TS16949:2009-SPC统计过程控制培训教材(第二版)
统计过程控制SPC第二版

例如,原材料的质量不符合规定要求;机 器设备带病运转;操作者违反操作规程; 测量工具带系统性误差,等等。由于这些 原因引起的质量波动大小和作用方向一般 具有一定的周期性或倾向性,因此比较容 易查明,容易预防和消除。又由于异常波 动对质量特性值的影响较大,因此,一般 说来在生产过程中是不允许存在的。
是
否
np或p图 p图
关心的是 单位零件缺陷数吗?
是
样本容量 是否恒定?
是
否
C或U图 U图
二、控制图
计量型控制图
二、控制图 计数型控制图
二、控制图 4、控制图应用的二个阶段
从生产过程中,定期抽取样本,测量各样 本的质量特性值,然后将测得的数据加以 统计分析,判断过程是否处于稳定受控状 态,从中发现过程异常原因(特殊原因), 从而及时采取有效对策,使过程恢复到正 常稳定受控状态。
预防与检测
检测——容忍浪费
在生产部门,通过检查最终产品并剔除不合格产品。不合格的总是不合格。 在管理部门,经常靠检查或重新检查工作来找出错误 这实质上是“死后验尸”,造成时间和材料等的浪费
计数型:通常是指不用仪器即可测出的数 据。计件如不合格件数;计点如PCB上的 漏焊数、溢胶数等
计量型 计数型
计件型 计点型
二、控制图 2、控制图的构成
18 17 16 15 14 13 12 11 10
9 8 7 6 5
1
2
3
4
点落在该区间的概率为99.7%
5
6
7
8
9
+3
Average
-3
10
二、控制图
▪ ……
二、控制图
计数型控制图
不良率控制图(P图) 不良品数控制图(Pn图) 缺陷数控制图(C图) 单位缺陷数控制图(U图)
SPC培训教材(第二版)

统计预测
检验+SPC
全面质量管理 20世纪60年代以来
系统保证
SPC、TQM 6Sigma…
在品质管理发展过程中,SPC 是品质保障的重要工具!
6
客户及标准体系对SPC应用要求
客户要求
-全球产业链之中,供应商必须采用SPC控制其制程; -要求供应商提供过程数据和过程能力;
体系标准要求
-ISO9000、TS16949、QS-9000认证的关键部分; -减少过程不稳定,提高产品质量;
过程品质改进需要
-解决品质顽症,促使工作流的改进; -适应新的生产节拍;
7
工厂SPC应用现状分析
行业内企业普遍面临的问题
管理水平和人员素质跟不上企业发展的要求,工艺和质量的管 控水平不足,影响企业生产高端产品的能力。
外部市场的竞争以及客户对质量提出了更高的要求。 劳动力、生产资源成本不断攀升,降低生产和质量成本成为企
「ISO9000」要求为客戶提供合格的产品,只有稳定而一贯的「过程」与 「系统」,才能保证长期做出合格的产品。然而,如何检核此一贯「过程」 与「系统」仍然稳定的存在?这必须仰赖SPC来发挥功能。
5
质量管理与SPC的关系
质量检验 19世纪末—20世纪30年代
人来保证
事后把关
统计质量控制 20世纪40-50年代
---改变操作 如:培训操作人员、变换输入材料等; ---改变设计 如:设备、沟通方式和相互关系、过程整体设计等; 对输出采取措施:探测并纠正不符合规范的产品,而没有处理过程中根本问 题,可能会持续的对产品进行100%挑选、返工等,直到过程改善了。
2
课程大纲
• 第1章 持续改进和统计过程控制 • 第2章 控制图
SPC-2
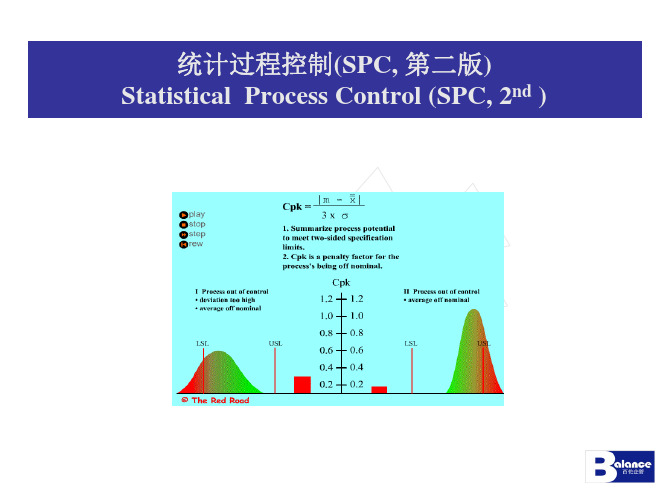
Table of Contents/目录
Section 1: Introduction/引言
