Siemens_RC操作(终结篇)
西门子S7-200系列PLC顺序控制指令

西门子S7-200系列PLC顺序控制指令挨次掌握指令是plc生产厂家为用户供应的可使功能图编程简洁化和规范化的指令。
表1 挨次掌握指令的形式及功能STL LAD功能操作对象LSCR bit挨次状态开头S(位)SCRT bit挨次状态转移S(位)SCRE挨次状态结束无CSCRE条件挨次状态结束无从上表中可以看出,挨次掌握指令的操作对象为顺控继电器S,也把S称为状态器,每一个S的位都表示功能图中的一种状态。
S的范围为:即S0.0~S31.7。
从LSCR指令开头到SCRE指令结束的全部指令组成一个挨次掌握继电器(SCR)段。
LSCR指令标记一个SCR段的开头,当该段的状态器置位时,允许该SCR段工作。
SCR段必需用SCRE指令结束。
当SCRT 指令的输入端有效时,一方面置位下一个SCR段的状态器S,以便使下一个SCR段工作;另一方面又同时使该段的状态器复位,使该段停止工作。
由此可以总结出每一个SCR程序段一般有三种功能:(1)驱动处理:即在该段状态器有效时,处理相应的工作;有时也可能不做任何工作;(2)指定转移条件和目标:即满意什么条件后状态转移到何处;(3)转移源自动复位功能:状态发生转移后,置位下一个状态的同时,自动复位原状态。
1、挨次掌握指令的应用液压动力滑台在自动机床中被广泛采纳,这里以液压动力滑台掌握为例来说明挨次功能图设计方法以及挨次掌握指令的使用方法。
液压动力滑台在实际工作时的运动过程一般是:快进——工进——快退。
其运动过程由快进、工进、快退三个电磁阀掌握,掌握系统PLC各I/O功能及地址安排如表2所示。
机床液压滑台掌握系统如图1所示。
表2 液压动力滑台掌握系统PLC I/O地址安排功能名称动作器件I/O地址说明启动按钮SB1I0.0启动滑台原点位置SQ1I0.1滑台在原点位置工进起点SQ2I0.2滑台运动到工进起点位置工进终点SQ3I0.3滑台运动到工进终点位置快进YV1Q0.0滑台快进工进YV1、YV2Q0.0、Q0.1滑台工进快退YV3Q0.2滑台快退初始化脉冲SM0.1将初始状态S0.1置位。
西门子PLC_基本指令简介
指令操作数
1)编号: 2)预设值PT: 3)使能输入(只对LAD和
FBD):
LD
I0.0
//使能输入 //通电延时定时 //延时时间为 //40ms
TON T35, +4
LD TONR
I0.0 T2, +10
// //有记忆通电 //延时时间累计 //为 1000ms
LD TOF
I0.0 T36, +3
LD A =
I0.0 I0.1 Q1.0
//装入常开触点 //与常开触点 //输出触点
LD A S
I0.0 I0.1 Q0.0, 1 个触点置 1
// // //将 Q0.0 开始的//1 //将 Q0.2 开始的//3
R
Q0.2, 3 个触点置 0
置位复位
4. 立即指令
(1)立即触点指令 (2)=I,立即输出指令 (3)SI,立即置位指令 (4)RI,立即复位指令
// //断电延时定时 //延时时间为 //30ms
图4.12
定时器特性
4.1.5 计数器指令
1. 概 述 2. 增计数器 3. 增减计数器 4. 减计数器 5. 应用举例
1. 概述
计数器用来累计输入脉冲的次数。计数
器也是由集成电路构成,是应用非常广 泛的编程元件,经常用来对产品进行计 数。 计数器指令有3种:增计数CTU、增减计 数CTUD和减计数CTD。 指令操作数有4方面:编号、预设值、脉 冲输入和复位输入。
图3.3 标准触点FBD例
(1)S,置位指令 将位存储区的指定位(位bit)开始的N个同类存储器位 置位。 用法: S bit, N 例: S Q0.0,1
SIEMENS数控系统编程指令详解.doc

SIEMENS数控系统编程指令详解第一章编程语言1.1 准备功能(G指令)一般用NC语言对单个操作步骤进行实际编程,只能代表一个NC程序中工作的一部分。
实际指令编程之前,应先对操作步骤进行计划和准备,对NC程序的结构和组织考虑的越周详,所产生的复杂程序就会越清晰、准确,而且生成的速度就会越快,越简便。
通常按如下编程步骤进行:根据图纸要求、指定加工方案;测量每一把刀具的长度及半径;确定工件零点坐标系的位置;计算出每把刀具的切削用量;编制加工零件程序;根据程序图形模拟,查看刀具运行轨迹;空运行,查看刀具运行轨迹;试切削、检验、优化加工程序。
每一个程序都有一个不同的名称叫程序名,编程时可以任意选择名称。
在编辑程序时首先要建立一个新程序名,然后才能编制加工程序。
建立新程序名时要注意以下几点:前一个符号必须是字母;其余符号可以是字母、数字几及下划线;程序名最多有24个字符;字符间不允许有分隔符。
SIEMENS 802D数控系统常用G代码:1.2.1 G00快速定位指令格式:G00 Xxx Yxx ZxxXxx Yxx Zxx ——直角坐标系中的终点坐标;编程示例(图1—1)Y)0 X图1—1N10 G00 G90 X0 Y0N20 G00 X200 Y200G00 指令的运动速度为机床的快速定位速度(机床允许的最大运动速度)G00的速度由机床参数设定。
G00快速移动功能不能用于工件切削加工,只能用于空行程进给,一般用于接近起始位置或换刀点、退刀等。
1.2.2 G01 直线插补指令格式:G01 Xxx Yxx Zxx FxxXxx Yxx Zxx ——直角坐标系中的终点坐标;Fxx ——进给率单位mm/min。
编程示例(图1—2)YX图1—2N10 G00 G90 X0 Y0N20 G01 X150 Y200 F300G01指令规定的进给速度可以由面板上的进给倍率开关进行修调,此功能一般用于工件切削,切削的进给速度由F值指定。
GSK988TA简明安装调试手册2017年4月第2版28定

本手册为最终用户收藏。
V
GSK988TA 车床数控系统 简明安装调试手册
I
GSK988TA 车床数控系统 简明安装调试手册
前言
尊敬的客户:
对您惠顾选用广州数控设备有限公司研发制造的GSK988TA车床数控系统产品,本 公司深感荣幸并深表感谢!
