PCB制程能力技术规范
外协PCBA制程规范

广州××××有限公司外协PCBA制程管理规范文件编号:文件版本:A受控印章:受控编号:发布日期:年月日实施日期:年月日编号 No.版本 Rev. A外协PCBA制程管理规范状态 Date 第0次修改页码 Page 1 of 101、目的为了提高外协PCBA生产效率和品质管控,并对我司产品的加工流程和辅料的使用统一标准,从而确保我司产品的一次合格率。
2、适应范围本规范适用于生产加工我司PCBA板的所有外协厂家,运用于PCBA加工流程、辅助工具制作标准、辅助物料的选配、加工注意事项等。
3、常规要求3.1常规元件加工参照我司提供的《PCBA外协加工常规要求》执行。
3.2特殊元件或者工艺加工要求参照我司提供的各板《特殊工艺要求》操作。
3.3元件前加工时要做好防静电措施和摆放整齐,不能乱摆放。
3.4除我司《特殊工艺要求》外,其余加工要求参照行业IPC-A-610D II级相关规定执行。
3.5我司IQC来料检验除各板型《特殊工艺要求》内容外,其余的都按照IPC-A-610D II级标准进行检验。
3.6对过波峰焊出来出来的PCBA板表面有明显赃物痕迹的要求清洗干净。
3.7加工我司的键盘板中按键元件禁止接触到洗板水。
3.8清洗的时候,必须使用中性(酸碱度)的洗板水。
3.9贴片制程严禁使用红胶工艺加工。
3.10涉及加工我司产品的设备必需悬挂操作说明和保养记录表。
3.11加工我司的产品各工位要有SOP,内容中要有明确的作业手法和注意事项。
3.12加工我司产品时要严格做好防静电措施,具体参照我司提供的《PCBA外协加工常规要求》操作。
3.13我司的产品在过波峰焊时需使用过炉治具,除非有特殊指明无需使用治具的除外。
3.14每次申请开钢网或者辅助治具时都需要我司工艺部人员确认后方可操作。
3.15加工流程中需设立AOI全检和DIP全检两个工位,具体流程可以参照以下操作:揭思国编号 No.版本 Rev. A 外协PCBA制程管理规范状态 Date 第0次修改页码 Page 2 of 10 常规生产加工流程:4、辅料选型供应厂商按以下辅料型号进行采购作业并用于我公司PCB的焊接加工中。
PCB制程安全操作规范
PCB制程安全操作规范PCB(Printed Circuit Board,印刷电路板)是电子产品中不可或缺的组成部分,其制程的安全操作对确保产品质量和保护人员健康至关重要。
本文将针对PCB制程的安全操作规范进行详细介绍,旨在确保操作人员能够正确、安全地进行相关工作。
一、操作场所安全要求PCB制程涉及一系列工艺操作,首先需要保证操作场所的安全。
1.1 通风要求操作场所应具备良好的通风系统,确保空气的流通,并及时将有害气体排除。
应根据工艺过程及有害气体特性选择适当的通风方式,如自然通风、机械通风或局部通风等。
1.2 温度和湿度要求操作场所的温度和湿度应控制在合适的范围内,以保证工艺操作的稳定性和质量。
应避免过高或过低的温度对操作人员和设备的影响。
1.3 防火要求操作场所应配备必要的防火设施,并确保其正常工作。
如明确标示安全出口、设置灭火器材、保持消防通道畅通等。
二、操作人员的安全要求2.1 个人防护用品操作人员在进行PCB制程工作时,应佩戴合适的个人防护用品,包括但不限于防护眼镜、防护口罩、耳塞、防护手套、防护服等。
根据工艺操作的具体要求选择和正确使用个人防护用品。
2.2 职业健康及安全教育培训操作人员应进行职业健康及安全教育培训,掌握相关操作规范和应急处置措施。
定期进行培训更新,以增强对操作安全的认知和应对能力。
2.3 规范作业行为操作人员应严格按照工艺流程和安全操作规范进行作业,不得擅自调整工艺参数或操作步骤。
确保工艺操作的稳定性和安全性,避免人为失误导致事故。
三、设备安全要求3.1 设备维护保养PCB制程涉及到众多设备的使用,这些设备需要定期检查、维护和保养。
确保设备的正常运行,避免设备故障引发意外事故。
3.2 防护装置PCB制程设备应配备合适的防护装置,以保护操作人员的安全。
例如,设备运转时应设置护栏及防护开关,防止人员误入危险区域。
四、化学品安全管理PCB制程中会使用各种化学品,对其进行合理、安全的管理至关重要。
PCB制程能力要求
PCB制程能力要求PCB制程能力要求(Printed Circuit Board Process Capability Requirements)是指评估和控制印制电路板(PCB)制造过程中各项关键参数的能力和稳定性的要求。
这些参数包括材料选择、设计规范、加工工艺以及质量控制等方面。
PCB制程能力要求的好坏直接影响到最终产品的质量和可靠性。
首先,材料选择是PCB制程中的重要环节。
材料的选择应根据设计要求和应用场景来确定。
常见的PCB材料有FR-4玻璃纤维层压板、聚酰亚胺(PI)板、塑料CCL以及金属基板等。
不同材料拥有不同的性能和特点,制程能力要求应确保所选材料符合设计和质量要求。
其次,设计规范也是PCB制程能力要求的关键内容之一、设计规范涉及到PCB板的层次结构、线宽线距、焊盘剂量、排布规则等方面。
设计规范应与PCB制造过程相匹配,确保制造过程的可控性和稳定性。
设计规范的好坏直接影响到PCB板的制程能力和产品性能。
加工工艺是PCB制造过程中的核心环节。
加工工艺涉及到PCB的制备、成型、打孔、切割、压装、钻孔、镀铜等。
制程能力要求应确保加工工艺的准确性和稳定性,以确保PCB板的精度、可靠性和耐用性。
质量控制是PCB制造过程中的重要环节。
质量控制涉及到PCB的各项指标的测量、分析和监控。
制程能力要求应确保质量控制的有效性和稳定性。
常见的质量控制指标包括PCB板的尺寸误差、线宽线距误差、板厚误差、表面光洁度等。
针对这些要求,制程能力评估是评估制程能力的方法之一、制程能力评估是通过对制程数据的统计分析,确定制程过程的稳定性和可控性。
常见的制程能力评估方法有过程能力指数(Cpk)、过程性能指数(Ppk)、过程交叉性能指数(Pp/Ppk)等。
针对不同的应用场景和要求,PCB制程能力要求也有所不同。
例如,在高频应用中,对PCB板的信号损耗和传输特性要求较高;在高可靠性应用中,对PCB板的可靠性和耐用性要求较高。
