汽车复杂齿形类零件的冷挤压成形
汽车异形齿类零件复合挤压成形技术的优化
上,再增加一定的加工余量,一般为0.6~0.8
mm,同时该段也需加工成有角度≯的拔模斜度。 2.3挤压凸模优化设计 采用图4所示的原平底凸模结构,成形挤压 力将高达1 900~2
000
(a)原坯料
m)改进优化后坯料
图5坯料简图
如前所述,采用改进的凸模和坯料,能降低 挤压力,轮毂的齿形更容易成形和充满,提高金 属材料利用率和生产效率。
图4凸模简图
因此,在凹模型腔尺寸设计确定时必须考虑这
些差异,这样可省去工件齿形校形的工序。 (I)对于上凹模,其工作段型腔(即用于成 形轮毂齿形的部分)各直径尺寸的取值,是在产 品各相应直径名义尺寸的基础上再减小0.25 mm左右,各齿厚尺寸则在产品各相应齿厚名义
3坯料改进优化
坯料若采用如图5所示的实心圆柱状坯 料,则凸模应采用图4所示的平底凸模,这样不 但成形挤压力很大,而且轮毂的齿形不容易成
关键部件有许多,而离合器就是其中之一。随 着汽车工业的不断发展,越来越多的汽车上使 用形状结构复杂,但却能提高汽车性能的零件。 现在不少汽车的离合器中使用了如图1、2所示 的轮毂类零件。该轮毂类零件的外形由齿形和 燕尾槽组成,而其齿形又分成3种不同形状和
尺寸的异形齿(图1中I、Ⅱ、Ⅲ3种,其齿形的
宽度、根圆直径不相同,位置是不对称的)。如
容易破裂或缺损,从而造成模具损坏报废。为 了降低成形挤压力,改善模具寿命,可通过改进 和优化凸模及坯料来实现,后面会分别进行介绍。 (2)过高的成形压力,使得当工件成形结束 时脱模取件的脱模力也较大,造成工件脱模困 难。脱模时工件齿形部分和柄部分别与上、下 凹模表面发生较大的摩擦,易造成工件齿部和
2复合挤压模具优化
34
Die and Mould Technology No.5 2009
冷挤压成型的原理

冷挤压成型的原理冷挤压成型是一种常见的金属成形加工方法,通过在常温下将金属材料加压塑性变形,使其通过预设的模具形成所需形状。
冷挤压成型通常用于生产高精度、复杂形状的零件和轴类零件。
下面将详细介绍冷挤压成型的原理及其过程。
冷挤压成型的原理基于金属在常温下的塑性变形性质。
金属材料在受到应力的作用下,会发生塑性变形,通过逐渐增加外力,金属材料内部的晶粒发生位移和滑动,最终达到塑性变形。
冷挤压成型利用了金属材料塑性变形的特性,通过外力的施加,将金属材料挤压至模具的形状中,从而得到所需的零件形状。
冷挤压成型的过程一般包括以下几个主要步骤:1. 材料准备:选取适合的金属材料进行冷挤压成型,通常选择具有良好塑性的材料,如铝合金、铜合金等。
2. 模具设计与制造:根据零件的形状和尺寸,设计和制造适用的模具。
模具的形状决定了最终零件的形状,模具的材质一般选用高硬度和耐磨损的工具钢。
3. 加压与挤压:将预热的金属材料放入冷挤压机中,通过液压装置施加高压力力,将金属材料挤压至模具的形状中。
挤压的过程中,金属材料会发生塑性变形,逐渐填满模具的空腔。
4. 精加工与处理:冷挤压成型得到的零件通常需要进行后续的精加工和热处理。
精加工可以包括切割、修整、表面处理等,以得到最终所需的精度和质量。
热处理可以改变零件的组织结构和性能,提高其强度和耐磨性等特性。
冷挤压成型的优点主要有以下几点:1. 高精度:冷挤压成型可以生产高精度的零件,在成形过程中几乎不会产生撕裂、裂纹和疲劳等问题,确保零件的尺寸和形状精度。
2. 高效率:冷挤压成型可以快速达到所需形状,减少了后续热处理的时间和工序。
3. 节约材料:冷挤压成型可以最大限度地利用原材料,减少废料产生,提高材料的使用效率。
4. 节约能源:冷挤压成型是在常温下进行的,相比热挤压成型,不需要加热材料,节约了能源消耗。
5. 增加材料强度:通过冷挤压成型,可以使金属材料的晶粒发生位移和滑动,进而改变其晶界结构,提高材料的强度和硬度。
齿轮轴的冷挤压成型工艺毕业设计

齿轮轴的冷挤压成型工艺摘要本文主要对齿轮轴的冷挤压加工进行了分析研究。
将齿轮轴由过去的切削加工工艺改变成冷挤压成形工艺,实现少废料加工,并改善齿轮轴制件质量,是加工方法的进步。
在过去齿轮的生产,主要采用滚、插、铣等传统工艺,但传统工艺加工的齿轮存在生产效率低和产品质量差等缺点。
为了克服这些缺点,近年出现了渐开线齿轮的冷挤压加工工艺。
采用该工艺加工渐开线齿轮,不但使生产效率大大提高,产品尺寸稳定,表面粗糙度低,材料利用率达70%~80%,而且冷挤压使工件表面产生压应力,可以增加产品的疲劳强度。
基于冷挤压加工的优点,我们在生产中引进了这一加工工艺。
为了在制造齿轮轴时减少工艺不合理性所带来的误差及难以加工等现象,本课题主要介绍了齿轮轴的冷挤压加工,通过加工中挤压成型中受力的分析,解决细长轴挤压出现的镦粗变形情况及冷挤压工件的热处理方法。
