高效气电立焊技术的研究及应用
简析船舶制造业高效焊接技术的应用
简析船舶制造业高效焊接技术的应用摘要:随着世界经济全球化的浪潮席卷全球,世界各区域和国家之间的海上运输越来越频繁和频繁,这就给造船技术提出了更高的要求。
对于现代造船业而言焊接技术对船舶整体强度具有至关很重要的影响作用。
同时船舶制造的大多数工期和经费都是消耗在船舶的焊接工作环节上面的。
因此,提高船舶制造业的焊接工作,不仅有利于提高造船业的整体工作质量同时也可以大大的缩短造船周期降低费用。
本文,基于目前我国造船业的焊接技术现状进行了分析,对现阶段采用的焊接技术进行了一一介绍,并对造船业的高效焊接技术的发展需求和未来发展方向进行了讨论。
关键词:船舶制造高效焊接技术应用引言:焊接工作对于造船业而言,是一个十分很重要的核心环节。
焊接技术的好坏将直接影响着船体结构的好坏和造船的进度。
调查研究表明,一艘船的制造工作,焊接工作在整体工作环节当中占据了大多数的时间,越为30%~40%,同时也占据了整体生产成本的30%~50%甚至更多。
因此,对于造船业来说提高焊接工作效率,升级现有焊接技术具有十分重要的显示意义。
促进整个造船业的高效和高质量的发展。
1.现阶段常用的高效焊接技术现代造船业当中最为常用的技术便是焊接技术,其对船舶制造具有十分重要的意义。
我国造船业随着数十年的高速发展,无论在规模还是质量上都处于世界先进水平。
目前,在我国的船舶制造业当中采用最为广泛的焊接技术主要有以下几种:焊条电弧焊、二氧化碳气体保护焊、埋弧焊、不锈钢焊、活性气体保护焊等。
1.1二氧化碳气体保护焊这种焊接结束主要是通过采用二氧化碳气体来实现对船体进行保护的目的,这种焊接技术最为常用的焊丝有两种,分别为实心焊丝与药芯焊丝。
在现有的造船业当中,由于实心焊丝的品种很少,因此二氧化碳气体保护焊采用药芯焊丝较多。
通过大量的实践表明,二氧化碳气体保护焊的实心焊丝在结构强度和性能方面存在着一些不足和缺陷,同时在焊接时飞溅情况也比较明显需要进一步改进。
另外实心焊丝还存在着容易生锈,摩擦较大的问题。
罐壁纵缝焊接中气电立焊的应用内容介绍
罐壁纵缝焊接中气电立焊的应用内容介绍
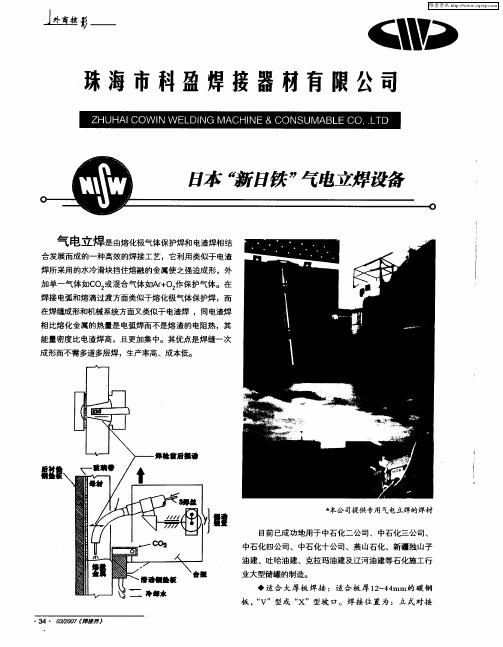
气电立焊是近年来发展起来的一种高效率、高质量的焊接方法,气电立焊是CO2气体保护电弧焊的一种特殊形式,一般采用药芯焊丝外加CO2气体保护,强制成形,来实现立焊位置的焊接。
近年来,随着油罐的大型化发展,焊接技术也随着飞速发展,气电立焊技术的应用也越来越广泛,其施工技术也逐步得到完善。
我公司在营口港仙人岛建造的四台50000 m3及六台100000 m3外浮顶油罐壁板立缝焊接就采用了气电立焊技术,取得了良好的社会效益和济济效益。
气电立焊操作机根据工作环境不同配备不同类型的操作车,…………
储罐立缝焊接时,一般采用两台自动立焊机对称分布(分布图见混凝土3—1)、同向施焊,焊接时先焊外侧,焊接完毕进行清根、打磨、磁粉探伤,检查合格后再焊内侧。
立缝焊接前在壁板上端加熄弧板(如混凝土3—2),立焊起弧处加引弧板。
…………
气电立焊所焊焊缝位置垂直或接近于垂直方向,电弧轴线方向和焊缝熔深方向成直角,其焊接特点与平焊不一样,焊接工艺参数和焊接坡口与手弧焊差别也很大。
…………
焊接小车调整机构参数
摆动器参数与调节范围
自动焊操作机吊装图
气电立焊焊接过程。
气保焊立焊手法与技巧
气保焊立焊手法与技巧气体保护焊接是一种常用的金属材料焊接方法,广泛应用于航空、航天、汽车、轨道交通等领域。
气保焊分为立式气保焊和平面气保焊两种,本文将主要介绍气保焊立焊的手法和技巧。
一、气保焊立焊的原理与特点气保焊立焊是利用惰性气体(如氩气、氦气等)对焊接区域进行保护,防止氧化和污染,从而达到高质量的焊接效果。
气保焊立焊的特点如下:1. 焊接速度快,效率高。
2. 焊接质量高,焊缝美观,焊接强度高。
3. 适用于焊接各种金属材料,如钢、铝、铜、镁等。
4. 可以在各种位置进行焊接,如平焊、立焊、仰焊、悬焊等。
5. 气体保护可以有效地防止氧化和污染,保证焊缝质量。
二、气保焊立焊的手法和技巧1. 准备工作在进行气保焊立焊之前,需要进行一些准备工作,包括清理焊接表面、调整焊接设备、准备焊接材料等。
清理焊接表面是非常重要的一步,因为焊接表面的污染和氧化会对焊缝质量产生很大的影响。
