非接触式激光平面检测系统
非接触应变测量

非接触应变测量系统(VIC-3D/VIC-2D)非接触应变测量系统(VIC-3D/VIC-2D)产品简介随着光电技术、视频技术、计算机视觉技术的发展,数字图像相关性应运而生。
CSI公司自主研制的非接触式全场应变测量系统——Vic-3D系统和Vic-2D系统,采用先进的3D /2D数字图像相关性运算方法,测量任意的位移和形变,从500微应变至500%以上的应变,样品的尺度在1mm至10m。
样品准备简单,只需喷漆;系统启动在1个小时内可以完成;试验过程中,只需白光照明,不要求激光或其它特殊照明条件,同时可以随时对实验对象进行校正,做实时的模拟输出及数据处理;集成软件操作容易,三维绘图可以方便的插入MS-OFFICE等文档处理软件;整个测量过程是非接触的,不存在机械力交互作用,测量结果准确可靠。
此系统目前主要被工业、企业、高校、军事单位和政府单位应用在材料测试、碰撞实验、无损检测、振动分析、高速测量项目、有限元算法验证、生物测试等领域。
型号VIC-3D/VIC-2D公司名称北京乔泽科技有限公司ARAMIS 系统简介(马路科技)AR AMIS 是光学3D变形分析的系统,适合于量测工件或材料试片的3D变形及应变,藉由连续动态地撷取每个材料应变状态,以得到试片瞬间的变形、高细节分辨率以及高精度的量测数据。
对于静态及动态负载的工件或试片,AR AMIS 可以不受限材料类别并且非接触的量测到以下种类数据:●3D 表面坐标值及3D 位移●3D 速度及加速度●平面应变量及平面应变率●材料特性数值或曲线对于材料及工件变形行为有更好的了解是新材料的应用、精确的分析材料特性以及改善数值分析模型的关键。
AR AMIS提供了精确可信赖的分析结果。
激光检测原理
激光检测原理
激光检测原理是利用激光光束的特性来测量目标物体的特征和位置。
激光是一种具有高度定向性、单色性和相干性的光源,能够以非常狭窄和集中的光束照射在目标物体上。
当激光光束照射到目标物体上时,光束与物体相互作用,产生反射、散射、吸收等现象。
这些光学效应会改变光束的特性,如光的方向、强度、频率和极化态等。
激光检测系统通过接收反射回来的光束来分析目标物体的特征和位置。
一般来说,激光检测系统由发射器、目标物体、接收器和信号处理器组成。
发射器产生激光光束,将其照射到目标物体上。
接收器接收返回的光束,并将其转换为电信号。
信号处理器对接收到的电信号进行分析和处理,得到目标物体的特征和位置信息。
在激光检测中,常用的检测方法包括激光雷达、激光测距仪和激光光栅等。
激光雷达利用激光束的回波时间来测量目标物体的距离和位置。
激光测距仪通过测量光束的飞行时间来计算目标物体到测量仪的距离。
激光光栅则利用光栅的衍射原理来测量目标物体的位置和位移。
总之,激光检测原理利用激光光束与目标物体之间的相互作用来获得目标物体的特征和位置信息。
这种非接触式的测量方法具有高精度、快速和灵敏的特点,在工业制造、环境监测、安全检测等领域有广泛的应用。
Vic-3D_非接触全场应变测量系统

非接触全场应变测量系统 应用案例
材料测试
高速压缩试验 泡沫结构内置玻璃纤维 观察层离屈曲和传播过程
高速物体测量模块
高速摄像机在高速运动物体定性评定中非常有效,但该方法很难进行定量评估。标志点追踪软件解决 了这个问题,但是只能跟踪运动,并追踪数量点有限,且不能精确测量面向相机和背离相机的运动。 VIC-3D高速物体测量模块集成了3D数字图像相关系统的所有优势,其集成了高速摄影机,无论是运动还是 应变都可以在视野范围内跟踪到每个像素。由于数据是3维处理的,相机中包含了所有位移方向,所有的计算 都是通过软件快速自动地进行计算。VIC-3D HS数字图像相关系统配备高速摄像机,可广泛应用于冲击爆炸 及大应变试验,图像采集速率从每秒1000张到每秒1,000,000张。
e2应变热点
NASA战神5运载火箭一 级助推器燃料仓轻量化 设计验证
直径:8.4m 高:6.1m 燃料仓上部加载力 VIC-3D 7套系统圆周阵列
CFRP拉伸试验 应变区域可以进行结构分析
纤维断裂在视图中可见
exx=0.17%
eyy=0.14%
离面位移=0.02mm
高速压缩试验 复合层压材料冲击破坏 观察薄片膨胀和扩散 目视勉强可见冲击损伤(BVID)高达60%
标志点测量
使用VIC-Gauge系统对高密度聚乙稀进行 实时应变测量
VIC-3D提供了在3D方向上标志点跟踪测量方法,通过使用一组相机,即使靠近或背离相机的运动,
该模块也能精确跟踪,并且没有数量限制,也可以用来定位CAD模型或者FE模型。
睿拓时创
非接触全场应变测量专项模块
非接触测量
•不需要应变片,刷漆或使用栅格 •不需要为获得有效结果而进行精确定位 •试件振动也可以测量 •数分钟即可准备并测量试件
V50说明书
上图为 CyberScan Vantage 50 搭配 LT9010 型号激光光学传感器时设备图
6
4. 设备功能用途说明
CyberScan Vantage 50 激光非接触式二维或三维测量系统广泛在微电子和其他 精密工业中大量应用,CyberScan 的 Vantage 50 整合了激光光学技术和电脑控 制的工作平台移动技术,使 Vantage 50 在没有工装夹具的实际限制下,能达到 最大的弹性应用范围。对小的被测物体可以简单的直接放置于可移动传感器的下 面进行测量。CyberScan 的 Scan CT 应用软件提供了全面的广泛的二维/三维轮 廓测量,使 Vantage 50 可以测量高度、长度、宽度、面积、弧度、粗糙度、倾
在激光光学传感器聚焦的情况下设定起点位置(Start)、终点位置(End)和马达 扫描步距(Step),步距设定越小量测精度越高,步距设定越大则精度越差,故 需按实际量测物品情况设定合适的步距(建议 5um)。
3.以上量测起点和终点及量测步距都设定好了后,点击量测键
进行扫
描量测。设备会进行自动量测并产生所量测位置的二维剖面曲线图出来,此时我 们需点选 Analyse 分析功能菜单介面。
我们的非接触式三维测量系统广泛应用于微电子和其他精密工业中大量应 用,包括台阶高度测量、轮廓测量、粗糙度测量、平整度测量、太阳能电池的测 量等。我们的解决方案得到大型国际公司信任,以及许多中小型企业应用于研发 和生产。并在全球构建了完善的合格代理商或分销商网络。为我们的客户提供全 方位的技术运用支持。 cybertechnologies 是一个强大的全球高精度测量系统 设备制造商,值得全球客户信任。
Y 方向最大扫描长度 50 mm 基于 2um 步距时 Y 轴测量速度为 1 mm / sec Y 轴最小马达移动步距为 1um
el检测工作原理

el检测工作原理EL检测工作原理激光检测(EL)是一种常用的非接触式检测技术,它利用激光束对被测物体进行扫描,通过测量目标物体反射或散射的激光光强来获取目标物体的形状、表面质量、距离等相关信息。
