Moldflow_模块功能对比
Moldflow模流分析软件介绍

Autodesk® Moldflow® CAD ctor
Autodesk® Moldflow® Design Link
AMA产品功能构成
Cooling Quality Geometry
Sink Mark
Runner Balancing
Cooling
Warpage
Dual Domain
Thermoplastic Filling Analysis
Autodesk Moldflow 2011
Explore Alternatives – Surface Finish
Autodesk Moldflow 2011
Evaluate Alternatives – Texture can hide defects
Design
Manufacturing
Advanced
Gate Location
Molding Window
Runner Advisor
3D
MSA
AMI产品功能构成
DualDual Domain domain
True 3D Mesh
Midplane
Basic
Performance
Advanced
Synergy
Autodesk Moldflow 2011
Example: Typical CAD Digital Prototype
Autodesk Moldflow 2011
Component’s Internal Features (Ribs/Bosses)
Autodesk Moldflow 2011
Results
Algor Model
Autodesk Moldflow 2011
MOLDFLOW模流分析

交叉边数量。
非折叠边是指由两个以上的三角 形或3D单元共用一条边。 Fusion网格此项必须是“0”。
共用边数量。 折叠边是指两个三角形或3D单元 共用一条边。 Fusion网格中只能存在折叠边。
STEP 8-创建浇注系统和冷却系统
利用冷却回路向导构建冷却回路
网格的划分和处 理
STEP9-成型窗口分析
网格的划分和处 理
根据产品的几何形状、材料、进浇位置经过一系列的快速计算,预估产 品最佳成型参数,指导后续的工艺参数指定和实际生产中工艺参数的调整
➢ 选择“分析”→“设置分析顺序”→“成型窗口” ➢ 选择“分析”→“工艺设置向导”,按下图设置工艺参数,执行计算
网格的划分和处 理
STEP 8-创建浇注系统和冷却系统
建立浇注系统分流道中心线,赋予冷流道属性
STEP 8-创建浇注系统和冷却系统
➢ 建立浇注系统主流道中心线,赋予冷主流道属性
网格的划分和处 理
➢ 执行划分网格指令
STEP 8-创建浇注系统和冷却系统
检查各区域的连通性
网格的划分和处 理
设置主流道顶部中心节 点作为进胶点,完成浇 注系统设置;
注塑机型号(可以安装注塑机型号库),设置模具温度和熔体温度
STEP 8-创建浇注系统和冷却系统
浇注系统
网格的划分和处 理
STEP 8-创建浇注系统和冷却系统
网格的划分和处 理
直接浇口
点浇口
侧浇口
潜伏浇口
扇形浇口
牛角浇口
STEP 8-创建浇注系统和冷却系统 冷却系统
52
moldflow_MPI4介绍

第26页
Moldflow / MPI 介绍
冷却分析结果/内外表面温度差 Temp. Difference:
左图为产品内 外表面温度差。 主要作用: 查看产品内外 侧的温度差。温差 越小,产品质量越 高,根据温差调整 冷却系统。
第27页
Moldflow / MPI 介绍
三、MPI保压模拟分析
选择保压压力,设 定保压曲线,进行保压 模拟分析。
第13页
Moldflow / MPI 介绍
Moldflow 分析步骤
原始模型 快速设计
输入 & 转换
深层次分析
成型控制
实体模型,外形网格 实体模型,实体网格 中性层,外形网格
3D 实体分析
第14页
Moldflow / MPI 介绍
常规注塑件的MOLDFLOW分析的主要步骤如下: 转换(建立)模型 修补网格 快速充填分析 保压分析 建立浇注系统 冷却分析 翘曲分析 建立冷却系统 精确充填分析 翘曲原因分析
第19页
Moldflow / MPI 介绍
流动分析结果/充填压力 Pressure:
左图显示的是 充填结束时模型各 点的压力,蓝色为 最低压力,红色为 最高压力。 主要作用: 查看充填过程 中所需的最大压力, 以此压力为参考值 来设置成型工艺参 数和选择成型机规 格。
