定量包装秤组合秤对比分析
电子秤量值比对结果及分析
不确定度评定的术语和方法应依据国家计量技 术规范JJF 1059.1-2012《测量不确定度评定与表示》 进行测量不确定度评定报告必须包含对选定受检 点(7 500 g、15 000 g )测得值的测量不确定度评定 和分析过程。 2.2不确定度评定报告的要求
比对开始之后.在每3家参比单位测量前后, 均由主导实验室对传递标准进行稳定性的监控测量 . 以确保整个比对期间传递标准的稳定、可靠。比对 期间传递标准的稳定性数据见表2 .
表2数据表明,传递前后传递标准在7 500 g, 15 000 g两个称量点的重复测得值之差不大于该载荷 点最大允许误差的三分之一,这说明传递标准在比 对期间的稳定性满足要求
15500806另选取一台匕海天合电子有限公司生产
的同规格的电子秤(器号:50210160)作为备用传
递标准
主导实验室选择两台电子计价秤进行稳定性试
验,连续2个月每周在7 500 g、15 000 g点进行一
组10次的重复测量,取其算术平均值作为该组的测
量结果。
比对开始前传递标准的稳定性数据见表1
表1电子计价秤稳定性数据
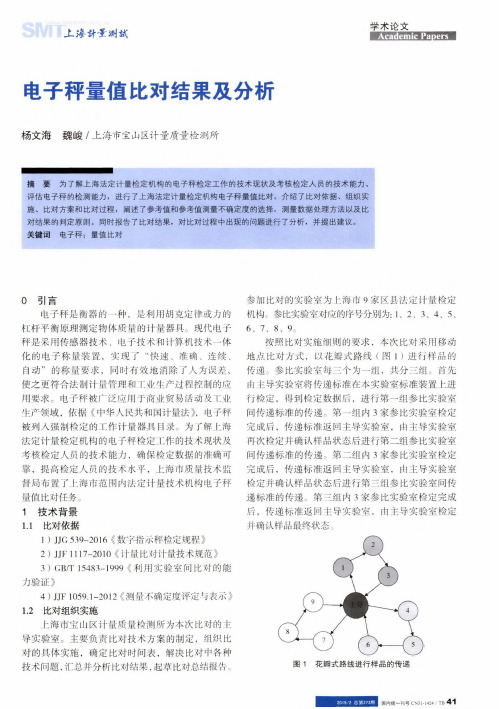
参加比对的实验室为上海市9家区县法定计量检定 机构。参比实验室对应的序号分别为:1、2、3、4、5、 6、 7、 8、 9。
按照比对实施细则的要求.本次比对采用移动 地点比对方式,以花瓣式路线(图1 )进行样品的 传递。参比实验室每三个为一组,共分三组。首先 由主导实验室将传递标准在本实验室标准装置上进 行检定,得到检定数据后,进行第一组参比实验室 间传递标准的传递。第一组内3家参比实验室检定 完成后,传递标准返回主导实验室,由主导实验室 再次检定并确认样品状态后进行第二组参比实验室 间传递标准的传递。第二组内3家参比实验室检定 完成后,传递标准返回主导实验室,由主导实验室 检定并确认样品状态后进行第三组参比实验室间传 递标准的传递。第三组内3家参比实验室检定完成 后',传递标准返回主导实验室,由主导实验室检定 并确认样品最终状态。
对比分析检验定量包装商品净含量的方法

对比分析检验定量包装商品净含量的方法随着经济的发展和市场的繁荣,包装商品正日益成为人们日常消费的主要商品,一些很好的休闲食品不仅美味而且携带方便,被广大消费者喜欢。
然而,由于商品定量包装的特殊性,包装的选择给消费者、销售者和生产者带来不便商品计量的准确性,这引起了许多纠纷,为确保消费者的合法权益,国家质检总局组织净含量检定规程。
由于商品的定量包装是各种各样的包装,从食品、化妆品到洗涤用品、建材等超过10000种,所以不可能为每一种包装都制定规则,而国家质检总局制定的商品检验细则,对定量包装净含量检验规则、商品净含量测量通用技术条件给出了实验原理。
货物净含量的测量和检验方法,包括绝对体积法、相对密度法两种测试方法,虽然绝对体积法是常用的,但是相对密度法定量包装净含量定量检测的优点也很多。
1 绝对体积法该方法的原理是直接导入产品。
该方法简单、易于操作。
液体从容器中观察,因此,该方法仅适用于流动性好、透明度好、不挂墙液产品,如饮用水、酒等生产技术水平和瓶子安装程度,净含量L支10mL原液产品中的应用方法在烧瓶中的单位内容,烧瓶放置在一个光滑的表面,不能摇晃,液体倒入瓶,液体的性质成形后,等待时间不少于30秒。
对于介质,应保持介质温度和满足烧瓶试验要求。
该表是垂直的,视线和液位在同一水平根据除法区间和电平调整过程,最小读数指示1mL。
绝对体积法操作简便。
从包装到容器的观察,将产生一个液体墙。
绝对体积法实施的关键:(1)应严格保证烧瓶的准确度;(2)测试程序的内容已在烧瓶中排出,从包装容器的载体内容的操作被引入,以保持一致性;(3)读取示数要准确、熟练;(4)严格控制环境温度及介质与环境温度的差异温度。
适用范围和原则。
该方法的原理是直接测定试验液的含量。
本实用型的优点是获得产品的实际含量。
从包装容器中观察货物,所以产生液体壁的现象。
因此,本方法适用于流动性好、透明度高、无挂壁的液体产品,如饮用水、酒精等。
定量包装秤计量精度分析及排除?