1) 2) 3) 4) 5) History of Quality Management /质量管理发展的阶段 Statistical Technology of Quality Management /质量管理中的统计技术 QMS Requirements to Statistical Technology / 各质量体系对统计技术的要求 History of SPC/ SPC的发展 SPC&SQC/ SPC与SQC
Section 1: Introduction/引言
将相似工序同类分布的产品质量特征值数据,通过数学方法变换程 同一分布,从而可以累积起来称为大样本进行处理。主要有:通用 图法、相对公差法及美军固定样本容量法。
– 选控控制图(Cause-Selecting Control Chart):前述控制图都是全 控图,及对所有异因都加以控制。而选控图是选择部分异因加以 控制,它由我国张公绪教授1980年提出。它对统计诊断理论起到 重要的作用。 – 彩虹图 – 多元控制图:1947年侯铁林(H. Hotelling)提出多元T2图控制 图,从此开辟了多元质量控制的时代。
– – Measurement of Two sided Spec (bilateral) /双边公差的指数 Measurement of One Side Tolerance /单边公差的指数
Section 4 : Control Chart/控制图概述
1) 2) Control Chart Theory/ 控制图的原理 Benefits of Control Charts /控制图的作用
质量工具SPC培训

调试
照明 温度 清洁度
指导书 测量系统 预防性维修
人机工程
环境
方法
纠正措施
波动
波动
• 正常波动:
• 由普通(偶然)原因造成的。 • 正常波动引起工序质量微小变化,难以查明或难以消除。 • 它不能被操作工人控制,只能由技术、管理人员控制在公差范围内。 • 只存在正常波动的过程是“稳定”的,其输出是可预测的。
证的目的 • SPC 强调全程的预防控制
SPC 是什么?
• SPC是一种检测变差的一种工具 • 它能及时识别问题 • “SPC就像房屋中的烟雾探测器:只要这种装置备有电池,并且被正确安置
以及旁边有人监听,那么它就可以提前发出警报使你有足够时间阻止房屋起 火”
——《6 Sigma管理法 追求卓越的阶梯》 • 有助于: ✓增强产品一致性 ✓改进产品质量 ✓减少废品和返工
• 异常波动:
• 由特殊(异常)原因造成的。 • 异常波动造成的波动较大,容易发现。 • 应该由操作人员发现并纠正。 • 存在异常波动的过程是“不稳定”的,其输出是不可预测的。
变差类型
• 特殊原因:在特定时间或地点发生 了不同的事件
• 普通原因:在过程中总是有某种程度的 存在
变差类型
• 普通原因:
• 在过程中总是有某种程度的存在,系统固有。 • 引起工序质量微小变化,难以查明或难以消除。 • 它不能被操作工人控制,只能由技术、管理人员控制在公差范围内。 • 随时间提供稳定及重复的分布,其过程是“稳定”的,其输出是可预测的。 • 85%-90%的变差是普通原因。
• 特殊原因:
• 在特定时间或地点发生了不同的事件。 • 造成的波动较大,容易发现。 • 应该由操作人员发现并纠正。 • 局部、可能偶然或间断出现,不可预见,过程是“不稳定”的,其输出不可预
SPC培训教材
二、控制图基础
控制图定义 控制图的设计 控制图的分类 控制图的选用程序
控制图的定义
控制图是用于分析和控制过程质量的一种方法。控制图 是一种带有控制限的反映过程质量的记录图形。 控制图的要素: 纵轴代表产品质量特性值(或由质量特性值获得的某种统计 量); 横轴代表按时间顺序(自左至右)抽取的各个样本子组顺序 号。 图中有三条线: 中实线—中心线(CL); 上虚线—上控制界限(UCL); 下虚线—下控制界限(LCL)。
产品特殊特性举例:
