冷却润滑液的选择
金属切削工艺中冷却液的选择与性能分析
金属切削工艺中冷却液的选择与性能分析在金属切削工艺中,冷却液的选择和性能分析对于提高切削加工效率和工件质量至关重要。
本文将介绍金属切削工艺中冷却液的选择原则和常见类型,并分析其对切削过程中的影响。
一、冷却液的选择原则在金属切削工艺中,冷却液的选择应考虑以下几个方面:1. 热传导性能:冷却液应具有良好的热传导性能,能够迅速带走切削过程中产生的热量,防止工件和刀具的温度过高,从而延长刀具寿命。
2. 冷却性能:冷却液应具有良好的冷却性能,能够有效降低切削区域的温度,减少切削过程中的热变形和热裂纹的产生。
3. 润滑性能:冷却液应具有良好的润滑性能,能够减少金属与刀具之间的摩擦,降低切削力和切削工具磨损。
4. 清洁性:冷却液应具有良好的清洁性,能够有效清除切削过程中产生的切屑和金属粉末,防止切削区堵塞和二次划伤。
5. 环保性:冷却液应具有良好的环保性能,不含有害物质,能够符合环保要求。
二、常见冷却液类型根据成分和用途的不同,冷却液可以分为以下几种类型:1. 水溶性切削液:水溶性切削液是一种以水为基础的液体切削介质,主要由水、抗锈剂、润滑剂和添加剂等组成。
它具有良好的冷却性能和润滑性能,适用于大多数金属切削加工,尤其适用于铸铁、碳钢和不锈钢等材料的切削.2. 非水溶性切削液:非水溶性切削液由有机溶剂和添加剂组成,不含水分。
它可以有效减少金属与刀具之间的摩擦,提高切削效率。
非水溶性切削液适用于高速切削和切削困难材料,如合金钢、高硬度合金等。
3. 高分子切削液:高分子切削液由聚合物和添加剂组成,具有极佳的润滑性能和极高的抗热性能,适用于高温、高速切削加工。
4. 气雾切削液:气雾切削液是一种以气雾形式喷射到切削区域的切削液,具有良好的冷却和润滑效果。
它适用于高速切削、硬质合金切削和有高表面粗糙度要求的切削加工。
三、冷却液性能的分析冷却液的性能对金属切削过程中的加工效果有着直接的影响。
下面将对冷却液的性能进行分析:1. 冷却效果:合适的冷却液能够带走切削时产生的大量热量,降低切削区域的温度,减少工件和刀具的热变形,并提高刀具寿命。
CNC机床加工中的冷却液应用与优化

CNC机床加工中的冷却液应用与优化冷却液在CNC(数控)机床加工中起着至关重要的作用。
它不仅可以有效降低温度,还能减少摩擦、延长工具寿命,并且改善加工表面质量。
本文将探讨CNC机床加工中冷却液的应用和优化方法,以提高加工效率和降低成本。
一、冷却液的选择与应用在CNC机床加工中,冷却液的选择是至关重要的。
首先,要根据加工材料和工艺要求选择合适的冷却液。
对于不同材料和不同加工方式,冷却液的性能要求也会有所不同。
例如,对于高速切削加工,需要选择具有良好热稳定性和抗泡性的冷却液。
其次,冷却液的应用方式也需要考虑。
常见的冷却液应用方式有湿式加工和干式加工。
湿式加工是指在加工过程中,冷却液与切削区直接接触,起到冷却和润滑的作用。
而干式加工则是在加工过程中不使用冷却液,主要依靠干燥气体吹扫切削区域的碎屑。
不同的加工方式决定了冷却液的使用与否,需要根据具体情况选择合适的方式。
二、冷却液的优化方法为了最大程度地发挥冷却液的功效,需要对冷却液进行优化。
以下是几个常见的优化方法:1. 控制冷却液的浓度和温度冷却液的浓度和温度对加工效果有重要影响。
如果冷却液浓度过高,会导致切削液黏度增大,加工过程中的冷却和润滑效果下降;而浓度过低则会增加切削液消耗量。
因此,要控制好冷却液的浓度。
同时,也要控制冷却液的温度,过高的温度会降低冷却液的散热性能,影响加工效果。
2. 定期更换冷却液冷却液在使用过程中会受到切削液和金属杂质的污染,会影响其性能。
因此,定期更换冷却液是必要的。
一般来说,根据冷却液的使用寿命和加工量来确定更换周期,确保冷却液始终保持良好的性能。
3. 提高冷却液的过滤效果冷却液中的杂质会阻碍切削液的正常流动,影响冷却和润滑效果。
为了减少杂质对冷却液性能的影响,可以加装过滤设备,提高冷却液的过滤效果。
4. 合理使用添加剂适量添加一些合适的添加剂可以提高冷却液的性能。
常见的添加剂包括抗菌剂、抗锈剂、乳化剂等。
根据加工材料和工艺要求,选择合适的添加剂进行添加,以提高冷却液的性能和稳定性。
冰火润滑液的描述
冰火润滑液的描述
冰火润滑液是一种特殊的润滑剂,通常用于性行为中以增加舒适感和刺激感。
以下是关于冰火润滑液的一般描述:
1. 成分:冰火润滑液通常由水基或硅基的润滑剂基础上添加特殊成分制成。
2. 热感和凉感:它的特殊之处在于能够提供热感和凉感的效果。
一部分产品在涂抹到皮肤上后会产生温热的感觉,而另一部分产品则会产生凉爽的感觉。
3. 增加刺激感:这种热感和凉感的变化可以为性行为带来不同的刺激感受,增强性爱体验。
4. 安全和舒适:冰火润滑液的设计目的是提供安全和舒适的使用体验。
需要注意的是,每个人的身体反应和偏好是不同的,使用冰火润滑液前,建议仔细阅读产品说明,并按照说明进行使用。
如果你有任何不适或过敏反应,应立即停止使用。
此外,在使用任何性用品时,都应该注重安全、沟通和尊重。