应此本课题的研究具有重要的现实意义。
关键词:齿轮轴;冷挤压;加工工艺,热处理AbstractMain gear shaft of cold extrusion processing were analyzed. Gear shaft from the previous machining process change into cold extrusion forming process, less waste processing, gear shaft and improve part quality, advances in processing methods.In the past the gear production, mainly by rolling, insert, milling and other traditional techniques, but the traditional processing of gear has low production efficiency and poor product quality. In order to overcome these shortcomings, in recent years, the involute gear cold extrusion process. The processing technology of involute gear, not only improves the production efficiency, product size stability, low surface roughness, material utilization rate up to70%~80%, and cold extrusion of the workpiece to produce compressive stress, can increase the product fatigue strength. Based on the cold extrusion processing advantages, we in the production of the introduction of the process.In order to reduce the process of manufacturing gear shaft is not reasonable and the difficulty of processing error caused by the phenomenon, this paper mainly introduces the gear 0axis cold extrusion processing, through the processing of extrusion force analysis, solve the elongated shaft extrusion of upsetting and extrusion workpiece heat treatment method. Should this topic research has the important practical significance.Keywords: Gear shaft Cold extrusion Processing Heat treatment目录第1章绪论 (1)1.1毕业设计选题的背景及意义 (1)1.2冷挤压在国内外研究概况及发展趋势 (1)1.2.1 冷挤压技术发展趋势 (2)1.3冷挤压工艺对模具的要求 (2)1.4冷挤压的特点 (3)1.4.1冷挤压特点 (3)1.4.2冷挤压的基本类型 (3)1.4.3冷挤压的优点 (4)1.4.4冷挤压缺点 (4)1.5冷挤压模具的构造及特点 (5)第2章齿轮轴成形工艺确定 (8)2.1齿轮轴的结构分析 (8)2.2冷挤压工艺的分析 (9)2.3冷挤压几种工艺组合形式 (9)2.4齿轮轴冷挤的理论基础 (10)2.5冷挤压工艺方案设计 (10)2.6齿轮轴冷挤压变形计算 (11)第3章齿轮轴的加工 (15)3.1基准的概念和分类 (15)3.2毛坯直径的计算及优化 (15)3.3各加工阶段的主要任务 (17)3.4加工顺序的安排 (18)3.5限制局部挤压镦粗办法 (18)3.6拟定加工工艺路线方案 (20)3.7冷挤压关键技术研究 (23)3.7.1 冷挤压前期出来 (23)3.7.2 冷挤压成形中的润滑 (23)第4章总结 (26)答谢词 (27)参考资料 (28)毕业设计(论文)报告纸┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ 装 ┊ ┊ ┊ ┊ ┊ 订 ┊ ┊ ┊ ┊ ┊ 线 ┊ ┊ ┊第1章 绪论1.1 毕业设计选题的背景及意义本课题是“齿轮挤压模具参数优化设计产业化推广”的一部分,过去采用切削加工方法得到,其生产工艺较复杂,成本较高,效率较低,质量也不易保证。