本 手 册 为 GSK988TA 车 床 数 控 系 统 之 简 明 安 装 调 试 手 册 。 本 手 册 简 明 介 绍 了 GSK988TA 车床数控系统安装调试事项。
1.5.1 IOR-04T、IOR-44T 输入插座 ............................................................................................................. 6 1.5.2 IOR-04T、IOR-44T 输出插座 ............................................................................................................. 5 1.5.3 IOR-44T 型号 I/O 单元 ........................................................................................................................ 5 1.5.4 I/O 单元的输入信号 ............................................................................................................................. 7 1.5.5 I/O 单元的输出信号 ............................................................................................................................. 7
西门子802s-c数控车床操作说明书

西门子802s/c系统操作篇锚机连接(页面较大,图片较多,请耐心等待)SINUMERIK 802S/C base line 操作面板NC 键盘区(左侧):机床控制面板区域(右侧):1.1屏幕划分符号说明屏幕中的缩略符分别具有如下含义:表1-1 符号说明表1-1 符号说明(续)开机和回参考点2操作步骤第一步,接通CNC 和机床电源。
系统引导以后进入“加工”操作区JOG 运行方式。
出现“回参考点”窗口。
3 参数设定在CNC 进行工作之前,必须通过参数的输入和修改对机床、刀具等进行调整:输入刀具参数及刀具补偿参数输入/修改零点偏置输入设定数据3.1输入刀具参数及刀具补偿参数—“参数”操作区功能刀具参数包括刀具几何参数、磨损量参数和刀具型号参数。
不同类型的刀具均有一个确定的参数数量。
每个刀具有一个刀具号(T 号)。
参见章节8.6“刀具和刀具补偿”。
参数设定软键选择接下去渐低的或渐高的刀沿号选择接下去渐低的或渐高的刀具号计算刀具长度补偿值用“扩展键”扩展软键功能所有的刀具补偿值复位为零建立一个新的刀沿,设立刀补参数。
新刀补建立到当前刀具上,并自动分配下一个刀沿号(D1-D9)。
在内存中最多可以建立30 个刀沿删除一个刀具所有刀沿的刀补参数建立一个新刀具的刀具补偿参数。
注意:最多可以建立15 个刀具。
打开一个对话窗口,显示设定的所有刀具号。
输入待搜索的刀具号,按“确认键”开始搜索。
刀具寻找到后打开刀具补偿窗口。
3.1.2刀具补偿参数刀具补偿分为刀具长度补偿和刀具半径补偿。
参数表结构因刀具类型不同而不同3.1。
3对刀确定刀具补偿值功能利用此功能可以计算刀具T 未知的几何长度前提条件换入该刀具。
在JOG 方式下移动该刀具,使刀尖到达一个已知坐标值的机床位置,这可能是一个已知位置的工件。
其坐标值可以分为两个部分:可存储的零点偏置和偏移值(Offset)过程偏移值登记到“偏移值”区域。
选择相应的零点偏置(比如:G54),没有零点偏置时选择G500。
操作手册(西门子系列)
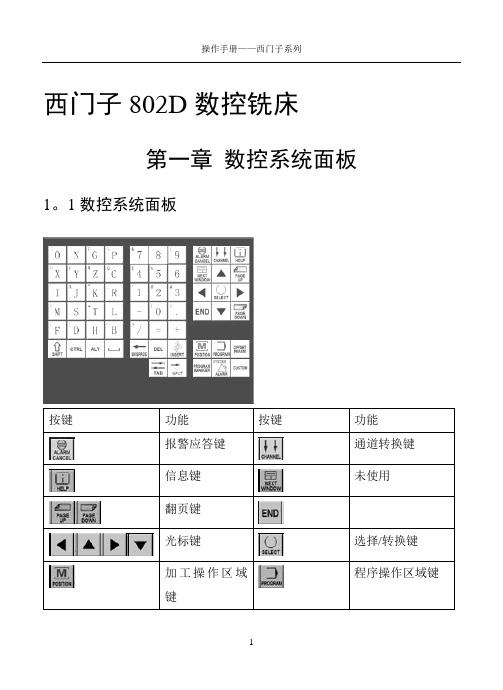
西门子802D数控铣床第一章数控系统面板1。
1数控系统面板按键功能按键功能报警应答键通道转换键信息键未使用翻页键光标键选择/转换键程序操作区域键加工操作区域键参数操作区域键程序管理操作区域键报警/系统操作区域键字母键上档键转换对应字符数字键上档键转换对应字符上档建控制键替换键空格键退格删除键删除键插入键制表键回车/输入键1.2机床控制面板按键功能按键功能增量选择键点动参考点自动方式单段手动数据输入主轴正转主轴翻转主轴停Z轴点动X轴点动Y轴点动快进键复位键数控停止数控启动急停键主轴速度修调进给速度修调1.3屏幕显示区显示屏右侧和下方的灰色方块为菜单软键,按下软键,可以进入软键左侧或上方对应的菜单。
有些菜单下有多级子菜单,当进入子菜单后,可以通过点击“返回”软键,返回上一级菜单。
第二章手动操作2.1返回参考点1.进入系统后,显示屏上方显示文字:0030:急停.点击急停键,使急停键抬起。
这时该行文字消失;2.按下机床控制面板上的点动键,再按下参考点键,这时显示屏上X、Y、Z坐标轴后出现空心圆(如下图);3.分别按下、、键,机床上的坐标轴移动回参考点,同时显示屏上坐标轴后的空心圆变为实心圆,参考点的坐标值变为0。
2。
2 JOG运行方式2。
2.1JOG运行1.按下机床控制面板上的点动键;2.选择进给速度;3.按下坐标轴方向键,机床在相应的轴上发生运动。
只要按住坐标轴键不放,机床就会以设定的速度连续移动。
2.2.2JOG进给速度选择使用机床控制面板上的进给速度修调旋钮选择进给速度:右键点击该旋钮,修调倍率递增;左键点击该旋钮,修调倍率递减.用右键每点击一下,增加5%;用左键每点击一下,修调倍率递减5%。
2。
2。
3快速移动先按下快进按键,然后再按坐标轴按键,则该轴将产生快速运动。
2.2.4增量进给1.按下机床控制面板上的“增量选择"按键,系统处于增量进给运行方式;2.设定增量倍率;3.按一下“+X”或“-X"按键,X轴将向正向或负向移动一个增量值;4.依同样方法,按下“+Y”、“-Y”、“+Z”、“—Z”按键,使Y、Z轴向正向或负向移动一个增量值;5.再按一次点动键可以去除步进增量方式。
Siemens 编程与操作手册说明书