长度、重量、几何特征 外观项目:如平整、清洁 材料相关的特性:如硬度、拉伸强度 性能参数:如焊接强度、附着力、力矩
12
过程特殊特性
过程特性
过程特性为与被识别产品特性具有因果关系的 过程变量(输入变量)。过程特性仅能在其发生时才 能测量出。核心小组应识别和控制其过程特性的变差 以最大限度减少产品变差。对于每一个产品特性,可 能有一个或更多的过程特性。在某些过程中,一个过 程特性可能影响数个产品特性。
18
SPC的目的
“SPC就像房屋中的烟雾探测器:只要这种装置备有电 池,并且被正确安置以及旁边有人监听,那么它就可 以提前发出警报使你有足够时间阻止房屋起火” ——《6 Sigma管理法 追求卓越的阶梯》
19
SPC的作用
1、确保制程持续稳定、可预测。 2、提高产品质量、生产能力、降低成本。 3、为制程分析提供依据。 4、区分变差的特殊原因和普通原因,作为采取局部措 施或对系统采取措施的指南。
目标值线
预测
时间 范围 目标值线 预测
如果存在变差的特殊 原因,随着时间的推 移,过程的输出不 稳定。 时间
范围
25
过程能力
受控且有能力符合规范 (普通原因造成的变差已减少)
[品质管理]统计过程控制(SPC第二版)(pdf 147页)
![[品质管理]统计过程控制(SPC第二版)(pdf 147页)](https://img.taocdn.com/s3/m/1f825630be1e650e52ea99f5.png)
可能作出不适当的决定。在手册中,假设该系统处于受控状态并且对数据的总变差没有大
的影响。为了更详细的了解这些内容 读者可参考AIAG出版的测量系统分析(MSA)手册。
统计过程控制(SPC 第二版)
来自中国最大的资料库下载
过程控制的需要
检测——容忍浪费 预防——避免浪费
第4页
第1节
本 书 所 述 的 基 本 统 计 方 法 包 括 与 统 计 过 程 控 制 及 过 程 能 力 分 析 有 关 的 方 法 。本 手 册 的 第 1章 阐 述 了 过 程 控 制 的 背 景 知 识 ,解 释 了 一 些 重 要 的 概 念 :如 变 差 的 特 殊 及 普 通 原 因 ,并 介 绍了控制图,这个用来分析及监控过程非常有效的工具。第Ⅱ章描述了构造和使用计量型 数 据 控 制 图 表 (定 量 的 数 据 , 或 测 量 )的 -X— R, -X— s图 , 中 位 数 图 以 及 X— MR(单 值 及 移 动 极 差 )图 。这 一 章 还 介 绍 了 过 程 能 力 的 概 念 并 讨 论 了 广 泛 应 用 的 指 数 及 比 值 。第 Ⅲ 章 介 绍 了 用于计数型数据(定性数据或计数值)的几种控制图:p图、np图及u 图。第Ⅳ 章介绍了测 量系统分析的内容并列举了适当的例子。附录包括分组及过度调整的例子,如何使用控制 图的流程图、常数及公式表、标准正态分布以及可复制的空白表等。术语索引给出了本手 册所使用的术语及符号的解释,参考文献一节向读者提供了进一步学习的材料。
1.过 程 所谓过程指的是共同工作以产生输出的供方、生产者、人、设备、输入材料、方法 和 环 境 以 及 使 用 输 出 的 顾 客 之 集 合 (见 图 1)。过 程 的 性 能 取 决 于 供 方 和 顾 客 之 间 的 沟 通 , 过程设计及实施的方式,以及运作和管理的方式等。过程控制系统的其他部分只有它们 在帮助整个系统保持良好的水平或提高整个过程的性能时才有用。 2. 有 关 性 能 的 信 息 通过分析过程输出可以获得许多与过程实际性能有关的信息。但是与性能有关的最 有 用 的 信 息 还 是 以 研 究 过 程 本 质 以 及 其 内 在 的 变 化 性 中 得 到 的 。 过 程 特 性 (如 温 度 、 循 环时间、进给速率、缺勤、周转时间、延迟以及中止的次数等、是我们关心的重点。