复杂壳体冷挤压成形工艺及模具设计
1 绪论 (2)1.1 本课题的目的和意义 (2)1.2 本课题的主要研究内容 (3)1.3 小结 (4)2 复杂壳体冷挤压工艺的确定 (4)2.1 冷挤压工艺概述 (4)2.2挤压零件分析 (5)3、挤压工艺分析 (6)3.1 坯料尺寸的确定 (6)3.2 毛坯软化处理 (7)3.3 冷挤压毛坯表面处理与润滑 (7)3.4变形程度计算 (8)3.5确定挤压次数 (9)4 挤压设备选择 (9)4.1挤压力的确定 (9)4.2挤压设备类型选择 (9)4.3液压式压力机型号选择 (10)5模具的结构型式及其主要零部件的设计 (10)5.1冷挤压模具的结构分析 (10)5.1.1冷挤压模具的组成部分 (10)5.1.2对模具设计的要求 (11)5.2冷挤压模具的结构特点 (11)5.3 模具材料的选择 (11)5.3.1冷挤压模具工作零件的材料要求 (11)5.3.2冷挤模零件材料选取 (12)5.4凸模设计 (12)5.4.1 分流控制腔的设计 (12)5.4.1.1 分流控制腔的结构形式及位置确定 (12)5.4.1.2 控制腔高度尺寸(i h)的确定 (13)5.4.2凸模的结构及尺寸 (13)5.5凹模的设计 (14)5.6卸料和顶出装置的设计 (15)5.7 挤压模具模座的设计 (17)5.7.1上模座的设计 (17)5.7.2 下模座的设计 (19)5.8导柱导套的设计 (20)6、装配图 (22)7 复杂壳体成形过程的有限元仿真 (23)7.1有限元分析软件的背景介绍 (23)7.1.1 DEFORM 的介绍 (23)7.1.2 DEFORM 的功能 (23)7.1.3 DEFORM 的突出特色 (24)7.2有限元成形模拟技术中,几何模型的建立和网格划分 (24)7.3 基本参数设定 (24)7.4 冷挤压成形的模拟分析 (25)8、总结 (28)致谢 (29)参考文献 (29)复杂壳体冷挤压成形工艺及模具设计中文摘要:冷挤压是精密塑性体积成形技术中的一个重要组成部分。
基于Deform_3D的传动齿轮冷挤压成形工艺研究_王广卉

3.1 两种成形方案模拟结果 方案Ⅰ与方案Ⅱ经过冷挤压模拟后最终成形的
形状如图 2(a)、(b)所示。 方案Ⅰ中模拟共进行了 158 步,方案Ⅱ中的模拟共进行了 97 步。 在冷挤压成形 工艺中,零件的最终形状由模具内腔保证,如果零件 与 模 具 内 腔 贴 合 完 全 , 则 可 形 成 尺 寸 准 确 的 制 件 [8]。 经过 Deform 后处理中的 contact 功能显示, 可以看 出,方案Ⅱ成形零件贴靠模具,与方案Ⅰ比较,完全 可以满足零件尺寸要求,获得合格的产品,证明了方 案Ⅱ的可行性。
(a)方 案 Ⅰ
(b)方 案 Ⅱ
图 2 两种成形方案零件的最终挤压形状 Fig.2 The final extrusion shape of the part in two kinds of
forming schemes
在 Deform 后处理中查看模拟数值云图, 方案 Ⅰ和方案Ⅱ的应变场、 应力场和速度场, 分别如图 3、4 所示。 从等效应变图可以看出,在方案Ⅰ中零件 最大等效应变为 7.34,方案Ⅱ中为 5.17;在等效应力 图中, 零件获得的最大等效应力在方案Ⅰ中为 914
析。 模拟结果表明,一次复合挤压成形同样可以得到形状精确的传动齿轮,而且具有更好的金属流动性能,说明传动齿
轮一次冷挤压成形是可行的。
关键词:冷挤压工艺; Deform; 传动齿轮; 数值模拟
中 图 分 类 号 :TG376.3
文 献 标 识 码 :A
文 章 编 号 :1001-3814(2014)23-0154-03
F D
B
G
B
(a)等 效 应 变 分 布
A=0.000
G
E
复杂形状零件冷挤压成形数值分析和工艺优化

21 0 0年 3月
上
海
工
程
技
术
大
学
学
报
Vo . 4 NO 1 12 .
M a .2 0 r 01
J uR O NAL O HANGHAI FS I RS TY 0 NGI EE I C E UN VE I F E N R NG S I NCE
Co d Ex r so o m p e r s l t u i n f r Co l x Pa t
Z ANG e g ,Z H M n’ ENG in z o g ,M A eqn Ja —h n 。 Yu — i g・