PCB板制造标准

PCB板制造标准
PCB板制造是电子产品制造过程中的关键环节。
为了确保PCB 板的质量和性能,制定了一系列的制造标准。
本文将介绍PCB板制造的一些基本标准和要求。
1. 材料选择
- PCB板的基材应选择高质量的玻璃纤维热固性树脂材料,如FR-4。
- 要求基材良好的机械和电气性能,以及良好的耐热性和耐化学性。
2. 压制工艺
- PCB板的压制工艺应符合相关的标准和指导。
- 压制过程中应严格控制时间、温度和压力的参数。
- 要求良好的压板质量,确保板材的平整性和精度。
3. 线路布局和走线规则
- PCB板的线路布局应符合电路设计要求。
- 线路布局应遵循一定的走线规则,保证信号传输的稳定性和
可靠性。
- 良好的线路布局能够减少信号干扰和串扰,提高电路性能。
4. 焊接工艺
- PCB板的焊接工艺应符合相关的标准和指导。
- 焊接过程中应控制好温度和时间,确保焊点质量良好且可靠。
- 要求焊接点的电气连接良好,无虚焊、冷焊等问题。
5. 表面处理
- PCB板表面的处理应符合相关的标准和要求。
- 表面处理的方式可以包括阻焊、喷镀、电镀等。
- 要求表面处理后的PCB板表面平整、光滑,有良好的耐腐蚀
性能。
6. 检测和质量控制
- PCB板制造过程中应进行严格的检测和质量控制。
- 检测项目可以包括外观检查、尺寸测量、耐压测试、绝缘电阻测试等。
- 要求制造过程中的每个环节都符合相应的质量标准和要求。
以上是PCB板制造的一些基本标准和要求,希望能对您有所帮助。
PCB技术要求及标准
PCB技术要求及作业指导一、目的根据公司现有的设备加工能力并结合IPC标准,规范生产用印刷电路板(PCB)的工艺制作,增加基板定位方式的通用性,更好地提高生产效率及生产灵活性。
二、适用范围适用于公司电力自动化事业部硬件设计管理和PCB基板的工艺设计指导。
三、具体内容主要对PCB命名标识和硬件文档设计;以PCB的外形、元件区域设计、基准点(Mark)、定位孔及PCB重要线宽、器件间的间距等方面提出PCB设计的技术要求。
(注:本PCB技术要求及作业指导仅供PCB设审核流程使用)1.硬件设计文档命名规定将同一组件的硬件设计文档分为以下三种:(1)研发原始文档(2)PCB加工文档(3)生产文档命名规则如下:ST6006BHMI __ D __ 080514日期:6位数08年05月14日单下画线(半角)文档类型:D—研发原始文档M--PCB加工文档P--生产文档单下画线(半角)文件名(英文数字)2.硬件设计文档内容2.1研发文档研发文档除了设计的PCB和SCH目录外,还应有以下4个目录:2.2 PCB加工文档PCB加工文档含有两个目录(1)PCB目录:存放需要加工的PCB文件(2)加工说明目录:存放PCB的开孔、外型等说明2.3 生产文档生产文档只含存放元件的BOM和在PCB上的元件布置图的生产说明。
3.硬件设计文档细则3.1 SCH及其PCB在以文件名命名的目录中含有两个目录,它们分别是SCH目录和PCB目录,其中SCH目录只能存放SCH文件和与SCH相关的文件;PCB目录只能存放PCB文件及其PCB相关的文件。
SCH文件采用A4篇幅,如果SCH文件超过一张,则采用Project进行管理。
3.2设计说明设计说明含版本历史和设计说明3.3加工说明加工说明采用16色BMP或GIF图形格式,采用PROTEL SE中的import进行输入存档。
3.4生产说明生产说明中含有BOM和PCB上的元件布置图,其中PCB上的元件布置图为PDF格式,如果是两面安装的元件,在其文件名后用下画线标识出TOP戓BOTTOM。
线路板制程技术能力

1.目的:作为PCB板在我司各流程加工的加工能力、注意事项的依据,便于市场部对我司的制程能力的了解,同时也是为市场部接单及报价做参考,为工程MI人员设计及品质部审核时做依据。
2.范围:适用于本公司生产的PCB板3.权责:3.1.工艺部:负责对工厂各流程之制程技术能力提供数据,并实验与修订此规范。
3.2.工程部:负责按此《制程技术能力规范》的能力进行评估资料,在特殊能力水平时,需要组织生产、工艺、品质、计划评审。
3.3.品质部:负责按《制程技术能力规范》进行监督各类资料与生产过程的执行情况。
3.4.市场部:负责按《制程技术能力规范》进行评审顾客资料,确定合理的价格、交期。
4.参考文件:4.1.生产过程管制程序4.2.APQP管制程序4.3.过程FMEA分析管制程序5.定义:5.1.正常能力:可以正常批量生产,可能的情况下,建议尽量采用优化的参数,有利于成品率的提高和降低生产成本。
5.2.特殊能力:对成品率有一定影响,或加工上有某些特殊性,采用前要求先询问工艺确认。
5.3.超能力:超出工艺、设备能力,必须采用非常规做法,并且成品率较低,或可操作性较差,必须经过特殊审批程序方可采用。
6.作业流程图:无7.作业内容:7.1.开料、钻孔7.2.2.孔铜厚度≥25um电流密度18ASF,电镀时间60分钟;7.3.碱性蚀刻7.4.外层图形转移7.5.感光阻焊窗塞油孔)需允许塞油、塞锡、孔内藏药水、开窗孔边缘焊盘露铜。
另一方法:丝印时二面开窗,显影后塞孔.7.5.2.所有的NPTH孔必须开绿油窗,开窗直径比钻孔大0.2mm以上,否则采用第二次钻孔。
7.5.3.塞油孔孔径0.6-0.8mm应允许少量透光只能采用热固化油塞孔酸蚀流程。
7.5.4.绿油桥的能力大小取决于油墨的质量以及操作过程的控制.7.6.全板镀金免影响客户装配时识别;起拔起,残留在孔内,这种情况客户一般不允许,所以工程评估要特别留意这种情况。
7.11.1.碳油阻抗计算公式:7.12.外形加工WR7.12.2.冲外形7.12.3开V槽B.V-CUT的板件越厚,对于同样的留厚,需要开比较深,那么线路与V-CUT线距离就需要越大。
PCB制程规范