焊接设备的调整也非常重要,需要根据焊接材料的种类和厚度进行调整,以达到最佳的焊接效果。
2. 焊接位置的选择气保焊立焊可以在各种位置进行焊接,但不同的位置需要采用不同的手法。
在进行立焊时,需要选择一个适合的位置,以便焊工可以方便地进行操作。
通常情况下,焊接位置应该是稳定的,以便焊工可以保持焊接枪的稳定性。
3. 焊接枪的握持方式握持焊接枪的方式对焊接效果有很大的影响。
通常情况下,焊接枪应该被握持在垂直的位置,以便焊工可以更好地控制焊接的方向和速度。
焊接枪应该被握持在中部,以便焊工可以更好地控制焊接的平衡和稳定性。
同时,焊接枪的握持力度也非常重要,过紧或过松都会影响焊接效果。
4. 焊接速度和焊接角度焊接速度和焊接角度是影响焊接效果的两个重要因素。
焊接速度过快会导致焊接质量下降,焊接速度过慢会导致焊接表面出现凸起和凹陷。
焊接角度也非常重要,应该根据焊接材料的种类和厚度进行选择。
通常情况下,焊接角度应该保持在30度到45度之间。
5. 焊接过程中的注意事项在进行气保焊立焊过程中,需要注意一些细节问题,以保证焊接质量。
2003年度辽宁省科学技术奖获奖项目名录
中国医科大学第二临床学院
沈阳军区总医院
孙思予、孙素云、王孟春、闻德亮、金 冶、 常桂艳、王彩霞、李小力、冯永莲、李五星、 徐建军 邓东安、侯传举、朱鲜阳、韩秀敏、王琦光、 金 岩、全 薇、柳 阳、王淑范 姜 潮、王雯姝、贾树华、孙 燕、陈 虹、 高 政、周 莉、闫金松、刘启贵、王若雨、 赵 耀 张淑兰、林 蓓、王 敏、夏志军、陆景明、 王丹波、金 镇、马 琳、潘伯臣、银 铎、 杨 清
东北大学、哈尔滨工业大学、 闻邦椿、陈予恕、武新华、金宗武、刘树 天津大学、天津电力公司 英、席爱民、张新江、丁 千、纪盛青 沈阳工业学院 贾春德、矫庆春、张志军、杨德兴、潘建 国、万宏天、谷洪波、黄晓娟、孟丽荣 张之中、庞 明、庞汉英、刘仁俊、史衍
2003J-1-06 高精度热压氮化硅陶瓷球轴 承 2003J-1-07 高精度管道漏磁在线检测系 统 2003J-1-08 WEN13-1/13-2 浮式生产储油 船设计与建造 2003J-1-09 辽宁省国土资源遥感综合调 查
郑三立、孙 刚、梁 旭、洪 军、胡明亮、 阴宏民、孙 明、黄其励、周仲晖、陈必英、 李 娜 吴玉厚、张 珂、富大伟、孙 红、郭 桦、 李颂华、张丽秀、刘春泽、王宗英、王 军、 赵 民 杨理践、陈 勇、高松巍、李梦雄、金大庆、 周林元、闵希华、陈晓明、孙建刚、王晓峰、 刘慧芳 顾永建、赵耕贤、马延德、于泽彬、张忠林、 张雅娣、张海全、姜福茂、李小平、孙德林、 马瑞云 仲跻权、李国运、胡远满、孙德兰、李纯武、 张玉书、于宝山、刘秀市殷图科技发展有限公司 沈阳建筑工程学院、辽宁商务 职业学校 沈阳工业大学、新疆三叶管道 技术有限责任公司 大连新船重工有限责任公司、 中国船舶工业第七 O 八研究所 辽宁省发展计划委员会、中国 科学院沈阳应用生态研究所、 辽宁省气象科学研究所、核工 业二四 O 研究所、辽宁省环境 科学研究院、辽宁省农业区划 研究所 大连海事大学
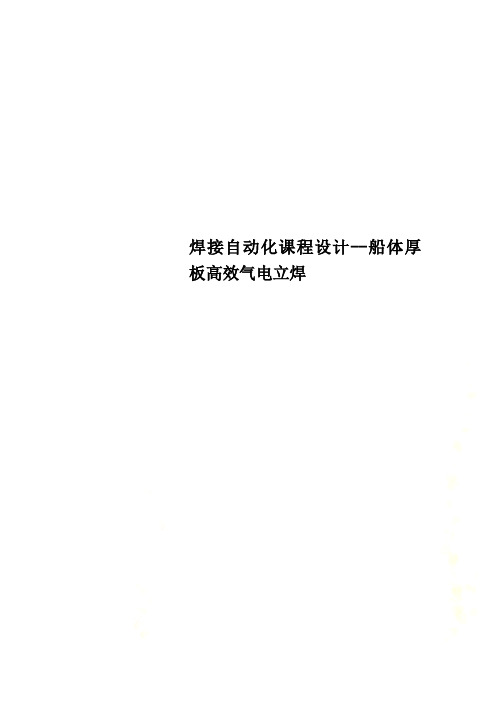
珠海市科盈焊接器材有限公司
向上 );
◆焊缝 成形 美观 :铜 滑块 能保证焊缝 波纹 均匀不超
◆焊接 速度快 ,效率 高 :2m 2 m ̄厚 ,长20r 40 m的 高 。使 用背面衬垫 可形成 均匀美观 的背面焊缝 ; a
链 焊完只需2rn 0 i,其熔敷效率是手工焊接的3倍; a O
◆节省焊材成本 :如1,7 61 ̄ - -
f- 设备 Z-  ̄
运输 及汽 车工 业
石化工业
矿产及建筑材料 工业
3 - 0 /0 7( 接界 6 3 0 焊 2
维普资讯
J 查挂影
● 选 = 爹 照 表 c 星
意 大利著 名 的焊接 耗材 生产 厂家 MT 出 L
品 的MT 系列T G、Ml L l G铝焊 丝 ,按 照A S W
板 ,“ v”型 或 “ x”型 坡 口。 焊 接 位 置 为 :立 式 对接
・
3 ・ 0 /0 7t 4 3 0 焊接界 2
维普资讯
环境条件 ;温j2 ̄ 0 湿度  ̄7 . C,8% 结果 :伯 乐焊条 :吸潮率<%;同类产 品> % 1 6
◆ 优异 的药皮和 药芯调 配能力
51标 : 0 隹制造 ,品种齐全 .深得铝制品加工 业
的信赖。
!