( . t n lDi & Mo l gnern s ac n e ,S a g a io o gU nv r iy h n h i 0 0 0,Chn 1 Nai a e o u dEn i eig Ree rhCe tr h n h i a t n iest ,S a g a 0 3 J 2 ia
Ab t a t n v e o h e e toc u r d i c u lc d e r i n o o p e a t t e c us f d f c s r c :I i w f t e d f c c r e n a t a ol xtuso f a c m l x p r , h a e o e e t wa ou u y utlzng Deor s fwa e, h n t t p b — t p c d e t u i n wa pp id t mpr v s f nd o t b iii f m o t r t e he s e — y s e ol x r so sa le o i oe t r e s Fi ly, h me ia n l s swa a re u o o i z hee t uso oc s . he p oc s . na l t e nu rc la a y i s c r id o tt ptmi et x r i n pr e s Thesm u a i l— to e ul h i n r s ts owst tt t p by s e o d e r son ha v i e he fo s r tfc to d c e s d t e ha he s e — - t p c l xt u i s a o d d t l w t a iia i n, e r a e h e t uso o d a d pr du e h a ii d p o c s x r i n l a n o c d t e qu lfe r du t . Ke r s:c y wo d omp e a t l x p r s;c d e t uson;nu rc lan l ss ol x r i me ia a y i
冷挤压成形技术在汽车零部件制造中的应用

性 能 好 , 产 效 率 高 , 本 , 材 料 利 用 率 高 , 且 特 别 适 合 于 大 批 生 成 低 并
量 生 产 因 此 我 们 采 用 冷 挤 压 工 艺 方 法 来 成 型 那 些 复 杂 的 齿 形 类 零 件 以满 足量 大 面广 的齿 轮件 的 生产 需要 。
一
挤 压 是 指 在 冷 态 下将 金 属 毛 坯 放 人 模 具 模 腔 内 , 强 大 的 压 力 和 一 法 加 工 时 , 大 变 形 力 仅 为 1t 而 采 用 冷 挤 压 方 法 加 工 时 . 需 变 在 最 7, 则
定 的 速 度 作 用 下 , 使 金 属 从 模 腔 中 挤 出 , 而 获 得 所 需 形 状 、 寸 形 力 12 , 这 时 作 用 在 冷 挤 压 凸 模 上 的 单 位 压 力 达 20 MP 以 上 迫 从 尺 3t 30 a 以 及 具 有 一 定 力 学 性 能 的 挤 压 件 。 显 然 , 挤 压 加 工 是 靠 模 具 来 控 模 具 除 需 要 具 有 高 强 度 外 , 需 有 足 够 的 冲 击 韧 性 和 耐 磨 性 。此 外 . 冷 还
大 . 对有 些 复 杂齿 形 件如 汽 车起 动 机起 动 齿 轮轴 单 向器 中 的导 向 针 内腔 、 齿 及表 面看 不见 的内槽 等 。 内
汽车变速器渐开线齿形花键轴的冷挤压成形技术

法。 减径 挤 压是 一种 变形 程度 较小 的正 挤压 方法 , 其 坯 料断 面仅 作轻 度 的缩减 ,且 减径 挤压 力低 于被 挤
压 材料 杆部 的屈 服力 。该 方法 主要 应用 于齿 形零 件
轴, 其齿 形 参 数为 : 数 z 1 、 数 M= . 、 力 角s nsa igp n il、x ui rcs n i s utr a r fnouesl eaei- Abt c]h l xr i hpn r c e et s npoes dde t c e ̄ te o v l pi r r c uo i p r o a r u u i t n n
的结 构 设 计 进 行 了叙 述 。与 常 规 的 滚 齿 加 工 工 艺 相 比 , 挤 压 成 形 的渐 开线 齿 形 花 键 轴 具 有 齿 形 强 度 高 、 形 精 度 冷 齿 较 高 、 料 利 用 率 高 、 产 效 率 高 等 优 势 。通 过 大 批 量 生产 实践 表 明 , 用 冷挤 压 成 形 工 艺生 产 渐 开 线 齿 形 花 键 轴 具 材 生 采 有 十 分显 著 的经 济 效 益 。