1.制定设计规范:(1)限定DIP零件与所有其它零件之安全距离建议数值为2.5mm 最小安全距离为24mil 约0.6mm(为有效解决波峰焊炉后连锡问题,要求所有零件与DIP零件间距>=0.6mm,指pad与pad间的距离)(2)所有DIP零件孔以Thermal relief方式衔接,及十字型导通方式,非全面导通, (为有效提升空焊及锡洞等问题,当PTH接大铜箔时,均需以Thermal relief方式衔接,降低波峰焊时,因热流失过大形成的空焊及吃锡不良问题)(3)拖锡点的导入,为解决DIP零件波峰焊尾数脚短路问题,在制程流向确定后,由制程单位提供拖锡点位置,RD & layout协助放置.(拖锡点直径建议为PAD直径1.225倍距离16~20mil 效果最佳)(4)为增加焊点强度及吃锡性,NPTH孔改为PTH孔.(限制导通除外,单面板需进行成本评估)(5)为降低SMT零件空焊问题,针对0402及0603零件修正其layout尺寸database info:RES_SM_R0402 package, pad-stack (20mil X 24mil ---0.51mm X 0.61mm), pitch 40mil (1.02mm);RES_SM_R0603 package, pad-stack (40mil X 50mil ---1.02mm X1.27mm), pitch 72mil (1.83mm);suggestion:Package 0402: 0.5mm X 0.6mm, Pitch 0.9mm;Package 0603: 0.9mm X 0.9mm, Pitch 1.5mm;(6)多连板的摆放方式,协助提供编排.(7)色环电阻的Ring环尺寸以线径+0.2mm为孔径大小,Ring环单边>=0.2mm (例如线径0.8mm 钻孔就设计1.0mm Ring环单边最少0.2mm)(8)V-cut与边缘chip零件距离要求:※零件方向与V-cut方向平行≧60mil (1.5mm)※零件方向与V-cut方向垂直≧160mil (4mm)(9)BGA边缘禁止置件距离≧50mil (1.25mm),BGA背面零件禁放IC,BGA,connector等大型零件.(10)所有具极性零件,需于PCB板上标示明显清楚的方向.(11)layout设计上需尽可能避免红胶制程,所有零件能放置在与DIP(component Side)同一面为佳,另一面(solder side)如需放置零件,请与DIP零件保持2.5mm以上之距离,方便载具之设计.(12)机种如合适PIP制程之导入,RD零件选用上请注意零件需能承受250度高温5 sec (过SMT reflow后,外观不可改变)。
研发PCB工艺设计规范

研发PCB工艺设计规范PCB(Printed Circuit Board)工艺设计规范是指在PCB设计和制造过程中应遵循的一些技术要求和规范。
下面是一份研发PCB工艺设计规范的示例,包括以下几个方面的内容:一、电路板尺寸和材料选择1.1电路板的尺寸应根据应用需求和机械结构设计来确定,并与设备机械结构相互匹配。
1.2 电路板厚度应根据所需的电气和机械性能来选择,常见的电路板厚度为1.6mm。
1.3PCB材料应选择具有良好电气性能、热性能和化学性能的高品质材料,如FR4材料。
二、布局设计2.1PCB布局设计应遵循信号完整性和电磁兼容性的原则,避免信号串扰和电磁干扰。
2.2重要的模拟信号和数字信号应相互隔离、分离布局,以减少相互干扰。
2.3高速信号线应尽量缩短长度,减少传输延迟和信号失真。
2.4电源线和地线应布局合理,形成良好的电源地面平面,减少电源噪声和接地回路干扰。
三、走线和规则3.1走线应尽量平直、平行,避免盘绕和过多的弯曲,以减小走线长度和导线电阻。
3.2信号线和电源线、地线之间应保持一定的距离,尽量避免交叉和平行布线,减少串扰和电磁辐射。
3.3走线宽度和间距应根据电流、阻抗和信号速度等要求进行合理选择,并符合制造工艺的限制。
3.4在设计复杂电路时,可以采用多层PCB布线,以提高信号完整性和电磁兼容性。
四、元器件布置和安装4.1引脚数较多的元器件应尽量靠近所连接的器件,减少走线长度。
4.2元器件应按照功能和信号流向的顺序进行布置,使信号流向清晰、简洁。
4.3元器件的安装应符合焊接工艺要求,保证焊点质量和可靠性。
4.4高功率元器件应专门设置散热设计,保证电路板在高温工作条件下的稳定性。
五、制造工艺要求5.1PCB制造厂商应按照IPC-A-600F电路板制造标准要求进行制造,确保产品质量和可靠性。
5.2设计团队应与制造厂商密切合作,避免设计中存在制造难度较大的工艺要求。
5.3设计团队应提供准确的设计文件和制造要求,确保制造厂商能够正确理解和执行。
pcb板制作工艺及制程能力简介

10:表面处理
目的:
为防止外部环境侵害和利于装配,在阻焊路完成后的PCB裸露线路表面建立一层导通性的惰性隔离层,以保 证后续焊接的可靠性.
表面处理种类: 喷锡
较好的焊接性能,表面平整性差,适用于波峰以及手工焊接, 价格中等
电镍金
较好的焊接性能和良好的表面平整性,适用范围一般,价格较高,可焊性差
V-cut
上,下偏移公差 余厚公差 角度类型
角度公差
最小板厚
斜边机
倒边角角度 角度公差
啤板;CNC锣板;自动和手动V-CUT;斜边机 +/-0.10mm +/-0.15mm ≧φ 2.0mm +/-0.125mm +/-0.1mm +/-0.15mm +/-0.075mm ≦ 0.1mm +/-0.1mm
绿;黄;篮;白;黑;红等 3mil
(单边)2mil 0.15mm≤孔径≤0.60mm 线面处:≧10um;线边捌角:≧8um;
≧6mil 6mil
佰生技术部
B&P
bestprint
昆山市佰生电子元件厂
佰生技术部
B&P
bestprint
昆山市佰生电子元件厂
佰生技术部
B&P
bestprint
昆山市佰生电子元件厂
制程能力:
内容 板料 基板厚 铜厚
开料公差
制作能力 CEM;FR-4;无卤素;高TG;ROGERS高频板;铝基板 等板料 0.15mm≦ 板厚(含铜)≦ 3.2mm 1/3OZ;HOZ;1OZ;2OZ;3OZ;
+3mm print
昆山市佰生电子元件厂
4:钻孔
目的:
PCB制程能力尺寸公差设计规范_相互

PCB制程能力尺寸公差设计规范_相互PCB制程能力尺寸公差设计规范是指在PCB(Printed Circuit Board,印刷电路板)的制作过程中,确定各个元件的尺寸精度范围,以保证PCB的质量和可靠性。