盆( %)
0.0 7 焊 接弄 ) 32 0 ' ‘
・ 7 3
产 品类 型 铸铁用焊接材料
耐磨堆焊用焊接材料
铜及 铜台垒焊接材料
铝及 锫合金焊 接材料 火焰及等离 子喷法用台金粉 末
镰及镣合垒用焊接材料 不锈钢、耐酸耐热钢用焊接材料
钎 剂和钎料
应用领域
钢结构 电站Biblioteka 能源工程 '海洋结构 环境技术 维护与修理
浅析船舶及海洋工程高效焊接技术
浅析船舶及海洋工程高效焊接技术发表时间:2020-12-15T14:43:07.807Z 来源:《基层建设》2020年第24期作者:胡迪徐森[导读] 摘要:社会进步迅速,我国的各行各业的发展也有了改善。
船舶工业、海洋工程的迅速发展,极大地促进了我国焊接技术的发展,焊接工作量也随之上升。
扬州中远海运重工有限公司江苏扬州 225200 摘要:社会进步迅速,我国的各行各业的发展也有了改善。
船舶工业、海洋工程的迅速发展,极大地促进了我国焊接技术的发展,焊接工作量也随之上升。
目前,我国焊接工作总量已达到世界焊接强国的水平,但焊接工作效率却远远低于发达国家,主要原因在于焊接自动化程度低,高效焊接方法应用不够。
提高焊接效率主要表现在:一是提高焊接材料的熔化速度的高熔敷效率焊接,其主要用于船舶和海洋工程中的厚板焊接。
二是提高焊接速度的高速焊接,其主要用于薄板焊接。
下面介绍几种目前较常见的高效焊接技术。
关键词:船舶;海洋工程;高效焊接技术引言对国内外海洋工程用焊材的研究进程和市场现状进行了分析介绍。
主要阐述了海工钢焊缝金属和热影响区的组织特性,并从纯净化、合金化、细晶化和均质化四个方面对焊缝金属的韧化机制进行了讨论;介绍了特种低相变点焊材的开发和配套焊后处理方法的发展;最后指出了海洋工程用焊接材料的未来发展趋势。
1气体保护焊1.1T.I.M.E.焊T.I.M.E.焊(Transferred Ionized Molten Energy)是在原有的MAG焊基础上通过增大焊接电流,增加电阻热,采用高的送丝速度与其高的熔化速度匹配,并采用四元保护气体来进行保护,实现高速焊接下的高熔敷率。
此方法有如下优点:(1)采用大干伸长焊接,熔敷率、焊接生产率均有所提高。
(2)采用四元气体保护法,接头的低温韧性有所改善,焊缝金属中S、P杂质含量下降,优化了接头力学性能。
(3)由于熔滴过渡方式是射流过渡,故可较好的实施全位置焊接。
目前,这种高效的焊接方法已在机械工程、建筑钢结构、起重机械等制造行业得到实际的应用。
焊接自动化课程设计--船体厚板高效气电立焊
焊接自动化课程设计--船体厚板高效气电立焊焊接自动化说明书《船体厚板高效气电立焊》学院材料科学与工程专业材料成型及控制工程年级 2010姓名邬栋权庞杰王飞翔滕金虎尹金鸽张中奇2013 年6 月28 日目录一.设计背景 (3)二.自动化系统综述 (3)三.研究思路及分工…………………………………………………………..3-4 四.机械设计和图形绘制…………………………………………………….4-5五.电机选择及参数设定…………………………………………………….6-7六.传感器选择与应用……………………………………………………….8-10七.PLC程序控制 (10)-14八.焊接工艺,参数 (1)5-19九.焊机选择………………………………………………………………………………………………..19-20参考文献 (20)一.设计背景随着我国船舶制造领域步伐的加快,大型分段焊接合拢工程也随之增加,厚板垂直焊缝采用EGW(气电焊)技术代替传统的人工焊接,在质量提高的同时,生产效率提高了十几倍。
在一般条件下,气电立焊单面焊厚度一般在25mm 以下,带摆动时可焊接到 35mm左右,厚板立缝一次成形是焊接技术的难题。
双面焊可焊接厚板55mm 以下,但是焊接效率降低。
针对NV D36型50mm以上船板焊接的自动化,我们小组设计了高效气电立焊设备,采用CO2气保护药芯焊丝电弧焊,,以实现NV D36级 50mm厚板立缝的多层多道焊接成形技术,并提出了相关厚板的焊接工艺试验参数。
二.自动化系统综述三.研究思路及分工根据我们的立题和实际情况,我们把具体工作分为一下几方面展开:1.设备整体构造分析,机械结构设计:比如,自由度,关节数,各部位之间的协调,可行性稳定性。
绘制三维图。
(邬栋权)2.电机选择及参数设定。
(庞杰)3.传感器选择与应用。
(滕金虎)4. PLC程序控制流程图设计,梯形图(尹金鸽)5.焊接工艺,参数(要有分析和具体参数):焊接方法,过渡形式,坡口选择,焊接电源,电流电压,送丝速度,送气流量,焊丝选择,焊接速度。
高炉炉体立缝高效气电立焊技术及应用

Ab ta t Th r f ce c f lcrg sw ligi mu hhg e a n a r edn .T eeaema ga vn sr c ewokef in yo eto a edn s c ih rt n ma u l cw lig h r r n d a — i e h a rg s u h a rmayfr ain, ihwedn u i n w b u tn i d rn ligtik rpaeo remea- ae ,s c sp i r m t o o hg ligq a t a dl l o r ne st l y o a i y, uigwedn hc e lt f ag tl l
气电立焊所焊焊缝位置垂直或 接近于垂 直方 向, 也适 于一般高炉的锥体立缝。焊接参数和坡 口形式同 普通焊条电弧焊 差别很大。焊接 时 , 电弧轴线 方向与
母材熔深方向成直角, 熔化 的焊丝金 属堆积迭加 , 熔池
公 司、 天津钢铁东移等项 目的 280~ 0 ’ 0 320m 高炉 、
