不预热紫铜TIG焊接的工艺研究
紫铜换热器的焊接缺陷及焊接工艺优化
紫铜换热器的焊接缺陷及焊接工艺优化摘要分析研究紫铜换热器的结构特点、性能、焊接缺陷与产生原因,以及防止与消除其缺陷、优化制造施焊质量的工艺措施。
为提高焊接一次合格率,总结出若干优化措施及注意事项。
紫铜换热器的结构特点及焊接性分析工业生产设备中应用的铜及铜合金,通常分为紫铜、黄铜、青铜和白铜四大类。
紫铜是含铜量不低于99 5%的工业纯铜,广泛用于制造电工器件、电线电缆、热交换器等。
紫铜有较高的加工硬化性能,经过冷加工变形,强度可提高1 倍,而塑性降低数倍。
加工硬化后的紫铜可通过退火恢复其塑性,退火温度为550〜660 C。
焊接结构一般采用软态紫铜,同时对紫铜的杂质含量如氧、硫、铅、铋等控制在规定值以内。
我国生产的工业用紫铜牌号有:一号铜、二号铜、三号铜、四号铜(T 1、T 2、T 3、T 4)以及无氧铜。
紫铜的主要物理性能及力学性能见表1。
铜及铜合金的焊接性均较差,接头性能如力学性能、导电性能及耐腐蚀性能均有所降低焊接时低熔点合金元素蒸发,气孔敏感性较高,易产生裂纹、未焊透、未熔合等缺陷。
制作设备用的紫铜焊缝及热影响区晶粒易粗大,接头强度尤其是伸长率、冷弯角下降明显。
根据换热器使用要求,必须保证各连接件的严密性与牢固性,不得有过量变形及裂纹等缺陷,否则将导致介质泄漏、加剧腐蚀等严重事故[1]。
表】霍泅的韶分力学性能与物理性能丿能辆理料備性能指标抗拉歸朋密度熔点即出楔址F型IE采验::1/1 |ir cm *Vfl K >軟念I'MJ - Un■ cm 鼻■ a 科 1 A. M旳口一2 换热器制作的主要焊接工艺与优化对策列管式换热器是化工行业应用较多的设备之一。
在某些强腐蚀性介质及恶劣的生产条件下,过去大都采用不锈钢等材料制造换热器,事故率高,维修量大,使用寿命很短。
而紫铜换热器由于其优良的性能,大大提高了化工生产过程中的适应性与使用寿命。
设备制造过程中,焊接所占的比重较大,过去多采用焊条电弧焊,一是效率低,二是难以保证质量,返修率高。
紫铜和低碳钢异种材料焊接工艺研究
紫铜和低碳钢异种材料焊接工艺研究上官芸娟(常州大学怀德学院,江苏 靖江 214513)摘 要:本文采用不同焊接电流和预热方式,对紫铜和低碳钢进行氩弧焊试验。
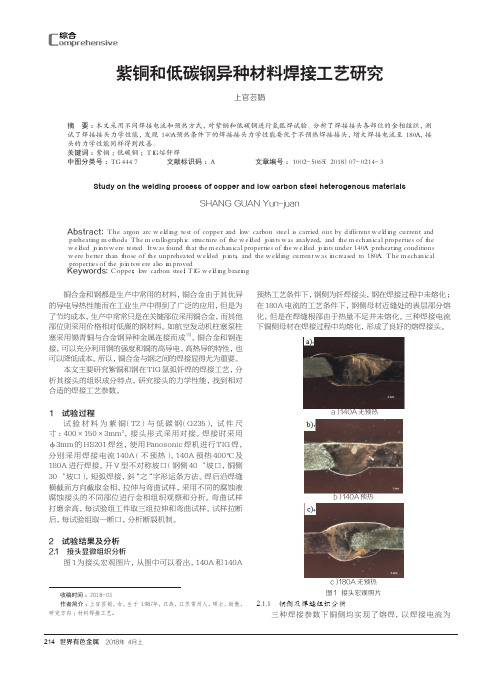
分析了焊接接头各部位的金相组织,测试了焊接接头力学性能,发现140A预热条件下的焊接接头力学性能要优于不预热焊接接头,增大焊接电流至180A,接头的力学性能同样得到改善。
关键词:紫铜;低碳钢;TIG熔钎焊中图分类号:TG444.7 文献标识码:A 文章编号:1002-5065(2018)07-0214-3Study on the welding process of copper and low carbon steel heterogenous materialsSHANG GUAN Yun-juan(Changzhou University, Huaide College, Jingjiang 214513,China)Abstract: The argon arc welding test of copper and low carbon steel is carried out by different welding current and preheating methods. The metallographic structure of the welded joints was analyzed, and the mechanical properties of the welded joints were tested. It was found that the