制程检验记录表大全61
注塑部制程巡检记录表

注塑车间巡检记录表
6月份 日期 产品名称 操作人 检验时间
8:00-9:30 10:30-11:30 13:00-14:30 16:00-17:30 19:00-20:00 8:00-9:30 10:30-11:30 13:00-14:30 16:00-17:30 19:00-20:00 8:00-9:30 10:30-11:30 13:00-14:300 10:30-11:30 13:00-14:30 16:00-17:30 19:00-20:00
机台号: 飞边 收缩 色差 巡检项目 黑点 流痕 油污 缺料 破裂 其它 判定结果 处理措失 巡检人员 签名
品管人员必须每90分钟对全机台进行巡检,合格的在对应的方框里打√,不合格的打×,并签名确认,品管人员每天至少四次
模具制程检验记录表
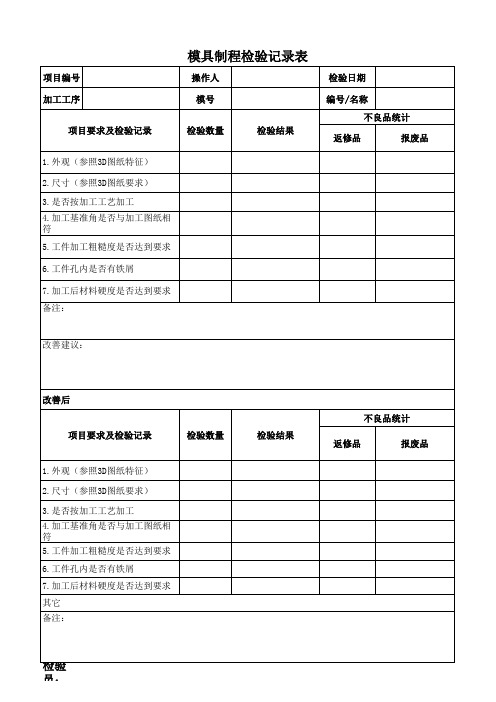
改善建议:
改善后 不良品统计 项目要求及检验记录 检验数量 检验结果 返修品 报废品
1.外观(参照3D图纸特征) 2.尺寸(参照3D图纸要求)工件加工粗糙度是否达到要求 6.工件孔内是否有铁屑 7.加工后材料硬度是否达到要求 其它 备注:
模具制程检验记录表
项目编号 加工工序 项目要求及检验记录 1.外观(参照3D图纸特征) 2.尺寸(参照3D图纸要求) 3.是否按加工工艺加工 4.加工基准角是否与加工图纸相 符 5.工件加工粗糙度是否达到要求 6.工件孔内是否有铁屑 7.加工后材料硬度是否达到要求 备注: 操作人 模号 检验数量 检验结果 检验日期 编号/名称 不良品统计 返修品 报废品
检验员:
审核:
首件检验记录表
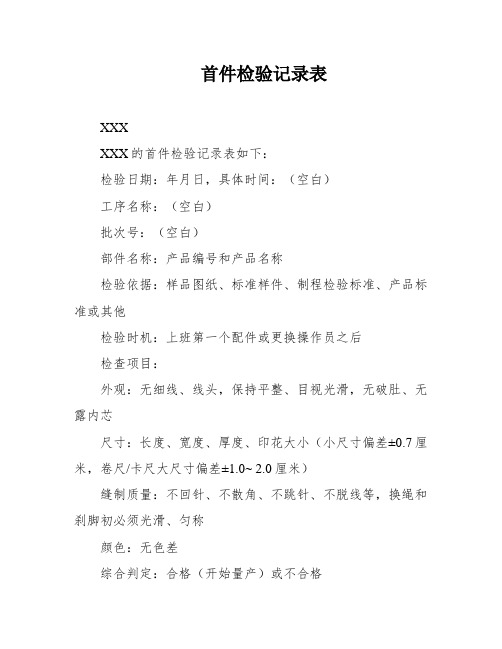
首件检验记录表
XXX
XXX的首件检验记录表如下:
检验日期:年月日,具体时间:(空白)
工序名称:(空白)
批次号:(空白)
部件名称:产品编号和产品名称
检验依据:样品图纸、标准样件、制程检验标准、产品标准或其他
检验时机:上班第一个配件或更换操作员之后
检查项目:
外观:无细线、线头,保持平整、目视光滑,无破肚、无露内芯
尺寸:长度、宽度、厚度、印花大小(小尺寸偏差±0.7厘米,卷尺/卡尺大尺寸偏差±1.0~ 2.0厘米)
缝制质量:不回针、不散角、不跳针、不脱线等,换绳和刹脚初必须光滑、匀称
颜色:无色差
综合判定:合格(开始量产)或不合格
检查标准、检查方式、检查结果描述和判定都需要填写。
如果发现不合格项,需要填写品质异常报告处理单并停止生产。
生产现场确认需要签名。
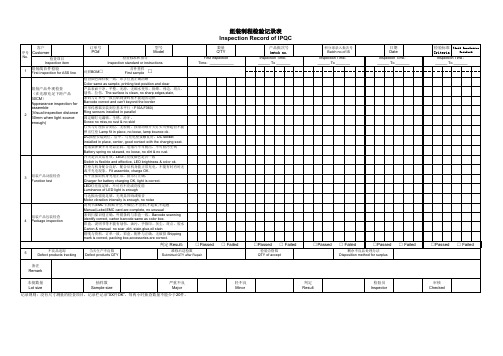
组装IPQC制程检验记录表模板
日期 Date
Inspection Time: ______ To _______
□Passed
□ Failed