lria ls un c n o- n u a eb d . ugc ba t r a ea d h t l f widfr c" o y n
Ke o d : b a tf r a e, t c e l t y W r s ls u n c hik r p a e, de to a l i g cr g swe d n
维普资讯
-
4 8・
焊接
2O ( ) O 6 5
高 炉 炉 体 立 缝 高 效 气 电 立 焊 技 术 及 应 用
沈 阳 大 学( 104 104 ) 李景波 王 刚 沙玉章 李建军 中国 2 0冶金属结构公 司( 天津市 30 5 ) 崔万平 张瑞伟 0 30
气电立焊焊接方法学习要点总结
气电立焊焊缝中的气孔通常在焊缝边缘 附近起源, 顺着焊缝金属凝固路径朝着中心 线扩展。 不能用肉眼检查方法发现气电立 焊焊缝中的气孔, 除非在割掉起焊板和引出 板时露出焊缝内部才能发现。
(3)裂纹 在正常焊接条件下焊缝中不会出现裂纹。焊缝
金属的加热和冷却比较慢,大大地减小了在寒风中 产生冷裂纹的危险。热影响区也具有高的抗冷裂纹 的性能。
电弧的热量熔化了坡口表面并同时送给焊丝。 熔化的母材不断地汇流到电弧下面的熔池中,并凝 固成焊缝金属。在厚壁焊件中为均匀地分布热量和 熔敷焊缝金属,焊丝可沿接头整个厚度方向作横向 摆动。随着焊接空间的逐渐填充,一块或两块随焊 接机头向上移动。虽然焊缝的轴线和行走方向是垂 直的,但实际上仍是平焊位置。
(2)气孔 药芯焊丝的药芯中含有脱氧剂和脱氮组分。药
芯中兼有造气和造渣组分, 通常能形成致密的无气 孔组分。但对正常的保护气体覆盖层稍有干扰便可 能产生气孔。
气电立焊焊缝中产生气孔的其他原因, 可能有 抽风过大、 冷却滑块漏水、 药芯焊丝中的药粉不 足、 焊丝或保护气体污染以及在焊接开始时有空气 侵入等 。
三、工艺特点和应用范围
1.气电立焊的特点:
工艺过程稳定、操作简便、焊缝质量优良(图3)、 生产效率比手工电弧焊高10倍以上,因此这种方法在船 体焊接应用中不断发展,现在已具备单丝、双丝(图4) 两种送丝方式。采用单丝还是双丝主要根据所焊船体 的板厚来确定,图5则给出了如何根据板厚范围来确定 送丝数。
(3)冷却速度控制 当焊接规范和坡口参数确定后, 焊丝和母材吸热可以认为是不变的,而强制成形的铜 滑块吸热,则随冷却介质水变化较大。水的温度、水 的流量对吸热影响很大,低的水温和大的流速水带走 的热量,远大于高水温低流速的情况,所以在焊接厚 板时应减少水流量;焊接薄板时可增加水的流量;通 过调节水流量来调节熔池的冷却速度可有效的控制熔 深的大小;
气电立焊焊接方法学习要点总结
4.适用范围
气电立焊主要用于碳素钢和合金钢的焊接, 但也 适用于焊接奥氏体不锈钢及其他金属和合金 。
气电立焊用于连接必须在垂直位置焊接或可放在 垂直位置焊接的厚板, 焊接通常以单程完成。 此方法的 实用性取决于板材的厚度和接头的长度。此方法具有 平焊位置焊接的优点, 但是必须有足数量的焊缝 。 这样, 在夹具上和特殊焊接设备上的花费才是合算的。
表1给出了两种厚板EGW焊接工艺参数,供参考。
2.缺陷
在正常操作条件下进行气电立焊, 总可形 成质量高而无缺陷的焊缝 。 不正常的焊接条 件可能导致形成有缺陷的焊缝。常见的缺陷有 夹渣、气孔和裂纹。
(1)夹渣 在气电立焊焊缝中可能出现夹渣 。气电立焊
是一种单道焊方法, 这样不必进行焊道间清渣。 焊缝金属凝固速度比较缓慢, 有足够时间使任何 熔渣浮到熔融焊缝金属表面。若焊丝摆动, 当电 弧靠近某一滑块时, 在另一块滑块附近就可能局 部地凝固; 当电弧返回时, 如果熔渣未被再次熔 化就会夹在焊缝金属中 。
三、工艺特点和应用范围
1.气电立焊的特点:
工艺过程稳定、操作简便、焊缝质量优良(图3)、 生产效率比手工电弧焊高10倍以上,因此这种方法在船 体焊接应用中不断发展,现在已具备单丝、双丝(图4) 两种送丝方式。采用单丝还是双丝主要根据所焊船体 的板厚来确定,图5则给出了如何根据板厚范围来确定 送丝数。
保护气体 对于药芯焊丝气电立焊,通常采用二氧 化碳做保护气体。推荐的气体流量范围为14~66L/min。 对于钢的实心焊丝焊接, 通常采用80%Ar+20%C02(体 积分数) 的混合气体, 用药芯焊丝焊接时也可采用这 种混合气体。
某些药芯焊丝是自保护型的, 这类焊丝在电弧 热作用下可产生一种浓密的保护气体而保护填充金属 和熔融焊缝金属, 这种保护方法相似于自保护的药芯 焊丝电弧焊。
高效焊接技术在船舶建造中的应用及推广分析
高效焊接技术在船舶建造中的应用及推广分析发布时间:2022-03-22T05:45:28.737Z 来源:《科学与技术》2021年31期作者:韩建明[导读] 当前船舶市场竞争愈加激烈,造船企业越来越注重船舶建造的质量以及进度,韩建明大连中远海运川崎船舶工程有限公司辽宁大连116052摘要:当前船舶市场竞争愈加激烈,造船企业越来越注重船舶建造的质量以及进度,在船舶建造中焊接是主要工序,也是衡量船舶质量的指标,应用高效焊接技术的效率与范围会对船舶建造进度产生影响。
当前船舶建造材料技术越来越成熟,焊接技术不断发展,并且实现了焊接装备自动化,该背景下造船企业努力提升自身焊接自动化程度,因此应合理应用和推广高效焊接技术,以此提升劳动生产率、造船质量与精度,还能够节省成本。
关键词:高效焊接技术;船舶;造船企业;焊材在科技水平快速提升的背景下,建造船舶的水平与效率提高,船舶焊接中应用的焊接技术随之发展,有着越来越丰富的焊接工种,可适应现阶段各种船舶对水平较高的焊接工艺需求,能够广泛应用到不同种类船舶中。