mechanical properties of the welded joints under 140A preheating conditions were better than those of the unpreheated welded joints, and the welding current was increased to 180A. The mechanical properties of the joints were also improved.Keywords: Copper; low carbon steel; TIG welding brazing收稿时间:2018-03作者简介:上官芸娟,女,生于1987年,汉族,江苏常州人,硕士,助教,研究方向:材料焊接工艺。
不锈钢和紫铜管的焊接方法
不锈钢和紫铜管的焊接方法
不锈钢和紫铜管的焊接方法可以根据实际情况选择以下几种常
用方法:
1. TIG焊接(氩弧焊):TIG焊接是一种常用的高质量焊接方法,适用于不锈钢和紫铜管的焊接。
该方法需要使用惰性气体保护(通常是氩气),能够确保焊缝的质量和外观。
2. 焊锡焊接:对于较小直径的紫铜管,可以考虑使用焊锡焊接方法。
焊锡焊接需要使用适当的焊锡丝,通过加热和熔化焊锡来连接管道。
3. 气焊:气焊是一种传统的焊接方法,适用于较大直径的不锈钢和紫铜管的焊接。
该方法需要使用适当的焊接火焰和焊条,通过加热和融化金属来完成焊接。
无论选择哪种焊接方法,都应注意以下事项:
- 在进行焊接前,先清洁和处理管道表面,确保无油污、氧化物或其他杂质。
- 选择合适的焊接材料和焊接参数,以确保焊接质量和可靠性。
- 使用适当的个人防护措施,包括戴焊接面罩、手套和防护衣物,以确保人身安全。
请注意,以上仅为一般性建议,具体的焊接方法和操作步骤还应根据实际情况和要求进行选择和调整。
在进行焊接工作时,请务必遵守相关安全规范和操作规程。
紫铜母线焊接工艺方法的研究

一
3 — 8
关键词: 紫铜 ; 线 ; 母 焊接 ; 艺 工 】 述 棚-
成的气体引起的即反应气孔。 在焊接高温
下 , 与 氧会 形 成 C 2 , 在 10 % 以 化 铜 u0它 20 单 上时溶于液态铜中,在 10  ̄时开始 由 成 0C 2
凸 函 m R
表 1
玮 s 。 杂 质 总
科
科技 论 坛 ff {
紫铜 母线焊接 工艺 方法 的研 究
王 晓电厂 , 黑龙 江 哈 尔滨 10 0 2 黑龙江省火电第三工程公 司, 50 0 、 黑龙江 哈 尔滨 10 0 ) 5 00
摘 要: 本文 着重介绍 了4 8 m紫铜板 的焊接 工艺方法 , -m 通过性 能分析 和试验证 实: 运用 TG方法 , I 采用适 当的措 施焊接 紫铜母 线是可行 的, 本文就如何解决紫铜母线现场焊接 工艺进行 了探讨。
一
3 焊接 方法 的选择 . 1
根据紫铜的可焊陛分析和焊接特点,先后『 仃 气焊和手工电弧焊1 艺 进行试验, 其结果 :1 焊 3. .1 图 2 缝熔合不 良。3 .焊缝有多处裂纹和气孑 发生。 .2 1 L 3 .焊件变形大。.4 .3 1 31 焊接时烟尘大不利于焊工的 焊接。3 . . . 5 4所有接头一次焊完 ,避免重复加热 。 身心健康, 故焊接 2 r 上的紫铜板不易采用此 3 5焊剖 颐 : 0 m以 a 5 序 从两边向中间施焊 , 可以控制变 形, 避免产生弧坑热裂纹。3 . 56焊后采用硅酸铝盖 种 工 艺方法 。 : 3 } I 艺焊接 紫铜 板 2_ TG l } j r 好, 使焊缝缓慢冷却。 3 - 6焊接接头的质量隋 焊前准备: . 紫铜板接头形式为对接。 3 1 2 见图 3. .1熔合良好, 6 变形小。3 . .2工艺美观,无 6 23 。