主题 词 : 变速 器
花键 轴
渐开 线 齿形
冷 挤压 文章编 号 :0 0 3 0 (0 6 0 — 0 2 0 1 0 — 7 3 2 0 )7 0 3 — 3
中图分 类号 :G 0 文献 标 识码 : T 36 A
Th l t u i n S a i g Te h o o y e Co d Ex r so h p n c n l g
t d c d i h s p p ra d d s rb e sr c r e in o v l t r f e s l e mo l o e C n rs o c n e t n lg n r u e t i a e , e c e t tu t e d s f n ou e p o l p i u d c r . o ta t o v n i a e - o n n i h u g i i n t o e a i g p o e s e i v l t r f e s l e o od e tu in s a i g h s te a v n a e fh g e r f e i tn in、 ih r r t r c s , n ou e p o l pi fc l xr so h p n a h d a tg so ih rp o l n e so h g e n h t i n i p o l r c s n h g e tra t i t n r t d h g e rd c o f ce c t. ru h t e p a t a n ia in o r f e p i o 、 ih r mae l u i z i a i a ih r p o u t n e in y e cT o g h r c il i d c t f i e i i la o on i i h c o h s ac ou rd cin a p yn od e t so h p n c n l g o p o u e t e iv l t rf e s l e h f h ih b th v l me p o u t ,p l i g c l xr i n s a i g t h oo y t r d c h n o u e p o l p i d s at a o u e i n s a ma k d e c o c b n f . r e c n mi e e t i
冷挤压技术在齿轮成形中的应用_于金伟
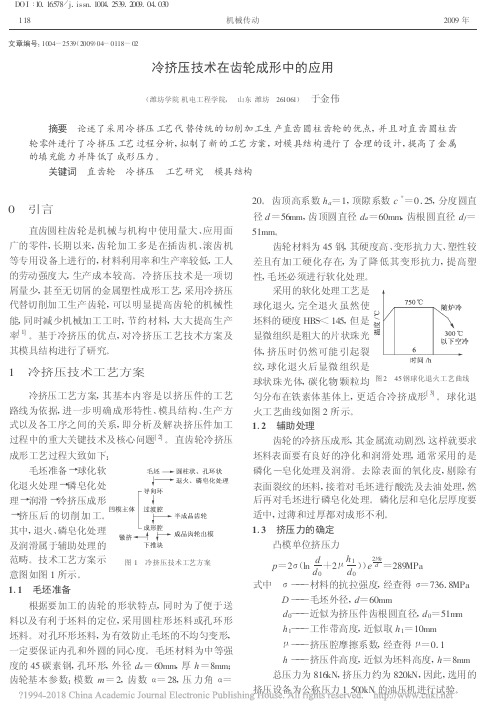
齿轮的冷挤压成形 , 其金属流动剧烈 , 这样就要求
坯料表面要有良好的净化和润滑处理 , 通常采用的是
磷化 —皂化处理及润滑 。去除表面的氧化皮 , 剔除有
表面裂纹的坯料 , 接着对毛坯进行酸洗及去油处理 , 然 后再对毛坯进行磷皂化处理 。 磷化层和皂化层厚度要
卸料装置用于卸脱在凸模上的工件或将滞留在凹 模中的工件推顶出来 , 我们设计的卸料装置和推顶机 构如图 3 所示 , 该装置在向上推顶时起到挤压的作用 , 向下运动时起到卸料的作用 。 材料选用 45 钢调质处 理 , 硬度 HRC30 ~ HRC32 。
3 挤压试验结果
按上述方法确定毛坯尺寸后 , 对原材料进行球化 退火软化处理 , 硬度为 HBS140 , 并对其进行磷酸盐表 面处理及皂化处理 。 对装模挤压后的齿轮毛坯进行检 验 , 结果是齿轮表面质量良好 , 齿轮齿形完全充满 。挤 压后齿轮毛坯精度 IT9 级 , 齿形误差 、齿圈径向跳动 、 周节累积误差 、周节极限偏差和齿向误差等变化幅度 小 , 挤压后的齿轮轮齿稍经加工就可以达到使用精度 要求 。挤压模具在试挤 200 件样品后没有发现任何损 伤的现象 。
成形工艺过程大致如下 :
毛坯准备 →球化软
化退火处理 →磷皂化处
理 →润滑 →冷挤压成形
→挤压后 的切削加 工 。
其中 , 退火 、磷皂化处理
及润滑属于辅助处理的
范畴 。技术工艺方案示 意图如图 1 所示 。
图 1 冷挤压技术工艺方案
1 .1 毛坯准备
根据要加工的齿轮的形状特点 , 同时为了便于送
h1———工作带高度 , 近似取 h1 =10mm
μ———挤压腔摩擦系数 , 经查得 μ=0 .1
一种车用花键套零件的冷挤压成形方法[发明专利]