2.4.7Tapping with compensating chuck - CYCLE840ProgrammingCYCLE840 (RTP, RFP, SDIS, DP, DPR, DTB, SDR, SDAC, ENC, MPIT, PIT, AXN) ParametersParameter Data type DescriptionRTP REAL Retraction plane (absolute)RFP REAL Reference plane (absolute)SDIS REAL Safety clearance (enter without sign)DP REAL Final drilling depth (absolute)DPR REAL Final drilling depth relative to the reference plane (enter withoutsign)DTB REAL Dwell time at thread depth (chip breakage)SDR INT Direction of rotation for retractionValues: 0 (automatic direction reversal), 3 or 4 (for M3 or M4) SDAC INT Direction of rotation after end of cycleValues: 3, 4 or 5 (for M3, M4 or M5)ENC INT Tapping with/without encoderValues: 0 = with encoder, 1 = without encoderMPIT REAL Thread lead as a thread size (signed):Range of values 3 (for M3) to 48 (for M48)PST REAL Thread lead as a value (signed)Range of values: 0.001 ... 2000.000 mmTool axisAXN INTValues1):1: 1st axis of the current plane2: 2nd axis of the current plane3: 3rd axis of the current plane1)The definition of the 1st, 2nd, and 3rd axes depends upon the current plane selected. FunctionThe tool drills at the programmed spindle speed and feedrate to the entered final threaddepth.This cycle is used to program tapping with the compensating chuck:●Without encoder●With encoder.SequenceTapping with compensating chuck without encoderPosition reached prior to cycle start:The drilling position is the position in the two axes of the selected plane.The cycle creates the following sequence of motions:●Approach of the reference plane brought forward by the safety clearance by using G0●Tapping to the final drilling depth●Dwell time at tapping depth (parameter DTB)●Retraction to the reference plane brought forward by the safety clearance●Retraction to the retraction plane with G0Sequence of operationsTapping with compensating chuck with encoderPosition reached prior to cycle start:The drilling position is the position in the two axes of the selected plane.The cycle creates the following sequence of motions:●Approach of the reference plane brought forward by the safety clearance by using G0●Tapping to the final drilling depth●Dwell time at thread depth (parameter DTB)●Retraction to the reference plane brought forward by the safety clearance●Retraction to the retraction plane with G0Explanation of the parametersFor the parameters RTP, RFP, SDIS, DP, DPR, refer to Section "Drilling, centering -CYCLE81 (Page 122)".DTB (dwell time)The dwell time must be programmed in seconds.SDR (direction of rotation for retraction)SDR=0 must be set if the spindle direction is to reverse automatically.If the machine data is defined such that no encoder is set (in this case, machine dataMD30200 $MA_NUM_ENCS is 0), the parameter must be assigned the value 3 or 4 for thedirection of rotation; otherwise, alarm 61202 "No spindle direction programmed" is outputand the cycle is aborted.SDAC (direction of rotation)Because the cycle can also be called modally (see Section "Graphical cycle support in theprogram editor (Page 118)"), it requires a direction of rotation for tapping further