在船舶焊接中,船舶在生产线上生产,其焊接工艺生产线有两种类型,一种是平面分段焊接工艺生产线,许多造船企业会使用的生产技术,应用该生产线可保护工作人员人身安全,实现多焊接工位生产,以此提升船舶焊接效率。
另一种是船舶建造过程种应用人工智能,机器人生产线应用范围逐渐扩大,通过机器人来分析、整合数据库内丰富的资料,确定相应生产参数后自动进行焊接,在工作中应将原材料使用效率提高,节约资源,取代原本将人作为生产主体的焊接模式,科学、自动焊接船舶,提升工作效率以及质量。
一、船舶的高效焊接技术简述船舶中所应用的高效焊接技术,能够将焊接质量以及水平提升,基于此提升钢板制造质量与效率,这对造船工业来说非常重要,能够合理控制船舶建造周期,实现自动化生产目标。
为节省船舶焊接成本,需深入探究船舶建造中应用的高效焊接技术,这一背景下焊接机器人被研究出来。
双丝气电立焊厚板立缝焊接技术的研究

性 能
开 发 成 功具 有 完 全 自主 知识 产 权 的单 丝 气 电立 焊 技
术 及 设备 .并 大 面 积 推 广 应 用到 冶 金 、石 化 、造 船
( )双 丝焊 接 .有 可 能受 到磁偏 吹 的干扰 。 4 ( )要 有 1 功 能完 备 的焊 枪 摆 动 技 术 ,它 直 5 套
接关 系到 焊缝 的质量 和熔 深 。
等 相关 行 业 的 大 型钢 结 构 建 造施 工 中 。针 对 板厚 大 于 6 0mm钢 板 的 立缝 焊 接 难 题 .笔 者 借 助 于 已十 分 成 熟 的单 丝 气 电立 焊 技 术 ,大 胆 改革 创 新 ,研 发 双 丝 气 电立 焊 技 术 ,并 进 行 了一 些 尝试 ,收到 了很 好
焊 条 电弧 焊 很 难 解 决 这 一难 题 , 电渣 焊 虽 热 影 响 区大 ,焊缝 自然 冷
( )仍 采 用 窄 间 隙 ,且 坡 口深 ,施 焊 空 间 小 , 1 熔 池 上 方 高 温 高热 ,要 有 特 种水 冷焊 枪 适 应 这 一 焊 接 环境 ,以保证 焊缝 的熔 合和熔 透 。 ( ) 只用 1台 焊接 小 车 完 成 整 个 焊 接 过 程 。采 2
收 稿 日期 :2 1 — 5 1 020—3
2 双 丝气 电立 焊机 的组成 和 工作原 理
21 双 丝 气 电 立 焊 机 的 组 成 .
基 金 项 目 :辽 宁 省 科 技 厅科 技 攻关 项 目 (0 9 2 04) 20202
双丝 气 电立 焊 机主要 由以下几 部 分组 成 :2台焊
足 ,不 仅 焊 接 质 量好 ,焊 缝 力 学 性 能 高 ,而 且 操 作
气电立焊介绍
AWS
(A5.26)
EG80T-G
力学 性能 例值 例值
屈服强度 (MPa) 520
抗拉强度 (MPa) 650
延伸率 (%) 26
冲击 J/℃ 65/-20
GFR-802
EG80T-G
533
662
22.5
106/-20
3、GFR-802焊道外观
正面成型
反面成型
八、GFL-702销售业绩
行业 客户 大连中远船务工程有限公司 烟台莱佛士船业有限公司 品名
图5
气电立焊设备构成图
下图(图6)为一台国产垂直气电立焊的外部结构。
垂直气电立焊机 型号:SEG-1 输入电压:AC 380±10%V 行走速度:0-530 mm/min 驱动方式:齿轮/齿条 重量:22 kg 最大负载:50kg 焊接位置:立焊 外型尺寸: 360x665x365mm 适合板厚:9-32mm 单面V型坡口 19-80mm双面X型坡口
GFL-702在船体大合拢焊接中的应用(图9)
总段大合拢缝
总段大合拢缝
图9
油轮船侧分段的大合拢缝
六、50公斤级气电立焊焊丝对比
1、DW-S43G和GFL-702化学成分对比
品名
DW-43G GFL-702 AWS A5.26 EG70T-2 EG70T-2
化学 成分 例值 例值
C
0.054 0.054
动立焊工艺大都在露天或高空场合施工,在有大风的情况下,自保护焊可以不
因风的影响而停止施工。另外,目前自保护立焊设备的价格也要比气保护立 焊设备的价格低的多;
国外在开发气电立焊时,都是将焊接设备与焊接材料一并配套考虑,
这是出于保护产品的专利权和商业利益;但从另一角度看,增加了我们自 身技术开发困难,因此,要加强焊接技术研制和焊接工艺实验的工作,使 国产焊接材料能在气电立焊应用中,占一席之地。 昆山京群焊材科技有限公司长期致力于研发气电立焊焊丝。现已经开发 出50公斤级气电立焊焊丝GFL-702和55公斤级气电立焊焊丝GFR-802。焊 丝具有良好的焊接性和优良的力学性能,在船体、贮罐、球罐、桥梁的箱 式梁复板等立焊位置的焊接中得到越来越广泛的应用。
气电立焊工艺在5万m 3油罐组焊中的应用
焊接 工 艺 参数 、焊接 工 艺评 定试验 等技 术 内容 。通过在 5万 m 大型储 油罐 安装 工程 中应 用 , 焊缝 质量 一 次台 格 率达 9 .% 经初 步测 算 ,气 电立 焊的 焊接速 度 约是 药芯 焊丝 自保 护 自动 9 9
立 焊的 l 5倍 , 约 是 手 工 电 孤 焊 的 l 5倍 ,提 高 了 焊接 效 率 关 键 词 气 电 立 焊 工 艺 应 用
该 种工 艺方 法 ,采用 的是气 渣联 合保 护 ,电流 密 度 大 ,熔滴 呈小 颗 粒过 渡 ,飞 溅小 ,电弧 稳 定 ,
运 动 的水冷 滑块 。焊接 时 ,药芯 焊丝 和母 材 被 电弧 熔 化 形成熔 池 .并被 限制 在前后 两块 滑块 及未熔 化
的 母 材 中 间 ,这 样 , 熔 池 上 部 受 到 C 熔 渣 的 O 及
・
图 1 气 电立 焊 方 涪 示 意 1哈 却球 ; 2固定 滑堍 ; 3药 芯焊 丝 i 4熔 蔷 ; 5熔 池 i 6焊 缝 . .