定量包装秤厂家对计量精度误差报告电子定量秤计量精度误差分为静态误差和动态误差两种现象。
在实际操作使用时如果出现或大或小的计量误差,在出现计量误差时我们首先要确定的是属于哪一种误差现象,这样我们才能准确的找出故障根源,根本性的解决故障问题。
下面,我们就开始分析静态误差和动态误差是如何产生,应该如何处理:一.静态误差:静态误差即仪表显示的数值与实际校对值不一至。
通过重新标定校对后又可以正常计量使用。
产生因素主要有:1.由于称重仪表的A/D转换器故障或传感器反馈信号有误或故障造成。
此故障原因如:1.1:传感器变形:由于传感器在经过长期的使用之后,其外部的金属结构部件分出现一定的正常机械疲劳现象,这就造成了变形,在变形的过程中,会影响到传感器的裂变电阻的阻值变化,所以这种情况下传感器的反馈毫伏数就会发生变化,造成原来的标定值在比例计算时出现误差而造成计量误差。
此时只要重新进行量化标定即可解决故障问题。
1.2:传感器损坏:传感器在使用过程中,由于受到外力的影响或电压不稳定影响等因素,会造成损坏,由于传感器的特殊性结构,我们没有条件对传感器作现场维修。
此种情况下只能更换传感器。
1.3:传感器出现角差:悬臂梁式传感器或两个(或两个以上)传感器组合使用的情况下,由于装配或现场安装没有起到正常的水平调校,使其发生受压力度不均衡,产生角差现象。
传感器产生角差时就会影响传感器的裂变电阻的平衡角裂变发生角度偏移而影响其正常的信号反馈而造成静态误差。
此种情况只要重新对计量机构进行整体水平校对,使其传感器的每个角的受压力平衡即可解决故障问题。
1.4:仪表A/D转换器故障,不能正常采集传感器传输的信号。
此种情况下只要更换新的A/D转换模块即可解决问题。
2.由于仪表的A/D转换器在采集传感器信号(毫伏数)时是根据传感器传输信号大小变化而变化的,本身不存在变动现象,正常情况下,传感器只要与仪表进行过标定校对后其传输的信号就是稳定的,在受压力变化时也是成比例增加的,仪表的A/D采集信号后的计算也是根据标定校对的比例关系成正比增加或减小的。
电子称和组合秤

电子称和组合秤电子秤组合秤电子定量包装秤示意图一.电子定量包装秤又叫做电子秤,是由称重单元、小车、缝包输送装置、气动系统、除尘系统,定量包装控制仪表等组成,整个称量过程由电脑控制,自动完成。
(1)当定量包装秤进入运行状态后,称重控制系统打开给料门开始加料,该给料装置为快、慢两级给料方式;(2)当物料重量达到快给料设定值时,停止快给料,保持慢给料;(3)当物料重量达到最终设定值时,关闭给料门,完成动态称重过程;(4)此时系统检测夹袋装置是否处于预定状态,当包装袋已夹紧后,系统发出控制信号打开称量斗卸料门,物料进入包装袋中,物料放完后自动关闭称量斗的卸料门;(5)卸空物料后松开夹袋装置,包装袋自动落下;(6)包装袋落下后进行缝包并输送到下一工位。
如此循环往复自动运行。
综上所述,定量包装秤的工作原理分为两个部分:1.称重部分称重部分实际是一个补给的过程,先以快的方式给料,快接近目标重量的时候,停止快的方式,然后以慢的方式给料。
最后实现目标重量。
2.包装部分包装袋预先夹好,进料后包装袋自动落下,然后是缝包的工序。
适用范围:化肥(复合肥、有机肥、碳铵、尿素、磷肥、钾肥、BB肥等)粮食(玉米、小麦、大豆、绿豆、大米、杂粮等)食品(面粉、淀粉、玉米淀粉、玉米糁、等)其他物料(煤块、木屑颗粒)等行业颗粒状、粗砂状、薄片状及粉状物料的定量包装。
二.电脑组合秤又称电脑秤,组合秤,多头秤,电子秤,电子多头秤等。
电脑组合秤的原理主要就是利用了组合称重原理。
电脑组合秤有8头秤、10头秤、12头秤、14头秤、16头秤、24头秤甚至更多,其中的每一头都是一个单独的秤,均可独立称量。
组合秤的工作原理组合秤包装系统结构组成:提升机,组合秤,工作平台,包装装置,打码装置(可选),输送带(可选),重量检测机,金属检测器,装箱装置(可选)等。
(1)输送机将物料送入上进料盘;(2)再由组合秤自动控制的主振盘、线振机,将物料从上进料盘送入缓冲进料斗;(3)然后再进入称重斗。
电子秤品牌对比:检测准确度、耐用度等
电子秤品牌对比:检测准确度、耐用度等电子秤是我们日常生活中必不可少的工具之一。
在家庭、商业、科研等领域都有广泛的应用。
作为一种需要依靠电子技术来实现测量的装置,其准确度和耐用度是消费者很关心的两个问题。
本文将以此为题,对几个常见的电子秤品牌进行对比分析,并介绍它们各自的优缺点。
1.大华电子秤作为国内知名的电子秤品牌,大华电子秤自成立以来,一直致力于电子秤的设计、研发、生产和销售。
其主要销售的电子秤类型有计价秤、定量秤、垛称、计数秤、地磅、燃油计量秤等多种类型的电子秤。
大华电子秤以准确度高、响应速度快、性价比高等特点,深受广大用户的信赖和青睐。
准确度方面:大华电子秤的测重精度一般在万分之一左右,因此其准确度相对较高。
耐用度方面:大华电子秤的外壳材料为优质塑料或不锈钢,机芯采用集成电路制造技术,整体结构稳定,防水、耐用性、性能稳定性非常好。
优点:准确度高、稳定性好,外壳采用优质材料,做工精良。
此外,大华电子秤售后服务也比较完善。
缺点:大华电子秤在外观设计上略显老旧,可能不能满足一些潮流层次较高的客户的需求。
2.惠普电子秤惠普电子秤是一款进口的高精度电子秤品牌,主要面向科研、制药、化工等领域。
其技术方面非常强大,因此在精度方面有着不俗的表现。
准确度方面:惠普电子秤的测重精度可达到万分之五,相对于其他电子秤品牌来说,能够满足更高精度的需求。
耐用度方面:惠普电子秤的机芯采用了特殊的材料和制造工艺,保证了机芯的精度和稳定性。
而外壳则采用了优质不锈钢的设计,并配备了防护罩,可以有效减少外界干扰。
优点:惠普电子秤在准确度方面表现非常出色,可以满足高精度的需求。
此外,惠普电子秤的外观设计也非常时尚,符合现代消费者对于外观的追求。
缺点:惠普电子秤相对来说比较贵,因此在性价比方面稍逊。
3.百得电子秤百得电子秤作为国际大品牌,近年来逐渐在国内打开销售市场。