□Passed
剩余不良品处理办法 Disposition method for surplus
□ Failed
本批数量 Lot size
抽样数 Sample size
严重不良 Major
记录规则:没有尺寸测量的检查项目,记录栏记录“XX件OK”,每两小时抽查数量不能少于20件。
轻不良 Minor
判定 Result
检验员 Inspector
检验标准 Tanda Inspection
Criteria
Criteria
Inspection Time: ______ To _______
□Passed □ Failed
审核 Checked
组装制程检验记录表 Inspection Record of IPQC
客户
序号 Customer
No.
检查项目
Inspection item
1 组装线首件检验 First inspection for ASS line
组装产品外观检查 (在光源充足下距产品 30CM) Appearance inspection for assemble 2 (Visual inspection distance 30mm when light source enough)
箱唛与资料、订单一致,彩盒、配件与正确,无破损 Shipping mark is correct, packing box,accessories are correct.
判定 Result:
□Passed □ Failed
燃气灶具制程巡检记录表

其它:
备注:每条生产线每2个小时巡检一次.巡检合格的打"√",不合格审核:
11.盖面板岗位逐台检查外观
12.整机试火时,能将点火不良或阀轴转动时有卡滞现象等不良挑出.
13.产品丝印无错印,模糊不清,及划伤等不良.
14.产品外观整洁,无明显外观不良,如凹痕,压印,刮花及喷涂不良现象.
15.铭牌、贴纸内容,及所贴的位置正确.
16.说明书贴纸编码,机身碥码及外箱编码三码一致.
17.合格证生产日期与外箱贴纸的生产日期一致.
产品型号/规格:批量:客户: 生产日期:
检验项目
巡检结果
备注
8:00-10:00
10:00-12:00
13:30--15:30
15:30-17:30
18:00--
1.检查各岗位使用的物料与所生产机型是否一致,是否存在用错物料现象.
2.产线所挂的装配工艺卡与所生产的产品一致.
3.上线的物料摆放及标识合理正确,产线的不良品有明确的标识.
4.生产员工严格按作业工艺卡/装配作业指导书作业,无违规操作现象.
5.关键岗位人员定员定岗无随意更换现象并持证上岗,并按要求作业.
6.接插线是否牢固,是否存在错插,漏插现像.
7.各组件组装牢固,不存在漏打螺钉或打滑牙现象.
8.阀与与气管组件安装后是否100%进行气密性检测
9.半成品试火岗位依标准作业测试,测试时均能将漏火,漏水,黄火,离焰,回火不良产品检出来.