如果你有其他关于性健康或性用品的问题,建议咨询专业的医生或性健康专家。
常见的冷却液品牌及名称

常见的冷却液品牌及名称
1. 红绿蓝(Red Green Blue),这是一种常见的冷却液品牌,其产品线包括不同颜色的冷却液,如红色、绿色和蓝色。
这些冷却液通常具有抗腐蚀、抗泡沫和优异的散热性能。
2. 瓦伦斯(Valvoline),瓦伦斯是一家著名的润滑油和液体冷却剂制造商,其冷却液产品广泛应用于汽车和工业设备。
瓦伦斯的冷却液具有高温稳定性、防腐蚀和抗泡沫性能。
3. 高斯(Glysantin),高斯是一家德国公司,专注于生产冷却液和防冻剂。
他们的产品系列包括不同类型的冷却液,如G30、G40和G48,适用于各种不同的发动机和设备。
4. 美孚(Mobil),美孚是一家全球知名的润滑油和化学品制造商,也生产冷却液产品。
他们的冷却液具有优异的耐高温性能、抗腐蚀性和长期使用寿命。
5. 卡特彼勒(Caterpillar),卡特彼勒是一家专业生产工程机械和发动机的公司,他们也提供冷却液产品。
卡特彼勒的冷却液具有适应恶劣工况的特点,能够保护发动机免受腐蚀和高温损害。
除了以上列举的品牌,市场上还有许多其他冷却液品牌,如壳牌(Shell)、嘉实多(Castrol)、道达尔(Total)等,它们都提供各种类型和规格的冷却液产品,以满足不同设备和使用环境的需求。
在选择冷却液时,应根据设备要求、使用环境和制造商建议来选择适合的品牌和型号。
切削液知识与选用

切削液知识与选用一、前言合理选用冷却润滑液,可以有效地减小切削过程中的摩擦,改善散热条件,而降低切削力,切削温度和刀具磨损,提高刀具耐用度,切削效率和已加工表面质量及降低产品的加工成本。
随着科学技术和机械加工工业的不断发展,特别足大量的难切削材料的应用和对产品零件加工质量要求越来越高,这就给切削加工带来了难题。
为了使这些难题获得解决,除合理选择别的切削条件外,合理选择切削液也尤为重要。
二.切削的分类1.水溶液:其主要成分是水。
由于水的导热系数是油的导热系数三倍,所以它的冷却性能好。
在其中加入一定量的防锈和汕性添加剂,还能起到一定的防锈和润滑作用。
2.乳化液:(1)普通乳化液:它是由防锈剂,乳化剂和矿物油配制而成。
清洗和冷却性能好,兼有防锈和润滑性能。
(2)防锈乳化液:在普通乳化液中,加入大量的防锈剂,其作用同上,用于防锈要求严格的工序和气候潮湿的地区。
(3)极压乳化液:在乳化液中,添加含硫,磷,氯的极压添加剂,能在切削时的高温,高压下形成吸附膜,起润滑作用。
3.切削油:(1)矿物油:有5#、7#、10#、20#、30#机械油和柴油,煤油等,适用于一般润滑。
(2)动,植油及复合油:有豆油、菜子油、棉子油、蓖麻油、猪油等。
复合油是将动、植、矿三种油混合而成。
它具有良好地边界润滑。
(3)极压切削油:它是以矿物油为基础,加入油性,极压添加剂和防锈剂而成。
具有动,植物油良好地润滑性能和极压润滑性能。
三.切削液的作用1.冷却作用:它可以降低切削温度,提高刀具耐用度和减小工件热变形,保证加工质量。
一般的情况下,可降低切削温度50~150℃。
2.润滑作用:可以减小切屑与前刀面,工件与刀具后刀面的摩擦,以降低切削力,切削热和限制积屑瘤和鳞刺的产生。
一般的切削油在200℃左右就失去润滑能力。
如加入极压添加剂,就可以在高温(600~1000℃)、高压(1470~1960MPa)条件下起润滑作用。
这种润滑叫做极压润滑。
车床润滑方案
车床润滑方案随着工业技术的不断进步,车床在金属加工领域起着不可替代的作用。
然而,在车床运行的过程中,由于材料的摩擦和磨损,润滑在保护机械零部件方面显得尤为重要。
本文将介绍一种有效的车床润滑方案,以提高车床的性能和延长使用寿命。
润滑剂的选择在车床加工中,润滑剂起到降低摩擦、冷却和保护零部件的作用。
合适的润滑剂可以降低车床的磨损,减少能源消耗,并提高机器的效率。
根据车床的使用条件和工作材料的特性,我们可以选择以下几种常用的润滑剂:1. 润滑油:润滑油是一种常见的润滑剂,适用于中小型车床。
它具有良好的润滑性能和降低摩擦系数的效果。
此外,润滑油还可以有效地冷却车床,防止过热和设备故障。
2. 润滑脂:润滑脂通常用于特殊加工条件下的车床,例如高温或高负荷工作。
润滑脂在车床运行时能够形成一层坚固的保护膜,提供更持久的润滑效果,减少频繁润滑的次数。
3. 润滑液:润滑液包括水溶液和合成液体。
水溶液润滑液主要用于清洗车床和冷却作用,而合成液体润滑剂则具有良好的透明度和抗腐蚀性能。
润滑剂的应用方法正确的润滑剂应用方法是保证车床正常运行的关键。
以下是一些常用的润滑方法:1. 滴油润滑:滴油润滑是最常见的润滑方式之一,适用于小型车床。
通过在关键零部件上滴油,可以保持润滑剂的稳定供应,并减少摩擦和磨损。
2. 涂抹润滑:对于一些需要精确控制润滑剂用量的车床,涂抹润滑是一种常用的方法。
通过手动或自动涂抹润滑剂,可以确保润滑剂均匀地分布在零部件表面,从而实现良好的润滑效果。
3. 冷却喷雾润滑:在高速车床或加工高温材料时,冷却喷雾润滑是一种常用的润滑方法。