EL检测广泛应用于工业制造、医疗诊断、环境监测等领域,成为现代科技中不可或缺的重要技术。
EL检测的工作原理主要包括激光发射、激光传播、激光与物体的相互作用以及光信号的检测和处理。
激光发射器产生一束高度聚焦的激光束,通过透镜或反射镜对激光进行调整和控制,使其能够形成一条直线或扇形的光束。
接下来,激光束沿着预定的路径传播,当激光束遇到目标物体时,会发生光与物体的相互作用。
根据不同的应用需求,激光与物体的相互作用可以有多种形式,如反射、散射、透射等。
通过控制激光束的入射角度和入射位置,可以实现对目标物体不同位置的检测。
当激光束与目标物体相互作用后,会产生散射光或反射光。
这些光信号可以被接收器接收到,并转化为电信号。
接收器通常由光电二极管或光电传感器组成,其主要功能是将光信号转换为电信号,并输出给后续的信号处理系统。
光信号的检测和处理是EL检测中的关键步骤。
通过采集和处理接收到的电信号,可以获取目标物体的相关信息,如形状、表面质量、距离等。
在信号处理过程中,通常会采用滤波、放大、模数转换等技术,以提高信号的质量和准确性。
EL检测的优势在于其非接触性和高精度性能。
与传统的接触式检测方法相比,EL检测无需直接接触目标物体,避免了对目标物体的破坏和损伤,同时也减少了检测过程中的摩擦和干扰。
此外,EL检测的精度高,可以实现对目标物体微小细节的检测和测量,广泛应用于精密制造和高精度测量领域。
EL检测在工业制造中有着广泛的应用。
例如,在汽车制造中,EL检测可以用于检测汽车车身的尺寸和形状,以确保汽车的质量和安全性。
在电子制造中,EL检测可以用于检测电子元件的焊接质量和连接性能。
此外,EL检测还可以应用于医疗诊断、环境监测等领域,帮助人们更好地了解和控制周围环境的变化。
非接触式测量技术

目录摘要 (1)1 引言 (1)2 非接触式测量技术简介 (1)2.1 非接触式测量方法的定义 (1)2.2 非接触式测量方法的分类 (2)3 非接触测量技术发展的现状 (2)3.1 光学法 (2)3.1.1 结构光法 (2)3.1.2 激光三角法 (3)3.1.3 激光测距法 (4)3.1.4 光学干涉法 (5)3.1.5 图像分析法 (6)3.2 非光学法 (7)3.2.1 声学测量法 (7)3.2.2 磁学测量法 (8)3.2.3 X射线扫描法 (9)3.2.4 电涡流测量法 (10)3.3 非接触测量技术存在的不足和总结 (11)4 非接触式机器人测量系统 (11)5 非接触测量技术在船体分段测量中的应用 (14)5.1 非接触测量技术在船厂的应用情况 (14)5.2 船体分段测量方法介绍 (14)5.2.1 传统测量方法系统 (14)5.2.2 激光经纬仪测量系统 (14)5.2.3 近景摄影测量系统 (15)5.2.4 全站仪测量系统 (17)5.2.5 三维扫描测量系统 (18)5.3 测量方法的比较 (19)6 非接触测量技术的发展趋势 (21)7 结束语 (21)参考文献 (22)摘要非接触测量方法以光电、电磁、超声波等技术为基础,在仪器的感受元件不与被测物体表面接触的情况下,即可获取被测物体的各种外表或内在的数据特征。
详细阐述了部分常用的光学法和非光学法测量技术及相应的测量仪器,并结合船体分段测量方法说明了这些非接触测量方法的原理、优缺点、精度及适用范围,指出了未来非接触测量技术的发展趋势。
关键词:非接触测量; 光学法; 非光学法;船体分段1 引言开展船体分段测量技术研究的意义在于首先它是实现分段无余量对接的保证,可以大大缩短分段吊装搭接的船台占用时间,其次采用这项技术有助于实现船舶建造的信息流闭环,以及生产状态下的船体建造的“动态虚拟装配”。
最后精确、快速、可靠的船体分段测量技术的突破有助于提升我国造船企业的国际竞争力[1]。
非接触式激光平面检测系统

非接触式激光平面检测系统作者:李雪宝许骏邓林华宋腾飞来源:《现代电子技术》2010年第03期摘要:传统的接触式平面检测精度低、稳定性差及对对象物检测条件要求苛刻,已逐渐被现代非接触式平面检测所替代。
非接触式激光平面检测系统以其高精度、高分辨率及不受对象物材质、颜色或倾斜度的影响等优点,可对任何对象物进行平面检测。
介绍系统结构和激光位移传感器的工作机理,并进行平面定性检测和定量检测试验,用OpenGL绘制及拟合三维曲面。
试验结果表明,该系统平面检测结果较好地反映出对象物平面起伏情况,并且达到系统的精度要求。
关键词:激光位移传感器;非接触式平面检测;平移台控制;OpenGL;三维拟合曲面中图分类号:TP29 文献标识码:A文章编号:1004-373X(2010)03-134-03Non-contact Laser Flatness Measurement SystemLI Xuebao,XU Jun,DENG Linhua,SONG Tengfei(Yunnan Observatory,National Astronomical Observatories,Chinese Academy ofSciences,Kunming,650011,China)Abstract:The traditional contact flatness measurement with low accuracy,poor stability and harsh condition of the measured target,which has been increasingly substituted by the modern non-contact flatness measurement.The non-contact laser flatness measurement system can measure the surface flatness of any target without being affected by the material,color or angle of the target,which holds the merits of high accuracy and excellent resolution.The overall structure of the system and the working principle of the laser displacement sensor are presented.The qualitative test and the quantitative test of flatness measurement have been carried on,and 3-D fitting curved surface has been drawn in OpenGL.It is proved that the results of the test reflect the surface undulation situation and reach the precision.Keywords:laser displacement sensor;non-contact flatness measurement;control of X-Ystage;OpenGL;3-D fitting curved surface收稿日期:2009-07-280 引言随着科学技术的迅猛发展,具有非接触、高精度、稳定性好、可自动化及易于与计算机相结合等特点的激光位移检测技术在自动检测、机器人视觉、计算机辅助设计与制造等领域得到了广泛的应用,已将逐渐取代传统的接触式检测技术,成为现代检测技术最重要的手段和方法[1]。
