2013折弯系数对照表
折弯精准计算公式及系数!
折弯精准计算公式及系数!
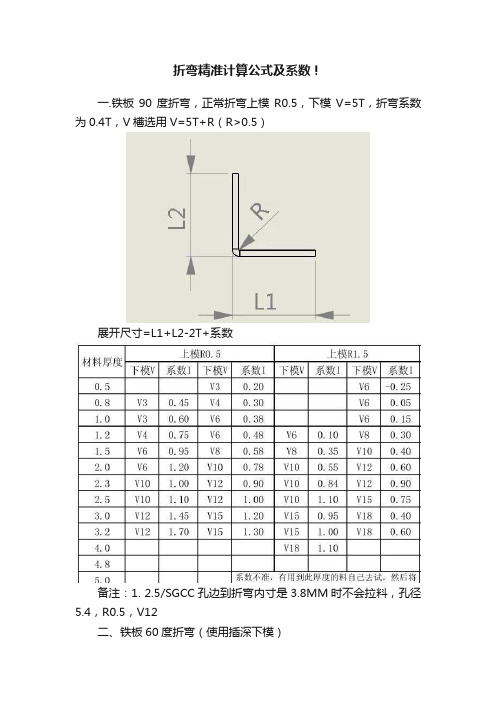
一.铁板90度折弯,正常折弯上模R0.5,下模V=5T,折弯系数为0.4T,V槽选用V=5T+R(R>0.5)
展开尺寸=L1+L2-2T+系数
备注:1. 2.5/SGCC孔边到折弯内寸是3.8MM时不会拉料,孔径
5.4,R0.5,V12
二、铁板60度折弯(使用插深下模)
展开尺寸=L1+L2+系数
三、铁板30度折弯(使用插深下模)
展开尺寸=L1+L2+系数
四、铝板90度折弯,正常折弯上模R0.5,下模V=5T,折弯系数为0.4T,V槽选用V=5T+R(R〉0.5)
展开尺寸=L1+L2-2T+系数
五、铝板60度折弯(使用插深下模)
展开尺寸=L1+L2+系数
六、铝板30度折弯(使用插深下模)
展开尺寸=L1+L2+系数
七、压死边系数(先使用插深下模折小角度,再用压平模压死边)
上图:展开尺寸=L1+L2-0.55T
上图:展开尺寸=L1+L2-0.55T+0.7W(W≤T)
上图:展开尺寸=L1+L2+3.14*(R+m)(2R>T)
T≤2.0,m=0.4T;
2.0<T≤
3.2,m=0.3T;
八、压段差系数
1、当W≥2T时:展开按照两次单折计算;
2、当W<2T、H≥2T时:展开按照两次单折计算;
3、当W<2T、H<2T时:展开尺寸=L+(H-T)*0.7;
4、当W<2T、H=T时:展开尺寸=L+0.15T;。
折弯系数表
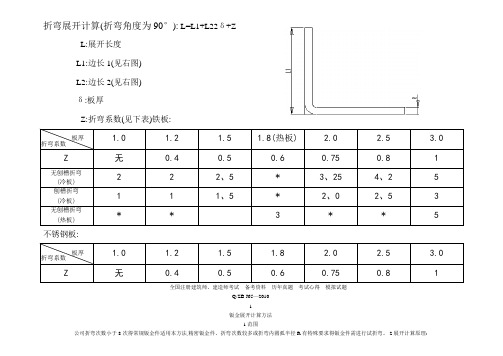
板厚折弯系数 板厚 折弯系数 折弯展开计算(折弯角度为90°): L=L1+L22δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z:折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板)2.0 2.53.0 Z 无0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯 (冷板) 22 2、5 * 3、25 4、2 5 刨槽折弯 (冷板) 11 1、5 * 2、0 2、5 3 无刨槽折弯(热板)* * 3 * * 5 不锈钢板:1.01.2 1.5 1.82.0 2.53.0 Z无 0.4 0.5 0.6 0.75 0.8 1 全国注册建筑师、建造师考试 备考资料 历年真题 考试心得 模拟试题Q/ZB J65—20101钣金展开计算方法2、1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力得过度层为中性层;中性层在弯曲过程中得长度与弯曲前一样,保持不变,所以中性层就是计算弯曲件展开长度得基准。
2、2 中性层得位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度得中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心得內侧移动。
中性层到板料內侧得距离用λ表示(见图一)。
3 折弯模具:我们使用得小松数控折弯机所配套得普通折弯模具V型槽宽度通常为适用该折弯模得板厚得5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1、0, 1、2,1、51、5,2、0 2、5,3、0 3、0,4、0,5、0适用V槽宽度81216254 展开计算方法: 4、1 90°折弯(一般折弯)Q/ZB J65—201024、1、1 (如图二),由于我们常用得折弯上模得尖角通常小于0、5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数得影响因素主要取决于折弯下模槽宽V与材料厚度t。