台 属 ; 7玲 却 水 ^ 口 ; 8钢 板 ; 9焊 枯 ; 1 . 0导 电 嘴 ; I 护 1保 气 体 ; l 滑 堍 } l. 却 水 ; 1 2铜 3玲 4固 定滑 块 ; 1 5移动 滑堍
3 7
维普资讯
2. 0' 4月 1 2年
石
油
工
程
建
设
第2 8卷第 2期
在焊 接前 ,首 先在 焊接 接头 的坡 口反 面安装 固
定 铜 滑 块 .坡 【 正 面 安 装 一 块 可 随 焊 枪 一 起 作 同 步 J 一 一
232 焊 接 电 流 ..
定。 2 . {棱 精料 2 年
制焊 接线能 量 、焊接 速度 又 比较 ・ 陕的气 电立 焊工 艺 进行 纵 向焊 缝 的焊 接。 同时为进 一 步控制 焊缝 的过
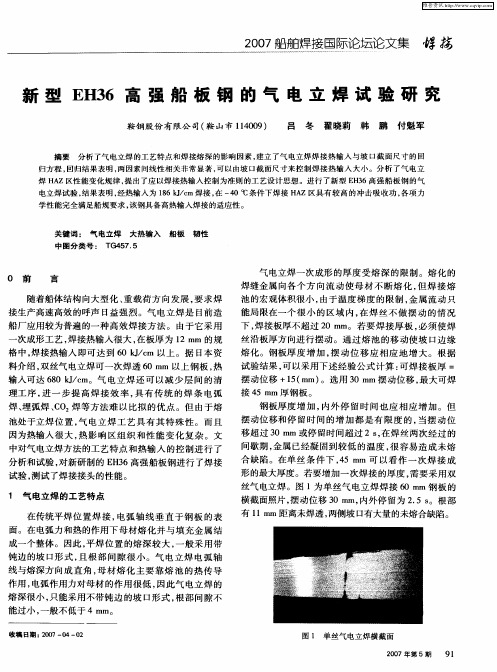
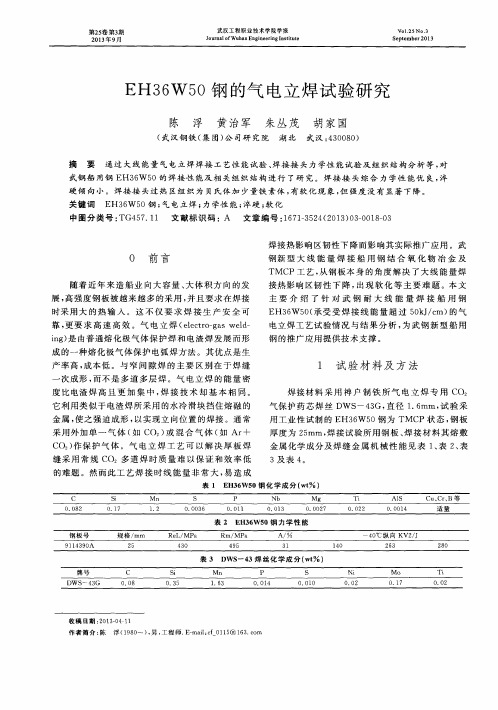
新型EH36高强船板钢的气电立焊试验研究
关键 词 : 气 电立 焊
大热输入
船板
韧 性
中 图 分 类 号 : T 5 . G4 7 5厚 度 受 熔 深 的 限制 。熔 化 的 焊缝 金属 向各个 方 向流 动 使母 材 不 断 熔 化 , 焊 接 熔 但 池 的宏 观 体积 很小 , 由于 温度 梯 度 的限 制 , 属 流动 只 金 能局 限在 一个 很 小 的 区 域 内 , 焊 丝 不 做 摆 动 的情 况 在 下 , 接板 厚不 超 过 2 焊 0 mm。若 要 焊 接厚 板 , 须使 焊 必 丝沿 板厚 方 向进行 摆 动 。通 过 熔 池 的移 动 使 坡 口边 缘 熔化 。钢 板厚 度 增 加 , 动 位 移 应 相 应 地 增 大 。根 据 摆 试验 结果 , 以采 用下 述经 验 公 式 计 算 : 焊 接板 厚 = 可 可 摆动 位移 +1 ( m) 5 m 。选 用 3 0mm摆 动位 移 , 大可焊 最
有 1 / 离未焊透 , 坡 口有 大量 的未 熔合缺 陷 。 mn距 1 两侧
线与熔 深 方 向成 直 角 , 材 熔 化 主要 靠 熔 池 的 热 传 导 母
作用 , 电弧 作用 力对母 材 的 作用 很 低 , 因此 气 电立 焊 的 熔 深很 小 , 只能 采用 不带 钝 边 的坡 口形式 , 部 间 隙不 根 能过小 , 般不 低于 4 m 一 m。
分析 和试 验 , 新研 制 的 E 3 对 H 6高强船 板 钢进行 了焊接
试验 , 测试 了焊 接接 头 的性 能 。 1 气 电立焊 的工 艺特 点
在传 统平 焊 位 置 焊 接 , 电弧 轴 线 垂 直 于 钢 板 的表
气电立焊在胜利油田大型浮顶储罐建设中的应用
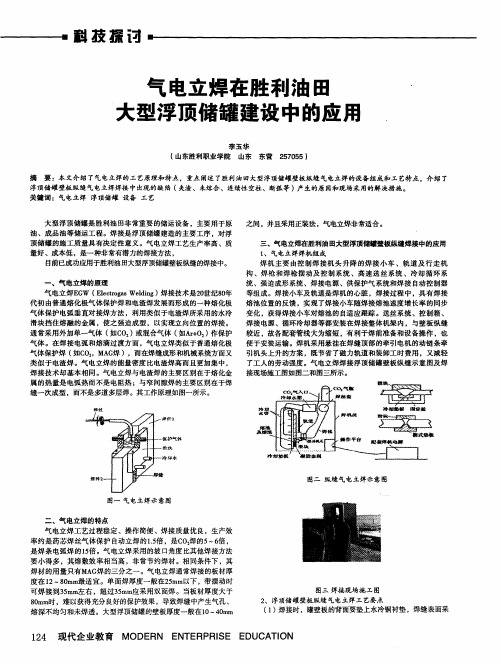
大 型 浮顶 储 罐 是 胜利 油 田非 常重 要 的储 运 设备 ,主要 用 于原 油 、成品油等储运工程。焊接是浮顶储罐建造的主要工序 ,对浮 顶储罐的施工质量具有决定性意义 。气 电立焊工艺生产率高、质 量好 、成本低,是一种非常有潜力的焊接方法 , 目前 已成 功应用 于胜利 油 田大 型浮顶储罐 壁板纵缝 的焊接 中。
图三 焊接 现场 施工 图
2 、浮顶储 罐壁板 纵缝 气电立焊 工 艺要 点 ( ) 接时 ,罐 壁板 的背面 要垫 上水 冷 铜衬 垫 ,焊缝 表 面采 1 焊
1 4 现 代企业教 育 2
MOD R E T R R S E U A I E N N E P I E D C T ON
21 0 ・期 0年・月 下 1 6
一
之间,并且采用正装法,气电立焊非常适合 。