22焊机选用 Z -4 0 T o2 X7 0 S G 3焊前用丙酮 3 3 3焊缝和热影响区未发生裂纹。. 6 3. 6 4拉伸 将焊丝、 工件擦拭 、 清洗。 口 坡 处在清理后用钢丝刷 气孔。. 有试件的值均大于没汁 要求。 在坡 , 币 f 近打密。 . 坡 口 3. 2 4 形式。 采用 V 型坡口, 试验所 4 论 结 坡口角度 6 ~ 0 。钝边 0 mm, 口间隙 I 3 m。 070 . 5 对 ~m 3 . 3焊接材料的选择 用 TC 工艺方法焊接紫铜板其关键要解决 I 易变形、 裂纹和气孔等同题 :如果预 a 根据材质与工件的规格 , 选择直径为 2 紫铜难熔合 , 5 mm 熔池铁水下衬, 母材坡 口 边缘易氧化, 焊 的焊丝( 2 1磷铜钎料作为焊接填充材料。 Hs O ) 为了 热温度高, 增加 焊丝的熔 敷 眭能 , 采用焊 剂并用 无 水乙醇 时熔池金属与母材难熔合。h 适 如果预热温度低, 母 材不熔化 , 熔池温度高 , 而母材不熔合 , 电流用 即使 调成弧状后 , 涂于焊件坡口表面。 的存大, 也是不熔合。0 当环境温度低时, 当的提 适 氚 气 的纯度 :9 5 9 . %。 9 钨极 : e一2 。 WC 0 高预热温度 5 ℃。e保持焊接过程中温度不低于 0 3 0[ 边焊边力】 5q 2, l 热 £ 采用逆变电焊机, 极性正接 3 4焊接工艺参数 根据对紫铜的焊接性分析,经过多次试验找 法。 焊后采用缓冷措施。 出了紫铜的焊接工 艺上主要选择预热温度与焊接 在圜电双鸭山电厂 6 0 W 6 0 M 号炉电除尘紫 我们采取 r 上述焊接工艺参数进行 电流的关系。对各种焊接参数的试验比较见表 2 铜母线焊接中, 。 其结果焊接接头成形良好, 内在质量稳定, 经 依据各种参数试验的比较结果, 我们确定选择焊接 施焊, 焊缝的导电率符合标准规定的要求, 解 电流 10 1 0 ,预热温度 30 3 0 1 3 —4 A 0 — 5 T 及相应的 电阻试验, 决 了工 技 术 题 ,节约 了大量 的人力 和物 力 , 箭 保 参数。
紫铜最佳焊接方法

紫铜最佳焊接方法紫铜是一种常见的金属材料,具有优良的导电性和导热性,因此在电子、通信、航空航天等领域得到广泛应用。
在实际生产中,紫铜的焊接工艺显得尤为重要,因为不恰当的焊接方法可能会导致焊接接头质量不佳,甚至影响整体产品的性能。
因此,选择最佳的焊接方法对于保证紫铜焊接质量至关重要。
首先,我们需要了解紫铜的特性。
紫铜具有良好的导热性和导电性,但同时也具有较高的热膨胀系数和热传导率。
因此,在焊接过程中,需要特别注意控制焊接温度和焊接速度,避免因温度过高导致材料变形或者产生裂纹。
另外,紫铜的表面氧化层也会影响焊接质量,需要在焊接前进行表面处理,以保证焊接接头的质量。
针对紫铜的特性,以下是一些最佳的焊接方法:1. TIG焊接。
TIG焊接是一种常用的焊接方法,特别适用于焊接薄壁紫铜管或者紫铜薄板。
TIG焊接可以提供较高的焊接质量,焊接接头整洁,气孔少,同时也可以控制焊接温度和速度,避免因过热导致的材料变形或者气孔产生。
2. 焊锡焊接。
对于紫铜的小型焊接件,可以选择使用焊锡进行焊接。
焊锡焊接简单易行,可以在较低的温度下完成焊接,避免因高温导致的材料变形或者气孔产生。
同时,焊锡焊接也可以提供良好的焊接质量,适用于一些对焊接质量要求不高的场合。
3. 焊接前处理。
在进行紫铜焊接前,需要对焊接接头进行表面处理,去除氧化层和污垢,以保证焊接接头的质量。
常用的表面处理方法包括机械抛光、化学清洗和激光清洗等。
4. 焊接参数控制。
在进行紫铜焊接时,需要严格控制焊接参数,包括焊接电流、焊接电压、焊接速度等。
合理的焊接参数可以保证焊接接头的质量,避免因焊接过程中温度过高导致的材料变形或者气孔产生。
总之,选择最佳的焊接方法对于保证紫铜焊接质量至关重要。