下面将介绍一些常用的PCB制程能力尺寸公差设计规范。
1.组件尺寸公差:在设计PCB时,需要确定每个元件的尺寸公差。
尺寸公差是指元件在制造过程中,其实际尺寸与设计尺寸之间可以接受的最大偏差。
常用的尺寸公差包括线宽、线间距、焊盘尺寸、焊盘间距等。
2.PCB板厚公差:PCB板厚是指PCB板在垂直方向上的厚度,其厚度公差是指板厚的实际测量值与设计值之间允许的最大差异。
一般来说,PCB板的厚度公差为±10%。
3. 孔径公差:孔径公差是指PCB板上的孔的尺寸偏差。
常见的孔有贯穿孔和盲孔,其公差会直接影响到后续的插件焊接和组装工艺。
一般来说,孔径公差应控制在±0.05mm以内。
4. 焊盘公差:焊盘公差是指焊盘的尺寸偏差,焊盘是PCB上焊接元器件的位置,其尺寸的公差可以影响到元器件的插拔和焊接质量。
一般来说,焊盘公差应控制在±0.05mm以内。
5. 线宽和线间距公差:线宽和线间距是PCB上导线的尺寸,其公差可以影响到导线的导电性能和阻抗匹配。
一般来说,线宽和线间距的公差应控制在±0.05mm以内。
综上所述,PCB制程能力尺寸公差设计规范是确保PCB制造过程中各个元件的尺寸精度范围,以保证PCB的质量和可靠性。
通过对组件尺寸公差、PCB板厚公差、孔径公差、焊盘公差以及线宽和线间距公差等要素的控制,可以有效避免制造过程中的尺寸偏差,提高PCB的可靠性和稳定性。
PCB板制程能力及设计通用规范参考
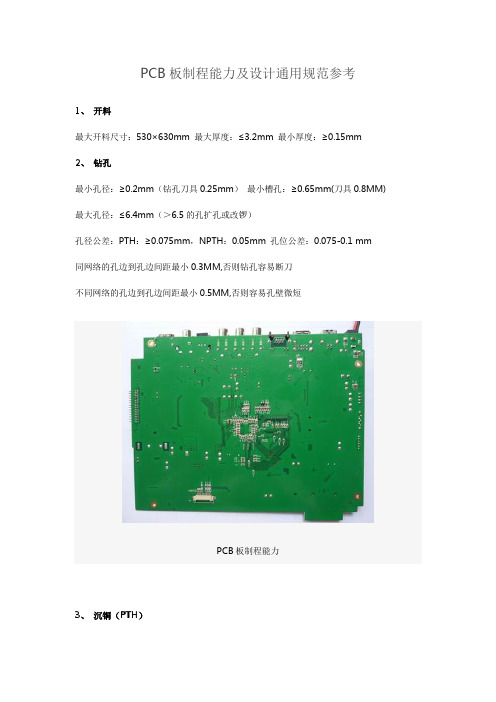
PCB板制程能力及设计通用规范参考1、开料最大开料尺寸:530×630mm 最大厚度:≤3.2mm 最小厚度:≥0.15mm2、钻孔最小孔径:≥0.2mm(钻孔刀具0.25mm)最小槽孔:≥0.65mm(刀具0.8MM) 最大孔径:≤6.4mm(>6.5的孔扩孔或改锣)孔径公差:PTH:≥0.075mm,NPTH:0.05mm 孔位公差:0.075-0.1 mm同网络的孔边到孔边间距最小0.3MM,否则钻孔容易断刀不同网络的孔边到孔边间距最小0.5MM,否则容易孔壁微短PCB板制程能力3、沉铜(PTH)最薄板:≥0.2mm 板厚:孔径≥5:14、线路最小线径/线距:金板:4/4mil,锡或沉金:5/5mil 过孔焊环单边:0.12-0.15mm最小插件孔环宽:金板:单边≥0.2mm 锡板: 单边≥0.25mm椭圆焊盘:窄边做0.15mm以上焊环设计建议:线路到贴片及贴片到地线铜皮安全间距≥0.25mm ,若设计0.15以下很容易短路内层独立孔距铜皮:≥0.35mm 内层孔到线0.3 MM 过孔焊盘到地线≥0.2mm5、阻焊最大铜厚:30z,焊盘开窗:单边0.1(BGA≥ 0.05)mm,厚度:10-15um绿油桥最小宽度:0.12mm,绿油到线安全距:≥0.15mm,丝印最小网格:0.35×0.35mm 6、字符字符宽:≥0.15mm 字符距PAD:≥0.17mm,字符距外形:≥0.2mm字高:≥0.9 mm 字符不要设计在开窗焊盘上丝印位号及字符框到焊盘≥0.2mm7、啤板最大板面:200×300mm 外型公差:+/-0.1mm (精密模+/-0.05)最大板厚:2.0mm 孔边到外形安全距离:>0.3mm,板越厚距离越大线到外形安全距离:大于0.4mm8、锣板最小槽孔:0.8mm 最小线或PAD到边距离:0.3mm 最大锣板尺寸:550X650mm(小机550×410)孔到边距离:最小0.3mm 外形公差:+/-0.13定位销钉:最小1.5mm(若无工艺边拼版时一定要在板内设计大于1.5的定位孔)9、V-cut角度:30°、20° 板厚:0.4-2.0mm (0.4板厚只能单面V-CUT)V割安全间距:即安全间距内不能布线和放置贴片板厚:①0.2-0.6mm ≥0.3mm ②0.8-1.0mm ≥0.4mm③1.2-1.6mm ≥0.5mm ④2.0mm ≥0.7mm最小横尺寸:40~380mm 纵尺寸:≥80mm(客户自已拼版时一定要注意此尺寸,即V-CUT 方向的尺寸必须大于80MM) 横向最大不可超过:380mm若横众向都要V-CUT则拼版都需≥80mm10、板厚公差:±10﹪(工艺增厚约:0.08-0.1mm,H/H OZ计)0.4±0.08mm 0.6±0.08mm 0.8±0.1mm 1.0±0.1mm1.2±0.12mm 1.6±0.16 mm2.0±0.2mm3.0±0.25 mm11、飞测:最大面积:520×400mm;治具测:最大板长:580MM12.其它建议:1)POWER 或PADS 文件请不要将槽孔,定位孔,外形和焊盘或大铜面的开窗等需要在板上作出来的东西设置在非正常层,正常为:TOP——BOT层;21,28阻焊层;26,29丝印层,24分孔层(有些客户习惯将槽孔不放在24层而开窗图却又放在22,27层的锡膏层或贴片层,这样容易漏掉)2)不用板厂作出来的东西不要设置在正常层,更不要在每一层都放置,如二维线等,特别是线路层3)PADS设计的文件板厂通常是用Hatch(Hatch All)铺铜,而不用Flood(Flood All)铺铜。
PCB制程工艺标准
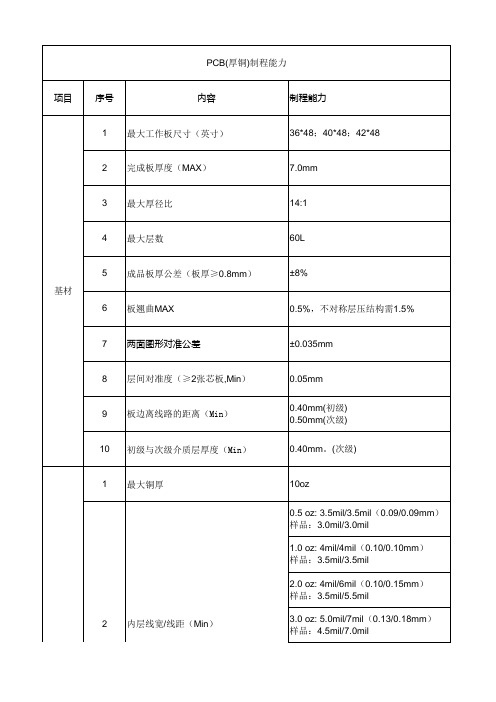
8 层间对准度(≥2张芯板,Min) 9 板边离线路的距离(Min) 10 初级与次级介质层厚度(Min)
0.05mm
0.40mm(初级) 0.50mm(次级)
0.40mm。(次级)
1 最大铜厚 2 内层线宽/线距(Min)
10oz
0.5 oz: 3.5mil/3.5mil(0.09/0.09mm) 样品:3.0mil/3.0mil
V-Cut
0.7mm(宽)*0.76mm(高) 1.焊接次数:6 2.控制厚度:1um-50um 3.储存期:大于12个月 1.焊接次数:3 2.控制厚度:0.2-0.6um 3.储存期:6个月左右 1.焊接次数:6 2.控制厚度:Ni≥3um;Au≥0.05um 3.储存期:大于12个月 1.焊接次数:4-5 2.控制厚度:0.8um-1.2um 3.储存期:大于12个月 1.焊接次数:6 2.控制厚度:0.15um-0.3um 3.储存期:大于12个月