测绘技术中的非接触式测量方法
测绘技术中的非接触式测量方法引言测绘技术是一门对地理空间信息进行测量、处理和分析的学科。
随着科技的不断进步,测绘技术也不断创新与发展。
非接触式测量方法作为现代测绘技术中的一部分,使用无需物理接触的测量设备,如激光雷达和摄影测量,以获取更准确、高效的测量数据。
本文将探讨非接触式测量方法在测绘技术中的应用。
非接触式测量方法的原理非接触式测量方法的原理是利用光学、雷达或声波等设备进行测量,而不需要与被测对象进行物理接触。
这种方法提供了一种快速、准确的测量方式,适用于各种场景和对象。
激光雷达是非接触式测量方法中常用的设备之一。
它利用激光束在被测对象表面进行扫描,通过测量激光束的反射时间和角度变化,确定被测对象的形状、尺寸和距离。
激光雷达广泛应用于地形测量、建筑物变形监测等领域,在实时监测和快速建模等方面具有独特优势。
摄影测量则是借助于航空摄影或摄影测量仪器,通过对影像的测量和分析来获取地表对象的几何和属性信息。
在摄影测量中,通过测量影像中的特征点、线段和物体形状等信息,采用三角测量、影像解析等算法,可以得到地物的三维坐标、高程信息等。
摄影测量广泛应用于地图制作、工程建设和遥感影像解译等领域。
非接触式测量方法在测绘技术中的应用1. 高精度地形测量激光雷达技术在地形测量中发挥着重要作用。
传统地形测量需要大量的人力和时间,并且难以在复杂地形和危险区域进行测量。
而激光雷达可以通过快速扫描获取大量的地面点云数据,并根据这些数据构建出高精度的三维地形模型。
这种方法不仅节省了时间和人力成本,还提高了测量的精度和可靠性。
2. 建筑物监测和变形分析非接触式测量方法在建筑物监测和变形分析方面也有广泛应用。
通过激光雷达和摄影测量技术,可以对建筑物进行实时监测,及时发现并解决潜在问题。
此外,非接触式测量方法还可以对建筑物的变形进行分析,比如地基沉降、结构变形等,为工程设计和施工提供准确的数据支持。
3. 环境监测与资源管理非接触式测量方法在环境监测和资源管理方面也有重要的应用。
非接触式测量技术

目录摘要 (1)1 引言 (1)2 非接触式测量技术简介 (1)2.1 非接触式测量方法的定义 (1)2.2 非接触式测量方法的分类 (2)3 非接触测量技术发展的现状 (2)3.1 光学法 (2)3.1.1 结构光法 (2)3.1.2 激光三角法 (3)3.1.3 激光测距法 (4)3.1.4 光学干涉法 (5)3.1.5 图像分析法 (6)3.2 非光学法 (7)3.2.1 声学测量法 (7)3.2.2 磁学测量法 (8)3.2.3 X射线扫描法 (9)3.2.4 电涡流测量法 (10)3.3 非接触测量技术存在的不足和总结 (11)4 非接触式机器人测量系统 (11)5 非接触测量技术在船体分段测量中的应用 (14)5.1 非接触测量技术在船厂的应用情况 (14)5.2 船体分段测量方法介绍 (14)5.2.1 传统测量方法系统 (14)5.2.2 激光经纬仪测量系统 (14)5.2.3 近景摄影测量系统 (15)5.2.4 全站仪测量系统 (17)5.2.5 三维扫描测量系统 (18)5.3 测量方法的比较 (19)6 非接触测量技术的发展趋势 (21)7 结束语 (21)参考文献 (22)摘要非接触测量方法以光电、电磁、超声波等技术为基础,在仪器的感受元件不与被测物体表面接触的情况下,即可获取被测物体的各种外表或内在的数据特征。
详细阐述了部分常用的光学法和非光学法测量技术及相应的测量仪器,并结合船体分段测量方法说明了这些非接触测量方法的原理、优缺点、精度及适用范围,指出了未来非接触测量技术的发展趋势。
关键词:非接触测量; 光学法; 非光学法;船体分段1 引言开展船体分段测量技术研究的意义在于首先它是实现分段无余量对接的保证,可以大大缩短分段吊装搭接的船台占用时间,其次采用这项技术有助于实现船舶建造的信息流闭环,以及生产状态下的船体建造的“动态虚拟装配”。
最后精确、快速、可靠的船体分段测量技术的突破有助于提升我国造船企业的国际竞争力[1]。
平面度的测量方法及检测工具
平面度的测量方法及检测工具平面度是指一个物体表面与一个虚拟平面之间的距离差异。
在制造和工程领域,平面度是一个重要的质量指标,它描述了一个物体表面在一些特定区域内与一个理想平面的吻合程度。
测量平面度的方法和检测工具有很多种,以下是其中几种常用的方法和工具。
1.直尺法:直尺是测量平面度的一种简单且常用的工具。
通过在被测表面上放置直尺,可以直观地观察平面度。
如果直尺的边缘能够与被测表面接触,则表明表面是平坦的。
然而,直尺法并不适用于精确测量和大面积的平面度测量。
2.平板法:平板是一种精度很高的测量工具。
平板的一面可以作为参考平面,被测表面则与参考平面进行比较。
通过观察光的反射和折射,可以判断被测表面与参考平面之间的平面度差异。
3.平床法:平床是专门用于测量平面度的设备。
被测物体放置在平床上,平床上有一个移动的测量头。
测量头可以通过感应器测量被测表面与参考平面之间的高度差异。
平床法适用于精密测量和大面积平面度测量。
4.激光测量法:激光测量是一种非接触式测量方法,可以用于测量平面度。
激光发射器发射一束激光,通过感应器接收激光的反射,从而测量表面的高度差异。
激光测量具有高精度和快速测量的优点,适用于小面积和复杂形状的平面度测量。
5.干涉仪法:干涉仪是一种基于干涉原理的测量设备,可以用于测量平面度。
干涉仪通过光束进行干涉,从而测量被测表面与参考平面之间的高度差异。
干涉仪具有高精度和快速测量的优点,适用于大面积和高精度的平面度测量。
除了以上几种方法和工具外,还有一些其他的测量方法和工具,如平行仪、光栅尺、石蜡球等。
这些方法和工具在不同的测量场景和要求下具有各自的优缺点。
总结起来,测量平面度的方法和检测工具有很多种。
选择合适的方法和工具需要考虑被测物体的尺寸、形状、几何要求以及测量精度要求等因素。
在实际应用中,可以根据具体情况选择合适的方法和工具进行平面度的测量。
什么是非接触式测量技术?