针对紫铜的特性,我们可以选择TIG焊接、焊锡焊接等方法,并且在焊接前进行表面处理,严格控制焊接参数,以保证焊接接头的质量。
希望本文可以对紫铜焊接工艺有所帮助。
不预热紫铜TIG焊接的工艺研究
文章编 号 : 0 2 2 3 ( 0 8) 1 0 2 — 3 1 0 — 3 3 2 0 1— 18 0
Th c no o y Re e r h o G e d n o d Co pe t o tPr he tn e Te h l g s a c fTI W l i g f r Re p r wih u e a i g
的焊接性 能变 差 。
铜 在 焊 接过 程 中易 出现 的 缺 陷 主要 有 裂纹 和 气 孔 。 与铜 形 成 的低 熔 共 晶产 物 在熔 池 凝 固 时聚 集 在 晶界 上 , 力 的作用 下形 成裂 纹 。气孔 主要是 由氢引起 的 H 气孔 。 的降 低而 下 降 , 特别 是在 金 属凝 固过 程 中 , 解度 急 剧下 溶 降, 因此会 从 金 属 中析 出并形 成气 泡 , 当熔池 金属 结 晶较
力、 交通等工业领域 中高效导热和换热管道 、 导电 、 抗腐 裂纹以热裂纹为主,其形成原因主要是铜中的杂质元素
长期 以来 , 铜 的 焊接 主 要 是气 焊 、 焊 、 工 电弧 并 形成 液 态薄膜 , 削弱 晶粒 之 间的结 合力 , 紫 钎 手 会 因此 在拉 应 术 的 发展 , 又采 用 了电子 束 、 离子 弧等 高 能热 源进 行焊 铜在液体状态时能溶解比较多的氢,但溶解度随着温度 等
快时 , 气泡来不及逸 出, 就会产生氢气孔口 。
熔化 焊紫 铜时容 易 出现基材难 以熔合 、 口焊不 透和 坡
热温度 50C 0  ̄以上 , 焊接件严重过热 , 焊接裂纹难以避免,
焊接 质量 受到严 重影 响, 工作环 境恶 劣 , 产效 率低 。 而且 生 因此 , 了适 应 耐腐 蚀性 能 优 良 、 本低 廉 的 紫铜材 料应 为 成 技术 就显 得越来 越重 要 , 来越 迫切 。 越 1 紫铜 的焊 接性 铜 为面 心 立 方 晶体 , 具有 较 多 的 滑移 系 , 温 、 温 室 高 性” 。在 焊接 过程 中 , 此温 度 区间易 出现 裂纹 。
一种用于不需预热焊接紫铜厚板的复合焊丝及其焊接方法[发明专利]
![一种用于不需预热焊接紫铜厚板的复合焊丝及其焊接方法[发明专利]](https://img.taocdn.com/s3/m/f98a6db170fe910ef12d2af90242a8956aecaa47.png)
[19]中华人民共和国国家知识产权局[12]发明专利申请公开说明书[11]公开号CN 1709633A [43]公开日2005年12月21日[21]申请号200510010163.9[22]申请日2005.07.08[21]申请号200510010163.9[71]申请人哈尔滨工业大学地址150001黑龙江省哈尔滨市南岗区西大直街92号[72]发明人闫久春 崔西会 于汉臣 许志武 杨士勤[74]专利代理机构哈尔滨市松花江专利商标事务所代理人岳泉清[51]Int.CI 7B23K 35/30B23K 9/16B23K 9/022权利要求书 1 页 说明书 3 页 附图 2 页[54]发明名称一种用于不需预热焊接紫铜厚板的复合焊丝及其焊接方法[57]摘要一种用于不需预热焊接紫铜厚板的复合焊丝及其焊接方法,它涉及焊接厚铜板的焊料及其焊接方法,解决了焊接紫铜厚板需要预热和焊缝易出现气孔和裂纹的问题。
用于不需预热焊接紫铜厚板的复合焊丝由元素铜和钛组成,按质量百分比紫铜占66~99%、钛占1~34%,复合焊丝由上述的两种材料中的一种包裹另一种形成。