threadedholes. This is programmed in parameter SDAC and corresponds to the direction of rotationprogrammed before the first call in the higher-level program. If SDR=0, the value assigned toSDAC has no meaning in the cycle and can be omitted in the parameterization.ENC (tapping)If tapping is to be performed without encoder although an encoder exists, parameter ENCmust be assigned value 1.If, however, no encoder is installed and the parameter is assigned the value 0, it is ignored inthe cycle.MPIT and PIT (thread lead as a thread size and as a value)The parameter for the lead is only relevant if tapping is performed with encoder. The cycle calculates the feedrate from the spindle speed and the lead.The value for the thread lead can be defined either as the thread size (for metric threads between M3 and M48 only) or as a value (distance from one thread turn to the next as a numerical value). Any parameters not required are omitted in the call or assigned the value zero.If the two lead parameters have conflicting values, alarm 61001 "Thread lead wrong" is generated by the cycle and cycle execution is aborted.NoteDepending on the settings in machine data MD30200 $MA_NUM_ENCS, the cycle selects whether tapping is to be performed with or without encoder.The direction of rotation for the spindle must be programmed with M3 or M4.In thread blocks with G63, the values of the feedrate override switch and spindle speed override switch are frozen to 100%.A longer compensating chuck is usually required for tapping without encoder.AXN (tool axis)The following figure presents the options for the drilling axes to be selected.With G17:●AXN=1; Corresponds to X●AXN=2; Corresponds to Y●AXN=3; Corresponds to ZUsing AXN (number of the drilling axis) to program the drilling axis enables the drilling axis tobe directly programmed.AXN=1 1st axis of the current planeAXN=2 2nd axis of the current planeAXN=3 3rd axis of the current planeFor example, to machine a hole in the G17 plane with Z axis, you program:G17AXN=3Programming example: Tapping without encoderIn this program, a thread is tapped without encoder at position X35 Y35 in the XY plane; thetapping axis is the Z axis. The parameters SDR and SDAC for the direction of rotation mustbe assigned; parameter ENC is assigned the value 1, the value for the depth is the absolutevalue. Lead parameter PIT can be omitted. A compensating chuck is used in machining.N10 G90 G0 T11 D1 S500 M3 ; Specification of technologyvaluesN20 G17 X35 Y35 Z60 ; Approach drilling positionN30 G1 F200 ; Setting the path feedrateN40 CYCLE840(20,0,3,-15,,1,3,4,1,6,,3) Cycle call, dwell time 1 s,direction of rotation forretraction M4, direction ofrotation after cycle M3, nosafety clearance, parameters MPITand PIT have been omittedN50 M02 ; End of programProgramming example: Tapping with encoderIn this program, a thread is tapped with encoder at