第20页
Moldflow / MPI 介绍
Moldflow / MPI 介绍
Moldflow Plastics Insight
第1页
Moldflow / MPI 介绍 Moldflow Plastics Insight
MPI使用有限元网 格进 行 计算分析,可以提供深层次的 模拟分析,分析成型过程中各 个阶段的具体参数变化情况, 预测产品各种成型缺陷,实现 进行产品和模具的优化。MPI提 供了整套的工具来为客户进行 全方位的分析:确定塑胶材料, 确定浇口位置,平衡浇注系统, 评估冷却系统,优化生产周期, 发现和控制产品产生的流痕、 缩水及翘曲等缺陷。
moldflow电脑面板分析

: Pressure [MPa] Step Duration [sec] 60.0 0.000 60.0 4.000 0.0 3.000 0.0 40.000
8. Machine Specification (refer to General 350 ton injection molding machine )
t = 0.7 sec
t = 1.2 sec
在本方案中, 从浇口到 填充末端的距离很长, 因此需要采用合适的 保压工艺。
t = 1.8 sec
t = 2.2 sec
Jun.1999
CASE-1
结果 : 温度分布 (料流前峰)
大部分温度分布在允许 范围之内。 (限制 : +/-20degC ) 但是在薄的一些区域, 料流前峰温度非常低。 如果注塑工艺有些偏差, 在这些区域很容易产生 短射和应力集中。
Jun.1999
CASE-1
结果 : 缩痕深度
左图显示了缩痕深度的结 果。
除了浇口区域,最大的缩 痕深度小于0.007 or 0.008 mm。
因此缩印不明显。
Jun.1999
CASE-1
结果: 冷却水管冷却效果
Temperature distribution on the outer surface of cooling line
这个结果显示了冷却 9.4 sec 时的凝固率,此 时保压刚结束。 塑料件已部分冷却但流 道系统冷却还不到15%.
通常型腔冷却超过80% 流道系统冷却超过 60% 时, 塑件可以顶出了。
Time = 9.4 sec
Jun.1999
CASE-1
结果 : 16.5 秒时的凝固率
这个结果显示了冷却 16.5 sec 时的凝固率。 在17 sec内,塑料件已 完全冷却但流道系统冷 却还不到20%。 因此在16.5 sec 后塑件 仍然不能顶出。
MoldFlow Module模流分析应用介绍
×
网格模型适当的密度,才能准确 模拟出熔接线和困气的分布 Mesh match ratio大于85%,特殊 产品,如格格类产品放宽至75%
√
SGM Confidentional - Advanced SQE - Exterior Commodity 9
Phase II-Mold Design Optimization / 模具设计优化
Mold Design Optimization / 模具设计优化 经确认更改产品设计后,在之前的分典结果上结理设ห้องสมุดไป่ตู้冷却 水路,进行流动、冷却、翘曲全面分典. 至少三种浇口方案对 比及择优方案确定,包括冷却水路排布和优化;
15
Phase III-Process Optimization And Control / 生产工艺的优化与控制
MoldFlow分典结果输出分典和研判
SGM Confidentional - Advanced SQE - Exterior Commodity
16
Phase III-Process Optimization And Control / 生产工艺的优化与控制
工艺参数对比表 项目名称 零件名称 参数 材料 模具温度(型芯/型腔) 材料温度 注塑时间(填充/保压) 冷却时间 成型周期 最大注塑压力 最大锁模力 其他 J300 Fascia 参考工艺 原材料及牌号 模具类型/腔数 实际工艺 TPO, 注塑模/一模一腔 差异分典及对策
SGM Confidentional - Advanced SQE - Exterior Commodity