制程检验记录表

料废数
生产数
合格数
报废数
返工数
不良数
制程检验记录表
编号:
产品名称
产品图号
作业员
班长
检验员
产品批号
工序名称
工序号
日期
Hale Waihona Puke 班次(白/中/晚)(1)
(2)
(3)
(4)
(5)
(6)
(7)
序
号
检验项目
检验方法
责任人
作业员
检验员
班长
时间
频次
异常记录:
填表说明:
1.第(1)、(2)、(3)、(4)栏内容由作业员按照作业指导书自检项目及要求填写
2.作业员、班长、检验员将检验结果记录与对应栏目内,作业员每小时记录一次,班长、检验员每2小时记录一次
3.加工过程中出现异常状况,均记录于“异常记录”栏,对出现不良至上次检验合格的产品进行全检,结果记录于异常栏
4.有数据要求,用量具检测的检查项目,需填写测量数据,用检具、目视等手段检测的项目,合格的填写“√”,不合格的填写“х”
5.作业员须作好当日产品的可追溯性记录
不良现象
不良原因
不良数
判定
当日生产状况
IPQC制程巡检记录表(注塑部)

IPQC制程巡检记录表
客户: MARY KAY订单号:部门:注塑部产品名称:生产日期:组别:抽样数量巡检结果
8:30-9:309:30-10:3010:30-11:30 11:30-12:30 14:00-15:00 15:00-16:00 16:00-17:00 17:00-18:0019:00--备注
检验项目
1.塑胶件颜色
2.塑胶件外观
3.塑胶件结构
4.透明件的透光度
5.塑胶件尺寸
处理措施
判定
说明1.此表应如实,按时,具体检查项目。
判定合格记OK 不合格 NG
2.巡检不合格时, QC组长必须给出有效的处理措施。
并对处理结果进行确认。
3.样品必须从不同员工的半成品中随机、分散地抽取
4.必须要根据 MK签名认可的标准样和 Spec来核对和检测
5.抽样方案依普通二级抽样方法进行 CRI=0 ,MAJ=1.0 ,MIN=2.5 抽样 20PCS(1.0: 收0退1 2.5: 收1退2)抽样 32PCS(1.0: 收1退2 2.5: 收2退3)抽样 50PCS(1.0:收1退2 2.5: 收3退4)抽样 80PCS(1.0: 收2退3 2.5: 收5退6)抽样 125PCS(1.0: 收3退4 2.5: 收7退8)抽样 200PCS(1.0: 收5退6 2.5: 收10退11)
6.必须结合《制程 QC检验标准》检查产品
QC签名 / 日期:审核/日期:批准/日期:。
各工序制程巡检记录表
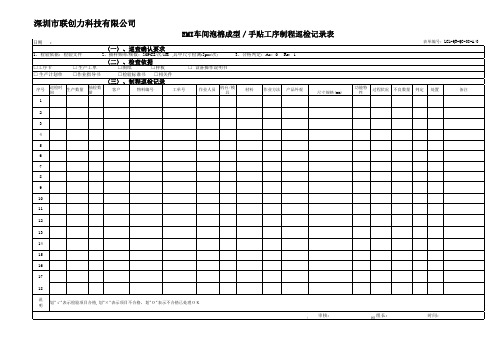
EMI车间泡棉成型/手贴工序制程巡检记录表
日期 :
〈一〉、巡查确认要求
1、检验依据:检验文件
2、抽样频率/频数:20PCS/次/1H ,其中尺寸检测:5pcs/次;
3、合格判定:Ac:0 Re:1
〈二〉、检查依据
□工序卡
□ 生产工单
□图纸
□样板
□ 设备操作说明书
□ 生产计划单 □作业指导书
1工序卡生产工单图纸样板生产计划单作业指导书检验标准书相关件机台模具工艺参数尺寸规格mm划表示检验项目合格划表示项目不合格划o表示不合格已处理ok深圳市联创力科技有限公司过胶工序制程巡检记录表日期一巡查确认要求二检查依据三制程巡检记录序号巡检时间生产数量抽检数量客户物料编号工单号作业人员材料作业方法产品外观功能特性过程状况不良数量判定处置备注101112131415161718审核
9
10 பைடு நூலகம்1
12
13
14
15 16
17
18
说 明
划"√"表示检验项目合格,划"×"表示项目不合格,划"O"表示不合格已处理OK
审 审核:
组
组长:
时间:
□检验标准书 □相关件
〈三〉、制程巡检记录
序号
巡检时 间
生产数量
抽检数 量
客户
物料编号
工单号
作业人员
机台/模 具
材料
作业方法 产品外观
尺寸规格(mm)
功能特 性
过程状况
不良数量
表单编号:LCL-QR-QC-08-A/0