position X35 Y35 in the XY plane. Thedrilling axis is the Z axis. The lead parameter must be defined, automatic reversal of thedirection of rotation is programmed. A compensating chuck is used in machining.N10 G90 G0 T11 D1 S500 M4 ; Specification of technologyvaluesN20 G17 X35 Y35 Z60 ; Approach drilling positionN30 CYCLE840(20,0,3,-15,,1,3,4,1,6,,3) ; Cycle call, without safetyclearance, with absolute depthspecificationN40 M02 ; End of program。
西门子802s-c数控车床操作说明书
西门子802s/c系统之阿布丰王创作操纵篇锚机连接(页面较大,图片较多,请耐心等待)SINUMERIK 802S/C base line 操纵面板NC 键盘区(左侧):机床控制面板区域(右侧):屏幕划分符号说明屏幕中的缩略符分别具有如下含义:表 1-1 符号说明表 1-1 符号说明(续)开机和回参考点 2操纵步调第一步,接通 CNC 和机床电源。
系统引导以后进入“加工”操纵区 JOG 运行方式。
出现“回参考点”窗口。
3 参数设定在 CNC 进行工作之前,必须通过参数的输入和修改对机床、刀具等进行调整:输入刀具参数及刀具抵偿参数输入/修改零点偏置输入设定数据输入刀具参数及刀具补偿参数—“参数”操纵区功能刀具参数包含刀具几何参数、磨损量参数和刀具型号参数。
分歧类型的刀具均有一个确定的参数数量。
每个刀具有一个刀具号(T 号)。
拜见章节8.6“刀具和刀具抵偿”。
参数设定软键选择接下去渐低的或渐高的刀沿号选择接下去渐低的或渐高的刀具号计算刀具长度抵偿值用“扩展键”扩展软键功能所有的刀具抵偿值复位为零建立一个新的刀沿,设立刀补参数。
新刀补建立到当前刀具上,并自动分配下一个刀沿号(D1-D9)。
在内存中最多可以建立 30 个刀沿删除一个刀具所有刀沿的刀补参数建立一个新刀具的刀具抵偿参数。
注意:最多可以建立 15 个刀具。
打开一个对话窗口,显示设定的所有刀具号。
输入待搜索的刀具号,按“确认键”开始搜索。
刀具寻找到后打开刀具抵偿窗口。
刀具抵偿分为刀具长度抵偿和刀具半径抵偿。
参数表结构因刀具类型分歧而分歧3.1。
3对刀确定刀具抵偿值功能利用此功能可以计算刀具 T 未知的几何长度前提条件换入该刀具。
在 JOG 方式下移动该刀具,使刀尖到达一个已知坐标值的机床位置,这可能是一个已知位置的工件。
其坐标值可以分为两个部分:可存储的零点偏置和偏移值(Offset)过程偏移值登记到“偏移值”区域。
选择相应的零点偏置(比方:G54),没有零点偏置时选择 G500。
西门子PLC指令教程 应用指令
第5章 应用指令知识
5.1 程序控制类指令 5.2 特殊指令
•第5章 应用指令
5.1 程序控制类指令
5.1.1 空操作 5.1.2 结束及暂停 5.1.3 看门狗 5.1.4 跳转 5.1.5 子程序指令 5.1.6 程序循环 5.1.7 顺序控制继电器 5.1.8 与ENO指令
//禁 止
•图5.10 中断调用程序
•第5章 应用指令
3. 中断程序 (1)构成 中断程序必须由三部分构成:中断程序标号、 中断程序指令和无条件返回指令。 (2)要求 (3)编制方法 (4)注意事项
返回本节
•第5章 应用指令
5.2.3 通信
通信指令包括: XMT,自由口发送指令 RCV,自由口接收指令 NETR,网络读指令 NETW,网络写指令 GPA,获取口地址指令
•表5.1 局部变量表例
•第5章 应用指令
LD CALL
I0.0
//装入常开触点
SBR_0,I0.2,VB20,VD30// //调用子程序SBR_0
//含有3个参数:
//分别为布尔、字节
//和双字型
•图5.5 带参数的子程序调用
返回本节
•第5章 应用指令
5.1.6 程序循环
1. 循环开始 2. 循环结束 3. 3. 程序实例
返回本章首页
•第5章 应用指令
5.1.1 空操作
NOP,空操作指令。使能输入有效时,执行空操作指 令。空操作指令不影响用户程序的执行,操作数N是标 号,是一个0~255的常数。 指令格式: NOP N 例: NOP 30 程序如下图5.1所示。
L D I0 .0 N O P 3 0
//使 能 输 入 //空 操 作 指 令 //标 号 为 3 0
西门子数控机床操作及编程

CYCLE94 ★
退刀槽(E型和F型)切削
LCYC94 ☆
CYCLE95 ★
毛坯切削
LCYC95 ☆
CYCLE97 ★
螺纹切削
☆
2、辅助功能指令:
M指令
功 能
程序格式及说明
M
辅助功能
用于进行开关操作,一个程序段最多可以有5个M功能。
M0
程序停止
用M0停止程序执行;按“启动”键加工继续执行。
LCYC95内孔固定循环编程例题: LJ2.MPF (主程序) N10 G90 G54 G94 N20 T6D1(内孔车刀) N30 M03 S500 N40 G00 X20 Z2 N50 _CNAME="AA1" R105=3.000 R106=0.100 R108=1.000 R109=7.000 R110=1.000 R111=100.000 R112=50.000 LCYC95 N60 G00 X20 Z2 N70 S1000 F80 N80 AA1 N90 G00 Z100 N100 X100 N110 T1D1 N120 S400 N130 G00 X52 Z2
西门子数控机床操作及编程
SIEMENS SINUMERIK 802S SINUMERIK 802C
第一节 SIEMENS系统功能简介 第二节 内、外圆加工固定循环 第三节 螺纹加工及其固定循环 第四节 子程序 第五节 参数编程与坐标系变换编程 第六节 SIEMENS系统及其车床的操作 思考与练习
G53 ﹡
9
取消零点偏置
G53;
G500
8
取消零点偏置
G500;
G54~G59★
零点偏置
G54;或G55;等
西门子 RC290 使用

西门子 RC290 使用
西门子 RC290 是一款电动汽车充电桩,以下是使用该充电
桩的详细步骤:
1. 检查充电桩的电源和连接线是否正常,确保充电桩的供
电正常。
2. 将电动汽车停在充电桩旁边,并确保车辆已关闭。
3. 打开充电桩的充电口盖,插入充电枪的连接头。
4. 确保充电枪连接头已牢固地插入充电口,并且没有松动。