► 此阶段应根据产品的特点,先不加水路 不加水路情况下作Moldflow变形分典得出 不加水路 最终变形量和工艺参数的参数值,并根据此结果反馈后修改零件设计并 进行产品成型能力确认;
MoldFlow使用经验教材教学课件

冷却效果评估
介绍如何评估冷却系统的 冷却效果,如通过冷却时 间、温度均匀性等指标进 行评估。
成型工艺优化
注射速度与压力
阐述注射速度和压力对成型工艺的影 响,如对填充效果、产品收缩率等的 影响。
成型参数优化
介绍如何通过调整注射速度、压力、 模具温度等参数优化成型工艺,提高 产品质量和生产效率。
模具温度控制
流道设计
阐述流道设计的要点,如流道截面 形状、流道长度、流道宽度等,以 及如何通过流道设计平衡压力和减 小温差。
冷却系统设计
01
02
03
冷却系统的重要性
强调冷却系统在注塑成型 过程中的重要性,如减小 成型周期、提高产品质量 等。
冷却水路设计
讲解冷却水路的基本类型, 如直通式、环绕式、多通 道式等,以及各自适用的 场景。
Moldflow使用经验 教材教学课件
目录
• Moldflow软件介绍 • Moldflow基础操作教程 • Moldflow进阶操作教程 • Moldflow实战案例分析 • Moldflow常见问题与解决方案 • Moldflow软件更新与未来发展
01
Moldflow软件介绍
软件特点与优势
详细描述
网格划分失败的原因可能包括模型导入错误、网格类型 选择不当、网格参数设置不合理等。解决此问题的方法 包括检查模型文件是否正确、选择合适的网格类型、调 整网格参数等。
材料参数设置问题
总结词
材料参数是影响Moldflow模拟结果的重要因素,如果参数设 置不准确或不完整,将导致模拟结果失真。
详细描述
热交换结构设计
介绍热交换结构在模具设 计中的应用,如水路、气 道等,以提高模具的冷却 效果和减小成型周期。
Moldflow简介
Moldflow软件简介一、概述Moldflow软件可以模拟整个注塑过程以及这一过程对注塑成型产品的影响。
Moldflow软件工具中溶合了一整套设计原理,可以评价和优化组合整个过程,可以在模具制造之前对塑料产品的设计、生产和质量进行优化。
二、主要功能模块1.MF/Flow流动分析MF/Flow分析聚合物在模具中的流动,并且优化模腔的布局、材料的选择、填充和压实的工艺参数。
可以在产品允许的强度范围内和合理的充模情况下减少模腔的壁厚,把熔接线和气陷定位于结构和外观上允许的位置上,并且定义一个范围较宽的工艺条件,而不必考虑生产车间条件的变化。
2.MF/Cool冷却分析MF/Cool分析冷却系统对流动过程的影响,优化冷却管路的布局和工作条件。
MF/C ool与MF/Flow相结合,可以产生十分完美的动态的注塑过程分析。
这样可以改善冷却管路的设计,从而产生均匀的冷却,并由此缩短成型周期,减少产品成型后的内应力。
3.MF/Warp翘曲分析MF/Warp分析整个塑件的翘曲变形(包括线性、线性弯曲和非线性),同时指出产生翘曲的主要原因以及相应的补救措施。
MF/Warp能在一般的工作环境中,考虑到注塑机的大小、材料特性、环境因素和冷却参数的影响,预测并减少翘曲变形。
4.MF/Stress结构应力分析MF/Stress分析塑料产品在受外界载荷的情况下的机械性能,在考虑到注塑工艺条件下,优化塑料制品的强度和刚度。
MF/Stress预测在外载荷和温度作用下所产生的应力和位移。
对于纤维增强塑料,MF/Stress根据流动分析和塑料的种类的物性数据来确定材料的机械特性,用于结构应力分析。
5.MF/Shrink模腔尺寸确定MF/Shrink可以通过对聚合物的收缩数据和对流动分析结果来确定模腔尺寸大小。
通过使用MF/Shrink,可以在较宽的成型条件下以及紧凑的尺寸公差范围内,使得模腔的尺寸可以更准确地同产品的尺寸相匹配,使得模腔修补加工以及模具投入生产的时间大大缩短,并且大大改善了产品组装时的相互配合,进一步减少废品率和提高产品质量。
moldflow介绍

冷却系统创建应用示例
STEP2:创建冷却系统
冷却系统创建应用示例
STEP2:创建冷却系统
冷却水道
7、实例项目分析介绍
产品名称: 电子钥匙外壳 分析时间:2010.3.5
模
57mm
型
指
示
35mm
16mm
模型尺寸
厚度
浇 注 系 统 设 计
Ø3.5-Ø5 Ø1-Ø5 Ø5
本方案为一模二穴,采用冷流道系统设计。