通过将润滑剂喷洒在摩擦表面上,可以起到冷却和润滑的双重效果,有效降低温度,减少零部件磨损。
润滑周期的控制润滑周期的控制对于车床的正常运行至关重要。
过频繁的润滑会增加润滑剂的使用成本,而过长的润滑周期则会造成零部件磨损和损坏。
一般而言,润滑周期应根据以下几个因素进行调整:1. 车床的工作条件:不同的工作条件下,润滑剂的使用频率和润滑周期也会有所不同。
润滑油的性质及应用
润滑油的性质及应用润滑油是一种常见的工业润滑剂,主要用于减少摩擦、降低磨损、冷却及封存机械设备。
润滑油通过润滑剂和基础油的混合可以达到需求的性能要求。
润滑油主要有液体润滑油和固体润滑油两种类型。
液体润滑油的主要性质及应用:1. 黏度:液体润滑油的黏度是指润滑油在剪切力作用下所表现出的阻力,单位为cSt。
黏度的选择要根据润滑部位的工作条件来确定,以保证油膜的厚度和持久性。
例如,在重负荷和高温条件下,需要选择高黏度的润滑油。
2. 耐高温性:润滑油在高温下的稳定性非常重要,可以通过降低油的挥发性和氧化稳定性来实现。
耐高温性润滑油主要应用于炼油、石化、钢铁等高温工艺中。
3. 抗磨性:润滑油具有良好的抗磨损性能,可以减少金属物质之间的接触和磨损。
例如,在发动机领域,需要使用具有良好抗磨性的机油。
4. 冷却性:润滑油可以通过冷却部位的方式将热量带走,并保持润滑部位在适当的温度范围内。
例如,在变速器中,润滑油不仅要起到润滑作用,还要承担冷却作用。
5. 防锈性:润滑油可以在金属表面形成一层保护膜,以防止金属与空气、水分接触而产生氧化腐蚀。
防锈润滑油主要应用于金属加工、船舶和汽车行业等。
6. 渗透性:润滑油在摩擦表面形成均匀的油膜,可以有效减少摩擦和磨损。
渗透性润滑油主要用于轴承、齿轮和链条等部位。
固体润滑油的主要性质及应用:1. 抗压性:固体润滑油具有良好的抗压性能,可以承受高压和重负荷情况下的工作。
适用于高速轴承、高负荷齿轮等部位。
2. 低摩擦系数:固体润滑油的摩擦系数较低,能够有效降低磨损和能量损失。
常用于钢铁、航空航天和汽车工业等。
3. 耐高温性:固体润滑油在高温下仍能保持较好的润滑性能,不会变软或融化。
在高温炉窑、发电设备等高温环境下广泛使用。
4. 性别展:固体润滑油的颗粒大小和形状可以根据需要调整,以适应不同的应用。
例如,小颗粒的固体润滑油适用于精密仪器和机械。
润滑油在各个领域具有广泛的应用。
在汽车工业中,润滑油主要用于发动机、变速器、润滑系统等部位。
石材锯切加工冷却润滑剂的选择和使用
西
石材锯切加工冷却润滑剂的选择和使用
()冷却润滑剂降低结合剂 一岩石界面的磨擦阻 1
冷却剂滑剂不但能吸附在金刚石表面,同样 ,也
的润 滑性 ,降低 了磨 擦 阻力 ,使 锯割 过程 中产 生最 低 能吸 附在 结合 剂金 属 的表 面 ,从 而提 高结合 剂 一岩 石
的热量 ,从而降低 了界面温度 ,或减少金刚石氧化或 表面的润滑 I,降低界面的磨擦阻力 ,有利于减少结 生
常 ,而进行 深 部锯 切 时 ,不得 不 降低 锯 片 的进 刀浓 度 散及 冷却 作用 。
或左右行走速度。在第二情况下 ,使用冷却润滑剂可 有效的加以解决 ,冷却润滑剂在锯割界面 ( 基体与岩
() 沉淀 剂 3
沉 淀剂作 为冷却润滑剂 中的助剂 ,能将切割 过
石 锯 割表 面) 上产 生 物理 化学 吸 附 ,形成 一 层层 厚 的 程 中 产 生 的 石 粉 絮凝 成 团 ,并 进 一 步 沉 淀 掉 ,使 冷 润 滑 膜 。该 磨 擦 系 数 大 到 O3 .8以上 ; 而改 用 含 量 为 却液 中的石粉浓度大 为降低 ,从而减 弱了对刀头胎 02 . %的 冷 却 润 滑 液 ,磨 擦 系 数 立 即可 降 低 到 01左 体 的重 复磨损 ,有利 于延 长刀头 的寿命 。根据沉淀 . 右 。即采用 冷却 润 滑剂 后 ,基 体 与岩 石壁 切缝 间 的磨 剂沉淀石 粉 的作用原理 ,可以将它分为无 机沉淀剂
研磨冷却液
研磨冷却液
研磨冷却液,均匀的微乳液提供了极佳的润滑性能,主要用于要求润滑性能和极压性能高的硬质合金、不锈钢、高碳钢、铝合金、铜合金、合金钢等有色金属及黑色金属材料的研磨、钻孔、拉伸加工等方面适用。
【美科切削液全国招商火热进行中,诚邀您的加盟!】一、研磨冷却液参数:
二、研磨冷却液相关推荐:
三、研磨冷却液知识分享:
切削液的多样运用方式
同时具备良好的冷却性能、润滑性能、防锈性能、除油清洗功能、防腐功能、易稀释特
点的切削液在钻孔中的运用方式有多种,下面我们给一一讲解一下:
1.切削液的车削操作:车床的供液喷嘴应尽能够做到一个喷嘴在刀具前部和后边。
他们一同冷却刀具和工件。
在车削操作,冷却液必须供给该区域在芯片出产。
用于车削和面向举动,喷嘴应直接使冷却液是供给直接的东西。
重型切削中,喷嘴将是可取的,上面和下面的东西,这是可取的切削液在顶部和底部的切开区。
机械加工冷却液的种类

机械加工冷却液的种类
机械加工冷却液是一种用于机械加工过程中降低热量和增加切
削润滑的液体。