折弯系数表
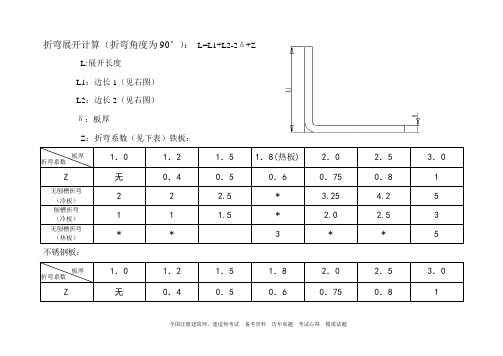
板厚 折弯系数板厚 折弯系数折弯展开计算(折弯角度为90°): L=L1+L2-2δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z :折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯(冷板)2 2 2.5 * 3.25 4.2 5 刨槽折弯(冷板)1 1 1.5 * 2.0 2.5 3 无刨槽折弯(热板) * * 3 * * 5 不锈钢板:1.01.2 1.5 1.8 2.0 2.5 3.0 Z无 0.4 0.50.6 0.75 0.8 1Q/ZB J65—20101钣金展开计算方法1 范围公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。
2 展开计算原理:2.1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
2.2 中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。
中性层到板料內侧的距离用λ表示(见图一)。
3 折弯模具:我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1.0, 1.2,1.51.5,2.0 2.5,3.0 3.0,4.0,5.0适用V槽宽度81216254 展开计算方法: 4.1 90°折弯(一般折弯)Q/ZB J65—201024.1.1 (如图二),由于我们常用的折弯上模的尖角通常小于0.5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。
折弯系数计算表
折弯系数表
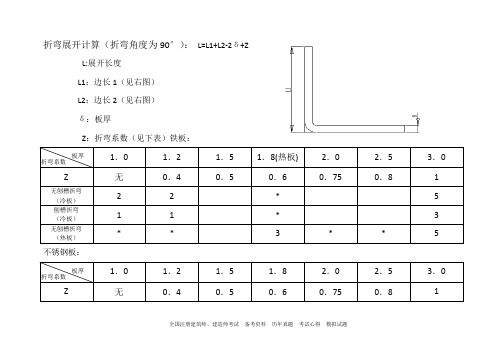
板厚 折弯系数板厚 折弯系数折弯展开计算(折弯角度为90°): L=L1+L2-2δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z :折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯(冷板)2 2 * 5 刨槽折弯(冷板)1 1 * 3 无刨槽折弯(热板) * * 3 * * 5 不锈钢板:1.01.2 1.5 1.8 2.0 2.5 3.0 Z无 0.4 0.50.6 0.75 0.8 1Q/ZB J65—20101钣金展开计算方法1 范围公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。
2 展开计算原理:板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。
中性层到板料內侧的距离用λ表示(见图一)。
3 折弯模具:我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t),,,,,,适用V槽宽度81216254 展开计算方法: 90°折弯(一般折弯)Q/ZB J65—20102(如图二),由于我们常用的折弯上模的尖角通常小于,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。
展开长度的计算公式为(1):L=L1 +L2- 2t +系数a ; (1)折弯系数a的计算公式为(2):a = +-……………………………………………………………(2)其中:V—下模槽宽;t—材料厚度为方便计算将展开长度的计算公式简化为(3):L=L1+L2-系数C ……………………………………………………………………(3)注:简化系数C = (2t - 系数a)见表2。