其产品涵盖了计价秤、计数秤、地磅、垛称、定量秤等多种类型的电子秤。
电子秤检定/校准比对分析

如 化整 前 的 修 正误 差 ;E 零 点 或接 近 零 点 ( le的误 差 。 如 O)
作 者 简 介 : 林勤( 9 3 ) 16 一,女 ,高级 工程师 , 研 究 方 向: 计量检 定/ 校准 。
第 1 期
林勤: 电子秤检 定/ 校准 比对分析
1l 2
表 3 称 量 结 果 实 例 (5L ) 1 .J 化 整 前 示值 平均 尸 d
性 盯 ,称 量误 差
,偏 载误差 和 置零误 差
等六 项 。 由于全 部 2 3个 参 比单 位均没 有进 行
偏载 误差 测试 ,本 文 略去 该项影 响 。对于那 些 没
有测试 置 零误 差 的参 比单位 ,在评 估其 合成 不确
图 2 各 参 比单 位 多次 测 量 所 得 结 果 的 最 大 插 值 尺 及 最
秤检 定规程 》( 以下 简称“ 检定规程 ” 。 )
准砝 码对 同一 台电子 计价秤进 行检定/ 准 ,检定 校 校准 结果 的一致性 。参 比单位 共计 2 3个 。
l 检 定 / 准 实 例 校
全 部参 比单位均 用 自有 的 lg M1或 ) k ( 级 标 准 砝码 对 被 比对 电子计 价秤 的 lg 称量 进 行 k 重复性 与称量误 差 的检 定 , 同时有 l 个 参 比单位 2 根 据检 定规程 的要 求进 行 了“ 零装 置准确度 ” 置 测 试 。二者 的检定/ 准实例 见表 l 校 、表 2 、表 3 。
福建 省计量科 学研 究院 ( 以下简称“ 计量/ 校 准 比对 。比对 目的是 考查参 比单位 用 自己的标
量 3k ,最 小称量 2 ,分度值 e l 。电子计 价 g 0 g = g
论组合秤称量技术的广泛应用

是小 秤量 定量 包 装 , 要求 计量 准确度 高 、 包 装 出接近 或略 大于标 定 值的 最佳 计算 值作
为物 料的 输 出量 。常规 的定 量包 装秤 是单 体秤 ,对 均匀 且颗 粒较 小的散 体物 料 ,尚 可勉 强进 行定 量称重 ,但 包 装速 度最 快为 1 ~3 包 / i 但 对于 糖块 、于果 、薯 片 5 O a r n, 等 不均 匀的物 品如 果 用单体 秤 称量 ,无论
致 包装 速度 的降 低 ,且增 加成 本 I 到 6 而 一
般取 3 。 ~5
、
组合秤称 量的工作原理
二、组合称 量的控 制系统
组 合秤 在工 作 时 ,要 完 成 7 包 / n O mi ( 包 / )以上 的能 力 ,即至 少要 在 1 1 s s钟
理 ,控制 系统组 成 ,提 出 了早 日 国内普 在
及 的愿 望 。
关键 词 : 组合秤 定量 包装 模拟 式信 号
数字 式称 重传 感 器
收 到包 装机 发 出的允 许放 料 信号就 发 出命
令启 动驱 动 器打 开集料 斗 把产品 卸 到包装
随 着 电子 技 术 和 计 算机 技 术 的 发 展 , 产品 的定量 包装 广泛 应用 于各 行各 业 ,并 通过 借 助于 微机 系统 进行 同步计 量 。尤 其
度 定量 包装 。 本文介 绍 了组合秤 的工作 原
将物 料送 到 进入 称 重料斗 中。
产 品在 称 重料 斗 中 ,通 过传 感器 产生 重量信 号 ,再 通过 引 线传送 到控 制设 备 的 主板上 , 主板 上的 C U读起 并记 录每 个称 P 重斗 的重量 , 通过 计算 、 再 分析 、组合 , 选 出最接 近 目标 重量 的组 合称 重斗 , C U 在 P
定量仓与轨道衡计量差异问题的研究

定量仓与轨道衡计量差异问题的研究定量仓与轨道衡是工业生产中常见的计量设备,它们在原料进料、成品出料等环节中发挥着重要作用。
然而,对于这两种计量设备的差异性,以及在实际使用中可能存在的问题,一直以来都是工程技术领域的研究重点之一。
本文将从定量仓和轨道衡的原理、工作原理、计量精度等方面进行比较研究,并探讨在实际应用中可能存在的差异问题。
一、定量仓的原理和工作原理定量仓是一种用于储存和计量散装物料的设备,其主要原理是通过称重传感器对物料进行称重,并通过控制系统实现自动计量和控制。
定量仓通常由料仓、送料装置、称重装置、控制系统等部分组成,通过物料的送料和称重来实现对物料的准确计量。
在定量仓的工作过程中,首先需要将待计量的物料通过送料装置送入料仓中,然后称重装置通过称重传感器对料仓中的物料进行称重,最后控制系统根据称重结果对送料装置进行控制,以达到预设的计量目标。
定量仓的工作原理具有自动化、高效、精确等特点,适用于散装物料的计量,广泛应用于化工、建材、冶金等行业。
二、轨道衡的原理和工作原理轨道衡是一种用于铁路货物计量的设备,其主要原理是通过称重传感器对装载在铁路货车上的货物进行称重,并通过计算系统实现对货物的准确计量。
轨道衡通常由称重传感器、计算系统、控制系统等部分组成,通过对货物的称重和计算来实现对货物的准确计量。
在轨道衡的工作过程中,货物通过铁路货车装载到轨道衡上,然后称重传感器对货物进行称重,计算系统根据称重结果对货物进行计量。
轨道衡的工作原理具有高速度、高精度、可靠性高等特点,适用于铁路货物的计量,广泛应用于铁路货物运输领域。
三、定量仓和轨道衡的比较研究1.计量精度定量仓和轨道衡在计量精度上有所差异,定量仓的计量精度主要受料仓称重装置的精度和控制系统的影响,一般可达到0.2%的精度。
而轨道衡的计量精度主要受称重传感器和计算系统的影响,一般可达到0.1%的精度。
从计量精度上来看,轨道衡的计量精度更高一些。
电脑组合秤与传统定量自动包装秤之比较
电脑组合秤与传统定量自动包装秤之比较现代化工业迅猛发展,包装行业包装准确度、包装速度、包装范围等诸方面亦有更高要求,传统定量自动包装秤已很难满足这些要求,而电脑组合秤正是此要求下发展起来,它与传统定量自动包装秤存以下区别:一、称量原理不同所产生秤量准确度区别:1、称量原理不同定量自动包装秤是加料称量,到达目标重量数据之前持续供料,当与目标重量相差少许时必须追加一个被称物,即粗计量之后再进行精计量,如被称物个体较大或较重时就有较大误差,此为影响其秤量准确度所。