机械加工冷却液的种类有很多,下面介绍几种常用的: 1. 普通切削液
普通切削液是最基本的机械加工冷却液,通常由水和油混合而成。
它具有良好的冷却和润滑性能,适用于大多数机械加工工艺。
2. 合成切削液
合成切削液是由化学合成的原材料制成的,通常不含矿物油或动植物油。
它具有优异的润滑性能和高温稳定性,适用于高速、高温、高压等复杂的机械加工工艺。
3. 纳米切削液
纳米切削液是一种由纳米颗粒制成的高科技切削液。
它具有优异的润滑性能和高温稳定性,能够有效地降低热量和摩擦,使机械加工效果更加精细和高效。
4. 硬脂酸切削液
硬脂酸切削液是由硬脂酸和润滑剂混合而成的机械加工冷却液。
它具有良好的润滑性能和抗腐蚀性能,适用于铝合金、铜合金等易腐蚀材料的加工。
以上是几种常用的机械加工冷却液种类,选择合适的冷却液可以提高机械加工的效率和品质,同时也能延长机械设备的使用寿命。
- 1 -。
润滑油的选用原则
润滑油的选用原则摘要:润滑油通常用作润滑油。
它减少摩擦,避免热量,防止机器磨损。
它通常是分馏油的产物,也可从植物油中提取。
本实用新型主要用于减少运动部件表面之间的摩擦,具有冷却、密封、防腐、防锈、绝缘、输电、清除杂质等功能。
润滑油的主要性能指标是粘度、氧化安定性,它们与润滑油馏分的组成密切相关。
关键词:润滑油、原则1润滑油作用润滑油是用于各类机械中减少摩擦、保护机械和加工零件的液体润滑剂,主要起润滑、冷却、防锈、清洗、密封和缓冲作用。
润滑油占所有润滑材料的85%,品牌繁多,目前全球年消费量约3800万吨。
润滑油的一般要求是:1.减少摩擦磨损,减少摩擦阻力,节约能源,减少磨损,延长机械寿命,提高经济效益。
2.冷却时,要求随时将摩擦热排出机器。
3.密封,要求防漏、防尘、防串气。
4.防腐和防锈,要求保护摩擦表面不受油变质或外来侵蚀。
5.清洗和冲洗时,需要清除摩擦表面的污垢进行清洗。
6.应力分散缓冲、载荷分散缓冲和减震。
2.润滑油成分润滑油一般由基础油和添加剂组成。
基础油是润滑油的主要成分,它决定了润滑油的基本性能。
添加剂可以弥补和改善基础油的性能。
3润滑油基础油润滑油基础油分为矿物基础油和合成基础油。
矿物基础油的使用量很大(超过95%),但在某些应用中必须使用一些合成基础油。
矿物油基础油是从原油中提炼出来的。
润滑油基础油的主要生产工艺有:常减压蒸馏、溶剂脱沥青、溶剂精制、溶剂脱蜡、白土或加氢精制。
1995年对我国现行润滑油基础油标准进行了修订,重点修订了分类方法,增加了低凝点和深炼化标准。
在生产矿物润滑油时,最重要的是选择最佳的原油。
矿物基础油的化学成分包括高沸点、高分子量烃类和非烃类混合物。
组分一般为烷烃(直链、支链、多支链)、环烷烃(单环、双环、多环)、芳烃(简单芳香环、多环芳烃)、环烷基芳烃和氧、氮、硫化合物等非烃类化合物、树脂、沥青质等。
4润滑油的选用润滑油的选择是润滑油使用的第一步,是保证设备正确润滑,充分发挥润滑油性能的关键。
机械加工中切削液冷却液润滑液的选用
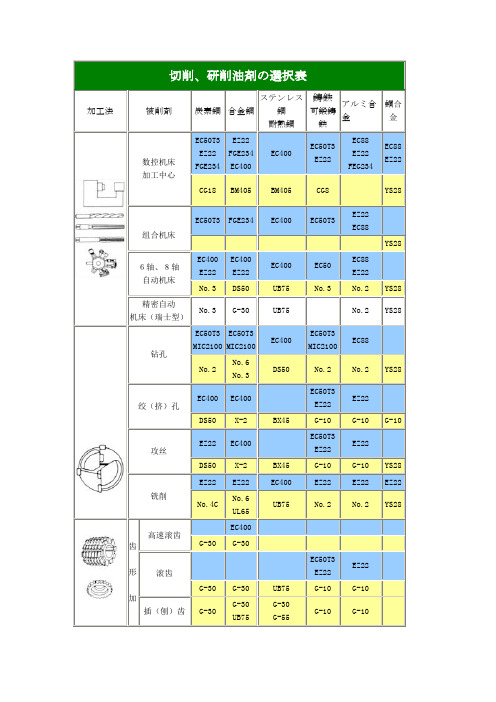
切削、研削油剤の選択表加工法被削剤炭素鋼合金鋼ステンレス鋼耐熱鋼鋳鉄可鍛鋳鉄アルミ合金銅合金数控机床加工中心EC50T3EZ22FGE234EZ22FGE234EC400EC400EC50T3EZ22EC88EZ22FEG234EC88EZ22 CG18BM405BM405CG8YS28组合机床EC50T3FGE234EC400EC50T3EZ22EC88YS286轴、8轴自动机床EC400EZ22EC400EZ22EC400EC50EC88EZ22No.3DS50UB75No.3No.2YS28精密自动机床(瑞士型)No.3G-30UB75No.2YS28钻孔EC50T3MIC2100EC50T3MIC2100EC400EC50T3MIC2100EC88No.2No.6No.3DS50No.2No.2YS28绞(挤)孔EC400EC400EC50T3EZ22EZ22DS50X-2BX45G-10G-10G-10攻丝EZ22EC400EC50T3EZ22EZ22DS50X-2BX45G-10G-10YS28铣削EZ22EZ22EC400EZ22EZ22EZ22 No.4CNo.6UL65UB75No.2No.2YS28齿形加高速滚齿EC400G-30G-30滚齿EC50T3EZ22EZ22 G-30G-30UB75G-10G-10插(刨)齿G-30G-30UB75G-30G-55G-10G-10工格里森固盘G-30G-30 BX1545剃齿DS50UB75通用拉削EC400EZ22 UB75BX45BX1545G-10链式拉削B50B50BX45圣诞树型拉削BX45螺纹重整EC400EC400EZ22EZ22 DS50DS50UB75G-10单点攻丝EC400EC400EZ22EZ22 No.3DS50UB75UB100No.3No.2滚压No.7UB75UB75研磨H-35H-35G-55H-35齿轮研磨螺纹研磨G-55G-55超精研磨加工SF33SF33SF33SF33外面磨削SC46KSC630SC46KSC630MIC2100EZ22SC46KEZ22EE66平面磨削SC46KSC630SC46KSC630MIC2100EZ22SC46KEZ22EE66内面磨削S90S90MIC2100SC46K EZ22 EE66无心磨削SC46KSC630SC46KSC630S90SC46KEZ22EE66精抛光SC46K SC46K No.2No.2以上选型仅供参考,用户在选用产品时以我公司实际推荐为准金属切削加工油◆ 非水溶性产品系列◆ 金属成型加工油◆ 金属清洗剂◆ 金属防锈油。