5. 在充电桩上找到充电启动按钮,通常位于充电枪连接头
的附近。
6. 按下充电启动按钮,充电桩将开始供电给电动汽车。
7. 在充电过程中,可以通过充电桩上的显示屏或按钮来监
控充电状态和充电进度。
8. 一般情况下,充电桩会自动停止供电,当电动汽车的电
池充满或达到设定的充电时间时。
9. 充电完成后,按下充电桩上的停止按钮,断开充电枪连
接头和充电口。
10. 关闭充电桩的充电口盖,将充电枪放回原位。
以上是使用西门子 RC290 充电桩的详细步骤,根据实际情况可能会有些许差异,请根据充电桩的具体说明书进行操作。
西门子RC操作及基站维护手册

RC操作及网元巡视:1、开机打开机器后面的电源开关,打开显示器的开关,机器会自检启动。
2、UNIX登录机器启动1-2分钟后,会显示系统登录窗口:Welcome to omt 系统默认有两个用户1.root 密码: siemens2.rcsysadm 密码: wbt_0199(本地常规使用)进入SUN Solaris(UNIX) 系统,CDE 界面3、RC应用系统登录(OMT)及基站等设备的日常维护用rcsysadm 登录UNIX系统成功后,在屏幕处按住mouse右键,在弹出的菜单中选择“Tools > Terminal”,在弹出窗口输入命令启动 RC Session:omt-rcsysadm-/commonArea/home/rcsysadm> omclogin等待 RC GUI操作窗口出现会弹出对话框“please wait…”2分钟左右即可出现(1)等待该窗口上的图标由灰色变亮后,表示应用层已激活。
点击“N e t w o r k M a n a g m e n t”即可打开各B S C网元界面,阜阳目前有13各B S C,阜阳4个,颖上、太和、临泉、阜南各2个,界首1个。
O-L I N K对应在相应B S C图标的下方。
再点击某个B S C图标,即可打开该B S C下所带的每个基站图标,点击该基站图标即可打开该基站面板图标,上面有各模块及相应颜色,灰色不可用,绿色正常。
(2)如对应模块、网元出现红色、桔黄色、黄色为故障告警,分别为紧急、重要、次要告警。
可用鼠标点击该单元(模块或网元),点鼠标右键弹出列表,选择F a u l t M a n a g e m e n t选中,弹出列表,选则s e e A c t i v e A l a r m s…点击弹出页面,即可查看告警内容、时间等情况。
如想查看该单元历时告警情况,选择F a u l t M a n a g e m e n t选中,弹出列表,选则s e e C e a s e d A l a r m s…点击弹出对话框,选择所要查询的开始、结束时间(结束不选为默认当前时间),点击确认,等待30秒左右即可弹出一个页面,显示该单元历时告警记录,包含故障内容、故障起始、恢复时间等。
SIEMENS数控车铣床操作
数控车床的基本操作和编程数控车床是目前使用最广泛的数控机床之一。
数控车床主要用于加工轴类、盘类等回转体零件。
通过数控加工程序的运行,可自动完成内外圆柱面、圆锥面、成形表面、螺纹和端面等工序的切削加工,并能进行车槽、钻孔、扩孔、铰孔等工作。
车削中心可在一次装夹中完成更多的加工工序,提高加工精度和生产效率,特别适合于复杂形状回转类零件的加工。
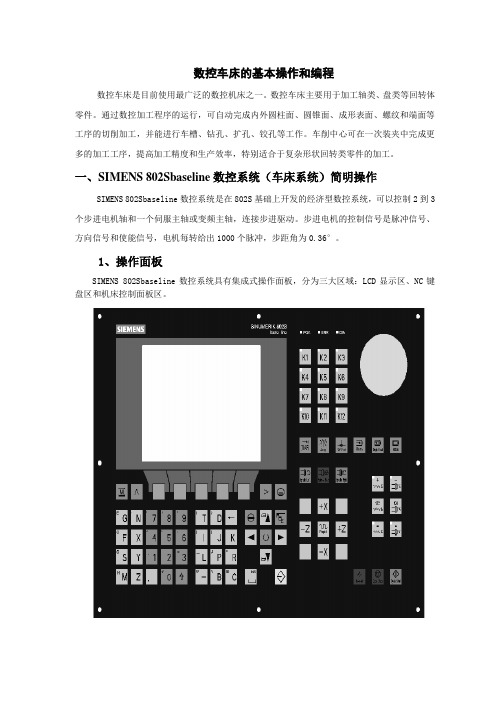
一、SIMENS 802Sbaseline数控系统(车床系统)简明操作SIMENS 802Sbaseline数控系统是在802S基础上开发的经济型数控系统,可以控制2到3个步进电机轴和一个伺服主轴或变频主轴,连接步进驱动。
步进电机的控制信号是脉冲信号、方向信号和使能信号,电机每转给出1000个脉冲,步距角为0.36°。
1、操作面板SIMENS 802Sbaseline数控系统具有集成式操作面板,分为三大区域:LCD显示区、NC键盘区和机床控制面板区。
2、数控键盘区数控键盘区按键功能3、机床控制面板区各按键功能说明:1.POK绿灯:电源上电,灯亮表示电源正常供电。
2.ERR红灯:系统故障。
3.DIA黄灯:显示不同的诊断状态。
4.急停开关5.K1~K12键(带LED):用户自定义键,用户可以编写PLC程序进行键的定义。
6.用户定义键:不带LED灯。
运行方式键:7.增量选择键:在JOG方式下,按此键可以进行增量方式的选择。
8.点动方式键:按此键切换到手动方式。
9.参考点方式键:在此方式下运行回参考点。
10.自动方式键:按此键切换到自动方式,按加工程序自动执行。
11.单段方式键:自动方式下复位后,按此键设定单段方式,程序按单段执行。
12.MDA方式键:此方式下,手动编写程序,然后自动执行。
主轴键:13.主轴正转键:按此键,主轴正方向旋转。
14.主轴停止键:按此键,主轴停止转动。
15.主轴反转键:按此键,主轴反方向旋转。
点动键:16.X轴点动正向键:手动方式下按此键,X轴在正方向点动。
西门子 RC290 使用
西门子 RC290 使用简介西门子 RC290 是一款高效能的冰箱,具备先进的冷藏技术和智能控制系统,为用户提供便捷的使用体验。
本文档将介绍西门子 RC290 的基本功能和使用方法,以帮助用户正确操作和充分利用该产品。
功能特点1.超大容量:西门子 RC290 设有超大的储存空间,适合存放各种食材和饮品。
2.快速冷却:该冰箱配备了强大的冷藏技术,能够迅速降低温度,保持食材的新鲜度。
3.智能控制:RC290 拥有智能控制系统,用户可以通过触摸屏轻松调整温度、湿度和其他设置。
4.节能环保:该产品采用节能设计,能有效减少能源消耗,降低对环境的影响。
使用指南1. 基本操作•打开冰箱门:轻推或拉动门把手,冰箱门会自动打开。
•调节温度:在触摸屏上找到温度调节选项,选择合适的温度设定。
•存放食材:将需要存放的食物和饮品放入冰箱内,在适当的区域进行分类存放。
•关闭冰箱门:轻轻推动冰箱门,确保它完全关闭。
2. 温度设定冰箱内设有多个区域,每个区域的温度可以单独调节。
按照以下步骤进行温度设定:1.打开触摸屏,找到温度调节选项。
2.选择要调节的区域,包括冷藏室和冷冻室。
3.使用上下调节按钮,调整所选区域的温度。
确认后,系统将开始调整和保持设定温度。
3. 湿度调节西门子 RC290 冰箱配备了湿度调节功能,可根据食材的不同需求进行调整。
遵循以下步骤进行湿度调节:1.打开触摸屏,找到湿度调节选项。
2.选择要调节的区域,通常是冷藏室。
3.使用上下调节按钮,调整所选区域的湿度。
确认后,系统将根据设定值自动调整湿度。
4. 清洁与维护为保持冰箱的良好运行状态和卫生,建议用户定期进行清洁和维护。
按照以下步骤进行清洁:1.断开电源:在进行任何清洁和维护操作之前,请确保冰箱断开电源。