而电脑组合秤是由多个具有独立进料出料结构称量单元组成,一般电脑组合秤由8~32个称重单元组成。
电脑利用排列组合原理将各称重单元载荷量进行自动优选组合计算,出最佳、最接近定量值组合进行包装。
例如一台十个称重单元电脑组合秤,称量时每个称重单元都进行称量,并将每个称量斗重重量数据读入电脑,由电脑进行优选组合,组合数学,十个称量单元共能实现1023种组合,电脑从这1023种组合中选出最接近目标重量值组合。
这样上述精计量称量时被称物单重较大,且很难实现定量值工作迎刃而解。
电脑组合秤是以最接近目标重量组合作为最终结果。
2、检测数据可靠性不同传统定量自动包装秤是加料称量,故对传感器来说是动态情况下称量,被称物受到冲击或跳动,都会使传感器感应不稳定重量数据而引起误差,而电脑组合秤振动供料是对缓冲料斗进行,称重料斗称量是安定情况下进行,取重量数据准确度较高。
3、落差误差这种误差定量自动包装秤来说是非常显著误差,称量斗中重量值达到设定值时,电磁振动供料器已停止,但停止一瞬间,称量斗到振动器一段被称物存会最终掉入斗内产生所谓落差误差,有些定量自动包装秤利用缩短给料时间来减小落差误差,但受流速、给料均匀度等系统不确定因素影响,依然存着不同程度误差。
而电脑组合秤是由缓冲料斗向称重料斗供料,称重料斗完全安定后发出指令要求进行称重,不存落差误差。
二、称量速度区别传统定量自动包装秤一般要粗计量、精计量这一称量过程,特别是精计量过程需要一点一点追加,耗时较长,影响了称量速度。
数字式、智能型定量包装秤的设计与误差分析

d i i g t a l w e i g h i n g s e n s o r s e l e c t i o n , d e s i g n o f c o n t r o l s y s t e m o f i n t e l l i g e n t w e i g h i n g a n d s y s t e m d e s i n g a n d e r r o r na a ly s i s o f p n e u ma t i c
【 关键词 】 数 字式 ;智能型 ;定量包装秤 ;设计与误差分析 【 中图分类号】T H 7 1 5 . 1 6 【 文献标识码】 B 【 文章编号】1 O 0 3 — 5 7 2 9 ( 2 0 1 4 ) 0 卜0 0 4 3 — 0 5
De s i g n a n d e r r o r a n a l y s i s o f d i g i t a l a n d i n t e mg e n t q u a n t i t a i t v e p a c k a g i n g ma c h i n e Ar t i c l e a b s t r a c t :T h i s p a p e r i n t r o d u c e s t h e c o mp o s i t i o n a n d c h a r a c t e r i s t i c o f t h e d i g i t a l ,i n t e l l i g e n t q u a n t i t a t i v e p a c k i n g s c a l e ,
食品定量包装计量问题分析及对策
食品加工与包装食品定量包装计量问题分析及对策陈 美(广西壮族自治区计量检测研究院,广西南宁 530000)摘 要:食品定量包装计量是食品生产中至关重要的一环,在食品生产和销售过程中,准确计量有利于保证产品质量的一致性,满足广大消费者的需求,保障企业生产经营的合法性。
然而,当前仍存在一些食品定量包装计量问题,如设备精度不足、计量误差、包装标准不一致等,导致产品质量不稳定、消费者权益受损,甚至给企业造成法律风险。
为了解决这些问题,本文结合食品生产的实际情况,对食品定量包装计量问题展开探究,并提出相应的对策,以期为食品定量包装计量工作提供参考,推进食品行业的后期发展和转型。
关键词:食品定量包装;计量问题;分析;对策Analysis and Countermeasures of Quantitative PackagingMeasurement Problems in FoodCHEN Mei(Guangxi Zhuang Autonomous Region Institute of Metrology & Test, Nanning 530000, China) Abstract: Food quantitative packaging measurement is a vital part of food production in the process of food production. In the process of food production and sales, accurate measurement is conducive to ensure the consistency of product quality, meet the needs of consumers, and ensure the legality of enterprise production and operation. However, there are still some problems in the measurement of food quantitative packaging, such as insufficient equipment accuracy, measurement errors, inconsistent packaging standards, etc., which will lead to unstable product quality, damage to consumer rights