋焊接质量检验记录日期:[填写日期]检验人员:[填写检验人员姓名]1. 检验目的本次检验旨在评估钢筋焊接质量,确保其符合相关标准和要求。
2. 检验内容2.1 焊接材料检查焊接材料的规格、型号和数量是否满足要求,并进行必要的材料检验。
2.2 焊接设备检查焊接设备的型号、参数和维护情况是否符合要求,并进行必要的设备检验。
2.3 焊接工艺检查焊接工艺文件是否齐全,包括焊接方法、参数和焊接顺序等,并进行必要的焊接工艺检验。
2.4 焊接质量对焊接接头进行质量检验,包括焊缝的质量、焊接强度和焊接缺陷等。
3. 检验方法3.1 目视检验通过目视检验来评估焊接接头的焊缝质量和是否存在明显缺陷。
3.2 切割检验对一定数量的焊接接头进行切割,并对断口进行观察和评估,以确定焊接强度和质量。
3.3 破坏检验对部分焊接接头进行破坏性检验,以评估焊缝的强度和质量。
4. 检验结果4.1 焊接材料- 规格:[填写焊接材料的规格]- 型号:[填写焊接材料的型号]- 数量:[填写焊接材料的数量]- 材料检验结果:[填写材料检验的结果,例如合格或不合格]4.2 焊接设备- 型号:[填写焊接设备的型号]- 参数:[填写焊接设备的参数]- 维护情况:[填写焊接设备的维护情况,例如良好或需维修] - 设备检验结果:[填写设备检验的结果,例如合格或不合格]4.3 焊接工艺- 焊接方法:[填写使用的焊接方法]- 参数:[填写焊接工艺文件中规定的焊接参数]- 焊接顺序:[填写焊接的顺序]- 焊接工艺检验结果:[填写焊接工艺检验的结果,例如合格或不合格]4.4 焊接质量- 焊缝质量:[填写焊缝的质量评估,例如优秀、合格或不合格] - 焊接强度:[填写焊接接头的强度评估,例如符合标准要求或不合格]- 焊接缺陷:[填写焊接接头存在的缺陷,例如裂纹或气孔]5. 结论根据本次钢筋焊接质量检验的结果,结论如下:- 钢筋焊接材料,并无质量问题,符合要求。
- 焊接设备表现良好,满足要求。
钢筋焊接(对焊)质量验收记录
0.1d且不
大于3mm
0.1d且不
大于2mm
—
焊缝厚度
—
+0.05d,0且不小于
设计要求
—
—
设计
要求
焊缝宽度
—
+0.01d,0且不小于
设计要求
—
—
设计要求
焊缝长度
—
-0.5d且不小于
设计要求
—
—
设计要求
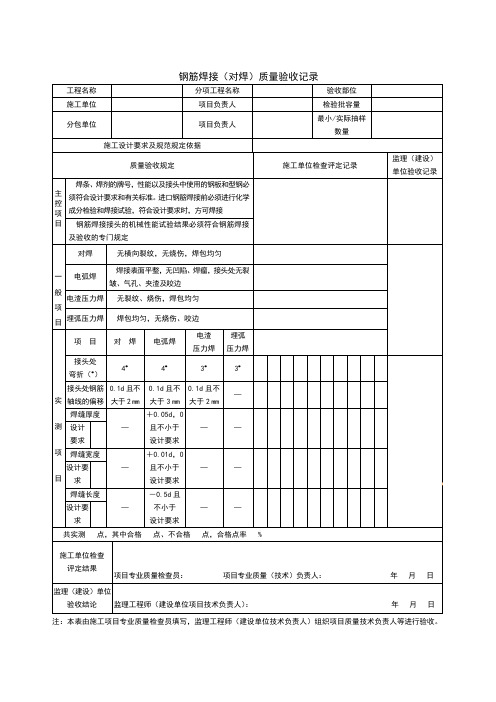
共实测点,其中合格点、不合格点,合格点率%
施工单位检查
评定结果
项目专业质量检查员:项目专业质量(技术)负责人:年月日
监理(建设)单位
验收结论
监理工程师(建设单位项目技术负责人):年月日
注:本表由施工项目专业质量检查员填写,监理工程师(建设单位技术负责人)组织项目质量技术负责人等进行验收。
钢筋焊接(对焊)质量验收记录
工程名称
分项工பைடு நூலகம்名称
验收部位
施工单位
项目负责人
检验批容量
分包单位
项目负责人
最小/实际抽样数量
施工设计要求及规范规定依据
质量验收规定
施工单位检查评定记录
监理(建设)
单位验收记录
主
控
项
目
焊条、焊剂的牌号,性能以及接头中使用的钢板和型钢必须符合设计要求和有关标准。进口钢筋焊接前必须进行化学成分检验和焊接试验,符合设计要求时,方可焊接
钢筋焊接接头的机械性能试验结果必须符合钢筋焊接及验收的专门规定
一
般
项
目
对焊
无横向裂纹,无烧伤,焊包均匀
电弧焊
焊接表面平整,无凹陷、焊瘤,接头处无裂皱、气孔、夹渣及咬边
钢筋电弧焊接头检验批质量验收记录

质量验收规程的规定
焊缝表面应平 整,不得有凹陷
或焊瘤
5.5.2条
施工单位检查评定记录
抽查数 合格数
不合格
一
2
接头区域不得有 肉眼可见裂纹
5.5.2条
般
咬边深度、气孔
项
3
、夹渣等缺陷允 许值及接头尺寸
5.5.2条
允许偏差
目 选择计数抽样方案:
4
焊缝余高应为 2mm~4mm
5.5.2条
按专业验收规范规定
监理(建设) 单位验收记录