体
积
收
缩
大部分较均匀, 红色及黄色的区 域稍稍大一点, 将会有缩影,因 产品的外表是圆 弧状的,所以缩 影不会明显,注 塑时注意保压的 控制
凝 固 层 矢 量
圆圈内有缩影 ,因 此处的壁稍厚一点, 但产品的外表的圆 弧状的,所以不会 明显,注塑时注意 保压的设置
冷
却
温
度
注意圆圈区域 的水道冷却问 题,因此处下 模的水道不好 制造。
,
放 大 图
STEP4:连通性检查
【网格】→【网格诊断】→【连通性诊断】
,
基于Moldflow软件的 冷却系统创建 1、冷却系统创建应用示例
2、冷却系统手工创建方法
3、冷却系统网格划分
4、冷却系统进水口设置
27
冷却系统创建应用示例
冷却系统创建应用示例
STEP1:打开工程
选择“case.mpi” 复制工程并重命名
冷却系统设计
Ø8
材
ABS+PC
1. Melt density 1.1665 g/cu.cm 2. Solid density 1.3869 g/cu.cm 3. Ejection temp. 160 deg.C 4. Recommend mold temp. 85 deg.C 5. Recommend melt temp. 280 deg.C 6. Degradation temp. 300 deg.C
Moldflow各种功能介绍
Moldflow各种功能介绍Moldflow功能介绍Moldflow 公司为一家专业从事塑料计算机辅助工程分析(CAE)的跨国性软件和咨询公司。
自从1978年美国Moldflow公司发行了世界上第一套流动分析软件,几十年来以不断的技术改革和创新一直主导着CAE软件市场。
Moldflow以市场占有率87%及连续五年17%的增长率成为全球主流分析软件。
公司有遍布全球60个国家超过8000家用户,在世界各地都有Moldflow的研发单位及分公司。
Moldflow拥有自己的材料测试检验工厂,为分析软件提供多达8000余种材料选择,极大提高分析准确度。
从设计到加工-----Moldflow 为您提供全套解决方案,-----Moldflow让您轻松拥有高品质产品-----Moldflow是您的企业面向世界的必经之路Moldflow的产品用于优化制件和模具设计的整个过程, 提供了一个整体解决方案。
Moldflow软硬件技术为制件设计、模具设计、注塑生产等整个过程提供了非常有价值的信息和建议。
Moldflow系列产品包括:MPA:Moldflow Plastic Advisers(快速试模分析)MPI:Moldflow Plastic Insight(高级成型分析)MMS:Moldflow Manufacturing Solution (专家试模系统)Moldflow Plastic Advisers(塑件顾问系列)MPA直接从CAD输入实体分析,让您在短时间内掌握问题所在,并为您提供实际的解答和忠告。
Moldflow Plastics Advisers包括Moldflow Part Adviser(产品顾问)和Moldflow Mold Adviser(模具顾问)两个产品。
MPA提供初步设计的引导方案,预测问题点并提供实际的解决方案和忠告。
它直接转入CAD实体做分析,大幅减少前期分析模型修整时间。
使用工程师能快速获得分析结果,对产品或模具加以修正。
Moldflow分析结果解释大全

一流动分析部分1 Fill time result填充时间填充时间显示了模腔填充时每隔一定间隔的料流前锋位置。
每个等高线描绘了模型各部分同一时刻的填充。
在填充开始时,显示为暗蓝色,最后填充的地方为红色。
如果制品短射,未填充部分没有颜色。
使用:制品的良好填充,其流型是平衡的。
一个平衡的填充结果:所有流程在同一时间结束,料流前锋在同一时间到达模型末端。
这个意味着每个流程应该以暗蓝色等高线结束。
等高线是均匀间隔,等高线的间隔指示了聚合物的流动速度。
宽的等高线指示快速的流动,而窄的等高线指示了缓慢的填充。
查看项目:确认填充行为的显示状况。
短射—在填充时间结果上,短射将显示为半透明的,查看流动路径的末端是否有半透明区域。
关于3D模型, 可以使用未填充的模穴(短射)结果来检查是否在制品的内部存在未充填的部分。
滞流—如果填充时间结果显示一些区域上的云图有很近的间隔,将产生滞流。
如果一个薄区域在制品完全填充之前冻结滞流会导致短射。