and interests, and even legal risks to enterprises. In order to solve these problems, this paper explores the problem of food quantitative packaging measurement based on the actual situation of food production, and puts forward corresponding countermeasures, aiming to provide reference for food quantitative packaging measurement and promote the later development and transformation of the food industry.Keywords: food quantitative packaging; metrology issues; analyse; countermeasure食品定量包装计量作为食品生产质量控制的关键环节,关系到消费者的合法权益和食品安全。
电子秤量值比对结果的总结分析

(2)原始 记 录 方 面:记 录 存 在 标 准 器 型 号 规 格 填写不完整。
代码 主导实验室
比对载荷(g) 20 500 3000
测得值(g) 199 4999 29999
测得值不确定度(g) 01 01 01
12 标准样品比对点[1] 比对测 量 点:最 小 秤 量 点 (20g),500e秤 量 点
(05kg),最大秤量点(3kg)。 13 实验室环境条件
主导实验室环境温度符合 JJG539-2016《数字 指示秤检定规程》[2]721规定要求。 14 比对操作方法
=3000+05×1-04=30001g
最大秤量点(3000g)算术平均值:
(3000+3000+30001)/3=3000g
本测得值与参考值在合理的预期之内,比对结
果合格。
4 比对测量不确定度
按照 JJF10591-2012《测量不确定度评定与
表示》进行,笔者所在单位《电子秤测得值的不确定
度评定报告》经过主导实验室确认。扩展不确定度
-07
3000
30000
02
04
B05
20
199
01
00
500
4998
02
-04
3000
29999
03
00
A05
20
197
02
-09
500
购买定量包装秤应注意的几个问题

购买定量包装秤应注意的几个问题购买定量包装秤应注意的几个问题定量包装秤有几项主要技术指标,一是称量准确度,二是称量速度,三是称量范围。
我们在过去几年中遇到个别购买单位在选择定量包装秤时,总是希望其准确度越高越好,其速度越快越好,其范围越广越好。
结果有些供应商为了扩大销售收入无原则地迁就,造成买回去后不能正常使用。
这样既造成采购人员工作失职,也损坏了供货单位的声誉。
那么应如何选购合格的产品呢?我想就学习GB/T27738-2019《重力式自动装料衡器》国家标准的一点体会和个人的实践经验,在这里谈一下。
一、计量要求1.称量准确度要求任何一台秤要以在最大工作速率下,在最大秤量到最小秤量的称量范围内都用三个误差来描述,而且三者之间都是从“X(1)等级的每次装料与平均值的最大允许偏差MPD (1)”这个表中的数据为基础计算出来的。
静态测试载荷的最大允许误差 MPE (1)为 0.25 MPD(1)物料测试的最大允许预设值误差 MPSE (1)为 0.25MPD (1)物料测试的每次装料的最大允许偏差 MPD (1)为首次检定值例如:一台最大秤量 Max=100kg,额定最小装料量 Minfill=40kg 的定量包装秤,包装能力为 500p/h。
⑴静态参考准确度将最小秤量 Min=40kg 称量点的修正误差 Ec 与该点的最大允许误差之比,即 Ec/ MPE(1)最大秤量 Max=100kg 称量点的修正误差 Ec 与该点的最大允许误差之比,即Ec/ MPE(1)以及其他秤量点,如 50kg 、70kg 、80kg 等的 Ec/ MPE(1)比值计算出来,选出其最大的比值,作为该秤的参考准确度。
⑵物料测试准确度①系统误差是:将额定最小装料量 Minfill=40kg 称量点的预置值误差 se 求出,平均值( F = ∑F i n )- 预置值(F p ),再与该称量点X ⑴级最大允许预置值误差i =1 n MPSE (1)=0.25MPD(1)之比,系统误差即 se/MPSE(1);n将最大秤量 Max=100kg 称量点的预置值误差 se 求出,平均值( F = F i n )i =1 -预置值(F p ),再与该称量点X⑴级最大允许预置误差 MPSE(1)=0.25MPD(1)之比,系统误差即se/ MPSE(1) ②随机误差将额定最小装料量 Minfill=40kg 称量Minfill=40kg 称量点的每次装料值从平⎡ n⎡ i=1 ⎡ n - Fi ⎡ 均值的最大偏差( ⎡∑F i⎡max = md 求出,再与该称量点X ⑴级最大允许偏差的首次检定值之比,即,md/0.8MPD(1);将最大秤量 Max=100kg 称量点的每⎡ n⎡ i=1 ⎡ n - Fi ⎡ 次装料值与平均值的最大偏差⎡∑F i⎡max = md 求出,再与该称量点X ⑴级最大允许偏差的首次检定值之比,即,md/0.8MPD(1);⑶ 最后根据额定最小装料量和最大秤量两个称量点(如果该秤实际使用的称量点较多,在物料测试时应对一个中间称量点进行测试并计算)所计算出的(Ec/MPE(1)、se/MPSE(1)和 md/MPD(1)确定该秤的准确度等级。
定量包装商品计量存在的问题分析及对策