2 防焊绿油桥(MIN)
防焊
3 防焊负字(MIN)
字符
4 防焊负字间距(MIN) 5 防焊字符油墨块宽度(MIN) 1 字符与焊盘的间距(MIN) 2 字符线宽(MIN)
±10% 机械钻孔Φ0.15mm ±0.05mm +/-0.0254mm 槽宽:±0.05mm;槽长:±0.08mm ±0.08mm ±0.15mm 90°-180° ±0.035mm 绿色、蓝色、红色、黄色油墨:0.3mm 白色、黑色油墨:0.10mm; 基材上:高度1.2mm *线宽0.15mm ; 铜面上:高度1.2mm *线宽0.25mm。 0.1mm 0.25mm(沉锡板),0.08mm(其它表 面处理) 0.13mm 0.08mm
0.5 ug/cm2
PCB技术标准

PCB技术标准PCB(Printed Circuit Board)技术标准是指制定和规范PCB设计和制造过程中必须遵循的技术要求和规范。
这些标准旨在确保PCB的质量和可靠性,并提供通用的设计和制造指导,以便不同的制造商和设计者能够互通有无。
1.PCB设计标准:PCB设计标准是指PCB布图和布线的相关规定,包括PCB尺寸、布局、线宽与间距、层间间隔、引脚分配等。
这些标准有利于提高电路的可靠性和稳定性,减少电磁干扰和串扰。
2.材料选择标准:PCB材料的选择直接关系到电路板的性能和可靠性,因此需要遵循一定的标准。
例如,标准要求使用高耐温、低介电常数和稳定的材料,以确保电路板在高温和湿度环境下的可靠性。
3.焊接标准:PCB制造过程中的焊接工艺对于电路板的质量和可靠性起着至关重要的作用。
焊接标准包括焊接参数、焊接剂选择、焊接工艺等内容,以确保焊接质量符合要求。
4.线路板层间绝缘标准:PCB多层板的层间绝缘水平对于电路板的可靠性和安全性至关重要。
标准规定了层间绝缘材料的性能要求和测试方法,以确保电路板在高温和高湿度环境下具有良好的层间绝缘性能。
5.表面处理标准:PCB表面处理是为了提供良好的焊接性能和防止氧化腐蚀。
标准规定了表面处理的种类、工艺和要求,例如有机锡、化学镀金和喷锡等,以确保焊接质量和电路板的可靠性。
6.工艺检测标准:在PCB制造过程中,需要进行工艺检测以确保产品质量。
标准规定了各项工艺检测的方法、流程和要求,例如PCB外观检测、线宽测量、阻焊检测、电性能测试等。
PCB技术标准的制定和遵循,对于保证产品质量和生产效率具有重要的意义。
标准化的PCB制造过程可以提高生产效率,降低生产成本,并确保产品质量和可靠性。
同时,标准化还有利于不同厂家之间的互通性和协作,促进行业的发展和进步。
因此,制定和遵守PCB技术标准是PCB设计和制造过程中不可或缺的一部分。
PCB制程能力
19
孔电镀纵横比(最大)
HOLE PLATING ASPECT RATIO(MAX)
5:1
20
孔径公差(镀通孔)
HOLE DIAMETER TOLERANCE(PTH)
±3mil(±0.076mm)
±2mil(±0.05mm),special requirment
≥0.8mil(≥0.020mm)
24
孔壁铜厚(全板镀金板)
PTH HOLE COPPER THICKNESS(FLASH GOLD PLATING BOARD)
≥0.6mil(≥0.015mm)
25
外层设计线宽/间距(最小)
OUTER LAYER DESIGN LINE WIDTH/SPACING(MIN)
0.10″
(2.54mm)
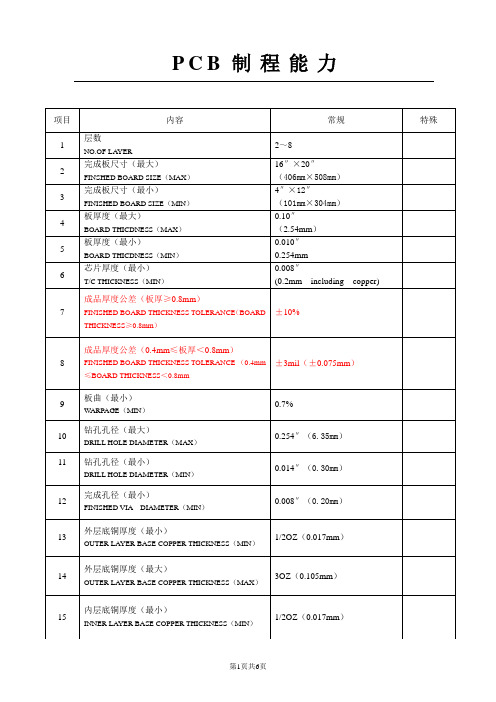
5
板厚度(最小)
BOARD THICDNESS(MIN)
0.010″
0.254mm
6
芯片厚度(最小)
T/C THICKNESS(MIN)
0.008″
(0.2mm including copper)
7
成品厚度公差(板厚≥0.8mm)
FINISHED BOARD THICKNESS TOLERANCE(BOARD THICKNESS≥0.8mm)
1/2OZ(0.017mm)
14
外层底铜厚度(最大)
OUTER LAYER BASE COPPER THICKNESS(MAX)
3OZ(0.105mm)
15
内层底铜厚度(最小)
INNER LAYER BASE COPPER THICKNESS(MIN)
PCB制程能力要求

PCB制程能力要求PCB制程能力是指PCB(Printed Circuit Board,印刷电路板)制造过程中所要求的技术和能力。
它涵盖了从设计到制造的各个环节,包括材料选择、PCB设计、印刷、装配等过程。
制程能力的好坏直接影响到PCB的质量、性能以及稳定性,因此,掌握和提升制程能力对于PCB制造企业来说是非常重要的。
首先,制程能力要求需要考虑到PCB材料的选择。
PCB的材料直接决定了电路板的性能和可靠性。
常用的PCB材料有硬质纸质基材、玻璃纤维布质基材、陶瓷质基材等。
不同的应用场景对PCB材料的要求也有所不同。
例如,高频电路需要使用具有较小介电损耗和较低介电常数的材料,而高温环境下的电路则要求使用可以承受高温的材料。
因此,制程能力要求需要对不同材料的性能进行了解,并根据应用场景选择合适的材料。
其次,PCB设计是制程能力要求的另一个重要方面。
好的设计可以提高电路板的可靠性和性能。
在设计过程中,需要考虑排线的长度、宽度、间隔等参数的选择,以及掌握PCB设计软件的使用方法。
此外,还需要熟悉阻抗匹配的方法和原理,避免因为阻抗不匹配而导致信号衰减和干扰。
在PCB设计过程中,还需要保证设计的可制造性,即能够在实际制造过程中顺利实施。
因此,制程能力要求需要对PCB设计方面的技术和方法有深入的了解。
在PCB制造过程中,制程能力要求还包括PCB的印刷、装配等环节。
印刷过程需要掌握好涂布、曝光、脱模等技术,保证PCB上的线路图案的精确度和清晰度。
装配过程需要掌握焊接技术和检测技术,保证元器件能够正确焊接在电路板上,并且通过检测能够发现并修复可能存在的问题。
此外,在制程能力要求中还需要注意质量控制和质量管理的问题,建立完善的质量体系,确保生产出来的PCB具有稳定的性能和质量。