过保压—如果填充时间结果显示某个流程的流程之前完成,将显示过保压。
过保压会导致高的制品重量、翘曲和不均匀的密度分布。
????熔接线和气穴—在填充时间结果上重叠熔接线结果可以确定其存在,熔接线会导致结构和视觉上的缺陷。
气穴—在填充时间结果上重叠气穴结果可以确认其存在,气穴会导致结构和视觉上的缺陷。
跑道效应—跑道效应会导致气穴和熔接线,查看气穴和熔接线的位置及数量。
2 Pressure at velocity/pressure switchover resultV/P切换时刻的压力该结果从流动分析产生,显示了通过模型内的流程在从速度到压力控制切换点的压力分布。
使用:在填充开始前,模腔内各处的压力为零(或者为大气压,绝对压力)。
熔料前沿到达的位置压力才会增加,当熔料前沿向前移动填充后面的区域时压力继续增加,此取决于该位置与熔料前沿的长度。
各个位置的压力不同促使聚合物熔料的填充流动,压力梯度是压力差除以两个位置间的距离。
MoldFlow_Module模流分析应用介绍
SQE / Ext No. : Initiate Date : Update:
Mao Zhiyu / 7589 Jul 28, 2009 Aug 7,2009
SGM Confidentional - Advanced SQE - Exterior Commodity
MoldFlow分析模 块
阶段
关注重点及问题 模温及料温 V/P切换点
备注
验证结果
第三阶段 (Phase III) 工艺参数确 认和实际生 产反馈
螺杆填充曲线和保压曲线 MMS 最大注塑压力和锁模力 实际成型周期
熔接线、困气、缩印等表面缺陷
产品实际变形量及装车反馈
SGM Confidentional - Advanced SQE - Exterior Commodity
10
Phase II-Mold Design Optimization / 模具设计优化
Mold Design Optimization / 模具设计优化-Checklist检查清单
阶段
MoldFlow分析模块
关注重点及问题
备注
验证结果
模穴数量及排布
一模几腔
经优化的冷却系统 能有效降低零件成 型Cycle Time和降 低零件翘曲变形 一般进出水温差应 控制在5。C以内
烧焦(型腔内气体不能及时排走,导致在流动最末端产生烧黑) 料流前锋温度(Temperature at flow front)如果由于充填速度太快,剪切热可能使料 流前锋温度达到材料降解温度,则产品易烧焦。一般料流前锋温度应控制在料温的 ±20℃以内; 困气(空气被困在型腔内而使制件产生气泡) Air Traps(困气)结果能预测困气产生位置,应注意尽量将所有气泡赶到产品边缘,位 于产品边缘的气泡可以排气。E11 格栅
moldflow_可以在模具设计前了解到产品在成型中可能遇到标准版文档

moldflow可降低填充壓力,降低機台所需的噸位從而降低注塑成本..為客戶提升價 值
.在其他條件相差不大的情況下. 左圖是設計者根據經驗設 計的流道大小填充壓力為59.5MPa.右圖是通過mold flow 分析後作出調整的流道填充壓力為46.51MPa.後者比前者 少12.99MPa.
8
此兩處可能存在短射的,建議用右圖兩點入水方式. 3
mold flow:可以幫助模具設計者實現經驗難以實現的不同產品的走膠平衡 問題,幫助設計者确定流道大小,減少改模和試模次數,提高模具設計和生產 效率及質量,同時縮短了交貨期.
左圖是設計者根據經驗設計的流道結果存在 走水嚴重不平衡的問題.
右圖是使用moldflow分析後設計的流道解決 了走水不平衡的問題.
moldflow:可以在模具設計前了解到產品在成型中可能遇到的問 1. 題,可建議客戶在不影響外觀和功能的前題下對產品作部分修改.
2. Moldflow可以在模具設計時提供入水點位置及數量參考
mold flow:可以幫助模具設計者實現經驗難以實現的不同產品的走膠 3. 平衡問題,幫助設計者确定流道大小,減少改模和試模次數,提高模具設
1
moldflow:可以在模具設計了解到產品在成型過程中可能遇 到的問題,可建議客戶對產品部分或入水位置作修改.
此處膠位太薄,結合線,及困氣可能造成強度 弱,需加厚膠位或者修改入水位置
2
Moldflow可以在模具設計時提供入水點位置及數量參考.