什么是非接触式测量技术?随着技术的不断发展,现代测量技术也取得了长足的进步,其中非接触式测量技术成为了一种非常重要的测量手段。
非接触式测量技术是指通过无需接触被测物体的方式进行测量的一种技术方法。
它凭借着高精度、高速度、非侵入性等特点,在工业生产、科学研究等领域得到广泛应用,并取得了显著的成果。
一、激光干涉测量技术激光干涉测量技术是非接触式测量技术的一种重要方法。
它利用激光入射到被测物体上后,通过对反射光的干涉信号进行处理,从而得到被测物体的形貌或位移等信息。
激光干涉测量技术具有高精度、高分辨率、非接触等优点,广泛应用于形貌测量、表面质量评价、位移测量等领域。
此外,激光干涉测量技术还可以用于光学元件的检测、微观形貌测量以及振动分析等方面。
二、红外测温技术红外测温技术是一种利用物体辐射的红外能量与其温度之间的关系进行测温的方法。
它通过检测物体表面的红外辐射,利用红外辐射能量与温度的相关性,计算出物体的温度值。
红外测温技术具有非接触、快速、准确等特点,广泛应用于工业、医疗、环境监测等领域。
它在工业生产中可以用于高温炉窑的温度监测、机械设备的热态检测,甚至可以用于医疗领域中的体温检测等。
三、电磁感应测量技术电磁感应测量技术是一种利用电磁感应现象进行测量的方法。
它通过感应线圈和被测物体之间的电磁相互作用,测量被测物体的电磁参数或物理量。
电磁感应测量技术具有高灵敏度、非接触、反应速度快等特点,在电磁兼容性、材料参数测试、电磁场环境监测、电气设备检验等方面有重要应用。
此外,电磁感应测量技术还可以用于交通监测、安全检测、环境监测等领域。
总结:非接触式测量技术凭借其高精度、高速度、非侵入性等优势,在现代科技领域有着广泛的应用前景。
从激光干涉测量技术到红外测温技术再到电磁感应测量技术,各种非接触式测量技术的发展为我们的工业生产和科学研究提供了更加有效、精确的测量手段。
未来,随着技术的不断发展,非接触式测量技术将会在更多领域取得突破,为人类的发展进步贡献更大的力量。
平面度的检测方法
平面度的检测方法在制造和工艺行业中,平面度是一个非常重要的指标。
它通常用于描述一个平面表面相对于理想平面的偏差程度。
平面度的检测方法主要有以下几种:1.平板仪:平板仪是一种用于测量平面度的常见工具。
它由一个基座以及上面的一个或多个平面组成。
将被测平面与平板仪的平面接触,然后观察并记录读数。
通过多个方向的测量,可以确定平面度误差的位置和大小。
2.光干涉法:光干涉法是一种非接触式的平面度检测方法。
它利用光的干涉现象来测量被测平面的平整度。
通过将一束光线照射到被测平面上,观察其反射或透射的干涉图案,利用该干涉图案可以计算出平面度误差的大小。
3.三坐标测量机:三坐标测量机是一种高精度测量设备,可以用于检测平面度。
通过将被测物体放置在测量机的工作台上,利用机械臂自动移动并触碰被测平面的多个点,可以测量出这些点的坐标,并计算出平面度误差。
4.数字图像处理:数字图像处理是一种利用计算机对图像进行处理和分析的方法。
对于平面度的检测,可以将被测平面拍摄成数字图像,然后通过图像处理算法来测量平面度误差。
常见的图像处理算法包括边缘检测、线段拟合,以及曲面拟合等。
5.激光光束法:激光光束法是一种基于激光光束的非接触式平面度检测方法。
通过将激光光束照射到被测平面上,利用光束的反射或透射来测量平面度误差。
通常使用激光干涉仪或激光三角法来分析光束的变化。
6.真空吸盘法:真空吸盘法是一种适用于较大平面度范围的检测方法。
通过将被测平面上的真空吸盘与测量设备连接,在真空吸盘的帮助下,将被测平面紧贴到测量设备上,并测量出平面度误差。
以上是常见的一些平面度检测方法。
在实际应用中,可以根据被测物体的特点和要求选择适合的方法进行检测。
同时,还需要根据具体情况选择合适的仪器设备,并进行必要的校准和调试,以确保检测结果的准确性和可靠性。
非接触式测量

非接触式测量非接触式测量的定义非接触测量是一种基于光电、电磁等技术,在不接触被测物体表面的情况下获取物体表面参数信息的测量方法。
典型的非接触测量方法,如激光三角测量、涡流测量、超声波测量、机器视觉测量等。
概况V-STARS(视频模拟三角测量和响应系统)是GSI公司开发的工业数字近景摄影测量坐标测量系统。
该系统主要具有三维测量精度高(相对精度高达1/200000)、测量速度快、自动化程度高、工作环境恶劣(如热真空)等优点。
它是世界上最成熟的商业工业数字摄影测量产品。
该系统是基于数字摄影的大尺寸三坐标测量系统,也称为工业摄影测量系统(industrialphotogrammetrysystem)、数字近景摄影测量系统、数字近景摄影视觉测量系统、数字摄影三维测量系统、三维光学图像测量系统(3dindustrialmeasurementsystem)。
它通过V-STARS软件(如图3所示)处理收集的照片,以获得待测点的三维坐标。
这些照片是通过使用高精度专业相机(如美国GSI公司的inca3相机)在不同位置和方向拍摄同一物体而获得的。
V-STARS软件会自动处理这些照片,通过图像匹配等处理和相关数学计算,得到被测点的精确三维坐标。
一旦被处理,被测物体的三维数据将进入坐标系,就像之前被测量或处理过一样。
如有必要,V-STARS软件还内置了分析工具,可以输出三维数据。
这些被测物体通常提前手动粘贴回光反射标记,或通过投影仪投射到点上,或投射到检测杆上。
技术特点(1)高精度:单摄像机系统的测量精度在10米以内可达0.08mm,双摄像机系统的测量精度可达0.17mm;(2)非接触测量:光学摄影的测量方式,无需接触工件;(3)测量速度快:单台摄像机可在几分钟内完成大量点云测量,双摄像机可实时测量;(4)可在不稳定环境(温度、振动)下测量:测量时间短,温度影响小。