为了提高制程能力,并满足不同的要求,PCB制造企业可以进行相关的技术培训和知识更新。
培训可以包括PCB制造流程和工艺的学习,以及新材料、新工艺的掌握。
华为PCB设计规范
华为PCB设计规范华为是一家国际知名的通信设备公司,其产品包括手机、网络设备、计算机等。
为保证产品质量和稳定性,华为制定了严格的PCB设计规范,确保产品的设计、制造和测试均符合标准要求。
本文将介绍华为PCB设计规范的一些要点。
一、技术规范要求1. PCB尺寸要符合设计要求,并考虑到安装和热散问题;2. PCB内层和表层线路应避免右角转弯或直角,将有助于信号完整性和EMC性能;3. PCB必须满足规定的接地和电源平面,以保证信号完整性和EMC性能;4. PCB必须满足足够的距离,以在EMI和ESD等方面保证良好的性能;5. PCB必须采用规定的技术来控制所需的阻抗,以避免信号完整性问题。
二、制造规程要求1. 刚性板必须满足硅钢板指定厚度和弯曲半径的要求,以确保尺寸和平面性的正确性;2. 刚性板必须具有良好的可钻性和插针性能;3. 刚性板在铜层中不得出现缺损和分层;4. 覆盖层和表面处理必须符合规定的要求,以保证PCB 的保护和防腐;5. PCB的制造必须按照规定的工艺流程进行,以确保质量和稳定性的一致性。
三、测试要求1. PCB必须经过外部质检和内部QC测试,以验证其质量和性能;2. 通过抽样测试和全面测试以确保整个批次的一致性;3. 利用合适的测试设备,对细节进行细致检查涉及道路电旋、偏移、台阶、空间等;4. 遵循规定的测试程序,对PCB进行重复测试以检查其性能;5. 在测试过程中,必须遵循规定的安全和操作规程。
华为PCB设计规范是华为一贯的制程流程,可以确保每一批次的PCB都可以达到预期的性能和质量水平。
这个规范涵盖了完整的制造和测试过程,并规定了制造商和测试人员的职责和义务。
如果您想要了解更多关于华为PCB规范的信息,欢迎访问华为官网或咨询华为技术支持团队。
PCB制程能力要求

1.目的根据现有PCB供应商的设备条件、工艺基础、管理水平,以及研发^^PCB设计的工艺需求,规定公司对PCB供应商现在及未来批量生产的制程水准的要求。
用于指导PCB的设计、指引PCB供应商制程能力的开发、指导新PCB供应商的开发和认证,同时作为PCB 供应商与我司的一个基本约定,指导合同评审和问题仲裁。
2.引用/参考标准或资料IEC-60194印制板设计、制造与组装术语与定义IPC-6011 印制板通用性能规范IPC-6012A刚性印制板鉴定及性能规范IPC-A-600F印制板的验收条件3.名词解释3.1一般名词双面印制板(Double-side printed board):两面均有导电图形的印制板。
本文特指只有两层的PCB板,通常简称“双面板”。
多层印制板(Multilayer printed board):三层或更多层印制板线路和或印制电路层由刚性或挠性绝缘材料交替粘合到一起并作电气互连的印制板的通称。
简称“多层板”。
金属芯印制板(Metal core printed board):采用金属芯基材的印制板。
通常用铝、铜、铁作为金属芯。
刚性印刷板(Rigid printed board):仅使用刚性基材的印制板。
挠性印刷板(Flexible printed board):应用挠性基材的单面、双面或多层印制电路或印刷线路组成的印制板。
铜厚(Copper thickness):PCB制作要求中所标注的铜厚度为最终铜厚,即:铜箔厚度+镀层铜厚。
厚铜箔印制板(Thick-copper printed board):任意一层铜厚的设计标称值超过(不包括) 2oz/70um 的印制板,通称为厚铜箔印制板。
简称“厚铜板”。
成品厚度(Production board thickness 或Thickness of finished board):最终成品板的厚度,包括阻焊厚度,不包括蓝胶或其他暂时性的包装物、保护性粘接纸等。
PCB制程能力尺寸公差设计规范_相互

21
22
23
限制:原稿線路PAD與PAD之間距至少0.25mm(不足0.25時需建議客戶開天窗不作隔線 下墨)
單邊 0.065mm 單邊 0.065mm 單邊 0.1mm 0.08mm 0.08mm 0.1mm 0.13
24
25
26
限制:原稿線路PAD與PAD之間距至少0.3mm(不足0.3時需建議客戶開天窗不作隔線下 墨)
Laser 孔之 底銅要求
16
All Types
COB金線拉力保證 線寬/線距 pitch (min) PAD 大小 底銅 Annular Ring (Min) 底銅 Annular Ring (最佳值)
5g以上 Min. 0.1mm
限制:客戶原稿設計至少線寬線距5mil/5mil--如COB面有盲孔設計者客戶原稿設計至少線寬線距 5.5mil/5.5mil 限制 1:蝕刻銅厚 1oz以下之產品 , 限制 2:當 pitch=0.5mm其線路 pad只能設 0.32,mask0.37故 成品 BGA之 pad為 0.24mm(min)--需告知客戶 避免 Laser孔偏移 ,需增加管制站做技術管控
能力
+/-20% +/-20% +/-20% +/-20% +/-20% +/-20% +/-10% 單邊 0.1mm 單邊 0.1mm 單邊 0.15mm 單邊 0.075mm 單邊 0.075mm 單邊 0.1mm 0.08mm 0.08mm 0.1mm 0.1mm
備註
當客戶原稿設計已無補線寬之補償空間時須 另外協定規格(工程問題回饋單)
19
當客戶原稿設計已無補線寬之補償空間時須 反應客戶修改Layout(工程問題回饋單)
PCB技术规范
PCB技术规范SMT技术规范1.目的规范产品的PCB工艺设计,提高PCBA的质量,使PCB的设计满足可生产性、可测试性等技术要求,提高生产效率。
2.适用范围本规范适用于****股份有限公司生产用的所有PCB基板的工艺设计。
3.参考/引用标准SJ/T10670—1995 表面组装工艺通用技术要求SJ/T10668—1995 表面组装技术术语IPC-SM-782A 表面贴装设计与焊盘结构标准IPC-7351 表面贴装设计和焊盘图形标准通用要求IPC-7525 模板设计导则4.规范内容4.1 PCBA加工工艺流程选择表面组装工艺流程时应尽量使工艺流程简单、合理、可靠、节约成本。