moldflow:可以在模具設計前了解到產品在成型中可能遇到的問題,可建議客戶在不影響外觀和功能的前題下對產品作部分修改. Moldflow可讓模具設計了解哪些地方存在困氣和夾線. Moldflow可以在模具設計時提供入水點位置及數量參考. Moldflow可讓模具設計了解哪些地方存在困氣和夾線. mMoollddffllooww可可節讓省模原具材設料計,了降解注哪塑些成地本方. 存在困氣和夾線. 此并兩且處 水可口能料存比在左短圖射要的多出,建1議/3用. 右圖兩點入水方式. m左o圖ld是flo設w計:可者以根幫據助經模驗具設設計計的者流實道現大經小驗填難充以壓實力現為的5不9. 同產品的走膠平衡問題,幫助設計者确定流道大小,減少改模和試模次數,提高模具 設右計圖和 是生通產過效mo率ld及flo質w量分,析同後時作縮出短調了整交的貨流期道. 填充壓力為46. 在左注圖射 是壓通力過和mo其ld他flo條w件分相析差後不設大計的的情流況道下. . moldffllooww::可可以以在幫模助具模設具計設了計解者到實產現品經在驗成難型以過實程現中的可不能同遇產到品的的問走題膠,平可衡建問議題客,戶幫對助產設品計部者分确或定入流水道位大置小作,減修少改改. 模和試模次數,提高模具 m設o計ld和flo生w可產降效低率填及充質壓量力,同,降時低縮機短台了所交需貨的期噸. 位從而降低注塑成本. 在左注圖射 是壓通力過和mo其ld他flo條w件分相析差後不設大計的的情流況道下. . m右o圖ld是flo通w:過可m以o在ld 模flo具w分設析計後前作了出解調到整產的品流在道成填型充中時可間能為遇2到. 的問題,可建議客戶在不影響外觀和功能的前題下對產品作部分修改. M左o圖ld是flo設w可計以者在根模據具經設驗計設時計提的供流入道水大點小位填置充及壓數力量為參59考. 此處會困氣且有結合線, 需加入疏氣, mold flow:可以幫助模具設計者實現經驗難以實現的不同產品的走膠平衡問題,幫助設計者确定流道大小,減少改模和試模次數,提高模具 設計和生產效率及質量,同時縮短了交貨期. moldflow可節省原材料,降注塑成本.
Moldflow案介绍

对策
Moldflow验证: 3股料汇流,明显滞流
改善
流动模式对比
浇口两侧做节流
浇口中间做导流
改善
试模结果: 两侧节流
中间导流 原 始 方 案
降低浇口处注射速度,外观OK。
优 化 方 案
仪表板盖板虎皮纹改善分析
案例二—虎皮紋
产品名称:仪表板上盖板 产品尺寸:长度1460mm,宽度455mm 产品基本厚度: 3mm 气囊区域厚度: 4mm 产品重量:1920 g
全球化的客戶都在使用 Moldflow
Chemical...
Automotive...
Computers...
Consumer Goods... Medical... Toys...
處理廣泛的塑膠問題
Moldflow Plastics Advisers (MPA7.0) 普及型CAE模流分析 Moldflow Plastics Insight (MPI 2012) 專業型CAE模流分析
50
Z轴最大变形量在0.1mm以内
51
谢谢观赏
42
结果梳理及解决思路
优化方案
1. 由于局部壁薄填 充不平衡有滞 留包胶困气
A.优化螺杆曲线、 a.增加壁厚(项目已到后 保压曲线 期牵涉到别的部品基 本上不可能) b.优化成型条件,增加镶块排气
2.Z轴变形主要由 收缩、玻纤取 向及两角落保 压窗口较小引 起
a.增加或减小保压,尝 试能否让收缩和玻 纤取向相互抵消达 到平衡状态
案例四-開裂
问题点:如下图所示,在其硬胶处出现两处开裂,影响产品强度,此 产品为双射产品,硬胶方案为采用一点点进浇成型。材料为ABS。
案例三-开裂
解决方案:根据之前的分析可知结合线是导致断裂的主因,故而更改 融体流动路径,消除结合线为根本方向。 经过MoldFlow多组方案的对比分析,最终采用二点进浇方案将进点位 置移动至产品前端,增至二点进胶,一方面改善流体流动路径,另一 方面降低型腔压力。即下图所示:
Feflow和Modflow的区别

原创]谈谈Visual Modflow和Feflow的区别Feflow, Modflow, Visual, 原创以下是对Visual Modflow和FEFLOW区别的一些浅薄的认识,和大家共同探讨。
这里的Visual Modflow指的是目前大家常用的版本,不含Visual Modflow中MODFLOW-SURFACT模块。