用于不需预热焊接紫铜厚板的方法步骤如下:A.将要焊接的紫铜厚板3对接;B.采用氮氩混合气体保护;C.在紫铜厚板3的对接部填充复合焊丝4;D.焊接时焊枪采用摆动的方式进行。
本发明的复合焊丝及其焊接方法,在焊接紫铜厚板时不需要预热,同时消除了焊缝的气孔和裂纹,它还具有操作简单、节能、高效、成本低的特点。
200510010163.9权 利 要 求 书第1/1页1、用于不需预热焊接紫铜厚板的复合焊丝,其特征在于它由元素铜和钛组成,按质量百分比紫铜占66~99%、钛占1~34%,复合焊丝由上述的两种材料中的一种包裹另一种形成。
2、根据权利要求1所述的用于不需预热焊接紫铜厚板的复合焊丝,其特征在于复合焊丝的外层由紫铜,内芯为钛形成。
3、根据权利要求1所述的用于不需预热焊接紫铜厚板的复合焊丝,其特征在于复合焊丝的外层由钛,内芯为紫铜形成。
TIG电弧热丝对铜、钢堆焊的工艺研究
LI Y n,JI U a ANG u H a,H AN a qa g ,ZH AO a g j n, A NG Ji— i n Gu n - u W xi
( e No t Th rh Hu ' o p Co a n Gr u mp n an ) i a
用 电弧 热丝 系统 , 热丝 电流 小于 5 时 即可有效 预热 焊 丝 , 电 阻热丝 电流 4 0A 相 当。在相 同焊接 电流 OA 与 0
下, 能够 大 大提 高焊接 熔 敷速度 ; 相 同送丝 速度 下 , 在 降低焊接 电流 , 大大 降低焊 接设 备功 率 。 同时证 明 2种 热丝加 热 方式对 铜基 体 、 合金 的影 响相 同, 别是 对堆 焊层 铜合金 中泛铁 量的 影响相 当。 铜 特
第 4卷
第 3期
精
密
成
形
工
程
21 0 2年 5月
j oURNAI OF NETS APE F H ORM I NG NGI E NEERI NG
T G 电弧 热 丝对 铜 、 堆 焊 的 工 艺研 究 I 钢
柳 燕 ,姜 华 ,韩 家 强 ,赵 广 军 ,王 晰
( 方华 安工 业集 团有 限公 司 ,黑龙 江 齐齐 哈尔 1 1 4 ) 北 6 0 6
摘要 : 对 某产品 铜 带焊接 工 艺 , 出 了一种 电弧 热丝 方 式 应 用 于 T G 堆 焊铜 、 工 艺的 研 究 。 电弧 针 提 I 钢 热 丝可有 效预 热低 电阻率的 焊接材 料 , 铜 ; 如 传统 的 电 阻热 丝只 能加 热 具有 高 电阻率 的 焊接 材 料 , 如钢 。采
Ab ta t sr c :A nd ofa c h ie m ehod s putf w a d t I ki r otw r t i or r o T G we dng c pp nd s e l e h l gy r s a c o op r l i o era t e t c no o e e r h f r c pe w edig pr e sofa pr duc. Ar tw ie c n e f c ie y p e e tw edi a e il ih l w e itv t l n oc s o t cho r a fe tv l r h a l ng m t ra sw t o r ss iiy,s h sc ppe ;w h l uc a o r ie t r dii alr ss a e h r a e tw edi a e i s wih h g e itvt nl he ta ton e it nc otwie c n h a l ng m t ral t i h r ss i iy o y,s h a t e. U sn r tw ies — uc s s e 1 ig a c ho r ys t r ,w iec n be p e a e fe tvey w h n ho iec r n s ls ha w hih i q