双摄像机系统可以在不稳定的环境中进行测量;(5)特别适合狭小空间的测量:只要0.5m空间即可拍照、测量;(6)数据率高,便于获取大量数据:图像点由计算机软件自动提取和测量,测量1000个点的速度几乎与10个点的速度相同;(7)适应性好:被测物尺寸从0.5m到100m均可用一套系统进行测量;(8)便携性好:单相机系统1人即可携带到现场或外地开展测量工作。
一种便携非接触式激光酒精测量装置及方法
一种便携非接触式激光酒精测量装置及方法随着酒精测量的普及和相关法律的执法越来越严格,便携非接触式激光酒精测量装置和方法应运而生。
这种新型装置和方法可以准确地测量一个人体内的酒精浓度,而无需与被测者有任何接触。
本文将详细介绍这种装置和方法的原理、构造和使用步骤。
一、原理该装置采用激光在空气中的传播速度与酒精浓度之间的关系,来间接测量被测者体内的酒精含量。
具体来说,装置通过释放一束激光到被测者的体内,并测量激光通过的时间来计算出酒精浓度。
二、构造该装置由以下几个部分构成:1.光源:用于发射激光束的光源,例如半导体激光器。
2.接收器:用于接收激光束经过被测者之后的信号。
3.处理器:用于计算激光束通过时间与酒精浓度之间的关系,并将结果展示出来。
4.电源:用于供给装置所需的电力。
三、使用步骤1.打开装置的电源开关,并等待装置启动完成。
2.将装置对准被测者的嘴巴,确保激光能够直接穿过被测者的嘴巴获取准确的测量结果。
3.按下测量按钮,装置会发射一束激光,并记录激光通过的时间。
4.处理器根据测得的时间计算出被测者体内的酒精浓度,并将结果显示在屏幕上。
5.关闭装置的电源开关,结束测量过程。
四、优点1.非接触式:此装置无需与被测者有任何直接接触,大大提高了测量的便利性和舒适度。
2.高精度:该装置是通过测量激光传播时间来计算酒精浓度,因此具有较高的准确度。
3.便携性:装置体积小巧,重量轻,方便携带和随身携带。
4.快速测量:该装置的测量过程非常迅速,可以在几秒钟内完成一次测量。
5.结果直观:测量结果直接显示在屏幕上,不需要复杂的数据分析过程。
五、适用范围该装置适用于各种场景,包括交通安全、公共场所安全检查、酒驾执法等。
由于其非接触式的优势,还可以在医院等需要频繁测量酒精浓度的场合中使用。
总结:便携非接触式激光酒精测量装置和方法通过测量激光在空气中的传播时间来间接测量被测者体内的酒精浓度。
该装置结构简单,使用方便,具有高精度和快速测量等优点。
激光检测系统企业标准
激光检测系统企业标准-概述说明以及解释1.引言1.1 概述随着科技的不断发展和进步,激光检测系统作为一种高精度的检测工具,在各个领域有着广泛的应用。
激光检测系统通过利用激光束的特性进行目标的检测、测量或分析,具有非接触式、高精度、高速度等优点,被广泛应用于光学检测、工业自动化、医疗设备等领域。
本文致力于探讨激光检测系统的企业标准,为企业制定和执行激光检测系统标准提供指导和参考。
企业标准是指在特定领域或行业内,由企业自身或相关机构制定的规范和准则。
激光检测系统企业标准是为了确保激光检测系统在设计、生产、维护和使用过程中能够达到一定的质量要求和性能指标,从而提高激光检测系统的可靠性、稳定性和安全性。
激光检测系统企业标准的制定,不仅对企业自身具有重要意义,还对行业的发展和规范化起着积极的推动作用。
通过制定统一的标准,不仅可以提高激光检测系统的质量水平,还可以促进企业之间的竞争和合作,推动行业的良性发展。
本文将首先介绍激光检测系统的定义、工作原理和组成部分,然后深入探讨激光检测系统的性能指标。
接着,我们将重点关注激光检测系统企业标准的制定机构、标准内容、执行与监督,以及标准的重要性和影响。
最后,我们将探讨激光检测系统企业标准的意义、应用前景和发展趋势。
通过本文的阐述,我们希望能够增进对激光检测系统企业标准的认识和理解,为企业的标准制定和执行提供参考和支持,进一步推动激光检测系统行业的发展和规范化。
1.2文章结构文章结构部分的内容应该包括以下内容:文章结构部分是为了给读者提供对整篇文章的整体了解,以便更好地理解和阅读后续的内容。
本文分为四个主要部分:引言、正文、企业标准和结论。
引言部分主要是对本文的主题和背景进行介绍。
首先概述了激光检测系统企业标准的重要性和现实意义,然后给出了本文的结构和目的,最后对全文进行了总结。
正文部分是本文的核心部分,分为四个小节。
首先,我们给出了激光检测系统的定义,明确了研究的对象和范围。
缺陷检测中的非接触式光学传感器技术研究

缺陷检测中的非接触式光学传感器技术研究缺陷检测是生产过程中十分重要的一环。
传统的缺陷检测方式通常采用人工检查或机械感应式传感器进行监测,但人工检测效率低下,而机械感应式传感器容易出现误判情况。
然而,随着光学技术的发展,非接触式光学传感器技术在缺陷检测领域中逐渐被广泛采用,为生产线的质量控制提供了一种全新的解决方案。
一、光学传感器的工作原理非接触式光学传感器主要利用激光或光纤的光电效应来实现对物体表面进行检测。
当激光或光纤对物体进行扫描时,会产生反射光或散射光,并通过传感器对其反射状况进行测量。
由于不需要直接接触物体表面,因此避免了传统机械式传感器在使用时所产生的接触磨耗和机械损坏问题,使得传感器的使用寿命大大延长。
二、光学传感器在缺陷检测中的应用光学传感器技术在缺陷检测中的应用主要体现在以下几个方面:1. 表面缺陷检测光学传感器可以对物体表面进行高精度扫描,以检测表面上可能存在的裂纹、凹坑等缺陷。
此外,传感器还可以对表面进行实时监测,以达到及早发现和修复缺陷的效果。