CNC机床加工中的刀具冷却与切削液选择
CNC机床加工中的刀具冷却与切削液选择刀具冷却与切削液选择在CNC机床加工过程中,刀具冷却和切削液的选择是非常重要的环节。
刀具冷却可以提高切削质量和加工效率,而合适的切削液则可以延长刀具寿命和改善加工表面质量。
本文将探讨CNC机床加工中的刀具冷却与切削液选择问题,并提供一些建议。
一、刀具冷却刀具冷却在CNC机床加工中起着重要作用。
刀具冷却的主要目的是降低切削区的温度,防止切削过程中过热引起的磨损和变形。
刀具冷却还可以降低加工过程中产生的热变形和应力,提高加工的稳定性和精度。
常见的刀具冷却方法有以下几种:1. 冷却液浸泡法:将刀具浸泡在冷却液中,通过冷却液的传导和吸收热量的方式来降低刀具的温度。
这种方法简单易行,但需要选择合适的切削液。
2. 冷却液喷洒法:使用喷嘴将切削液喷洒到刀具上,形成冷却效果。
这种方法可以根据加工需求和材料选择不同的喷洒方式和角度。
3. 气体冷却法:通过吹气或喷气的方式将冷空气或液化气体喷射到刀具上,达到刀具冷却的目的。
这种方法适用于高速加工和对切削液有特殊要求的场景。
在选择刀具冷却方式时,需要考虑加工材料、加工方式、切削速度和切削深度等因素。
不同的材料和加工要求可能需要不同的刀具冷却方式,因此在实际应用中需要根据具体情况进行选择。
二、切削液选择切削液是CNC机床加工过程中不可或缺的一部分。
切削液的主要功能包括冷却、润滑、防锈和清洗等。
合适的切削液可以有效提高加工效率和切削质量,延长刀具的使用寿命。
常见的切削液类型有以下几种:1. 液压油:主要用于金属切削加工中,可以提供良好的润滑和冷却效果。
液压油具有良好的温度稳定性和抗氧化性,可以在高温和重负荷情况下保持稳定的性能。
2. 水溶性切削液:将切削液与水混合而成,适用于各种金属加工。
水溶性切削液具有良好的冷却效果和润滑性能,可以减少切削表面的热变形和摩擦。
3. 纯油切削液:一般采用合成油或矿物油作为基础油,在金属切削中提供良好的润滑性能和稳定性。
润滑油分类国家标准

润滑油分类国家标准润滑油是指在机械设备运转时,用以减少摩擦、降低磨损、冷却和密封的特殊润滑剂。
根据不同的用途和性能要求,润滑油可以分为多种不同类型,而这些类型的分类往往是根据国家标准来进行规定和界定的。
首先,按照国家标准,润滑油可以分为通用润滑油和特种润滑油两大类。
通用润滑油主要是指在一般机械设备上使用的润滑油,包括机械设备的润滑、冷却、密封等功能。
而特种润滑油则是指在特定的机械设备或特殊工况下使用的润滑油,例如高温润滑油、低温润滑油、食品级润滑油等。
其次,根据国家标准,通用润滑油可以进一步分为液体润滑油和固体润滑油两大类。
液体润滑油是指在润滑过程中以液态形式存在的润滑油,主要包括润滑油、润滑脂等。
而固体润滑油则是指在特定条件下以固态形式存在的润滑材料,例如涂料润滑剂、固体润滑膜等。
再者,根据国家标准,特种润滑油可以根据其用途和性能要求进行细分。
例如,根据使用温度的不同,特种润滑油可以分为高温润滑油和低温润滑油;根据使用环境的不同,可以分为水下润滑油、高压润滑油等;根据使用对象的不同,可以分为食品级润滑油、医用润滑油等。
总的来说,润滑油的分类国家标准主要是为了规范润滑油的使用和生产,保证润滑油的质量和性能符合相关要求。
通过严格的分类和标准,可以使润滑油在不同的机械设备和工况下发挥最佳的润滑效果,延长设备的使用寿命,提高设备的运行效率。
在实际生产和使用中,我们应当根据国家标准选择合适的润滑油,严格按照标准要求进行生产和使用,以确保设备的正常运行和安全生产。
同时,也要关注润滑油的环保性能,选择符合环保要求的润滑油,减少对环境的污染和破坏。
总之,润滑油的分类国家标准是为了规范润滑油的生产和使用,保证润滑油的质量和性能,同时也是为了保障设备的正常运行和安全生产。
我们应当严格遵守相关标准,选择合适的润滑油,并加强对润滑油的管理和监督,以确保设备的正常运行和延长使用寿命。
冲压过程中润滑剂的选择与使用
冲压过程中润滑剂的选择与使用引言冲压是一种常见的金属加工方法,它通过将金属板材置于冲床中,利用冲压模具对金属板材进行冲击、剪切和变形,最终得到所需形状的工件。
在冲压过程中,润滑剂的选择和使用起着至关重要的作用。
润滑剂能够减小金属板材与模具之间的摩擦力,降低模具磨损,提高成形质量,同时还能够防止工件表面氧化和腐蚀。
本文将详细介绍冲压过程中润滑剂的选择和使用。