我 们要确定这些特性的目标值,从而使过程操作的生产率最高,然后我们要监测我们与目 标值的距离是远还是近,如果得到信息并且正确地解释,就可以确定过程是在正常或非 正常的方式下运行。若有必要可采取适当的措施来校正过程或刚产生的输出。若需要采 取措施,就必须及时和准确,否则收集信息的努力就白费了。 3. 对 过 程 采 取 措 施 通 常 , 对 重 要 的 特 性 (过 程 或 输 出 )采 取 措 施 从 而 避 免 它 们 偏 离 目 标 值 太 远 是 很 经 济 的。这样能保持过程的稳定性并保持过程输出的变差在可接受的界限之内。采取的措施 包 括 改 变 操 作 (例 如 : 操 作 员 培 训 、 变 换 输 入 材 料 等 ), 或 者 改 变 过 程 本 身 更 基 本 的 因 素 (例 如 : 设 备 需 要 修 复 、 人 的 交 流 和 关 系 如 何 , 或 整 个 过 程 的 设 计 — — 也 许 应 改 变 车 间 的 温 度 或 湿 度 )。 应 监 测 采 取 措 施 后 的 效 果,如有必要还应进一步分析并采取措施。 4. 对输出采取措施 如果仅限于对输出检测并纠正不符合规范的产品,而没有分析过程中的根本原因, 常常是最不经济的。不幸的是如果目前的输出不能满足顾客的要求,可能有必要将所有 的产品进行分类报废不合格品或者返工。这种状态必然持续到对过程采取必要的校正措 施并验证,或持续到产品规范更改为止。 很显然,仅对输出进行检验并随之采取措施不能代替有效的过程管理。仅对输出采 取 措 施 只 可 作 为 不 稳 定 或 没 有 能 力 的 过 程 的 、 临 时 措 施 (见 第 5节 )。 因 此 , 下 面 的 讨 论 的重点将放在过程信息收集和分析上,这样可以对过程本身采取纠正措施。
统计过程控制(SPC)-培训教材

02
拉图(决定控制重点)
03
计检定
04
制图
05
样计划
06
异数分析/回归分析
过程控制系统
设备 材料 环境 成品
人员
绩效报告
过程中对策
过程中对策
方法
成品改善
过程控制系统 1. 过程: 过程是指人员、设备、材料、方法及环境的输入,经由一 定的整理程序而得到输出的结果,一般称之成品。成品经 观察、测量或测试可衡量其绩效。SPC所控制的过程必须符 合连续性原则。 2. 绩效报告: 从衡量成品得到有关过程绩效的资料,由此提供过程的控 制对策或改善成品。 3. 过程中对策: 是防患于未然的一种措施,用以预防制造出不合规格的成品。 4. 成品改善: 对已经制造出来的不良品加以选别,进行全数检查并返工/ 返修或报废。
控制图(平均值与全距) 1.公式: (1) 控制图 CL = UCL = + A2 LCL = - A2 (2) R 控制图 CL = UCL = D4 LCL = D3 2.实例: 某工厂制造一批紫铜管,应用 -R控制图来控制其内径,尺寸 单位为m/m,利用下页数据表之资料,求得其控制界限并绘图。 (n = 5)
R
X1
X2
X3
X4
X5
X1
X2
X3
X4
X5
1
50
50
49
52
51
50.4
3
14
53
48
47
52
51
50.2
6
2
47
53
53
45
50
49.6
8
15
53
48
49
51
SPC统计过程控制第二版PPT_讲义
控制图
质量特性分类
❖ 计量型:用各种计量仪器测出、以数值形 式表现的测量结果,包括用量仪和检测装 置测的零件直径、长度、形位误差等,也 包括在制造过程状态监控测得的切削力、 压力、温度、浓度等。
❖ 计数型:通常是指不用仪器即可测出的数 据。计件如不合格件数;计点如PCB上的 漏焊数、溢胶数等
样本容量
是否恒定?
是
否
np或p图 p图
关心的是 单位零件缺陷数吗?
是
样本容量 是否恒定?