因素可 以看 出各企 业对 《 定量包 装商 品计 量监督 管理办法 》等 相关规定 的认识还 不深 ,商品流通 过程仅仅 注重 的是 商品 的质 量 ,对商 品的净含量方 面的管理 和监督力度 还不足 ,这 就直接 造成 了现 在很多不合格 定量包装 的商 品有 了生存 的空间 ,所 以 加 强商 品流通 过程 中的监督和管理 力度是有 效防止这类 问题 出 现的一大重要措施 。 三、解决定量包装 商品计量问囊的措施 1 . 强化定量包装商品计量法制宣传 强化定 量包装商 品计量法 制宣传能 够从思想 上提 高生产企 业 、销 售企业从业 人员 的法制意识 ,让 他们能够 自觉 的规 范定 量包 装商 品计 量行为 ,对 以前 的定量包 装弊端进 行改革 ,营造 出一 个和谐 的生产和销 售氛 围,对一些 典型存在 定量包装 计量 问题 的企业进 行曝光 ,让企 业和消费者 认识 到定 量包装计 量商 品缺 斤少两属 于违法行 为 ,严重的影 响社会市场 的秩序 和消费 者 的利益 ,不仅 如此 ,相关 政府部 门加 强对各企业 的法制 宣传 工作 ,让 企业 真正 的认识 到定量包 装计量 的重要性 ,此 外 ,企 业还 需要定期 对员工进 行培训 ,让员工 在工作 时按照相关 规定 进行操作 。 2 . 规范市场 规范市场 是规 范定 量包装 计量 的一 大重要措 施 , 目 前 针对 定量包装商品计量的问题 主要难点在于企业覆盖 面太广 、量大 、 流动性 强 ,针对这 一特点规 范市场需要 各级计量 行政部 门统一 进行 组织和安 排 ,计量机构 和稽查部 门共 同协作 ,重点关 注人 们最关心的 日常生活用 品,在行动 中主要 注意三个方面的重点 , 是 抓整改 ,二是抓监督 ,三是抓 长效 ,这是一项 长期而 艰苦 的工 作 ,需要社会 各界人 士提供帮助 和关注 ,才 能将规范 市场 这一行动长久的保持下去 。 3 . 加强企业 内部计量监督工作 在企业进 行生产 包装 时,对 员工 的操作行 为 、流程 、规范 进行 严密 的监 管 ,并将责任 落实到每个 人身 上 ,落 实并实行 岗 位责 任制 ,时 常对 定量包装 的商 品进行 抽检 和审核 ,特别 是对 产 品的净含量 进行严密 的审核 ,查看商 品是否按 照相关规 定进 行定 量包装 。工 作 中切实 让工人认 真的落实 每项 操作 步骤 ,让 他们认识到称重管制工作对企业发展和 自身发展 的重要性 。
智能型定量包装秤的设计及其计量性能验证
智能型定量包装秤的设计及其计量性能验证针对散装物料的定量包装要求越来越高,不但要求包装计量要又快又准,还要求自动化程度要高,更要满足不同要求的各种包装形式。
DCS系列的智能型定量包装称重系统,是定量包装技术的重要发展方向,在不断地改良技术,以满足上述要求,提高生产水平。
本文提出DCS智能型定量包装称重系统(以下简称“DCS称重系统”)的设计与应用方法。
该系统是一种新式的、不同于集中式控制系统的新型的计算机控制系统;虽然它的开发基础是源于集中式控制系统,但经过不断地更新改良,已发展成多级计算机控制系统,是以通信网络为纽带,组合了过程控制级、监控级,结合了4C技术:即计算机技术、显示技术、通信技术以及控制技术等。
在系统功能方面,DCS和集中式控制系统并不存在很大的区别,但是有着完全不同的实现方法。
标签:定量包装;计量精度;DCS智能型定量包装称重系统1.系统的组成DCS称重系统的组成有:秤斗、秤体、供料装置、气动控制系统、称重传感器和控制仪表等。
该系统把秤斗通过连接件挂在吊挂装置的两只(或三只)悬臂梁式传感器上,有物料进入料斗产生了重量信号后,智能型控制仪表会接收到由称重传感器传输过来的重量信号,进而通过运算,自动完成控制定量称重。
2.系统的主要技术指标与特点(1)最大秤量范围:可进行多秤量选择,25kg、50kg等均可。
(2)称量速度:最大秤量为25kg时,可以达到每小时计量包装(200~400)包/袋;最大秤量为50kg时,则可达到每小时计量包装(180~240)包/袋。
(3)计量准确度等級:X(0.2)级,动态测试时最大允许误差:±0.14%(参照JJG564-2002《重力式自动装料衡器》国家计量检定规程)。
(4)适用范围:用于淀粉、面粉、饲料以及食品等粉状物料,进行自动定量包装。
(5)系统特点:计量精度高、可以调整包装称量的速度、结构合理、整体性好和环保操作等特点。
3.选择称重传感器的原则(1)传感器型式的选择条件秤量系统的类型和安装空间位置是选择传感器型式的两个重要考量。
关于定量包装商品计量工作现状分析及对策
关于定量包装商品计量工作现状分析及对策随着世界经济发达国家工业化进程的迅速发展,商品的包装技术日新月异,但是,由于消费者在购买定量包装商品时不再能直接观察和检验商品的计量和包装过程,使得一些不诚实的定量包装商品生产者,通过在包装商品的计量上弄虚作假牟利,造成了企业间不平等竞争,出现了许多有关定量包装商品短量的纠纷和投诉。
如何尽快改变现状,需要政府计量行政主管部门和企业的共同努力。
一、目前定量包装商品计量工作现状分析近年来,随着我国社会主义市场经济体制的建立和发展,工业创造和包装技术水平不断提高,市场上定量包装商品的品种和数量大幅度增加,极大地满足了人民生活的需要。
但是由于一些企业对定量包装商品净含量的控制缺乏足够的重视。
内部管理松弛,没有合理配备计量器具,缺少保证定量包装商品净含量准确的质量保证体系,造成定量包装商品包装过程中商品的实际量与样本标注量不符。
一些不法生产者、经营者受到利益驱动,在定量包装商品的计量上弄虚作假,故意短量,损害了消费者的利益。
扰乱了市场秩序。
1.计量意识淡薄人员素质低,引起定量包装净含量不足、认识不清,作为大批量生产的定量包装商品,其净含量平均偏差的积累是一个很大的数字,可造成很大的亏盈。
在市场经济的激烈竞争中,看起来微不足道的一点偏差,有时可能成为市场成败的决定因素。
有的企业因为它造成很大的损失,而有的企业却利用它牟取非法利润。
比如,个别企业的生产技术负责人及计量质检人员不知有《定量包装商品计量监督管理办法》,或对《定量包装商品计量监督管理办法》一知半解,或对计量意识淡薄,没有制定或不严格执行生产过程控制;产品抽样检验等管理制度。