v l n O r ssa eho iec r nt e n r a r he t d e f c i l e tw r ur e ti e st n 50 A c se uia e tt e i tnc tw r ur e 4 . U n rt am e we d n ure , t ed s e a e ty m pr e 00 A de he s l i g c r nt he w l pe d c n be gr a l i ov d;i he s m e n t a wie f e pe d, t edi r e d s e he w l ng c r e a e c d,w h c a e ty e uc he u r ntc n be r du e i h c n gr a l r d e t wedi q pm e p l ng e ui nt owe . A t he s m e tm e h t t n f he tn r t a i t a wo ki ds o a ig m e ho av hes m e ef c t e a rx a o t ds h e t a fe ton s e lm t i nd c ppe loy,e pe i l h fe to h x e ie ion c nt nto o e loy ra l s caly t e e f c n t e e t nsv r o e fc pp ra l i u f cn a e . n s r a ig l y r
紫铜的焊接工艺
紫铜的焊接工艺
1、紫铜的气焊
紫铜气焊的接头形式以对接为最好。
因清除焊件缝隙中的熔渣、残留焊缝很困难,尽量不采用搭接、角接、T接。
气焊5mm以上厚度的紫铜板时要开坡口。
紫铜气焊时,常采用SCu-1(丝202)、SCu-2(丝201)焊丝及铜焊粉。
紫铜气焊时要预热,薄板、小尺寸焊件的预热温度为400~500℃,厚度、体积比较大的焊件,预热温度为600~700℃。
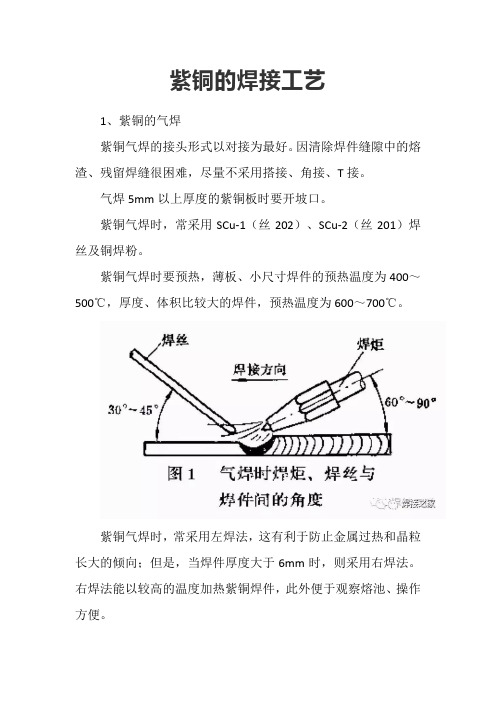
紫铜气焊时,常采用左焊法,这有利于防止金属过热和晶粒长大的倾向;但是,当焊件厚度大于6mm时,则采用右焊法。
右焊法能以较高的温度加热紫铜焊件,此外便于观察熔池、操作方便。
紫铜气焊时,采用比较快的速度单面、单层焊,即使比较厚的焊件,也不要采用过多的焊接层数,因为多次焊接加热容易引起热影响区晶粒长大,且增大焊接变形量。
焊接过程中偶尔中断时,焊枪应缓慢地离开熔池,防止焊缝突然冷却而产生裂缝、气孔等缺陷。
为获得细晶粒、高韧性的紫铜焊接接头,焊后可以对紫铜件进行锤击及局部、整体退火处理。
残留在焊缝表面及附近两侧的熔渣、焊粉会引起焊接接头的腐蚀,所以要在焊后的3~6小时内,仔细地清洗掉。
紫铜的焊接
紫铜的焊接率高,焊接过程中会产生较大的应力,易导致焊接区域产生裂纹。
二)改善紫铜的焊接性针对紫铜焊接存在的问题,可以采取以下措施来改善焊接性:1.预热。
在焊接前对工件进行适当的预热,可以降低焊接区域的应力,提高焊接温度,有利于焊接金属的熔化和熔池的流动,从而减少未焊透和未熔化现象的发生。
2.选择合适的填充材料。
填充材料应具有良好的焊接性能和机械性能,能够与母材充分熔合,减少焊接接头的裂纹和气孔。
同时,填充材料中的杂质含量应尽量少,以避免对焊接接头的影响。
3.控制焊接参数。
对于紫铜的焊接,应选择高功率的热源,如火焰能率高的氧乙炔焊或等离子焊。
同时,应控制焊接速度和焊接温度,避免焊接区域过热或过冷,产生裂纹和气孔。
4.采取防变形措施。
由于紫铜的线膨胀系数和收缩率较大,焊接过程中易产生变形,影响焊接接头的质量。
因此,可以采取防变形措施,如在焊接前对工件进行固定或采用适当的夹具,以减少变形的发生。