目前6种常用PCB的加工工艺流程如下(PCB的两面分别为A、B):4.1.1 单面表面组装工艺焊膏印刷贴片回流焊接4.1.2双面表面组装工艺A面印刷焊膏贴片回流焊接翻板 B面印刷焊锡膏贴片回流焊接4.1.3 单面混装(SMD和THC在同一面)焊膏印刷贴片回流焊接手工插件(THC)波峰焊接4.1.4单面混装(SMD和THC分别在PCB的两面)B面印刷红胶贴片红胶固化翻板 A面插件 B面波峰焊4.1.5 双面混装(THC在A面,A、B两面都有SMD)A面印刷焊膏贴片回流焊接翻板B面印刷红胶贴片红胶固化翻板A面插件 B面波峰焊4.1.6双面混装(A、B两面都有SMD和THC)A面印刷焊膏贴片回流焊接翻板B面印刷红胶贴片红胶固化翻板A面插件 B面波峰焊 B面插件后附4.2 PCB外形尺寸4.2.1PCB外形尺寸需要满足下述要求:。
,4.3.3定位孔周边1.0mm的范围内不应有V形槽和机械孔,定位孔周边3.5mm的范围内不应有焊盘、通孔、MARK及走线,但丝印标识除外。
4.3.4 PCB的安装孔符合上述要求时,可以作为定位孔。
4.3.5单面机贴时,可以省去一套不用的定位孔。
4.4 工艺边PCB的工艺边,是指为生产时用于在导轨上传输时导轨占用的区域和使用工装时的预留区域。
电路板pcb技术要求

电路板pcb技术要求电路板(PCB)技术是现代电子产品制造中不可或缺的一部分。
PCB 是一种用于支持和连接电子元件的基础组件。
它由一个绝缘材料的基板上覆盖着导电材料形成的线路与孔位构成。
PCB技术的要求涵盖了多个方面,包括设计、制造、组装和测试等环节。
PCB设计是整个电路板制造过程的起点。
在设计阶段,需要考虑电路的功能需求、布局规划、信号完整性、电源和地线分离、EMC(电磁兼容性)等因素。
设计人员需要根据产品的要求和限制,选择适当的材料、线宽和间距,并合理安排元件的布局,以确保电路板的性能和可靠性。
PCB制造是将设计图转化为实际电路板的过程。
制造过程包括图形化的电路板制作、化学沉积、光刻、蚀刻、钻孔、金属化、印刷和涂覆等步骤。
制造人员需要严格执行制造标准,确保电路板的质量和一致性。
同时,制造过程中需要注意防止氧化和腐蚀等问题,以保证电路板的可靠性和长寿命。
然后,PCB组装是将元件焊接到电路板上的过程。
在组装过程中,需要根据设计要求和元件规格,选择适当的焊接方法,如表面贴装技术(SMT)或插件焊接技术。
组装人员需要熟悉焊接工艺和设备操作,确保焊接的可靠性和质量。
此外,组装过程还需要进行充分的测试和质量控制,以确保产品的性能和可靠性。
PCB测试是验证电路板功能和性能的过程。
在测试过程中,需要使用专业的测试设备和技术,对电路板进行电气测试、信号完整性测试、功能测试和可靠性测试等。
测试人员需要熟悉测试方法和仪器操作,准确判断测试结果,并及时处理测试中发现的问题。
通过测试,可以确保电路板的质量和性能达到设计要求。
PCB技术要求涉及到设计、制造、组装和测试等多个环节。
在每个环节中,需要专业的人员和设备,严格执行标准和规范,以确保电路板的质量和可靠性。
随着电子产品的发展和需求的增加,PCB技术也在不断创新和进步,以满足更高的要求和挑战。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
类别
内容
化
加工尺寸
最大尺寸
加工能力
等级 1
等级 2
890×600mm
∕
学
最小尺寸
∕
∕
镀 最佳拼板加工尺寸
铜
加工板厚度
最薄板
≥0.20mm
∕
化学镀铜层厚度
约 0.40~1.00um
∕
化学镀铜层背光度(微切片)
≥8.50 级
∕
4.1.3.2 光板电镀
ห้องสมุดไป่ตู้
类别
内容
加工能力
等级 1
等级 2
最大尺寸
光
加工尺寸
最小尺寸
∕
曝 2、3 号 7KW 阻焊曝光机
最小尺寸
∕
∕
光
机
4 号 5KW 线路曝光机
最大尺寸 800×650mm
∕
最小尺寸
∕
∕
最大尺寸 1200×800mm
∕
5 号 10KW 阻焊曝光机
最小尺寸
∕
∕
最大尺寸 560×670mm
∕
1 号线路显影机
最小尺寸
∕
∕
显
最大尺寸 580×690mm
∕
2 号阻焊显影机
影
补偿,如排线无法按要求最大数 值补偿的至少也必须保证补偿值 不小于下限的最低补偿数值。
路的 补偿
③ . 加 厚 镀 铜 3/3OZ 以 上 的 板 按 3.6~5.0mil 补偿。
④.高频板补偿必须争得客户许,按
5-10%补偿。
最 锡板
0.10mm
0.15mm
0.20mm
∕
∕
∕
小
焊 金板
0.10mm
最大尺寸 最小尺寸
蚀 最佳拼板加工尺寸
刻
加工板厚度
机
最薄板 最厚板
蚀刻最小线宽
Sn 板 Au 板
≥0.30mm ≤3.50mm ≥3.00m 0.025~0.075um
≥0.20mm ≤4.00mm ≥4.00um 0.025~0.10um
加工能力
等级 1
等级 2
660×415mm ∕
720×415mm ∕
1.6mm 板厚
6.40mm
∕
1.2mm 板厚
5.30mm
∕
1.0mm 板厚
5.00mm
∕
干膜封孔直径
0.8mm 板厚
4.60mm
∕
0.6mm 板厚
4.20mm
∕
0.4mm 板厚
2.80mm
∕
0.2mm 板厚
2.20mm
∕
湿
加工尺寸
最大尺寸
750×600mm
∕
膜
湿膜加工厚度
≥5um
∕
加工尺寸
最大尺寸
∕
∕
0.12mm 0.15mm 0.18mm
∕
∕
∕
0.10mm 0.12mm 0.15mm
∕
∕
∕
要求加厚镀铜时,间距之间作 ≥0.13mm ≥0.18mm ≥0.20mm 10-20%的上浮调整
最 铜厚 小 钻 孔径 孔
最 线宽 大 间距 电 电镀 镀 加厚 铜 铜厚 厚 备注
线 锡板
0.5/0.5OZ 1/1OZ 0.20mm 0.35mm
②.多层板线路层数≥六层板的板,内层隔离环隔离带环宽按 0.25~0.45mm.