Visual Modflow和FEFLOW都是当前世界上十分流行的可用于模拟三维地下水流和溶质运移模拟评价专业软件系统,属商业软件。
它们都具有直观的、强有力的图形交互界面,模型剖分、输入参数和模拟结果,都可以用图形显示,并支持三维可视化和,做到了真正的人机对话,在许多行业和部门内得到了广泛的应用。
但同时,它们之间却存在着许多差别,各有千秋:(1)从软件功能上看,FEFLOW要比Visual MODFLOW更为全面一些,FEFLOW除了可以模拟Visual Modflow所能模拟的二维、三维饱和流状态的水流和溶质运移问题之外,还可以模拟多层自由表面含水系(包括滞水模拟)、热转递、可变密度流场(盐水或海水入侵问题)以及非饱和带流场及物质运移问题。
(2)从数值法的计算原理上,Visual Modflow采用的是有限差分法,而FEFLOW采用的是有限单元法。
(3)从离散化方面来说,由于Visual Modflow采用的是有限差分法,所以对所模拟的地质体采用矩形网格进行剖分,这种网格的优点在于,用户易于准备数据文件,便于输入文件的规范化,但是,当需要在所关注的地点附近(比如井附近)要增加计算单元的密度,就必须同时对经过该点附近区域的所有的行和列都进行加密,这样使得计算量大大增加。
而FEFLOW不存在这个问题,由于其采用的是有限单元法,其剖分单元的形状可以是灵活多变(可以是三角形、也可以是矩形),一般采用三角形剖分,加密的时候,可以只对感兴趣的地方加密,相比Visual Modflow来讲,减少了运算量。
Autodesk Moldflow Insight产品对比表
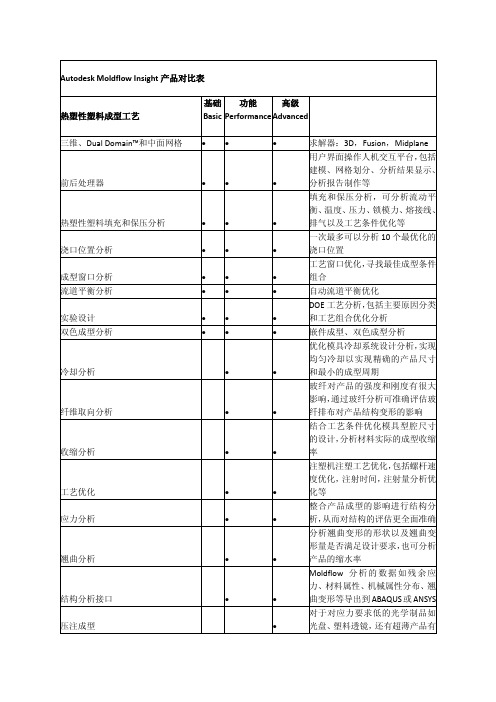
热塑性塑料成型工艺 三维、Dual Domain™和中面网格
前后处理器
•
•
•
热塑性塑料填充和保压分析 浇口位置分析 成型窗口分析 流道平衡分析 实验设计 双色成型分析
• • • • • •
• • • • • •
• • • • • •
冷却分析
•
•
纤维取向分析
MoldFlow分析结果各项概念解释

MPI初学者园地:MoldFlow分析结果讲习!!!分析结果解释分析结果的一个重要部分是理解结果的定义,并知道怎样使用结果。
下面将列出常用结果的定义及怎样使用。
屏幕输出文件(screen output)和结果概要(results summary)屏幕输出文件和结果概要都包含了一些分析的关键结果的总结性信息。
屏幕输出文件还包含如图169所示的附加输出,表明分析正在进行,同时还提供重要信息。
从它可以看出分析使用的压力和锁模力的大小、流率的大小和使用的控制类型。
Filling phase: Status: V = Velocity controlP = Pressure controlV/P= Velocity/pressure switch-over|-------------------------------------------------------------|| Time | Volume| Pressure | Clamp force|Flow rate|Status || (s) | (%) | (MPa) | (tonne) |(cm^3/s) | ||-------------------------------------------------------------|| 0.25 | 4.20 | 7.71 | 4.34 | 441.92 | V || 0.50 | 8.87 | 12.20 | 16.95 | 485.10 | V || 0.74 | 13.48 | 15.99 | 38.17 | 480.56 | V || 0.98 | 17.98 | 20.85 | 79.31 | 480.06 | V || 1.23 | 22.65 | 25.65 | 134.77 | 484.03 | V || 1.47 | 27.23 | 30.39 | 202.10 | 485.47 | V || 1.72 | 31.81 | 35.11 | 282.36 | 488.61 | V || 1.97 | 36.58 | 40.06 | 381.25 | 491.44 | V || 2.21 | 41.22 | 44.52 | 483.00 | 494.45 | V || 2.45 | 45.83 | 49.45 | 611.51 | 494.44 | V || 2.70 | 50.57 | 54.59 | 