判定 处置
备注
1
2
3 4 5 6 7 8
IPQC制程巡检记录表

巡查结果
8:00—10:00 10:00—12:10 14:00—15:30 15:30—17:50 18:30—
品质异常:
纠正预防措施:
IPQC:
审核:Biblioteka 日期:圣 德 里 照 明
IPQC制程巡检记录表
生产车间: 产品类型 : 巡检标准: 合格 √ 不合格(原因) 生产日期:
巡查项目
1.检查生产线是否按BOM表生产首样、首件,然后对首样生产. 2.生产员工是否按作业、装配指导书作业,动作方式是否正确,工具等是 否正确,工艺流程是否标准. 3.装配过程使用物料规格是否正确,有无漏装配件等. 4.物料标示、摆放是否正确、是否合理. 5.灯具产品内有无螺丝、垫片、杂物等未清理干净,产品是否干净标准. 6.产品包装、标识、配件是否正确. 7.附带配件(水晶类、五金类、亚克力类 等)是否正确与BOM表是否相 符,是否符合安规要求. 8.所有产品来料有无不良现象如:尺寸、划痕、掉漆、变形、变色、色差. 9.半成品功能老化测试(电流、电压、功率、亮灯、安装)有无异常. 10.工作台、货架等应保持无灰尘、无油污. 11.没有使用的工具是否归类于工具箱内,没有使用类料是否清理. 12.修理品、不良品应放置在生产线外并作好标识.
工厂制程首件记录表

页数:1/1
日期:
生产批号:
班 别:
□白班 □中班 □夜班
□首件 □尾件
原资材信息
品名
磁芯罩
品番
600Y-022
□ 设计变更
名称
规格
批号
模穴数
1*4
图号
□ 开机首件
实物状况
判定
□ 更换材料/颜色
OK NG
□ 异常改善后首件
OK NG
尺寸检验
外观检验
穴号
2#
3#
4#
5#
6#
7#
8#
判定
检查标准
判定
OK
调机员:
尾件检验结果
பைடு நூலகம்
□合格 □不合格
审核:
FM-QA-008-A1
NG
OK
NG
1.A面不允许有浮纤,
OK
NG
OK OK
NG NG
2.B面不允许有飞边,拉伤等不良缺 陷;
OK
NG
OK
NG
OK
NG
3.装配孔整圈不能有毛边。
OK
NG
OK
NG
OK
NG
4.产品不能有缺胶;
OK
NG
5.结构及其余问题。
OK
NG
首件检验结果
检验员:
□合格,可生产 □条件接收
□不合格,改善后再送首件 □不能生产,立刻停机
机台号:
类别
□成型 □组装
客户
裕罗
模号
JG190208
检验项目
标准要求
颜色
材质
检查标准 1#
38+0/-0.2 37.9+0/-0.3
连接器制程初件检验记录表

明
第
位,
并继续执行巡回检验.
ቤተ መጻሕፍቲ ባይዱ
一
②.SPEC:
位 ③.SPEC: ④.SPEC:
每日初件
OK OK
OK
NG
CHK: CHK: CHK: CHK:
每批初件
版本:
REV: 检验记录
NG
N/A; HI-
NG
POT测试:
N/A; 线位:
调机初件
换模初件
ECN:
NG
N/A
NG
N/A;
13.折线 方14式.包:装: □检O验K结
果 □BA:不合合格, 继续生产; 格□,C立:条即件停 认可,可以
连接器制程初件检验记录
申 线别 生产机种
请
白班 生产工令
夜班 送检时间
批量
样品数
线长
日期 申请人
单 物料
料号 位 初件类
1. 蓝别图 客2. 户DW料G NO.
1. 外观 (2目. 导视通): 测3. 试HI-: P4.O喷T测印试 内5.外容模: 镶 块6.标内签 检 (LABEL) 78.. 线材插: 入9. 力 保 验 持10力. 拔 出11力. 塞 K12E. Y尺(M寸/ 量测 单 ①.SPEC:
□D:特采使用.NO:
□N/A
备注: QC 收件时间:
核定
IPQC
填 (一). 凡制造单位于每批产品之初件产出后30分钟内由制造单位人员填写本表单与样品(5PCS)随同
表 送验, 经IPQC人员判定, 品管主管核准合格方可生产(含每日/换线在内).