润滑剂的选择润滑剂的选择应根据冲压材料、模具材料、工艺要求以及经济性等方面进行综合考虑。
润滑剂的种类常见的润滑剂可分为干润滑剂和润滑液两大类。
1.干润滑剂:干润滑剂主要以粉末、膏体和涂层等形式存在。
粉末干润滑剂常见的有石墨粉、金刚石粉、滑石粉等;膏体干润滑剂常见的有油脂基膏体、石蜡膏体等;涂层干润滑剂主要是将特殊润滑膜涂覆在模具表面。
干润滑剂的优点是不含水分,不易引起腐蚀,但润滑性能较差。
2.润滑液:润滑液可以分为油性润滑液和水性润滑液两种。
油性润滑液主要是矿物油和合成油,并加入一定的添加剂;水性润滑液则是以水为基础,加入各类添加剂。
润滑液具有良好的润滑性能和冷却性能,但在使用过程中需要防止氧化和腐蚀。
润滑剂的选择原则在选择润滑剂时,应根据以下原则进行选择:1.适用性原则:润滑剂要与冲压材料和模具材料相容性好,不产生不良反应。
2.润滑性能原则:润滑剂要具有良好的润滑性能,能够有效降低摩擦力。
3.冷却性能原则:润滑剂要具有良好的冷却性能,能够有效降低工件和模具的温度。
4.防锈性能原则:润滑剂要具有良好的防锈性能,能够保护工件表面不被氧化和腐蚀。
5.环保性原则:润滑剂应尽量选择无毒、无污染、可回收的润滑剂。
润滑剂的使用润滑剂的使用应根据冲压工艺和需要进行合理的调整和控制。
涂覆润滑剂涂覆润滑剂是将润滑剂均匀涂覆在金属板材表面或模具表面,以减小金属板材与模具之间的摩擦力。
涂覆润滑剂的方法包括手工涂覆、机械喷涂和浸润式涂覆等。
涂覆润滑剂的注意事项:•涂覆应均匀,避免涂层过厚或不均匀。
钳工技术问答及培训资料
钳工培训复习资料1、刮刀如何磨锐和保养?在刮削过程中,为了保持刃口锋利,要经常在油石上磨锐,平面刮刀主要磨顶端,然后平面磨几下,去除刃口毛头。
蛇头刮刀主要磨圆弧面,最后平面修磨几下去除毛头即可。
刮刀刃磨时,在油石上应经常改变位置,并要保证油石的清洁。
刮刀是精加工工具,它的刃口一定要保护好,它不能当撬棒用也不能当其它工具用。
2、凿切中应注意哪些问题?①凿切脆性金属时,应从两边向中间,避免边缘材料破裂。
②凿子刃应磨锋利,否则凿出面粗糙,刀刃也易崩裂。
③凿子头部毛翅要经常磨掉,以免伤手。
④凿柄松动或损坏应立即修理,以免锤头飞出发生事故。
⑤操作场地要有安全设施,免得凿出碎片伤人。
⑥凿切角度要准确,否则凿子容易飞出伤人。
⑦工作时,凿子和手锤不准对着人。
操作者不允许带手套,以免手锤脱手伤人。
⑧锤柄要清洁,沾有油污会使凿子甩出伤人。
⑨凿削要有缓冲,两三次后,可将凿子退回一些,刃口不要老顶住工件,注意有节奏。
3、如何保养锉刀及延长使用年限?①使用完毕后,用锉刷刷掉锉刀上的锉屑,而且要顺齿纹方向刷,也可用金属片剔除。
②新锉刀要先用来锉削较软的金属。
③锉刀应使用一个锉面加工,钝了再换另一面。
④不能用锉刀的主要工作面来锉氧化铁和铸铁附着砂质破皮的表面和未退火的硬钢件。
⑤锉削速度不宜太快,这样效果不好且易使锉刀变钝。
⑥不能用细锉刀作粗锉使用和锉软金属,因为软金属的锉屑容易嵌入锉齿的齿槽内,致使锉刀在工件表面打滑。
如锉屑堵塞锉刀也必须马上清除。
⑦不能用锉刀撬其他物件,使小锉刀时不可用力过大,避免折断。
⑧锉刀放置不可重迭,否则会损坏锉齿,不能与其它金属硬物相撞。
⑨锉刀不能沾水、沾油,以防锈蚀和锉削时打滑。
4、锯割的知识⑴锯条粗细的选用:细齿锯条适用于锯割硬材料和薄型材料。
粗齿锯条适用于锯软材料和较大表面的工件和材料。
⑵安装:手锯是在向前推进时进行切削的,所以锯条安装时,锯齿必须向前。
⑶方法:起锯角度要小(和工件斜角a≤150,一般为100左右,最少要有三个齿同时接触工件),起锯角度太大,锯齿会卡住工件棱角而折断锯条。
数控机床技术中的加工润滑与冷却液的选择

数控机床技术中的加工润滑与冷却液的选择数控机床是现代制造业中常用的精密加工设备,广泛应用于汽车制造、航空航天、电子设备、模具等领域。
为了保证加工的质量和效率,数控机床在加工过程中需要使用润滑和冷却液。
本文将介绍数控机床技术中加工润滑和冷却液的选择。
加工润滑对于数控机床的正常运行和加工效果至关重要。
润滑剂可以降低机床零部件之间的摩擦,减少磨损,延长机床寿命。
同时,它还可以减少加工过程中的发热,提高加工精度和表面质量。
在选择加工润滑剂时,我们需要考虑以下几个因素:1. 切削类型:不同的切削类型需要不同的润滑剂。
例如,对于金属切削,我们通常使用切削油或切削膏。
而对于高速切削,我们则更倾向于使用切削液。
2. 加工材料:不同的加工材料需要不同的润滑剂。
例如,对于铸铁加工,我们通常使用单一的切削油。
而对于铝合金,我们则需要使用含有极压添加剂的切削液。
3. 加工要求:加工要求也是选择加工润滑剂的重要因素。
对于高精度加工,我们需要选择低黏度、低温度润滑剂,以确保加工表面的光洁度。
而对于耐高温加工,我们则需要选择具有高温度稳定性的润滑剂。
冷却液的选择同样重要,它对于冷却刀具和工件,减少加工温度,保护机床和延长刀具寿命起着关键作用。
在选择冷却液时,我们需要考虑以下几个因素:1. 加工材料:不同的加工材料需要不同的冷却液。