三 、气 电立焊 在胜利油 田大型浮顶 储罐壁 板纵缝 焊接 中的应用
l 、气 电立焊焊机 组 成
、
气 电 立焊 的原理
气 电立焊E W ( lc oa We i )焊接技术是2世纪8年 G Eet gs l n r dg O 0 代初由普通熔化极气体保护焊和电渣焊发展而形成 的一种熔化极 气体保护电弧垂直对接焊方法 ,利用类似于电渣焊所采用的水冷 滑块挡住熔融的金属 ,使之强迫成型 ,以实现立向位置的焊接。 通常采用外加单一气体 ( O ) 如C : 或混合气体 ( l rO )作保护  ̄A+ : l 气体。在焊接电弧和熔滴过渡方面 ,气 电立焊类似于普通熔化极 气 体保 护 焊 ( O,M G ),而在 焊缝成 形 和机械 系统方 面又 如C A 焊 类 似 于 电渣 焊 。气 电立焊 的 能量 密 度 比 电渣焊 高 而且 更加 集 中 , 焊 接 技术 却 基 本 相 同 。气 电立 焊与 电渣焊 的 主要 区别 在 于熔 化金 属 的 热量 是 电弧热 而 不 是 电阻 热 ;与 窄间 隙焊 的 主要 区别 在 于焊 缝 一 次成 型 ,而不是 多道 多层 焊 。其 工作 原理 如 图一所示 。
EH36W50钢的气电立焊试验研究
次 成形 , 而不 是 多 道 多 层 焊 。气 电立 焊 的 能量 密
度 比 电渣 焊 高 且 更 加 集 中 , 焊接技术却 基本相 同。
它利 用类 似 于 电渣 焊 所采 用 的水冷 滑块 挡住熔 融 的
金属, 使 之强 迫成 形 , 以实 现立 向位 置 的焊接 。通 常 采 用外 加单 一 气 体 ( 如 C O。 ) 或混合 气体 ( 如 Ar +
焊接 热影 响 区韧性 下降 而影 响其 实际推 广应 用 。武
0 前 言
随着 近 年 来 造船 业 向大 容量 、 大体 积 方 向的发 展, 高强度 钢 板被越 来 越多 的采 用 , 并 且 要求 在焊 接 时 采用 大 的 热 输 入 。这 不 仅 要 求 焊 接 生 产 安 全 可
陈 浮 黄 治 军 朱 丛 茂 胡 家 国
( 武汉 钢铁 ( 集 团) 公 司研 究 院 湖 北 武 汉 : 4 3 0 0 8 0 )
摘 要 通过 大线 能量 气 电立焊焊4 4 - _ T - 艺性 能试 验 、 焊接接 头力 学性 能 试验及 组 织结构 分析 等 , 对
朱 丛 茂 胡 家 国 : EH3 6 W5 0钢 的气 电立 焊 试 验 研 究
1 9
表 4 D WS -4 3焊 丝 熔 敷 金 属 力 学 性 能
1 1 2 J , 一4 0 ℃平 均 冲击功 为 8 9 J , 热 影响 区线 外 2 mm 处 一2 O ℃平 均 冲击功 为 1 8 4 . 1 , 一4 0 ℃为 1 4 7 J 。从 图 2可见 , 随试 验温 度降 低 , 焊 缝 冲击 功 下 降 稍快 于 母
:
O
气 电立焊 试验 采用气 电立焊 专用焊 机 S G一 2 Z, 焊接 试 板 坡 口根 据 气 电立 焊 工 艺 特 点 制 定 , 焊
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高效气电立焊技术的研究及应用 李景波王刚沙玉章李建军李群智高继洪
摘要分析了气电立焊的熔焊机理特性熔敷速度高为这种高效自动化焊接技术及设备的推广应用提供了广阔的前景
高效气电立焊应用
0 前言
气电立焊(英文简称EGW)技术从20世纪80年代中期才引进我国
配用专门的药芯焊丝焊接垂直或接近垂直位置的焊接接头焊接时焊缝的背面采用水冷档排(或衬垫)ÈÛ³ØËÄÃæÊܵ½Ô¼Êø
ÊÇÒ»ÖÖ¸ßЧº¸½Ó¼¼Êõ¼°É豸