这些企业的产品定量一般不能保证,非多既少,合格率极低。
如:对小麦粉、粉丝等包装,其净含量应是扣除了皮重及超标准规定的水份含量。
企业内部抽检中常常忽略了水份含量问题,对超标的水份未扣除,在以体积单位标注净含量商品中忽略了温度影响等(以体积单位标注净含量商品规定的净含量的体积是20℃的体积。
定量包装秤的调试方法
定量包装秤的调试方法本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.MarchLCS-B系列定量包装秤的调试方法(一)一、基本工作原理及结构当定量包装秤进入自动运行状态后,控制系统打开给料门开始加料,该给料装置为快、慢两级给料方式;当物料重量达到快给料设定值时,停止快给料,保持慢给料;当物料重量达到最终设定值时,关闭给料门,完成称重过程;此时系统检测夹袋装置是否处于预定状态,当包装袋已夹紧后,系统发出控制信号打开称量斗卸料门,物料进入包装袋中,物料放完后自动关闭称量斗的卸料门;卸空物料后松开夹袋装置,包装袋自动落下;包装袋落下后进行缝包并输送到下一工位。
如此循环往复自动运行。
定量包装秤由称重单元、小车、缝包输送装置、气动系统、除尘系统等组成。
其中影响打包速度和准确度的关键部件是称重单元,它包括储料仓、闸门、截料装置、秤体、夹袋装置、支架、电气控制装置等。
储料仓为缓冲式料仓,用于物料储备并提供一个接近均匀的物料流;闸门位于储料仓底部,当设备检修或出现故障时,用于将物料封阻在储料仓内;截料装置由截料斗、截料门、气动元件、补气门等组成,在称重过程中提供快、慢两级给料,其快、慢给料的物料流均可单独进行调整,从而保证定量包装秤满足计量的准确度要求和速度要求;补气门的作用为平衡称重时系统内的空气压差;秤体主要由称量斗、承重支架和称重传感器组成,完成重量到电信号的转变并传输给控制单元;夹袋装置主要由夹袋机构、气动元件等组成,作用为夹紧包装袋,让称重完毕的物料全部落入包装袋;电气控制装置由称重显示控制器、电气元器件、控制柜组成,作用为控制系统工作,使整个系统按预先设定的程序,有序工作。
二、称量调试检查传感器接线无误后,打开控制柜电源并预热15分钟,方可调试。
本文以最大秤量100kg、分度值、定量值90kg和准确度等级满足≤%的技术要求为例介绍如下:(1)偏载调整将10kg砝码,分别集中放置在称量斗两个承重点上。
定量包装商品存在的误差分析及其监管措施

定量包装商品存在的误差分析及其监管措施摘要:本文通过对定量包装商品包装标识、计量设备、包装容器、管理者计量法制意识等方面存在问题的剖析,有针对性地提出了强化定量包装商品计量监管措施,共同行和企业经营者参考。
关键词:定量包装商品误差监管措施随着科学技术水平的不断提高,市场经济体制的日臻成熟和人们生活质量的集约优化,定量包装商品越来越成为当前市场的主要流通形式。
而定量包装商品的净含量是否准确,直接关系到广大消费者的切身利益和社会诚信体系的建立。
近年来笔者参与对辖区内定量包装商品净含量定期监督检验和计量专项监督抽查,发现不少中小企业生产的定量包装商品净含量合格率不尽如人意,迫切需要采取强化定量包装商品的监管措施。
一、定量包装商品存在的问题通过抽查检验,发现以下主要问题:1.包装标识不符合规定《定量包装商品计量监督管理办法)(以下简称《办法》)要求净含量由中文、数字和法定计量单位组成,没有明确要求标注误差。
但一些企业标准对批量产品净含量平均偏差作了规定,商品标识上标注了误差,其中个别企业由于不知或不明《办法》的有关要求,商品的标注误差是错误的。
一种情况是,标注的误差超出了《办法》的允许负偏差。
如标注为“净含量:30g±5扩,其中-5g的误差严重超出了《办法》中允许负偏差为净含量的9%(即2.7g)的要求。
另一种情况是,标注的误差严于《办法》的要求。
如我市某品牌产品,该企业生产的软包装酱油,其标注净含量为500ml,按(办法》允许负偏差为15ml。
而士5ml是该企业用于生产的控制标准,一般企业的生产标准对净含量的误差要求严于《办法》几倍。
这是企业严于律己,保证产品“足量”出厂的有力保障。
但是,把生产标准标在产品标识上,又因为技术、设备、管理等原因,批量产品的净含量平均偏差不能始终保证达到这个标准。
这样就造成了产品净含量符合《办法》的要求,但不符合其标注要求的尴尬局面。
2.计量设备使用不当净含量是指准确度满足一定要求的计量器具测得的商量,一般要求所用的计量器具的极限误差优于或者等于被检验的定量包装商品的计量负偏差的五分一。
定量包装秤复合式数字滤波方法

定量包装秤是机、电一体化的产物。
所采用的控制系统和机械结构都直接影响其计量精度和包装速度。
控制系统包括硬件和软件两部分,本文主要探讨在不增加硬件成本的情况下,通过软件控制的方法,来提高定量包装秤的精度和速度。
定量包装秤的性能优劣差别非常大。
人们选购时,除了考虑功能、价格、品质外,计量精度和包装速度这两个性能指标也是关注的重点。
高精度,高速度的定量包装秤可以满足企业更高的产能,同时减少多给量带来的原料浪费。
所以如何提高定量包装秤的精度和速度,一直是衡器设计者研究的课题。
笔者结合多年设计定量包装秤的经验,提出用软件方法优化定量包装秤精度与速度之间的关系。
计量精度与包装速度是相互制约的。
计量精度的提高,通常要降低充填速度,特别是要减小慢加料的流速。
反之,要想提高包装速度,通常是以牺牲计量精度来换取的。
既要高精度又要高速度,一般是以增加硬件成本为代价。
比如,采用高速 a/d 转换芯片、三级加料机构或伺服无级加料机构等。
本文探讨的是,在不增加硬件成本的基础上,如何通过软件控制方法,来提高定量包装秤的精度和速度。
定量包装秤的控制系统有两种模式。
一种是称重仪表 +plc 模式;另一种是嵌入程控器控制功能的称重仪表。
不论采取哪种方式,下面几种软件功能的设计,对提高定量包装秤的速度及精度都有很大帮助。
一、采用复合式数字滤波方法来自重量传感器的模拟信号经a/d 转换成数字信号送微处理器,但由于定量包装秤工作环境比较复杂,各种干扰信号叠加在模拟信号上,造成 a/d 转换结果往往会偏离重量的真实值。