![一种车用花键套零件的冷挤压成形方法[发明专利]](https://img.taocdn.com/s3/m/06bc990511661ed9ad51f01dc281e53a58025194.png)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201610363343.3(22)申请日 2016.05.27(71)申请人 上海工程技术大学地址 201620 上海市松江区龙腾路333号申请人 上海东芙冷锻制造有限公司(72)发明人 龚红英 黄继龙 宋春雨 吕弘毅 邹琼琼 廖泽寰 (74)专利代理机构 上海科盛知识产权代理有限公司 31225代理人 褚明伟(51)Int.Cl.B21C 23/03(2006.01)B21C 23/32(2006.01)B21C 25/02(2006.01)B21C 31/00(2006.01)C21D 9/32(2006.01)C21D 1/26(2006.01)C23C 22/73(2006.01)(54)发明名称一种车用花键套零件的冷挤压成形方法(57)摘要本发明涉及一种车用花键套零件的冷挤压成形方法,所述花键套呈轴对称的圆筒状,筒体的内、外表面上均开设有轴向的渐开线花键齿,外花键齿的端面呈现圆弧状,该方法包括以下步骤:(1)制备花键套零件坯料;(2)对坯料进行退火使其软化;(3)将退火后的坯料进行抛丸处理以消除毛刺和氧化皮;(4)对抛丸处理后的坯料进行润滑处理;(5)将步骤(4)处理后的坯料进行压形,使得内外花键齿一次性挤压成形;(6)采用背压装置成形外花键齿端面圆弧状。
与现有技术相比,利用本发明所述的挤压成形方法生产的此类花键套零件力学性能好、材料利用率高,避免了齿形模腔充不满的缺陷、生产工艺流程短。
权利要求书1页 说明书4页 附图2页CN 105880304 A 2016.08.24C N 105880304A1.一种车用花键套零件的冷挤压成形方法,所述花键套呈轴对称的圆筒状,筒体的内、外表面上均开设有轴向的渐开线花键齿,外花键齿的端面呈现圆弧状,其特征在于,该方法包括以下步骤:(1)制备花键套零件坯料;(2)对坯料进行退火使其软化;(3)将退火后的坯料进行抛丸处理以消除毛刺和氧化皮;(4)对抛丸处理后的坯料进行润滑处理;(5)将步骤(4)处理后的坯料进行压形,使得内外花键齿部位一次挤压成形;(6)采用背压装置成形外花键齿端面圆弧状。
齿轮的冷挤压成形技术

齿轮的冷挤压成形技术
钱荣芳
【期刊名称】《金属加工:热加工》
【年(卷),期】2001(0)9
【摘要】随着工业的发展,特别是汽车工业的飞速进展,汽车零部件对高精度、形状复杂锻件的需求量越来越大,特别像齿轮这类机加工难度大、加工成本高的零件。
而且要求其直接锻造成形,不再经过机加工或少加工即可达到使用技术要求。
但要保证齿轮
【总页数】2页(P47-48)
【作者】钱荣芳
【作者单位】绍兴文理学院机电系浙江绍兴 312000
【正文语种】中文
【中图分类】TG376
【相关文献】
1.轿车变速器齿轮轴的冷挤压成形技术研究 [J], 桂安朋
2.冷挤压技术在精密齿轮成形中的应用 [J], 钱荣芳
3.微型轿车换档齿轮轴的冷挤压成形技术研究 [J], 伍太宾;王屹
4.冷挤压技术在齿轮成形中的应用 [J], 于金伟
5.冷挤压技术在圆柱齿轮成形中的应用 [J], 于金伟
因版权原因,仅展示原文概要,查看原文内容请购买。
汽车摩托车齿轮类零件冷摆辗精密成形关键技术及应用

汽车摩托车齿轮类零件冷摆辗精密成形关键技术及应用近年来,随着汽车工业的快速发展,汽车摩托车齿轮类零件的冷摆辗精密成形技术也越来越受到重视。
这种技术在汽车工业中起着至关重要的作用,能够有效提高零件的精密度和耐久性,为汽车的性能和安全性提供了强有力的支持。
本文将从深度和广度两方面,对汽车摩托车齿轮类零件冷摆辗精密成形的关键技术及应用进行全面评估,并为读者提供深入的了解。
一、冷摆辗精密成形技术概述冷摆辗精密成形技术是一种通过冷成形工艺来制造齿轮类零件的方法,相比传统的热锻工艺,冷摆辗精密成形具有成形精度高、表面光洁度好、材料利用率高等优点。
这种技术适用于生产各种需要高精度和高强度的齿轮类零件,其核心在于通过一系列冷加工工序,将金属坯料通过摆辗机具有一定轴向和周向的应变,从而实现对零件形状和性能的精确控制。
冷摆辗精密成形技术作为先进的制造工艺,在汽车摩托车齿轮类零件的制造过程中发挥着重要作用。
它能够确保齿轮类零件的精密度和均匀性,同时提高零件的疲劳寿命和耐磨性,为汽车的传动系统和悬挂系统提供了可靠的支持。
掌握冷摆辗精密成形技术是汽车制造企业提高产品质量、降低成本的重要途径之一。
二、冷摆辗精密成形技术的关键技术及应用1. 摆辗机的设计与制造摆辗机是冷摆辗精密成形技术的关键设备,其设计与制造直接影响着成形工艺的稳定性和零件质量。
高精度、高稳定性的摆辗机能够实现对金属坯料的精确形状控制和变形控制,从而保证成形零件的精密度和一致性。
目前,国内外许多汽车零件制造企业都在不断加大对摆辗机研发和制造的投入,力求提升设备性能,满足不断提高的零件成形要求。