三)总结紫铜的焊接性较差,存在焊透性差、易氧化、气孔和裂纹等问题。
为了改善焊接性,可以采取预热、选择合适的填充材料、控制焊接参数和采取防变形措施等措施。
在实际生产中,应根据具体情况选择合适的焊接方法和措施,以保证焊接接头的质量。
紫铜焊接时需要注意的问题焊接紫铜时,由于其性强,所以多采用较大的热功率和加热区域较宽的焊接方式,因此焊接接头承受了较大的拉应力,也是焊接时产生裂纹的另一个原因。
在气焊紫铜时,最常用的接头类型是对接接头,而搭接接头和T型接头则不常采用。
焊丝一般都含有脱氧剂,如磷、硅、锰、锡等,最常用的焊丝是201和202.焊粉采用气剂301,主要成分为硼砂和硼酸。
在气焊紫铜时,应采用中性焰,避免氧化焰和碳化焰对焊缝产生负面影响。
由于铜的导热性强,因此在气焊时应选用较大的火焰能率,焊丝直径、焊炬型号、焊嘴号码及乙炔流量的选择应根据母材厚度来选择。
在气焊过程中,首先需要清理焊件表面和焊丝表面的油污和氧化物。
清理方法是先用丙酮溶液将表面油污洗净,再用温水冲洗。
紫铜电极板的焊接工艺研究
265管理及其他M anagement and other紫铜电极板的焊接工艺研究岳亚钊(河钢股份有限公司承德分公司、河北省钒钛工程技术研究中心,河北 承德 067002)摘 要:随着社会不断的发展,科学技术的不断进步,生产能力的不断提升,对企业生产的工艺也提出了更高的要求和标准。
基于此,很多企业积极改进生产工艺,加大技术创新研发力度,进一步提高了生产效率和能力,有效地解决了生产过程中所存在的一些问题,满足了企业生产的要求。
在众多的技术当中,紫铜电极板焊接是一项十分重要的技术,对电热等生产具有很大的帮助。
本文通过介绍紫铜焊条电弧焊的焊接工艺,并以最终焊接结果进行了实质分析,此工艺具有简便易行操作特点,焊接耗费相比传统工艺更加低廉,焊接效果较良好,具有很高推广价值,适合生产企业所应用此技术,对提升企业生产制造效益具有着很大的帮助。
因此,推广与应用还想技术具有很大的应用前景。
为此,我们开展了此次研究,分析焊接影响因素,为技术人员更好进行焊接提供更多借鉴,以便更好地开展这一方面的焊接工作。
关键词:紫铜;焊接;试验中图分类号:G642 文献标识码:A 文章编号:11-5004(2020)12-0265-2收稿日期:2020-06作者简介:岳亚钊,男,生于1978年,满族,河北承德人,本科,研究方向:机械设计制造及其自动化。
紫铜是重要的一种导电金属材料,在工业及电子加工等领域具有很大用途。
紫铜电极板的焊接工艺,是一种有别于传统焊接方法的技术,这种技术具有不可替代的优越性。
但是,紫铜焊接对技术要求相对比较高,因而,必须结合紫铜的自身特性与焊接要求来制定焊接方案,提高焊接质量、效率,减少返工,降低资源浪费,解决技术上所存在的种种问题。
为了确保焊接能更好的进行下去,在焊接之前就必须做好充分准备,即准备各种焊接材料、辅助工具及做好试验;焊接过程中必须遵守焊接供需、原则,不可违规,正确的进行焊接,提高焊接质量与效率,节省更多时间和精力。
不预热情况下的紫铜TIG焊熔池温度场的数值模拟
不预热情况下的紫铜TIG焊熔池温度场的数值模拟
雷玉成;郁雯霞;李彩辉;程晓农
【期刊名称】《焊接学报》
【年(卷),期】2006(027)005
【摘要】焊接过程是一个迅速而又极不均匀的物理化学冶金过程,焊接熔池一直是焊接模拟的一个重要领域.根据能量守恒的基本原理和钨极氩弧焊(TIG)工艺的特点,建立了运动电弧作用下紫铜非稳态TIG焊接熔池形态的数值分析模型,分析中引入了热焓的概念和表面双椭圆分布的热源模型,较好地满足了TIG焊接数值模拟的要求.在不预热的情况下采用Ar+N2对厚壁紫铜进行了TIG焊接的研究,并在不同工艺参数下将试验值与计算值进行了比较.结果表明,计算的结果与实际测量的结果较为吻合,证明了模型的可靠性和正确性.