内层隔
设计开 窗(客户不允许更改时,以客户设计为准或经得同意设计成泪滴
离环宽
状)。
③.如有超过以上制程能力的加工板时,由工程部召集相关部门进行可加工
的可行性评估。
双面板图 形电镀抢 电阻流部 份和多层 板层压阻 流部份和 图形电镀 抢电阻流 部份块和 各种板电 镀边宽度
小图 形电 镀铜 锡线 大图 形电 镀铜 锡线
加工尺寸 最佳拼板加工尺寸
最佳拼板加工尺寸
最大尺寸 最小尺寸
最大尺寸 最小尺寸
孔壁镀铜层厚度(包含一次镀铜层)
镀锡层厚度 4.1.5 蚀刻(含退膜机、蚀刻机、退锡机)
类别
内容
最大尺寸
加工尺寸
退
最小尺寸
膜 最佳拼板加工尺寸
机
加工板厚度
最薄板 最厚板
加工尺寸
H/HOZ 0.12mm 0.11mm 0.11mm 0.08mm 0.08mm 0.075mm
等级 1
1/1OZ 0.20mm 0.15mm 0.15mm 0.10mm 0.10mm 0.10mm
0.13mm 0.18mm
加工能力
等级 2
2/2OZ 0.30mm 0.25mm 0.20mm 0.18mm 0.18mm 0.15mm
660×415mm ∕
700×415mm ∕
≥20.00um ≥5.00um
≥25.00um ≥6.00um
加工能力
等级 1
等级 2
600×550mm
∕
200×200mm
∕
≥0.30mm ≤3.50mm 600×550mm 200×200mm
≥0.20mm ≤4.00mm
∕ ∕
≥0.30mm ≥3.50mm ≥5.00mil ≥4.50mil
≥0.20mm ≤4.00mm ≥4.50mil ≥4.00mil
最大尺寸
加工尺寸
退
最小尺寸
锡 最佳拼板加工尺寸
机
加工板厚度
最薄板 最厚板
600×600mm 200×200mm
≥0.30mm ≥3.50mm
∕ ∕
≥0.20mm ≤4.00mm
备注 实际设备直接加工最薄板只能达≥0.40mm,≤0.40mm 以下的板必须用厚板带
2.0 适用范围:
本规范适用于公司工程资料制作参考,适合于单面板、双面板、多层板要求 3.0 简称/定义:
3.1 等级 1 为所有产品普遍应用。 3.2 等级 2 经特殊处理可满足要求。 4.0 制程能力范围:
4.1 制程设备加工能力
4.1.1 开料、磨边和圆角
类别
内容
加工能力
等级 1
等级 2
最大尺寸
∕
≥0.25mm
∕
≤6.50mm
∕
类别
设备名称
内容
加工能力
等级 1
等级 2
最大尺寸
金雕铣边机
电
最小尺寸
脑
数
最大尺寸
大量铣边机
控
最小尺寸
铣
边
铣边机加工板厚度
最薄板
最厚板
890×600mm ∕
540×650mm ∕
≥0.20mm ≤4.00mm
∕ ∕ ∕ ∕ ∕ ≤5.00mm
4.1.3 化学镀铜、光板电镀 4.1.3.1 化学镀铜
H/HOZ 0.11mm 0.10mm 0.10mm 0. 07mm 0.07mm 0.07mm
1/1OZ 0.17mm 0.15mm 0.15mm 0.09mm 0.09mm 0.09mm
2/2OZ 0.25mm 0.18mm 0. 18mm 0.15mm 0.15mm 0.12mm
0.20mm
∕
1.5mm 圆形状阻流块,同时待镀面积低于 70%时,应在工艺附边上加直 径为 1.5mm 圆形状抢电阻流块。 ⑤.当双面板或多层板内外层图形有效面积小于 40%,应在外形空白区域添加 直径为 1.5mm 圆形状阻焊流块,所有有工艺附边的多层板,应与客户沟通, 尽量能在附边上添加直径为 1.5mm 圆形状阻流块。 ⑥.电度边宽度:≥8.0mm(注:如特殊情况必须 MI 后除电镀夹板图,同时在 MI 首页注明”后附夹板图”字样)。
类别
名称
内容
加工能力
等级 1
等级 2
最大尺寸
600×580mm
∕
干
1、2 号贴膜机
膜
贴
膜
机
3 号贴膜机
最小尺寸 最薄板 最厚板 最大尺寸 最小尺寸
∕ ≥0.30mm ≤3.50mm 600×620mm
∕
∕ ≥0.20mm ≤4.00mm
∕ ∕
最薄板
≥0.30mm
≥0.20mm
最厚板
≤3.50mm
≤4.00mm
∕
机
加工板厚度
最薄板
≥0.20mm
∕
最厚板
3.50~4.00mm
∕
4.1.2 电脑数控钻孔、电铣
4.1.2.1 电脑数控钻孔
类别
设备名称
内容
MANIA 钻孔机
电 天马钻孔机(含四轴
脑
和六轴钻机)
钻
孔 天马大台面样板钻
机
孔机
天马小台面样板钻 孔机
4.1.2.2 电脑数控铣边
最大尺寸 加工最小孔径 加工最大孔径
宽 金板 补
1.00mil
1.80mil
2.50mil
①.补偿数值下限是针对排线无条件 按上限最大值补偿时的,必须保
偿 内层 1.00mil
1.50mil
2.50mil
证补偿数值不小于下限的最低
补偿数值。
②.埋盲孔板外层线路只要有条件补
埋盲
偿 的必须按要求上限最大数值
孔板 外线
1.2~2.50mil 2.0~3.50mil 2.5~4.00mil
最大尺寸 加工最小孔径 加工最大孔径
最大尺寸 加工最小孔径 加工最大孔径
最大尺寸 加工最小孔径 加工最大孔径
加工能力
等级 1
等级 2
700×540mm
∕
≥0.20mm
∕
≤6.50mm
∕
650×560mm