例如,对于钢加工,我们通常使用水溶性切削液。
而对于高温合金加工,我们则需要使用具有良好热稳定性和润滑性的特殊冷却液。
2. 加工环境:加工环境也是选择冷却液的重要因素。
对于干燥的加工环境,我们通常使用油基切削液,因为油基切削液具有防锈和防腐的性能。
而对于湿润的加工环境,我们则使用水溶性切削液,因为水溶性切削液易于清洗。
3. 环保因素:在如今注重环保的时代,选择环保型冷却液也是很重要的。
环保型冷却液通常是水溶性的,无毒、无味、不易燃,对环境和操作人员都更加安全。
总体来说,数控机床技术中的加工润滑与冷却液的选择需要根据加工要求、加工材料和环境等因素进行综合考虑。
储能电池冷却液的选择原则
储能电池冷却液的选择原则
随着储能电池技术的不断发展,冷却系统也逐渐成为一个关键因素。
储能电池冷却液的选择至关重要,它直接影响到电池的性能、寿命和安全性。
在选择储能电池冷却液时,有几个原则需要考虑。
冷却液必须具有良好的热导性能。
储能电池在工作过程中会产生大量的热量,如果不能及时有效地将热量散发出去,电池温度将会上升,从而影响电池的性能和寿命。
因此,选择具有高热导性能的冷却液是至关重要的。
冷却液还必须具有良好的化学稳定性。
由于储能电池冷却液在高温环境下工作,它需要能够耐受高温的腐蚀和氧化。
如果冷却液的化学稳定性不好,可能会导致冷却系统发生泄漏或产生有害物质,从而对电池和环境造成损害。
冷却液还应具有良好的流动性和润滑性能。
良好的流动性能可以确保冷却液能够迅速流动到电池的各个部位,有效地散热。
而良好的润滑性能则可以减少电池内部部件的摩擦,延长电池的使用寿命。
冷却液的选择还应考虑其环境友好性。
在储能电池的生命周期中,冷却液可能会被释放到环境中,因此选择环境友好的冷却液对于减少对环境的污染是非常重要的。
总结起来,选择储能电池冷却液时需要考虑热导性能、化学稳定性、
流动性和润滑性能以及环境友好性等因素。
只有综合考虑这些因素,才能选择到最适合的冷却液,确保储能电池的性能、寿命和安全性。
机床冷却系统
机床冷却系统是机床加工中不可或缺的一部分,它可以有效地降低加工过程中产生的热量,保护机床的精度和寿命,提高机床的加工效率和质量。
一、冷却系统的原理和分类通过强制循环输送冷却液来实现散热的目的。
一般来说,冷却液可以是水、油或其他特殊液体,冷却系统可以分为内部冷却和外部冷却两类。
内部冷却是指直接将冷却液通过喷嘴喷射到被加工物件上进行散热的方法。
这种方法适用于需要加工较小工件或加工需求高精度、高速度的工件。
外部冷却则是将冷却液通过管道输送至被加工物件周围或直接喷洒在机床的刀具上进行散热的方法。
这种方法对于加工大件、重件或者需要进行长时间加工的工件更为适合。
二、冷却液的选择和使用冷却液不仅能够起到散热作用,而且还可以起到润滑和防锈的作用。
因此,选择适当的冷却液是至关重要的。
一般来说,常见的冷却液有水性切削液、油性切削液、气体冷却液等。
水性切削液的优点是价格相对较低,散热效果好,但容易腐蚀机床。
油性切削液则价格较高,但是可以起到保护机床的作用,同时也可以提高加工精度和表面质量。
气体冷却液则能够提高机床的加工效率和速度,但需要更高的成本和技术。
在使用冷却液时,需要注意以下几点。
首先,要按照要求配制冷却液,以免影响加工质量和机床性能。
其次,要定期更换冷却液,以防止杂质积聚和微生物滋生。
最后,要经常检查冷却系统的工作状态,以保证冷却效果和安全性。
三、冷却系统的维护和保养冷却系统的维护和保养是运行正常的重要保障。
经常检查冷却系统的配件和管道,及时清理积聚的泥沙和杂质,防止堵塞和渗漏。
另外,还要注意保持冷却液的良好使用状态,防止长期滞留和氧化。
维护,还需要注意以下几方面。
首先,要注意冷却系统的温度和流量,以保证冷却效果。
其次,要注意加注冷却液的质量和数量,避免过多或过少。
最后,要注意防止冷却液的泄漏和污染,提高机床的使用寿命和加工质量。
总之,是机床加工中不可或缺的一部分,它的稳定运行对保证机床的加工效率和质量具有重要作用,需要经常维护和保养。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(2)拉削、攻丝、铰孔、滚齿、插齿
a)10~20%乳化液。
b)10~15%极压乳化液。
c)含氯的切削油。
2.10高强度钢
采用合金钢的切削液。用豆油或菜子油攻丝较好。
2.11钼
用ccl4加20#机械油或用MoS2润滑脂。
2.12纯铁
(4)钻孔:
a)极压乳化液。
b)极压切削油.
c)电解切削液(癸二酸7~10%+三乙醇胺7~10%+甘油7~10%+硼酸7~10%亚硝酸钠3~5%+余下水)。
d)硫化油。
e)30#机械油60%+煤油40%或30#机械油70%+煤油30%。
2.6铸铁、黄铜
(1)粗加工:
用碳素钢的切削液。精加工时,可用酒精稀释蓖麻油作切削剂。
2.13橡胶
切削时用酒精或蒸馏水。 磨削时,用苏打1%+亚硝酸钠0.25~0.5%+甘油0.5~1%+余下水。
c)煤油与矿物油的混合油。
d)菜子油.