2. 静电检测在生产过程中,由于静电的影响,往往会在产品表面留下可见的痕迹,这些痕迹可能会影响到产品的质量和外观。
光学传感器可以对表面进行静电探测,及时发现并解决压电问题,从而保证产品的质量。
3. 尺寸检测光学传感器可以通过对物体表面进行扫描,精确测量物体的尺寸和形状。
在生产过程中,通过实时监测不同零部件的尺寸和形状,生产线可以更好的控制产品的品质,并保证零部件的互相兼容性。
4. 检测线条和图案许多产品都需要在表面上绘制特定的线条和图案进行区分,但传统的机械式传感器往往难以实现这个目标。
而采用光学传感器技术,则可以通过对产品表面进行扫描和分析,很好的实现对线条和图案的检测和识别。
三、光学传感器技术面临的挑战尽管光学传感器技术在缺陷检测领域中具有广泛的应用前景,但同时也面临着一些挑战。
其中最主要的挑战之一是对传感器精度和稳定性的要求。
传感器需要对物体进行高精度、高速、低误差的检测和测量,且在长时间使用后仍具有可靠的稳定性。
非接触式测量技术
目录摘要 (1)1 引言 (1)2 非接触式测量技术简介 (1)2.1 非接触式测量方法的定义 (1)2.2 非接触式测量方法的分类 (2)3 非接触测量技术发展的现状 (2)3.1 光学法 (2)3.1.1 结构光法 (2)3.1.2 激光三角法 (3)3.1.3 激光测距法 (4)3.1.4 光学干涉法 (5)3.1.5 图像分析法 (6)3.2 非光学法 (7)3.2.1 声学测量法 (7)3.2.2 磁学测量法 (8)3.2.3 X射线扫描法 (9)3.2.4 电涡流测量法 (10)3.3 非接触测量技术存在的不足和总结 (11)4 非接触式机器人测量系统 (11)5 非接触测量技术在船体分段测量中的应用 (14)5.1 非接触测量技术在船厂的应用情况 (14)5.2 船体分段测量方法介绍 (14)5.2.1 传统测量方法系统 (14)5.2.2 激光经纬仪测量系统 (14)5.2.3 近景摄影测量系统 (15)5.2.4 全站仪测量系统 (17)5.2.5 三维扫描测量系统 (18)5.3 测量方法的比较 (19)6 非接触测量技术的发展趋势 (21)7 结束语 (21)参考文献 (22)摘要非接触测量方法以光电、电磁、超声波等技术为基础,在仪器的感受元件不与被测物体表面接触的情况下,即可获取被测物体的各种外表或内在的数据特征。
详细阐述了部分常用的光学法和非光学法测量技术及相应的测量仪器,并结合船体分段测量方法说明了这些非接触测量方法的原理、优缺点、精度及适用范围,指出了未来非接触测量技术的发展趋势。
关键词:非接触测量; 光学法; 非光学法;船体分段1 引言开展船体分段测量技术研究的意义在于首先它是实现分段无余量对接的保证,可以大大缩短分段吊装搭接的船台占用时间,其次采用这项技术有助于实现船舶建造的信息流闭环,以及生产状态下的船体建造的“动态虚拟装配”。
最后精确、快速、可靠的船体分段测量技术的突破有助于提升我国造船企业的国际竞争力[1]。
非接触式测量技术的原理与应用

非接触式测量技术的原理与应用引言在现代科技的发展中,测量技术在许多领域扮演着重要的角色。
传统的测量方式往往需要物理接触,导致测量结果的准确性受到一定限制。
然而,随着非接触式测量技术的应用,我们可以更精确地测量目标物体的各种参数。
本文将介绍非接触式测量技术的原理以及其在各个领域的应用。
一、原理1. 激光测距原理激光测距是一种常见的非接触式测量技术。
其原理是利用激光发射器发出的激光脉冲经过反射后返回激光接收器,根据光的传播速度和激光束的时间延迟来测量目标物体的距离。
通过统计多个激光脉冲的返回时间,并结合仪器的精确时间测量能力,可以实现高精度的距离测量。
2. 红外测温原理红外测温是一种基于热辐射的非接触式测量技术。
根据物体的温度不同,其表面会辐射出不同波长的红外辐射。
利用红外测温仪器可以接收并测量物体表面的红外辐射信号,并通过转换算法将其转化为相应的温度数值。
这种技术无需接触物体表面,可以实现快速、准确的温度测量。
3. 电磁感应原理电磁感应是一种利用变化磁场诱导电流的原理来实现非接触式测量的技术。
通过将感应线圈与目标物体的交互表面靠近,当目标物体移动或发生变化时,其所产生的磁场变化将导致感应线圈内产生电流。
通过测量这个电流的大小和方向,可以获得目标物体所产生的变化数据,如位移、速度等。
二、应用1. 工业制造中的应用非接触式测量技术在工业制造中有广泛的应用。
例如,在自动化生产线上,激光测距可以用于实时测量产品的尺寸,以确保产品质量的一致性。
红外测温技术则可用于对设备和机器的温度进行监测,及时发现异常情况并采取措施。
电磁感应技术常用于测量物体的位移、速度等参数,为生产线的监控和控制提供准确的数据支持。
2. 医疗诊断中的应用非接触式测量技术在医疗诊断领域也具有重要的应用价值。
例如,激光测距技术可以用于眼科检查中的眼压测量,无需接触眼球表面,减少了患者的不适感。
红外测温技术在体温测量中得到广泛应用,在传染病防控中发挥了重要作用。
测量平面度的方法
测量平面度的方法一、引言平面度是工程中常用的一个指标,用于评估一个平面是否平坦。
在制造和加工过程中,平面度的精度对产品的质量和性能有着重要的影响。
因此,正确测量平面度是保证产品质量的重要一环。
本文将介绍几种常见的测量平面度的方法。
二、直尺法直尺法是一种简单而常用的测量平面度的方法。
测量时,选取一把较长的直尺,将其放置在待测平面上,然后用手或工具按压直尺两端,使直尺与平面接触。
观察直尺与平面之间的缝隙,根据缝隙的大小判断平面的平整程度。