Ò²°üÀ¨º¸Ë¿ÕâЩÉ豸ËäÈ»ÐÔÄÜÁ¼ºÃ¹úÄÚһЩÖÐСÆóÒµÎÞÁ¦¹ºÂò
ÆäÓ¦Ó÷¶Î§ºÍ·¢Õ¹Êܵ½ÏÞÖÆ
ÍêȫΪ×ÔÖ÷֪ʶ²úȨ
²¢¶ÔÆøµçÁ¢º¸¼¼ÊõÈÛº¸»úÀíµÄÉîÈëÑо¿ÈÛ·óËٶȸßΪÕâÖÖ¸ßЧ×Ô¶¯»¯º¸½Ó¼¼Êõ¼°É豸µÄÍƹãÓ¦ÓÃÌṩÁ˹ãÀ«µÄÇ°¾°
携焊机头升降的机械系统
2
冷却循环强迫成型系统
4
焊枪及焊枪摆动及控制系统
6
焊接过程为全自动控制
其焊接位置垂直或接近于垂直方向熔化的焊丝金属堆积迭加形成焊缝
气电立焊焊接电弧产生的热量主要流向三个方向熔化母材
控制母材坡口截面积是影响熔深的主要参数之一直
接决定了焊接质量就增加了焊接线能量熔深的大小由熔池过热金属的过热度影响熔池熔融金属的过热度的因素
因素
2对于一般电弧焊E=IU/Vw对于气电立焊
大电流密度其送丝速度等于熔化速度
经推导可得焊接线能量为k i为焊丝熔化系数增加电弧电压可增加焊接线能量
3当焊接规范和坡口参数确定后而强制成形的铜滑块吸热则随冷却介质水的变化很大水的流量低的水温和大的流速低流速的情况
焊接薄板时可增加水的流量可有效的控制熔深的大小
熔深的形成方式以及影响熔深的因素也就不同对制定合理的焊接工艺获得优良的焊缝质量具有重要意义
3 高效气电立焊机的应用
3.1 船体立缝气电自动焊机
船体立缝自动化焊接机在大连船厂应用解决高空作业时操作者的方便作业整机具有结构紧凑永磁体吸盘将铝合金齿条轨道固定在船体钢板上焊机整体于整机架内具有自动提升机构和自动锁定装置使操作者安全可靠送丝系统
焊接电源与被焊物体较近有利于焊前准备和设备操作运输设置了电压电流传感器
设置了供气控制传感器和循环冷却水压指示调节器
图1
3.2 冶金高炉气电立焊机
近年来高炉的体积也愈来愈大
到现在的几千立方米因此为适合冶金高炉的施工特点即适合在高炉的露天高空安装施工
厂房内预制焊件我们与太钢
高炉皮坡口形式
V形坡口I形坡口
X形坡口
图2
由于高炉皮壁厚焊枪摆动能够增加熔池液态金属的流动的速度
增加熔深使热量在
板厚方向上趋于一致实践表明
背面间隙在5 mmÓÐÀûÓÚÌúË®µÄÁ÷¶¯¼È×é¶ÔI 形坡口12 mm进行双面焊接
可获得良好的熔透性
以罐壁上边缘为导向可以行走焊接小车及轨道焊接自动控制箱
操作员在其内部作业
焊接小车沿磁性导轨携带焊接机头行进焊接小车能够自适应坡口尺寸的变化配有特种焊枪和循环水冷却器焊接效率高质量优良
焊接板厚24mm 长度2 400mm的对接立缝仅需要焊接时间25 min左右9 h
对于板厚范围10
ÏÖÒÑÍê³É10万立罐十几座
3.4 壁大直径管气电立焊焊接
我们和胜利油田工程建设公司合作
管径60032 mm 2 400 mmÔÙÔÚ³µ¼äÄÚ°ÑͲ½Ú¶Ô½Ó³É25 m左右长的管子在滚轮架上用埋弧焊双面多道多层焊接焊接速度较慢极大的提高了焊接的效率和质量
管子环缝气电立焊设备主要包括送丝系统
控制系统焊接电源等六个部分
10焊接生产率是埋弧焊焊接工艺的5倍多
焊缝成形美观
有效的解决了管子环缝气电立焊一次强制成形焊接起弧和收弧的难题焊接起弧极大的提高了焊接的效率和质量
1对制定合理的焊接工艺获得优良的焊缝质
量具有重要意义
2对于板厚范围10
气电立焊焊接质量好综合成本低
参考文献
1 中国机械工程学会焊接学会编2机械工业出版社
ASM,1983
3 王 刚96(3)21
作者简介高级工程师
高效气电立焊技术的研究及应用
作者:李景波, 王刚, 沙玉章, 李建军, 李群智, 高继洪
作者单位:李景波,王刚,沙玉章,李建军(沈阳大学), 李群智,高继洪(华油建一公司)本文链接:/Conference_4111474.aspx。