(2)拉削、攻丝、铰孔、滚齿、插齿:
a)10~15%乳化液。
b)10~15%极压乳化液。
c)煤油。
d)煤油与矿物油的混合油。
(3)钻孔:
a)3~5%乳化液。
b)煤油与矿物油的混合油。
C)煤油。
2.9青铜
(1)粗精加工及钻孔:
b)极压水溶液(氯化脂肪酸,聚氯乙烯0.5~0.8%+磷酸三钠0.5%+三乙醇胺1~2%+亚硝酸钠1.2%+水余量)。
c)CCl4+等量的酒精。
(3)拉削、攻丝、铰孔:
a)极压切削油。
b)蓖麻油。
c)油酸。
d)硫化油。
e)氯化油
f)蓖麻油60%+煤油40%
g)聚醚30%+酯类油30%+7#机械油30%+防锈剂与抗泡剂10%,用于拉削。
b)10~20%极压乳化液。
c)极压切削油。
d)硫化油。
e)MoS2切削剂。
2.5钛合金
(1)粗加工:
a)3~5%乳化液。
b)极压乳化液。
(2)精加工:
a)极压切削油(石油磺酸钠10%+油酸3%+石油磺酸铅6%+三乙醇胺3.5%氯化石腊4%+氯化硬脂酸3%+20#机械油70.5%)。
2.选用
2.1碳钢
(1)粗加工:
a)3~5%乳化液。
b)铅油或红丹粉10%+机械油90%,用于粗车蜗杆。
(2)精加工:
a)10~20%的乳化液。
b)10~15%极压乳化液。
c)硫化棉子油的切削油。
d)20%氯化石腊+80%变压器油或30%豆油+20%煤油+50%高速机械油,用于精车丝杠。
冷却润滑液的选择
1.选择原则
1.1根据工件材料选择
(1)铸铁、青铜在切削时,一般不用切削液。精加工时,用煤油。
(2)切削铝时,用煤油。
(3)切削有色金属时,不Байду номын сангаас用含硫的切削液。
(4)切削镁合金时,用矿物油。
(5)切削一般钢时,采用乳化液。
(6)切削难切削材料时,应采用极压切削液。
(4)滚齿、插齿:
a)10~20%极压乳化液。
b)极压切削油。
(5)钻孔:
a)3~5%乳化液。
b)5~10%极压乳化液。
c)ccl4和煤油的混合液钻膜具钢小孔。
d)氯化石腊20%+二烷基二硫代磷酸锌1%+高速机油79%。
2.3不锈钢
(1)粗加工:
a)3~5%乳化液。
d)菜子油。
(2)滚齿、插齿:
a)10~25%乳化液。
b)10~20%极压乳化液。
c)煤油。
d)煤油与矿物油的混合油。
(3)钻孔:
a)3~5%乳化液。
b)煤油。
c)煤油与矿物油的混合油。
2.8铝及其合金
(1)粗、精加工:
a)3~5%乳化液。
b)煤油。
a)10~15%乳化液。
(2)精加工:
a)煤油。
b)煤油与矿物油的混合油。
(3)拉削、攻丝、铰孔:
a)10~15%乳化液。
b)10~20%极压乳化液。
d)煤油与矿物油的混合油。
2.7紫铜
(1)粗、精加工:
a)3~5%乳化液。
b)煤油。
c)煤油与矿物油的混合油。
c)含硫化棉子油的切削油。
(3)拉削、攻丝、铰孔:
a)10~20%极压乳化液。
b)含硫、磷、氯极压切削油。
c)40#机械油85%+二烷基二硫代磷酸锌5%+石油磺酸钙7%+二硫化钼1%氯化石腊1%+煤油1%。用于攻丝。效果:Vc从1m/min提高到7m/min,丝锥耐用度提高1~3倍,表面粗糙度由Ra6.3降低为Ra3.2。
1.2根据工艺要求和切削特点选择
(1)粗加工时,应选冷却效果好的切削液。
(2)精加工时,应选润滑效果好的切削液。
(3)加工孔时,应选用浓度大的乳化液或极压切削液。
(4)深孔加工时,应选用含有极压添加剂浓度较低的切削液。
(5)磨削时,应选用清洗作用好的切削液。
(6)用硬质合金、陶瓷和PCD、PCBN刀具切削时,一般不用切削液。要用时,必须自始自终地供给。PCBN刀具在切削时,不能用水质切削液。固为CBN在1000℃以上高温时,会与水起化学反应而被消耗。
f)机械油90%+ ccl410%。
h)煤油50%+油酸25%或植物油25%。
i)煤油60%+松节油20%+油酸20%。
(3)拉削、攻丝、铰孔:
a)15~20%极压乳化液。
b)极压切削油。
c)硫化豆油或植物油。
d)在硫化油中加ccl410~20%或在猪油中加20~30%ccl4或在硫化油中加10~15%煤油用于铰孔。
(2)精加工:
a)10~25%乳化液。
b)15~20%极压乳化液。
c)极压切削油。
d)煤油75%+油酸25%。
(3)拉削、攻丝、铰孔:
a)10~20%极压乳化液。
b)极压切削油。
c)参照不锈钢所用切削液。
d)防锈和电解切削液也适合于拉削和铰孔。
(4)钻孔:
a)10~15%乳化液。
b)10~15%极压乳化液。
c)极压切削油。
d)硫化油(含硫2%的机械油)。
(2)精加工:
a)极压切削油。
b)10~15%乳化液。
c)15~20%极压乳化液。
d)硫化油或硫化油80~85%+ccl415~20%。
e)矿物油78~80%+黑机油或植物油和猪油18%+硫1.7%。
f)用肥皂涂抹在小钻头上,用于在台钻小孔。
2.4高温合金
(1)粗加工:
a)3~5%乳化液。
b)10~15%极压乳化液。
c)极压切削油。
d)硫化油。
e)硫酸钾2%+亚硝酸钾1%+三乙醇胺7%+硼酸7~10%+甘油7~10%+水余量。
f)葵二酸7~10%+亚硝酸钠5%+三乙醇胺7~10%+硼酸7~10%+甘油7~10%+水余量。
e)ccl420%+80%机械油,用于精车蜗杆。
(3)拉削、攻丝、铰孔:
a)10~20%极压乳化液
b)含氯的切削油。
c)含硫,氯的切削油。
d)含硫化棉子油的切削油。
e)含硫,氯,磷的切削油。
f)30%煤油+70%机械油,用于光刀。
g)MoS2与机械油混合,用于攻丝。
e)在硫化油中加入15~20%ccl4或白铅油加机械油或煤油稀释氯化石腊或MoS2切削膏用于攻丝。
(4)滚齿、插齿:
a)20~25%极压乳化液。
b)极压切削油。
(5)钻孔:
a)10~15%乳化液。
b)10~20%极压乳化液。
c)极压切削油。
d)硫化油。
e)MoS2切削剂。
(4)滚齿,插齿:
a)10~20%极压乳化液。
b)含硫,磷,氯的极压切削油。
(5)钻孔:
a)3~5%乳化液。
b)5~10%极压乳化液。
2.2合金钢
(1)粗加工:
a)3~5%乳化液。
b)5~10%极压乳化液。
(2)精加工:
a)10~20%乳化液。
b)10~15%极压乳化液。