在应用方面,冷摆辗精密成形技术已经被广泛应用于汽车摩托车齿轮、转向器、传动轴、减震器等关键零件的生产中。
这些零件在汽车工作中承担着重要的功能,在高速旋转、大扭矩的情况下,要求具有高精度、高耐磨和高强度的特性。
冷摆辗精密成形技术正是通过对材料的精确变形控制,实现了对这些零件高精密度和高均匀性的要求,从而提高了零件的使用性能和寿命。
基于Deform一3D的汽车零件冷挤压成形方案研究

万方数据
18
锻 压技 术
第35卷
格蕈划分时进行相应的体积补偿,设为5%。 (3)在成形方案I中,零件在进行反挤压成形
前,由于经过之前的正挤压,因此在挤压方向(Z 轴)上发生了一定的偏移。为使模拟能够正常进行, 导入反挤压模具后,应修正零件与模具的位置关系 和接触关系。同时考虑到正挤压后,模型网格上的 各节点均存在速度,为了更接近实际牛产情况,须 将网格各节点的速度清零。另外,需莺新计算体积 补偿量,体积补偿方式不变睁∞]。
方案I:零件采用先进行正挤压,再进行反挤 压两步成形。采用直径为024 mm圆形坯料先进行 正挤压,将零件杆形部分挤出;再进行反挤压,将 零件杯形部分挤出,同时对杆形部分进行整形。
方案Ⅱ:零件进行复合挤压,一次成形。同样 采用直径为024 mm圆形坯料,但只对坯料进行一 次复合挤压,同时将零件杯形部分和杆形部分挤压 成形。
(1)由于采用Solidworks软件建立的几何模型 一个坐标轴上导入时也难免 有偏差。该问题在Deform中修改繁琐,故可先在 Solidworks软件内对坯料几何模型与模具几何模型 进行装配,确定位置关系,再由装配体同时生成多 个STI。文件供Deform软件进行读取[6。8]。
根据挤压成形工艺可知,方案I较为容易获得 符合尺寸要求的零件,但因为是正反两步挤压,生 产效率受到一定的影响。方案Ⅱ与方案工相比,由 于只进行了一次挤压,故町节约时间,提高生产效 率。但零件进行复合挤压时,由于金属分别向两个 方向流动,且流动速度和流动的阻力都不相同,金 属必定更多地流向流动阻力较小的一侧,结果导致
汽车变速器渐开线齿形花键轴的冷挤压成形技术

l College anoissefmP
l幕囊喜霎=;宅葺;l冀L
【Abstr觚t】Takin蕈鬟蠹譬!曼暑il菩茎j;三;耋三j!誊毒娩;!量j乏薹i譬l封藿耋;婪嚣塞主鞣耄;;蓄耋塞彗茎薹荔霎嚣誓薹垂!齑;l垂哆三Ⅲ耋霉;主茎
(Jiaxing g noluiX
Technology】
l刖耋囊莛兰;若三善!萼量l鋈;;蓦瘩ll}薹章≮鲁;耋矗童妻i!;季i}耍耋霎壹美:妻妻主圣垂lII蓬电蠹篓蠢墓萎主摹;登垂i|,i至耋鼋鳇霎醺S接地 线带有接 触电阻时与有关显示值之间关系如表2。
能下降。 当发动机冷却液实际温度为65℃,不起动状态 正常情况下,进气支管压力MAP为100 kPa的时
候,MAPS信号线带有接触电阻时与有关显示值之
万方数据 2006年第7期
100
不起动时MAP=70 kPa,怠 起动后不熄火, 速时MAP=53 kPa,短期燃油 无故障码 调整系数:o.96~0.98 不起动时MAP=60 kPa,怠 速时MAP=29 kPa,短期燃油 调整系数=0.91~O.93 踩加速踏板会
300
易发生线路断路、接触不良故障的部位及故障码的显示情况。结合故障实例进行分析,针对无故障码显示的线路断
图2冷挤压件不意
3.2确定齿形部分的挤压坯件直径
在冷挤压工艺中,齿形部分挤压坯件直径的确 定是决定挤压工艺成功的关键因素之一。
正确的挤压坯件直径一般在分度圆(或齿中径)
进行表面处理,然后用熔融的硬脂酸肥皂作皂化液
进行表面润滑处理。
4模具结构设计
4.1冷挤压模具结构
附近,其计算公式为:
d,,Fd±△d
表2四s 接地线接触电阻与有关显示值之间的关系
接触电阻 /Q
基于Deform-3D的汽车零件冷挤压成形方案研究

基于Deform-3D的汽车零件冷挤压成形方案研究摘要:DEFORM是一套基于有限元的工艺仿真系统,用于分析金属成形及其相关工业的各种成形工艺和热处理工艺。
通过在计算机上模拟整个加工过程,帮助工程师和设计人员:设计工具和产品工艺流程,减少昂贵的现场试验成本。
本文以汽车花键轴零件冷挤压工艺为例,通过改变工艺参数,分析了凸模运动速度、摩擦系数和凹模锥角对挤压工艺的影响。
以成形载荷为评价指标,通过正交试验获得了冷挤压成形最佳工艺参数组合,并得到质量合格的制件,为花键类汽车件冷挤压成形工艺的制定提供了参考。
关键词:挤压成形;汽车零件;花键轴;1花键轴零件特性花轴键的几何模型及零件2D尺寸如图1所示,零件材料为Ck45,相当于45号钢,是一种优质碳素结构钢,强度较高,塑性和韧性尚好,其力学性能如表1所示。