是
否
C或U图 U图
计量型控制图
计数型控制图
IV. 控制图应用的二个阶段
❖ 分析阶段 ❖ 控制阶段
Process: (过程)有输入-输出的一系列 的活动;
Control: (控制)事物的发展和变化是 可预测的;
SPC的基本原理
▪ 波动无处不在 ▪ 正常波动和异常波动 ▪ 通过保持过程受控和稳态提高过程能力和品
质水平
2. 一定时间后检验控制图还是否适用; 3. 过程能力值有大的变化时。
V. 控制限的计算方法
x R控制图的控制限计算
1.计算各组样本统计量,如样本平均值、极差及总平均
值:
x x1 x2 x3 ...... xn n
R xmax xmin
Cp USL LSL (当USL、LSL都存在时)
6ˆ
Cr(或Cpr) 1(常以百分数表示) Cp
Cpu USL x(当USL存在时)
3ˆ
Cpl x LSL(当LSL存在时)
3ˆ
Cpk Min(USL x ,x LSL)
3ˆ
统计过程控制(SPC)—培训教材(第二版)

过程设计 和开发
产品和 过程确定
反馈、评定 和纠正措施
样件制作
试生产
批量生产
7、“过程分析(乌龟图)”在统计过程控制(SPC)中的运用: 过程分析(乌龟图)审核工作表
使用什么方式进行 ⑤
(材料/设备/装置)
填写机器(包括试验设备),材 料,计算机系统,过程中所使用
的软件等的详细说明
由谁进行? ⑥
(能力/技能/知识/培训)
2、统计过程控制(SPC)的定义: 使用诸如控制图等统计技术来分析制造过程或
其输出,以便采取适当的措施,为达到并保持统计 控制状态从而提高或改进制造过程能力。
3、 ISO/TS 16949:2002体系对 SPC 的要求:
ISO 9001:2000质量管理体系—要求 8 测量、分析和改进 8.1 总则
铸造不良情况检查表
项目 地点
日期 废品数 不良分类
欠铸 冷隔 小砂眼 粘砂 其他 合计
铸造质量不良 质检科
1月 2月
224 258
240 256
151 165
75
80
14
18
704 777
收集人 XXX 日期
记录人 XXX 班次
2000年1月-6月
3月 4月 5月
356 353 332
283 272 245
统计过程控制
Statistical Process Control (SPC)
一、统计过程控制(SPC)概述
1、统计过程控制(SPC)的概念: 指 Statistical Process Control (统计过
程控制)的英文简称。 S ( Statistical ) 统计 P ( Process ) 过程 C ( Control ) 控制
SPC手册第二版

I S O/T S16949:2002统计过程控制S P C(培训资料仅供参考)统计过程控制(S P C)参考手册第二版,2005年7月出版1992年版第二次印刷, 1995年3月印制 (仅新封面)?1992、?1995、?2005版权由戴姆勒克莱斯勒公司、福特汽车公司和通用汽车公司所有中文繁体版台湾地区总经销品士股份有限公司地址:台北市111忠诚路二段58号4楼电话:+886 2 2833 2112,传真:+886 2 2833 2119g.twtw中文简体版大陆地区总经销北京品士质量管理顾问有限公司地址:北京市海淀区知春路9号坤讯大厦1107室电话:+86 10 8232 2089 , +86 10 8232 7247传真:+86 10 8232 2070Email:info@AIAG服务专线:+1 248 358 3003第二版前言本参考手册是在美国质量协会(American Society for Quality,ASQ)及汽车工业行动集团(Automotive Industry Action Group, AIAG)支持下,由戴姆勒克莱斯勒、福特和通用汽车公司供应商质量要求特别工作组认可的统计过程控制(SPC)工作组所开发的。
负责第二版的工作小组准备是戴姆勒克莱斯勒公司、Delphi公司、福特汽车公司、通用汽车公司、Omnex公司和Robert Bosch公司的质量和供应商评定人员与汽车工业行动集团(AIAG)合作组成的。
特别工作组的任务是将在戴姆勒克莱斯勒、福特和通用汽车公司各自的供应商评定系统中使用的参考手册,报告格式和技术术语进行标准化处理。
据此,任何供应商可以利用本手册来建立与戴姆勒克莱斯勒、福特和通用汽车公司中任一个供应商评定系统要求相应的信息。