说 (二). 本表填写一式两份, 经IPQC人员判定OK后, 正本白联由IPQC自存, 副本蓝联连同样品转制造单
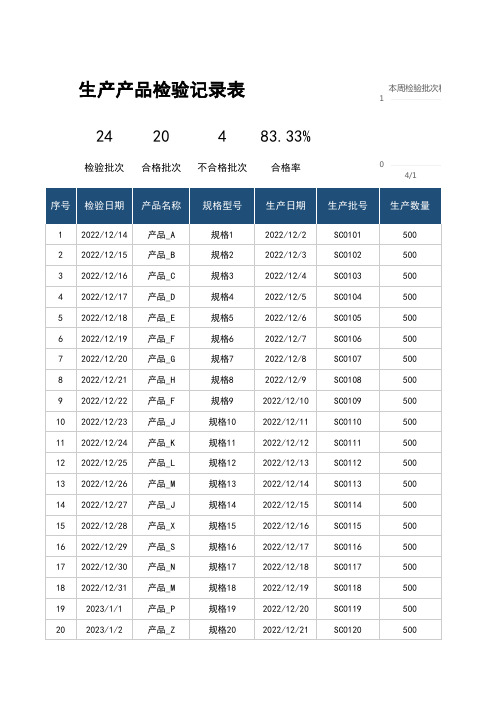
生产产品检验记录表
规格14
2022/12/15
SC0114
500
15 2022/12/28 产品_X
规格15
2022/12/16
SC0115
500
16 2022/12/29 产品_S
规格16
2022/12/17
SC0116
500
17 2022/12/30 产品_N
规格17
2022/12/18
SC0117
500
18 2022/12/31 产品_M
规格22
2022/12/23
SC0122
500
23 2023/1/5
产品_B
规格23
2022/12/24
SC0123
500
24 2023/1/6
产品_V
规格24
2022/12/25
SC0124
500
本周检验批次和合格批次
检验批次 合格批次
4/2
4/3
检验数量
50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50
2022/12/3
SC0102
500
3 2022/12/16 产品_C
规格3
2022/12/4
SC0103
500
4 2022/12/17 产品_D
规格4
2022/12/5
SC0104
500
5 2022/12/18 产品_E
规格5
2022/12/6
SC0105
500
6 2022/12/19 产品_F
规格6
生产产品检验记录表
本周检验批次和合格批次 1
制程检验记录表

8
塌坑
A面允许有深度小于1mm,∮≤3mm的塌坑1个
B、C面不允许有明显塌坑2个
D面:不影响正常使用
同一类
9
断裂
在不影响使用的内表面允许有局部撕裂现象
同一类
10
划伤
A面:直经100mm内允许有0.1*5mm划伤1个;0.2*3mm2个两点间距45mm,同一表面上总数不得大于2个
B面:在直径100mm内允许有0.2*6mm2个;0.2*3mm3个,距离大于45mm ;同一表面上总数不得大于3个
C面:在正常的产品操作中不可见的表面。如:产品底面
D面:指产品结构的非外露面。如:产品的内表面及内表面的结构件
说明:
1.接受的水平是基于表面工艺和表面分类的基础上的。这种标准应用于每个独立的表面上。当缺陷位于产品的LOGO、产品名称或图标的40mm内时,应重新审核决定此是否达到了影响标识、产品名称或图标的程度。
C面:允许有不明显气丝
D面:不影响正常使用
不做具体要求(但必须是经喷涂可以覆盖)
5
白印
A面:不允许有白印;
B、C面允许有不明显的白印
不做具体要求(但必须是经喷涂可以覆盖)
6
熔接缝
长度不超过料流方向的1/3,深度不挂指甲为准
长度不超过料流方向的1/3,深度不挂指甲为准
7
滋边(毛边)
通风孔及透孔不允许有毛刺,凡分型面处允许有厚度小于0.3mm的滋边不影响使用。
C:面:无明显影响
D面:不影响正常使用
不允许有喷涂盖不上的划伤
11
油丝
允许在不明显油丝
不做具体要求(但必须是经喷泉涂可以覆盖)
12
拉毛
外露面不允有明显的拉毛