2.清洁外表面:使用柔软的湿布和中性清洁剂轻轻擦拭冰箱外表面。
3.内部清洁:将食物和饮料取出,使用中性清洁剂和湿布清洁冰箱内部。
4.定期除霜:当冷冻室出现结冰时,使用除霜功能进行除霜。
西尔康变频门机RCF1调试手册

西尔康变频门机R C F1调试手册(总5页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--西尔康(SELCON)RCF1变频门机系统调整手册1、门机按钮及显示RCF1变频门机控制器利用按钮和显示可以对设备进行调节和设置参数,设备带有4位数显示,具有下列意义(自左到右)第一位数:参数类型选择第二位数:参数号第三和第四位数:参数值用8只按钮调整参数,其功能如下表:按钮功能+ - 1 和 2 参数类型选择:U=速度A=力矩I=位置- =操作模式/门系统参数||=输出类型指令/编码器输出信号类型参数值调正在“自学习模式”中,按住按钮 5 不放就能将门打开,在“手动模式”中,发出“开门”或“关门”指令2、参数设置模式转换到参数设置模式:同时按住 7 和 8。
从工作模式转到参数设置模式。
选择参数:按 1 和 2 选择参数类型,按 3 或 4 选择参数号选择参数值:按 5 或 6 可改变参数值。
存储已改的参数:按住 7 至少3秒,直至屏幕闪烁一次。
退出设置模式:同时按住 7 和 8,门机控制器返回到正常模式。
3、系统参数和操作类型表4、门位置参数5、力距参数6、速度参数根据门系统的调速度参数出厂设定调节范围意义整U0 10 2-25 .关门位置的理论速度U1 14 2-32 .门刀释放速度(离合器范围)U2 70 2-99 .开门高速速度U3 8 2-32 .开门接近速度U4 10 2-25 .开门位置的理论速度U5 50 2-75 .关门高速速度U6 6 2-32 .关门接近速度U7 25 2-49 .自学习运行期间的速度和无编码器运行时速度7、门速曲线调整图。
西门子标准循环的使用
西门子标准循环的使用西门子标准循环及全局用户数据作为压缩文件存于文档中。
使用时须解压缩并装载,具体操作步骤如下:1.标准循环及全局用户数据解压缩1.1 铣床标准循环解压缩服务-→连续启动-→读入调试文档--→循环文档--→在循环文档下选定CYCMILL.ARC→启动解压缩后,在程序→标准循环下会看到所有的循环。
或在服务-→数据管理→标准循环下会看到所有的循环。
1.2全局用户数据解压缩服务-→连续启动-→读入调试文档--→循环文档--→在循环文档下选定DEFINES.ARC→启动解压缩后,在服务→数据管理→定义下会看到GUD7、SMAC、GUD7_SC、SMAC_SC.2.装载标准循环及全局用户数据2.1全局用户数据装载服务-→数据管理→定义→GUD7 SMAC→激活服务-→数据管理→定义→GUD7_SC SMAC_SC→装载HD→NC2.2铣床标准循环装载服务-→数据管理→标准循环→选择需要运行的循环(CYCLE81,CYCLE82,CYCLE83,CYCLE85,CYCLE86,CYCLE87,CYCLE88,CYCLE89,HOLES1,HOLES2)→装载HD→NC→机床断点重新上电若调用的标准循环未装载则出现12550报警“标识符CYCLEXX无定义或不存在。
”正常情况下,经过以上2步操作就可以调用循环使用了。
在执行标准循环时若有“12550 标识符xx无定义或不存在。
”报警,应进行第3步操作:3.服务-→数据输出→NC_生效数据→初始化程序(INI)-->文档→启动在文档中生成INITIAL.ARC文件将生成的INITIAL.ARC文件解压缩服务-→连续启动→读入调试文档→选择INITIAL.ARC→启动若在执行到启动时提示“所标记的文件已经存在,覆盖吗?”选择“是,全部”经过第3步操作在参数→用户数据→通道用户数据中能够看到GUD7的全部定义变量。
若看不到GUD7的全部定义变量,将PCU50断电重新上电即可显示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
①Set BTS:NAME=BSS:13/BTSM:5/BTS:1,HOPP=FALSE; ②Lock CHAN:NAME=BSS:13/BTSM:5/BTS:1/TRX:11/CHAN:2; ③Delete CHAN:NAME=BSS:13/BTSM:5/BTS:1/TRX:11/CHAN:2,NOCRITICALCHECK=TRUE; ④Create
更新最新数据库
①Savedb BSC_DB:NAME=PROOT:0/GENERAL_SUM:0/RC_REGION_SUM:0/BSS_SUM:*/BSS_SW:0/BSC_DB:0; ②Uploaddb RC_TOOLS:RC:0/RC_TOOLS:0,BSSDN=BSS:*,MD=FORCED; ③Makecmdofdb
注:在载频 BCCH 上增加 SD 信道可省去关跳频操作。
四、增删相邻关糸
内部邻区
Create ADJC:NAME=BSS:03/BTSM:3/BTS:0/ADJC:23,TGTCELL=BSS:03/BTSM:18/BTS:1,RXLEVMIN=20,HOM=69,HOMSOF F=0,HOMDTIME=0,HOMDOFF=0,MICROCELL=FALSE,FHORLMO=6,TIMERFHO=12,PLNC=11,PPLNC=0,LEVONC=0,TINH BAKHO=30,TINHFAIHO=20,GSUP=TRUE,GTEMPOFF=1,GPENTIME=0,GRESOFF=0,GHCSTH=10,GHCSPC=3,FULHOC=FA LSE,FULRXLVMOFF=69,TRFHOM=67,BHOFOT=100,LEVHOM=69,QUALLEVHOM=65,USG=SI_2_5,NCGRESOFF=DB00,NC GTEMPOFF=DB00,NCGPENTIME=SEC000,NCC1THADJC=DB05,TRFHORXLVMOFF=6,EDLDERHOPWR=FALSE,EULDERHOPW R=FALSE,BARINSYSINF10=FALSE,DTMPL=0,DTMHOM=69;
Siemens_RC 操作九阴真经
②Create
TGTPTPPKF:NAME=BSS:03/TGTBTS:158/TGTPTPPKF:0,RACODE=1,RACOL=0,GRXLAMI=6,GMSTXPMAC=2,EDTMSUP= DISABLED,EEDGE=FALSE;
③Create