第二版编制了自1991年原有的手册出版后汽车工业行业SPC技术发展的需求和变动。
本手册是对统计过程控制的一种介绍。
它并不意图去限制适用某特定过程或商品的SPC方法的发展。
SPC2
2 有关的概率知识
表2––1 二项分布
随机变量 X=
0
1
出现的概率
合格品率 1-p
不合格品率 p
b)泊松分布π (λ ),例如:检查一个油漆零件,发现其缺陷数用c 表示,c可以是0,1,2……。用于单位产品上所发生缺陷数量。
表2––2 泊松分布
随机变量 X=c
0 1 2 3…
出现的概率
p0
P1
10
ISO/TS16949与SPC
• 7.2.2.2 组织制造可行性 • 7.3.6.3 产品批准过程 • 7.5.1.3 作业准备验证 • 7.6.1 测量系统分析 • 8.1.1 统计工具的确定 • 8.1.2 基础统计概念知识 • 8.2.2.2 制造过程审核 • 8.2.3.1 制造过程的监视和测量 • 8.5.1.2 制造过程的改进
μ ––– 均值
0<σ <∞
σ ––– 标准差
29
2 有关的概率知识
图2––3 正态分布图
特点:单峰、对称、宽度。
μ –––– 均值
σ 2–––– 方差
σ –––– 标准差 ±3σ –––– 常用来表示变差大小
30
2 有关的概率知识
表2––3 变量范围与正态分布概率值
变量范围 μ ±σ μ ±2σ μ ±3σ μ ±4σ μ ±5σ μ ±6σ
图2––2 分布图
28
2 有关的概率知识
c) 正态分布
正态分布:(GB/T 3358.1––93 2.33)一种连续概率分布,其概率密 度函数为:
f(x)=–√–2–1π––σ– e[- –12(–x–σ––μ–)2]
式中:
e=2.71828182845,自然数,无理数
SPC经典培训材料

三.增加了关于过程能力与性能的相关解释内容:
1. 单边公差的能力指数测量 2. 非正态分布和多变量分布的处理
四.增加了附录内容:
1. 抽样与自相关数据的评述 2. 关于特殊原因的一些评述等
4
第一章、概述
第一章、概述
1.2 SPC应用的前提 1.2.1 量规仪器的校准和有效管理 1.2.2 MSA(测量系统分析) 1.2.3 确定要进行SPC的关键控制点 1.2.4 确定关键控制点中产品特性或过程特
性的规格,包括公差要求 1.2.5 试生产阶段必须进行Ppk研究
9
第二章SPC意义、观念
1、SPC意义:Statistieal Process Control,即统计过程控制。 1.1 过程的变异
26
9、SPC的发展 质量控制发展的主要阶段
1 传统质量管理阶段
依靠检验剔除废品
2 手工统计管理阶段
依靠统计预防缺陷
3 全面质量管理阶段
组织管理统计 技术
4 认证与电脑统计阶段
利用数据分析 进行质量改进
计算机统计技术使手工分析的统计方法产生了飞跃
ISO 8258制定控制图标准 27
GB/T常规控制图
勇士:企业高层管理者中负责6西格玛实施的管理者。负责部署西格玛的实 施和全部支援工作。负责确定或选择6西格玛项目。跟踪或监督6西格玛的进 展。
大黑带:6西格玛实施技术总负责。协助勇士选择项目,制定实施计划和时 间框架表,向黑带提供6西格玛高级技术工具的支援,负责动员、协调、和 沟通。
黑带:来自企业的各个部门,经过6西格玛革新过程和工具的全面培训,熟 悉6西格玛革新过程,负责指导或领导改进项目。对绿带提供培训和指导。 专职从事黑带任期2年。1个黑带每年完成5-7个项目,成本节约约1百万。 绿带:经过培训,在自己的岗位上参与6西格玛项目的人员。 人员比例:每1000名员工 。。大黑带:1名 。。黑带:10名 。。绿带:50-70名
SPC统计过程控制最佳培训资料
因果图 (鱼骨图)
人員 熟練程度
班別
機器
原物料
送料
模具精度 料量 銅片不良
文化程度
成型條件
機台穩定性
水份含量
人工取活 方法
放置手法
濕度 環境
溫度 清潔度
变形?
▪直方图
▪了解数据分布规律 ▪判断过程稳定性 ▪定性评价过程能力
▪柏拉图
找出“重要的少数” 因为80%的问题由
20%的潜在原因引起
▪散布图
SPC统计过程控制
培训资料
SPC培训内容
1) SPC 的含义、概念…… 2) SPC 的由来及发展历程…… 3) SPC技术原理…… 4) SPC推行的目的、对象、意义…… 5) SPC的方式、运行前提…… 6) 企业为什么要选择SPC, SPC可为企业带来什么好处……
SPC其含义是什么?