直尺法的优点是简单易行,不需要复杂的仪器设备,但由于操作的主观性较强,所以精度相对较低,适用于一些对精度要求不高的场合。
三、游标卡尺法游标卡尺法是一种较为精确的测量平面度的方法。
测量时,使用游标卡尺的测量头,将其放置在待测平面上,然后用手或工具按压测量头,使其与平面接触。
通过读取游标卡尺上的刻度,可以直接得到平面的高度差。
游标卡尺法比直尺法精度更高,适用于对平面度要求较高的场合。
四、光干涉法光干涉法是一种非接触式的测量平面度的方法。
它利用光的干涉现象来测量平面的高度差。
测量时,将一束光照射到待测平面上,通过测量光的干涉图案的变化来得知平面的高度差。
光干涉法具有高精度和高灵敏度的优点,适用于对平面度要求极高的场合,如半导体制造等领域。
五、激光扫描法激光扫描法是一种高精度测量平面度的方法。
通过使用激光扫描仪器,可以快速而准确地获取平面的三维形貌。
激光扫描仪器可以扫描整个平面,并生成一个三维点云图,通过分析点云数据,可以得到平面的高度差。
激光扫描法具有高精度、高速度和高效率的特点,适用于对平面度要求极高且需要大量数据的场合。
六、数控测量系统数控测量系统是一种自动化测量平面度的方法。
它利用计算机控制设备和传感器,实现对平面度的全自动测量。
数控测量系统具有高精度、高效率和高可靠性的特点,适用于对平面度要求极高且需要大批量测量的场合,如汽车制造、航空航天等领域。
七、总结测量平面度是确保产品质量的重要一环。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
V = { 0 , …, 0 , uq+1 , …, us- q- 1 , 1 , …, 1}
这里 r = n + p + 1 , s = m + q + 1 。
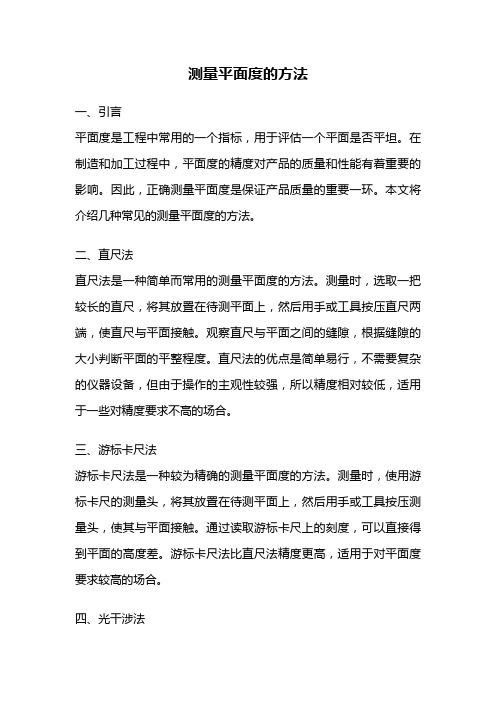
图 7 10 元被检测区域三维拟合曲面
2. 2 定量检测 系统的仪器定量检测试验方法与定量检测的类似 ,
用 CCD 相 机 代 替 纸 币 , 已 知 CCD 相 机 的 平 面 度 为 10μm 。表 2 为采集 X , Y 轴间隔为 508 μm 的 16 个进 行处理过的 、Z 轴方向单位为μm 的数据 。
收稿日期 :2009207228
134
测定 ,例如可以对微细工件、粗面工件的高度进行测定 , 还可以测量电路板上的焊锡以及测定透明体的表面和厚 度[2] 。平台运 动 控 制 系 统 选 择 丹 纳 赫 公 司 的 UL TI2 MAC2 G 型控制器和二维电动平移台 。云南丽江天文工 作站 2. 4 m 天文望远镜终端的拼接 CCD 相机为了得到 更清晰的天体图像 ,将采用该非接触式激光平面检测系 统 ,对拼接 CCD 相机平面平整度进行检测。
表 2 CCD 相机平面检测数据
X轴
Y轴
0
1
2
3
0
1. 48
0. 58
1. 18
- 1. 22
1
3. 26
- 0. 62
- 1. 82
- 3. 32
2
- 0. 02
- 0. 02
- 0. 92
0. 28
3
2. 08
- 0. 32
0. 58
- 0. 62
经过计算 ,表 2 检测数据均值为 - 0. 001 25 μm , PV 值为 6. 58μm 。与已知 CCD 相机平面度相比较 ,系 统的实际检测误差为 3. 42μm ,达到激光位移传感器的 理论精度为 6μm 范围内的要求 。
关键词 :激光位移传感器 ;非接触式平面检测 ;平移台控制 ;Open GL ;三维拟合曲面 中图分类号 : TP29 文献标识码 :A 文章编号 :10042373X(2010) 032134203
Non2contact Laser Flatness Measurement System
∑∑N i , p ( u) N j , q ( v)ωi , j
i =0 j =0
式中 : { Pi, j } 为构成曲面控制点网 ; {ωi, j } 为权因子 ;
{ N i, p ( u) , N j , q ( u) } 为 p 阶 、q 阶 B 样条的基函数 , 其节
点矢量为[8] :
U = { 0 , …, 0 , up+1 , …, ur- p- 1 , 1 , …, 1} ,
1 系统结构与激光位移传感器工作机理
1. 1 系统结构 系统的整体结构如图 1 所示 。从图 1 可以看出 ,整
个系统由上位机 、激光位移传感器和平台运动控制系统 三部分组成 。激光位移传感器由激光位移控制器 、感测 头和监视器组成 。平台运动控制系统主要由平移台运 动控制器 、驱动器 、电源和二维电动平移台组成 。系统 的部分设备如图 2所示 。图 2 列出了激光位移传感器 感测头和二维电动平移台 。图 3 为激光位移传感器感 测头测量对象物原理 。参考距离根据被测对象物的变
测控技术
李雪宝等 :非接触式激光平面检测系统
非接触式激光平腾飞
(中国科学院 国家天文台 云南天文台 云南 昆明 650011)
摘 要 :传统的接触式平面检测精度低 、稳定性差及对对象物检测条件要求苛刻 ,已逐渐被现代非接触式平面检测所替 代 。非接触式激光平面检测系统以其高精度 、高分辨率及不受对象物材质 、颜色或倾斜度的影响等优点 ,可对任何对象物进 行平面检测 。介绍系统结构和激光位移传感器的工作机理 ,并进行平面定性检测和定量检测试验 ,用 Open GL 绘制及拟合 三维曲面 。试验结果表明 ,该系统平面检测结果较好地反映出对象物平面起伏情况 ,并且达到系统的精度要求 。
图 7给出运用 Open GL 中非均匀有理 B 样条 NURBS 曲
面拟合的三维曲面图。从中可以看出 ,该拟合曲面图较