施工单位 检查结果
专业工长: 质量员:
年月日
监理单位 验收结论
专业监理工程师: 年月日
注: 1 一般项目各小项检查评定不合格时,在小格内打×记号; 2 本表由施工单位项目专业检查员填写,监理工程师(建设单位项目专业技术负责人)组织项目专业质量检查
员等进行验收。
江苏省建设工程质量监督总站监制
钢筋电弧焊接头检验批质量验收记录
工程名称
验收部位
施工单位
施工执行标准 名称及编号
《钢筋焊接及验收规程》JGJ18-2012
项目经理
验收项目
设计要求及规范 规定
批号及批量 钢筋牌号及直
径(mm) 施工班组组长
施工单位检查评定记录
主
控 项
1
接头试件拉伸试 验
5.1.7条
目
苏 TJ5.1.2.4
监理(建设) 单位验收记录
钢筋焊接分项工程质量验收记录

网眼尺寸
±10
+5
-2
+6
+3
+4
-2
-3
+4
+6
-8
3
骨架的宽度、高度
±5
-2
+3
+4
+5
-6
+5
+2
-3
-4
+1
4
骨架的长度
±10
-8
+6
+5
+7
-1
+5
+6
+4
-3
-12
5
受力钢筋
间距
±10
-5
+2
+3
+4
-5
+6
-3
+8
-1
+5
排距
±5
-2
+3
+3
-2
-5
+7
-2
-3
+2
-5
6
箍筋、构造筋间距
分包项目经 理
保证项目
项 目
质量情况
1
钢筋的品种、质量、焊条、焊剂的牌号、性能、钢板、型钢质量必须符合有关标准规定
钢筋的品种、质量、焊条、焊剂的牌号、性能、钢板、型钢质量符合有关标准规定
2
钢筋焊接接头、焊接制品的机械性能必须符合焊接的规定
钢筋焊接接头、焊接制品的机械性能符合焊接的规定
基本项目
项 目
质 量 情 况
施工单位
盐城市东河建筑工程有限公司
项目经理
徐步海
项目技术负责人
钢筋焊接分项工程质量验收记录
2
钢筋焊接接头、焊接制品的机械性能必须符合焊接的规定
钢筋焊接接头、焊接制品的机械性能符合焊接的规定
基本项目
项目
质量情况
等级
1
钢筋网和骨架焊接
1
2
3
4
5
6
7
8
9
10
2
钢筋焊接接
头
点焊焊点
对焊接头
√
ο
√
√
√
√
√
ο
√
ο
优良
电弧焊接头
优良
检查结论
专业技术负责人:
年月日
验收结论
监理工程师:
年月日
(RFJ01—2002)4.9—2国家人防质监站监制
钢筋焊接分项工程质量验收记录表
工程名称
盐城市少年宫综合楼
结构类型
框架地上六层地下一层
部位
(1-4)-(1-11)/(1-A)-(1-F)地下室顶板、梁
施工单位
盐城市东河建筑工程有限公司
项目经理
钢筋的品种、质量、焊条、焊剂的牌号、性能、钢板、型钢质量符合有关标准规定
2
钢筋焊接接头、焊接制品的机械性能必须符合焊接的规定
钢筋焊接接头、焊接制品的机械性能符合焊接的规定
基本项目
项目
质量情况
等级
1
钢筋网和骨架焊接
1
2
3
4
5
6
7
8
9
10
2
钢筋焊接接
头
点焊焊点
对焊接头
√
√
√
√
√
Ο
√
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SG-T054
钢筋焊接(对焊)质量验收记录
注:本表由施工项目专业质量检查员填写,监理工程师(建设单位项目技术负责人)组织项目专业质量技术负责人等进行验收。
四川省建设厅制
SG-T054
钢筋焊接(对焊)质量验收记录
注:本表由施工项目专业质量检查员填写,监理工程师(建设单位项目技术负责人)组织项目专业质量技术负责人等进行验收。
四川省建设厅制
SG-T054
钢筋焊接(对焊)质量验收记录
注:本表由施工项目专业质量检查员填写,监理工程师(建设单位项目技术负责人)组织项目专业质量技术负责人等进行验收。
四川省建设厅制
SG-T054
钢筋焊接(对焊)质量验收记录
注:本表由施工项目专业质量检查员填写,监理工程师(建设单位项目技术负责人)组织项目专业质量技术负责人等进行验收。
四川省建设厅制。