Statistical :统计- 以概率统计学为基础,分 析数据、得出结论;
SPC问题分析:柏拉图(Pareto Chart)、散布图(Scatter Plot)、趋势图(Trend Chart)等
SPC指标参数: Cp、Cpk、Pp、PpK、Ppm、 Sigma水平、不良率、直通率等
SPC 是工具
X His togram
SPC 在工厂…
供应商 IQC
IPQC PQC FQC OQC
PQC
P/QM: Yield, Cpk,Ppk,ppm…
PE: 生產數, 不良 數, 不良項, 生產 相關資料
QA: 檢驗數, 不 良數, 不良項,抽 檢相關資料 (P,U,C,Xbar…)
厂商别、机台别、操作 员别、料号别、 批号别、工单别、班别
SPC管制图 (控制图)
统计过程控制SPC--培训

最常用,判断工序是否异常的效 适用于产品批量较大而
量
制图
果好,但计算工作量大
且稳定正常的工序。
值 中位数—极差
计算简便,但效果较差些,便于
控 制
控制图 两极控制图
L—S
现场使用
一张图可同时控制均值和方差, 计算简单,使用方便
图 单值—移动极 X—Rs 简便省事,并能及时判断工序是 因各种原因每次只能得
C (Control)控制: 事物的发展和变化保持 稳定
统计过程控制(SPC)定义:
是一种使用诸如控制图等统计技术来分析制造 过程,以便采取适当的措施,为达到并保持统计控 制状态从而提高制造过程能力的质量统控计过制程控制方SPC法--培训。
一、统计过程控制简介
起源与发展
休哈特博士在 贝尔实验室发 明了控制图
差控制图
否处于稳定状态。缺点是不易发 到一个数据或希望尽快
现工序分布中心的变化。
发现并消除异常原因
计 不合格品数控
pn
数
制图
值 不合格品率控
p
控
制图
制 缺陷数控制图
C
图 单位缺陷数控
U
制图
较常用,计算简单,操作工人易 于理解
计算量大,管理界限凹凸不平
样本容量相等 样本容量可以不等
较常用,计算简单,操作工人易 于理解,使用简便
——《6 Sigma管理法 追求卓越的阶梯》
统计过程控制SPC--培训
一、统计过程控制简介
统计过程控制(SPC):
Statistical Process Control 的英文简称
S (Statistical)统计: 以统计学的方法分 析数据
P (Process)过程: 有输入-输出的一系列的 活动
SPC培训教材

SPC培训教材引言SPC(StatisticalProcessControl,统计过程控制)是一种以统计方法为基础的过程控制技术。
它通过对生产过程中收集的数据进行分析,实现对过程稳定性和产品质量的有效监控和控制。
本教材旨在为读者提供SPC的基本概念、原理、方法和应用技巧,帮助读者掌握SPC的实施步骤和技巧,提高生产过程的质量管理水平。
第一章:SPC基本概念1.1质量管理的发展1.2SPC的定义和作用1.3SPC的基本原理1.4SPC与全面质量管理的关系第二章:SPC的基本工具2.1控制图2.1.1控制图的类型和用途2.1.2控制图的绘制方法2.1.3控制图的判读规则2.2直方图2.2.1直方图的绘制方法2.2.2直方图的分析和应用2.3过程能力指数2.3.1过程能力指数的定义和计算方法2.3.2过程能力指数的应用和分析第三章:SPC的实施步骤3.1数据收集和整理3.1.1数据的类型和来源3.1.2数据的收集方法3.1.3数据的整理和表示3.2控制图的绘制和应用3.2.1控制图的绘制步骤3.2.2控制图的判读和应用3.3过程分析和改进3.3.1过程分析的方法和工具3.3.2过程改进的策略和实施第四章:SPC的应用案例4.1制造业中的应用案例4.2服务行业中的应用案例4.3公共事业中的应用案例第五章:SPC的推广和持续改进5.1SPC的推广策略5.2SPC的培训和效果评估5.3SPC的持续改进和优化结论通过对本教材的学习,读者应该能够掌握SPC的基本概念、原理、方法和应用技巧。
然而,SPC的实施需要结合实际情况进行具体的分析和应用,因此读者需要在实践中不断探索和总结,不断提高自己的质量管理水平。
希望本教材能够为读者提供有用的指导和帮助,促进SPC在各个领域的应用和发展。
重点关注的细节:控制图的绘制和应用控制图是SPC(统计过程控制)中最重要的工具之一。
它通过图形化的方式,直观地展示了生产过程中的数据变化,帮助工作人员及时发现问题,采取相应的措施,从而实现对生产过程的有效控制。