765.69 | 492.31 | V || 2.95 | 55.15 | 59.99 | 937.90 | 496.41 | V || 3.19 | 59.67 | 64.97 | 1105.54 | 499.49 | V || 3.43 | 64.36 | 70.14 | 1291.49 | 500.91 | V || 3.68 | 69.11 | 75.35 | 1494.82 | 502.35 | V || 3.92 | 73.66 | 80.19 | 1699.99 | 503.89 | V || 4.17 | 78.43 | 85.30 | 1934.89 | 505.82 | V || 4.41 | 83.13 | 90.23 | 2184.04 | 506.97 | V || 4.66 | 87.74 | 95.01 | 2439.39 | 508.52 | V || 4.91 | 92.48 | 100.01 | 2726.84 | 509.75 | V || 5.08 | 95.68 | | | | V/P || 5.08 | 95.68 | 106.06 | 3112.09 | 503.26 | P || 5.15 | 96.54 | 84.85 | 2592.91 | 247.17 | P || 5.40 | 98.17 | 84.85 | 3007.69 | 156.82 | P || 5.71 | 98.99 | 84.85 | 3399.84 | 82.69 | P || 5.90 | 99.38 | 84.85 | 3477.54 | 64.25 | P || 6.14 | 99.73 | 84.85 | 3537.26 | 49.34 | P || 6.37 | 99.97 | 84.85 | 3585.52 | 38.73 | P || 6.38 | 99.98 | 84.85 | 3592.73 | 37.66 | P || 6.39 |100.00 | 84.85 | 3599.93 | 37.66 |Filled |充模分析的屏幕输出文件屏幕输出文件和结果概要都有与图170相似的部分。
Moldex3D和Moldflow的对比

Comparison ofMoldex3D and MoldflowSep. 3 2008說明❑Autodesk Moldflow Adviser系列包含Design, Manufacturing以及Advanced等三個等級的產品,其中以Advanced最為完整,為以下比較的對象。
❑Autodesk Moldflow Insight系列包含Basic, Performance, Advanced等三個等級產品,其中以Performance最為常用,為以下比較的對象,但若干在Advanced模組才出現的功能,也會標註。
❑MDX的強項在於針對一模多穴與多灌點的產品對於充填不平衡的現象能充分預測,AMI則無法達到預測的目的與成效。
❑MDX為新一代3D實體分析技術,完整呈現整體的塑料成形的過程與缺陷Sep. 3 2008Sep. 3 2008軟體模組比較AMI AMA eXplorer eDesign 3Solid /Shell Moldex3D-Solid/Shell 優化設計方案-3D 實體分析技術,適合精密性零組件或研究型案例,內含多樣高階網格建構方式、支援多項高階分析項目如變模溫分析技術…等。
Moldex3D-eDesign 塑膠模具設計3D 快速實體分析架構,適合中小型產品分析。
Moldex3D-eXpoler 塑膠零件設計完全整合於Pro-E ,不需要任何教育訓練。
2.5D 架構做計算,適合一般等厚、單穴數形狀不複雜的產品2.5D 架構做計算,不支援流道系統Sep. 3 2008自動網格技術_3D 流道、水路、模座科盛(Moldex3D)(AMI)1.Moldex3D 可提供自動產生流道形狀(支援圓形、梯形、方形、U 型、半圓型流道截面形狀)與扇形、板型、牛角型與特殊形狀澆口。
2.可自動產生水路與模座3.3D 網格客自動生成4.沒有最大網格數限制1.AMA 與AMI 無此自動化參數設計功能2.半自動生成網格,建議最佳網格數約300萬Sep. 3 2008充填較快充填較慢科盛(Moldex3D)(AMI)Moldex3D 可分析多模穴不平衡效果AMA/AMI 分析:無法模擬不平衡效果多模穴流動不平衡模擬Sep. 3 2008溫度剖面比較科盛(Moldex3D)(AMI)1.真實3D ,可完整呈現中心剖面溫度變化。