ADJC:NAME=BSS:03/BTSM:3/BTS:0/ADJC:24,TGTCELL=BSS:03//TGTBTS:158,RXLEVMIN=20,HOM=69,HOMSOFF= 0,HOMDTIME=0,HOMDOFF=0,MICROCELL=FALSE,FHORLMO=6,TIMERFHO=12,PLNC=11,PPLNC=0,LEVONC=0,TINHBA KHO=30,TINHFAIHO=20,GSUP=TRUE,GTEMPOFF=1,GPENTIME=0,GRESOFF=0,GHCSTH=10,GHCSPC=3,FULHOC=FALS E,FULRXLVMOFF=69,TRFHOM=67,BHOFOT=100,LEVHOM=69,QUALLEVHOM=65,USG=SI_2_5,NCGRESOFF=DB00,NCGT EMPOFF=DB00,NCGPENTIME=SEC000,NCC1THADJC=DB05,TRFHORXLVMOFF=6,EDLDERHOPWR=FALSE,EULDERHOPWR= FALSE,BARINSYSINF10=FALSE,DTMPL=0,DTMHOM=69;
②输出 BSC 的告警
Uploadfile BSS_SW:NAME=PROOT:0/GENERAL_SUM:0/RC_REGION_SUM:0/BSS_SUM:61/BSS_SW:0,SRCF="/LOG/SBS1.LOG",T GTDIR="file://ompRC2/commonArea/OMC/DATA/SBS_61/LOG/";
三、查看对应硬件
1、查看 TRX 对应的硬件
MML:Get TRX:NAME=BSS:55/BTSM:12/BTS:0/TRX:0, REQATTL=RELEQUIPOBJ;
Siemens_RC 操作九阴真经
2、查看 DUVSWRP 对应的 TRX
MML: Get DUVSWRP:NAME=BSS:41/BTSEP:20/RACKP:1/DUVSWRP:1, REQATTL=CELLNO&COMBMD&PASSBAND&RELFUNCOBJ&WDDUVSWR;
二、修改频点
1、查看小区的频点
Get BTS:NAME=BSS:54/BTSM:1/BTS:1,REQATTL=BCCHFREQ&CALLF01&CALLF02&CALLF03&CALLF04&CALLF05&CALLF0 6&CALLF07&CALLF08&CALLF09&CALLF10&CALLF11&CALLF12&CALLF13;
Siemens 话音常用操作
一、修改基站色码 BSIC
Siemens_RC 操作九阴真经
①Lock BTS:NAME=BSS:76/BTSM:7/BTS:0; ②Set BTS:NAME=BSS:76/BTSM:7/BTS:0,BSIC=1-5; ③Unlock BTS:NAME=BSS:76/BTSM:7/BTS:0;
Set ADJC:NAME=BSS:1/BTSM:0/BTS:2/ADJC:9,HOMSOFF=10,HOMDTIME=20,HOMDOFF=10,MICROCELL=TRUE,PPLNC=1 2;
快速切换
EFULHO=TRUE,THLEVFULHO=6,ALEVFULHO=2-1,TRFHOE=TRUE,TRFHOT=10
四、锁传输
①Lock PCMB:NAME=BSS:1/PCMB:16&40; ②Unlock PCMB:NAME=BSS:1/PCMB:16&40;
五、锁测 CU
①Lock CUP:NAME=BSS:38/BTSEP:17/RACKP:0/CUP:7; ②Perftest CUP:NAME=BSS:38/BTSEP:17/RACKP:1/CUP:7; ③Unlock CUP:NAME=BSS:38/BTSEP:17/RACKP:0/CUP:7;
六、小区级常见操作
①Shutdown BTS:NAME=BSS:36/BTSM:23/BTS:0; ②Lock BTS:NAME=BSS:36/BTSM:23/BTS:0; ③Unlock BTS:NAME=BSS:36/BTSM:23/BTS:0;
Set BTS:NAME=BSS:34/BTSM:1/BTS:2,CELLBARR=TRUE; Set BTS:NAME=BSS:3/BTSM:3/BTS:0,DTXUL=SHNFSHNH; Set BTS:NAME=BSS:20/BTSM:10/BTS:0,NSLOTST=11,MAXRETR=THREE;
MML:Set BTS:NAME=BSS:5/BTSM:18/BTS:0,HRACTAMRT1=4000;
· · · · · ·查看半速率(小区级参数) · · · · · ·设置半速率门限
六、开 Abis 半速率
①Get BTSM:NAME=BSS:46/BTSM:28; ②Set BTSM:NAME=BSS:46/BTSM:28,ABISHRACTTHR=60; · · · · · ·查看 Abis 半速率门限 · · · · · ·修改 Abis 半速率门限
Siemens 后台监控
一、查看小区信息(查看小区实时占用)
MML:Getinfo BTS:NAME=BSS:20/BTSM:72/BTS:0;
二、调整载频功率
1、查看载频功率等信息:
MML:Get TRX:NAME=BSS:50/BTSM:16/BTS:0/TRX:0;
2、调整载频功率:
MML:Set TRX:NAME=BSS:53/BTSM:14/BTS:0/TRX:*,PWRRED=4;
CHAN:NAME=BSS:13/BTSM:5/BTS:1/TRX:11/CHAN:2,CHTYPE=SDCCH,FHSYID=FHSY_0,MAIO=0,TSC=<NULL>,EXT MODE=FALSE,GDCH=<NULL>,CHPOOLTYP=<NULL>;
⑤Unlock CHAN:NAME=BSS:13/BTSM:5/BTS:1/TRX:11/CHAN:2; ⑥Set BTS:NAME=BSS:13/BTSM:5/BTS:1,HOPP=TRUE;
RC_TOOLS:RC:0/RC_TOOLS:0,SRCF="/export/local/OMC/DATA/SBS_*/BACKUP/DBFILE.DBA",TGTF="/export /yu/asc/bsc??-?.unx";
④unix2dos /export/yu/asc/bsc??-?.unx /export/yu/asc/bsc??-?.asc ⑤rm -f /export/yu/asc/bsc??-?.unx
Siemens_RC 操作九阴真经
Siemens_RC 操作命令(终结篇)
撰写人:杨 科
用户名:rcsysadm 密 码 :wbt_0199 脚本执行命令:omclogin -m cli
批处理命令
#!/export/local/OMC/SW/OMT/RUNNING/cliinoutloop.luc,NOCRITICALCHECK=TRUE;