好地反映出对象物实际检测区域平面凹凸起伏的情况 。
nm
∑∑N i, p ( u) N j , q ( v)ωi, j P i, j
S ( u , v)
=
i =0 j =0 nm
, 0 ≤ u , v ≤1
图 1 非接触式平面检测系统的整体结构图
图 5 非接触式激光平面检测系统软件界面
2 平面检测试验及结果
图 2 设备图片
图 3 激光位移传感器感 测头测量对象物原理图
1. 2 激光位移传感器工作机理
在激光位移传感器中 ,激光束通过调整音叉透过高
速上下移动的物镜 ,在受测对象物上聚集为一焦点 ,同
Keywords : laser displacement sensor ; non2contact flat ness measurement ; cont rol of X2Y stage ; Open GL ; 32D fitting curved surface
0 引 言
随着科学技术的迅猛发展 ,具有非接触 、高精度 、稳 定性好 、可自动化及易于与计算机相结合等特点的激光 位移检测技术在自动检测 、机器人视觉 、计算机辅助设 计与制造等领域得到了广泛的应用 ,已将逐渐取代传统 的接触式检测技术 ,成为现代检测技术最重要的手段和 方法[1 ] 。
二维电动平移台使用的是步进电机 ,脉冲信号占空 比为 50 % ,运动控制器使用开环控制电动平移台运动 。 由于平台运动控制系统机械加工精密 ,该系统无需编码 器反馈[4] 。上位机与平台运动控制器可以通过 RS 232 串行口或以太网进行连接 ,本平面检测系统选择后者 。
图 6 纸币平面检测区域
非接触式激光平面检测系统主要利用激光位移传感 器与平台运动控制系统来检测对象物平面平整度 。位移 传感器用来测量目标物体的距离 ,按与对象物的接触类 型它分为两类 :主要有使用差动电压等形式的接触式与 使用磁场 、超声波 、激光等形式的非接触式 。由于非接触 式激光位移传感器具有高精度表面扫描的特点 ,系统选 择基恩士公司的 L T29001 Series 型激光位移传感器 ,该 激光位移传感器可以对任何对象物进行高精密度的位移
采集和处理数据的主要操作步骤是 : (1) 将纸币放置在平台上 ,调整感测头与纸币的距 离大约在 30 mm 左右 ,直至焦点对准纸币且监视器中 显示可变化的读数 ; (2) 按下人机界面中的 Start 按钮 ,平台将以设置 好的速度 、相邻数据点物理间隔和时间间隔进行移动 , 直到数据采集完为止 ; (3) 保存步骤 (2) 中所采集到的数据 ,取下纸币 ,对 平台进行复位 ; (4) 重复步骤 (2) 操作 ,采集到的为平台表面离基 准线间的距离 ,为了减小平台表面起伏对纸币表面检测
X , Y 轴 ,与水平面垂直方向设为 Z 轴 。表 1 为采集 X , Y 轴间隔为 1. 5 mm 的 16 个进行处理过的 、Z 轴方向 单位为μm 的数据 。图 6 中的白色折线与 X 轴 、Y 轴围 成正方形区域 ,为平面检测范围 。
表 1 10 元纸币平面检测数据
Y轴
X轴
0
1
2
3
0
- 0. 23
《现代电子技术》2010 年第 3 期总第 314 期
化可测量范围为 2 mm ,基准距离为 30 mm ,激光位移 传感器显示解析度为 0. 3 μm , 线性度达到满量程的 0. 3 % ,即精度达到 6μm 。
测试 ·测量 ·自动化 非接触式激光平面检测系统软件界面如图 5 所示[5 ,6] 。
Abstract : The t raditio nal contact flat ness measurement wit h low accuracy , poor stability and harsh conditio n of t he measured target ,which has been increasingly substit uted by t he modern non2contact flat ness measurement . The no n2contact la2 ser flat ness measurement system can measure t he surface flat ness of any target wit ho ut being affected by t he material ,colo r or angle of t he target ,which holds t he merit s of high accuracy and excellent resolution. The overall st ruct ure of t he system and t he working p rinciple of t he laser displacement senso r are p resented. The qualitative test and t he quantitative test of flat ness measurement have been carried on ,and 32D fitting curved surface has been drawn in Open GL . It is p roved t hat t he result s of t he test reflect t he surface undulation sit uation and reach t he p recisio n.
L I Xuebao ,XU J un ,D EN G Linhua ,SON G Tengfei