由图1可知,该零件只有一端带花键,属于典型的带实心杆部的杯-杆形结构,考虑其外形特点适于采用缩颈工艺加工,其渐开线花键齿形基本参数:齿数Z=27、压力角α=45°,圆棒坯料直径dp=2.032mm,跨棒距M=31.991mm~31.926mm。
由于减径挤压只加工花键轴的齿形部分,对零件上的杯体及台阶需要进行后续机械加工。
2成形方案制定2.1成形方案设计根据零件外形特点及冷挤压成形工艺特性,考虑3种成形方案。
方案一:采用直径与预成形工件头部外径相等,长度根据体积相等的原则来确定的短而粗的圆柱体坯料,通过正挤和反挤获得预成形件,经过挤齿与机加工获得最终件,如图2所示。
方案二:采用直径与预成形工件杆部直径相等,长度根据体积相等的原则来确定的长而细的圆柱体坯料,通过镦挤和反挤实现杯形头部的成形,经过挤齿与机加工获得最终件,如图3所示。
方案三:综合方案Ⅰ和方案Ⅱ,结合实际生产的经济利益,采用通用尺寸棒料,正挤得到杆部形状,镦挤得到头部外形尺寸,反挤获得预成形件,挤齿与机加工获得最终件,如图4所示。
3数值模拟试验及结果分析有限元模型的建立综合上述工艺分析,确定本次成形工艺采用方案Ⅲ,根据工艺方案进行数值模拟,建立三维模型时只保留凸模和凹模的主体部分,其余部分省略。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车复杂齿形类零件的冷挤压成形
孟令先宋学进
摘要将汽车用复杂齿形件的型腔及齿形挤压成型无需再机加工
模具寿命高特别适宜大批量生产
精密成形冷挤压模具
0 前言
随着我国汽车工业产品的不断更新换代寿命及可靠性的要求越来越高齿轮毛坯的加工在提高生产效率精度降低零件的成本等方面
汽车零部件中的齿轮用量很大汽车起动机起动齿轮轴
驱动齿轮它们的结构特点都是无空刀槽机械切屑加工困难
具有切屑加工所不可比拟的优点
机械性能好成本低并且特别适合于大批量生产我们采用冷挤压工艺方法来成型那些复杂的齿形类零件
1 工艺分析
1.1 内齿类齿形件
如图1示齿多齿顶尖
壁厚不均匀有采用机加工与焊接相结合的工艺方法不但费时费料且强度低整体精度差
根据该类齿形件的特点但是也有问题应想办法解决提高效率否则经过分析制定工艺流程为
图1
1.2 外齿类齿形件
如图2示因无空刀槽而机械加工困难根据用户减少余量需要将内孔挤压出来而不再机加工
确定最佳的工艺方案应该是采用尽可能少的工序最高的生产效率和模具寿命因此包括花键其挤压工艺为
润滑齿成形
图2
而模具质量的好坏则在于模具结构的设计模具寿命问题一直是困扰冷挤压加工的一个关键技术问题
通过实践我们积累了以下模具加工制做的经验
1冷挤压成形时必须有一副实用的模架同轴度
同时又能十分方便地调整模具间隙
成形模的关键为模芯部分的设计和加工制造Array
我们将模具设计成分体组合式使其控制在0.25
ΪÏû³ýÄ£¾ßѹºÏʱµÄÊÕËõ±äÐÎÁ¿Èç³ÝÂÖÄ£µÄ¼Ó¹¤
ÒÔÆÚ¼·Ñ¹³öÀ´µÄ³ÝÂֳߴç²ÎÊý¸ÕºÃ·ûºÏÉè¼ÆÒªÇó
=
1.5ÃþË÷ÆÕ
ͨÏßÇиî»ú´²¼Ó¹¤Ê±µÄ·Åµç¼ä϶îâË¿Ö±¾¶µÈ¶ÔÄ£¾ß¼Ó¹¤Ãæ´Ö²Ú¶ÈµÄÓ°Ïì¹æÂÉ
´Ó¶ø´ïµ½¼õÉÙÅ×ÑÐÁ¿²»ÆÆ»µ³ÝÐεÄÄ¿µÄ
模具寿命我们认为主要是模具材料Array必须具有好的韧性和高的强度我们采用的凸模材料为7Cr7Mo3V2Si 真空热处理62 HRC60 HRC
刃带大了反而使阻力增加刃带小了
一般为2入模角我们一般控制在1220ÒÔÀûÓÚ½ðÊôÁ÷¶¯»¹ÓÐÒ»¸öÓ°ÏìÄ£¾ßÊÙÃüµÄÒòËؾÍÊÇëÅ÷µÄËÜÐÔ
¿É¼õСģ¾ßËùÊܵıäÐο¹Á¦ËùÒÔÐèÒª¶ÔÀ伷ѹÓÃ
ëÅ÷½øÐÐÈí»¯ÍË»ð´¦ÀíÆäÍË»ð¹¤ÒÕΪ保温5然
后随炉冷却至350ʹÍË»ðÓ²¶È¿ØÖÆÔÚ135HRB以下
4挤压齿轮的径向跳
动与毛坯内孔的精度有直接的关系
因此根据体积相等原则及金属塑变规律
d=d o+z+x d a齿顶圆直径z——工艺间隙
图3
3 批量生产应用及效益
郑州机械研究所一直致力于研究和开发金属的精密成形技术
现顺应国家形势积极主动地寻找已形成冷挤压制品的批量生产能力深受用户欢迎
多为成形难度大市场前景广阔
用冷挤压工艺加工生产复杂的齿形零件提高了材料的利用率
又提高了产品的精度和质量经济效益显著
材料组织致密表面光洁度高因此
减少意外事故的发生愈来愈多的汽车农用车的齿形件要求采用冷挤压工艺精密成形
其齿形部分不需再加工
不仅节能节材而且能大大提高齿形件的精度和使用寿命我们所设计的模具结构合理完全适宜大批量生产平均在8000Ëæ×ÅÊг¡ÐèÇóµÄ·¢Õ¹²¢»ý¼«ÍƹãÓ¦ÓÃ
±±¾©1984
2 洪深泽. 冷挤压工艺及模具设计安徽科技出版社
6:3
孟令先 1963年6月出生高级工程师。