因此,一次采样无法反映重量的真实值,必须连续进行多次采样,得到一组数据,然后对这组数据进行数字滤波,剔除误差,得到一个与重量真实值相近的结果。
称重软件常用的数字滤波方法有:限幅滤波、平均滤波、滑动平均滤波、加权平均滤波等。
在这些滤波方法中,选取样本数的大小直接影响重量信号的平滑度和灵敏性。
样本数小,信号的平滑效果差,静态时重量显示值会跳动,不稳定;样本数大,信号的灵敏度下降,对重量的变化趋势不敏感,反应滞后,在重量快速变化时,系统的实时性得不到保证。
食品定量包装计量问题分析及对策

食品定量包装计量问题分析及对策发布时间:2022-07-22T01:31:20.053Z 来源:《科学与技术》2022年第30卷第3月第5期作者:方红石[导读] 随着我国人民生活水平的提高和食品消费市场的不断增长,消费者对食品质量的要求越来越高。
食方红石哈尔滨市呼兰区质量技术监督检验检测中心,黑龙江哈尔滨 150000摘要:随着我国人民生活水平的提高和食品消费市场的不断增长,消费者对食品质量的要求越来越高。
食品包装作为食品的重要组成部分,具有保证食品质量、方便食品运输、增强食品整体美感的作用。
食品包装往往采用人工计量称重,劳动强度大,生产效率低。
同时,人工称重误差大,容易导致食物重量称重精度不够。
近年来,随着电子技术的发展,自动称重设备逐渐取代人工称重,机械工业和计算机技术的跨越式发展显著提高了食品包装技术的自动化水平,其中自动定量计量包装已占食品包装总市场份额的75%左右,且仍呈增长趋势。
电子测量技术是自动测量系统的基础,它包括电子技术、控制技术、传感器技术和自动化技术。
它是一种能把杂乱无章的材料稳定地分成规定质量的装置。
关键词:食品定量包装;计量;问题;对策引言为了保证定量包装产品的质量,保护大多数消费者的合法权益,需要不断提高计量检验的准确性和准确性。
对包装食品定量检验方法的科学分析可以为定量检验人员提供科学有效的指导,从而不断提高包装食品定量检验的准确性。
1.食品定量包装计量存在的问题1.1企业的计量管理不到位用于食品定量包装的设备缺乏合理性,检测过程中使用的测量设备不达标,测量设备范围选择不符合操作要求,均可能导致测试精度和精度不够。
在购买时,未对食品定量包装的检测设备进行再次检查或校准,导致在测量时可能出现误差。
一些检测设备没有及时校准,或者生产企业计量操作人员的操作不合理,导致定量包装中的产品重量不符合相关标准。
生产企业对定量包装食品检验管理不到位,包装检验和取样不规范,检查机制不充分,检查不严格,对食品定量包装质量缺乏有效控制,导致常常出现包装食品太重或太轻的情况,且这些问题没有及早发现,导致食品定量包装计量精度存在严重缺陷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
定量包装秤与组合秤工作原理的对比分析
一、定量包装秤的工作原理
定量包装秤的结构组成:称重单元、小车、缝包输送装置、气动系统、除尘系统,定量包装控制仪表等。
当定量包装秤进入运行状态后,称重控制系统打开给料门开始加料,该给料装置为快、慢两级给料方式;当物料重量达到快给料设定值时,停止快给料,保持慢给料;当物料重量达到最终设定值时,关闭给料门,完成动态称重过程;此时系统检测夹袋装置是否处于预定状态,当包装袋已夹紧后,系统发出控制信号打开称量斗卸料门,物料进入包装袋中,物料放完后自动关闭称量斗的卸料门;卸空物料后松开夹袋装置,包装袋自动落下;包装袋落下后进行缝包并输送到下一工位。
如此循环往复自动运行。
综上所述,定量包装秤的工作原理分为两个部分:
1.称重部分
称重部分实际是一个补给的过程,先以快的方式给料,快接近目标重量的时候,停止快的方式,然后以慢的方式给料。
最后实现目标重量。
2.包装部分
包装袋预先夹好,进料后包装袋自动落下,然后是缝包的工序。
二、组合秤的工作原理
组合秤包装系统结构组成:提升机,组合秤,工作平台,包装装置,打码装置(可选),输送带(可选),重量检测机,金属检测器,装箱装置(可选)等。
输送机将物料送入上进料盘;再由组合秤自动控制的主振盘、线振机,将物料从上进料盘送入缓冲进料斗;然后再进入称重斗。
处理器根据称重斗中的不同重量值,进行筛选、排列、组合,选出最接近设定值的组合,该组合的称重斗打开,通过斜槽收集将物料送入集料斗或直接进入包装机,完成包装。
同时处理器输出和接收联机信号与其他设备(如包装机、提升机等)进行协调工作。
综上所述,组合秤的工作的原理分为两个部分:
1.称重部分
称重部分实际上是一个组合选择的过程,它是由多个具有独立的进料出料结构的称量单元组成,一般微机组合秤由10~32个称重单元组成。
电脑利用排列组合原理将各称重单元的重量值进行自动优选组合计算,得出最佳、最接近预设目标重量值的组合进行包装。
例如一台
十个称重单元的电脑组合秤,称量时每个称重单元都进行称量,并将每个称量斗中的重量数据读入电脑,由电脑进行优选组合,根据组合数字,十个称量单元共能实现1023种组合,电脑从这1023种组合中选出最接近目标重量值的组合。
2.包装部分
包装部分可以自由选择,大的方向可以分为两种:全自动和半自动。
(1)为了节省成本,也可以实施半自动的方式,即人工接料的方式。
在组合秤下料盘位置配置导管,把包装袋,包装盒,包装罐放到导管的下面,通过脚踏开关的方式控制,实现放料,然后进入到下一个环节。
(2)考虑到现在产能大,未来生产产量的提升。
高产量低损耗,当仁不让的就是全自动化的称重包装系统。
组合秤给包装机信号,包装机立马进行包装,可以根据自家包装的要求选购包装线。
立式包装机则适合背封的包装袋;给袋式包装机则适合预制袋或者有拉链的立式袋;灌装机则适合灌装食品和盒装食品。
以上是定量包装秤生产线和电脑组合秤包装生产线的原理分析,希望可以对迫切寻求自动化包装的朋友有所帮助。
更多行业资讯请关注:广东海川智能机器股份有限公司的行业动态。