【总页数】4页(P1-4)
【作者】雷玉成;郁雯霞;李彩辉;程晓农
【作者单位】江苏大学,材料科学与工程学院,江苏,镇江,212013;江苏大学,材料科学与工程学院,江苏,镇江,212013;江苏大学,材料科学与工程学院,江苏,镇江,212013;江苏大学,材料科学与工程学院,江苏,镇江,212013
【正文语种】中文
【中图分类】TG402
【相关文献】
1.重力对全位置TIG焊熔池温度场与流场影响的有限元分析 [J], 刘文吉;李亮玉;岳建锋;王天琪
2.预热对紫铜厚板TIG焊接工艺性的影响 [J], 闫久春;崔西会;李庆芬;李学军;孔庆伟;杨国锋;郝贵生
3.不预热紫铜TIG焊接的工艺研究 [J], 郁雯霞
4.不预热紫铜钨极氩弧焊温度场的数值模拟 [J], 雷玉成;郁雯霞;李彩辉
5.熔透情况下三维TIG焊接熔池流场与热场的数值分析 [J], 武传松;曹振宁;吴林因版权原因,仅展示原文概要,查看原文内容请购买。
紫铜常用焊接方法的焊接性分析
- 1 -绪论随着科学技术的不断发展,紫铜的应用范围日益广泛。
但由于紫铜的特殊性能,给焊接工件带来了一定的困难。
由于焊件厚度(特别是极薄、极厚件)、结构形状的不同,需要采用相应的焊接方法及工艺,才能获得优质的焊接接头及较高的焊接生产率。
为了有效的掌握紫铜的焊接技术,必须进一步了解紫铜的基本性能、焊接特点、焊接材料、焊接设备、焊接操作方法及接头质量检测等内容。
而紫铜的焊接比钢、铁等黑色金属的焊接要复杂的多。
在实际工作中,人们很需要掌握一紫铜焊接的基本理论知识、具体焊接工艺参数和经验等资料,下面就紫铜的一些特性和焊接做一下介绍分析。
1 紫铜用途和消费由于紫铜具有优良的传导性能、机械强度大、延展性好好和鲜艳的金属光泽等使其一度位居常用有色金属量之首。
紫铜的应用领域包括:电气行业,这也是它的传统应用领域,像电线电缆、输电设备、电工器材等;轻工业,主要是日用五金等;机械行业,各种工程、石化、矿山、床具、仪器仪表以及通用的基础设施等;交通运输业,主要是运输工具的生产;电子邮电行业,像通信、雷达、电子计算机、电子元器件的生产。
像其它的如军工、化工等行业中业得到了广泛的应用。
当前世界紫铜的消费量约为1250万吨/年,消费最多的国家好地区有美国、日本、中国、德国年消费量都在100万吨以上,其次韩国、中国台湾、法国和意大利的消费量也都在50万吨以上。
2 紫铜的焊接性分析2.1 紫铜的物理性能所谓紫铜就是纯铜,纯铜的外观呈紫红色,习惯上就称为紫铜。
它是含铜量不低于99.5%的工业纯铜。
纯铜密度为8.89g/cm3,熔点是1087℃,紫铜是属于面心立方晶格。
紫铜的主要性能:1)有优良的导电性,在金属中仅次于银,此外它的纯度越高导电性就越好;2)导热性好,仅次于金和银;3)在大气、海水中具有较好的耐蚀性;4)有良好的常温和低温塑性,但是在400~700℃高温下其强度和塑性显著降低;5)强度和硬度低,经冷加工变形后强度可成倍增加,而塑性成倍降低,若再经500~600℃退火,可使其塑性完全恢复。
紫铜管焊接工艺

紫铜管焊接工艺
紫铜管焊接工艺
一、焊接工艺要求
1、紫铜焊接使用TIG焊机和钨钢焊条,焊条规格为1.2mm,焊把手为WP-18。
2、紫铜管焊接时,焊把手的夹头夹紧度应当与管径大小一致,严禁使用超大的夹头夹紧管子,以防管子受到损伤。
3、紫铜管焊接时,焊把手的压力应当轻松,以防管子受到挤压。
4、紫铜管焊接时,焊接电流的大小应当根据焊缝的厚度来决定,以保证焊接的质量。
5、紫铜管焊接时,焊条的抬起高度应当根据焊缝的厚度来确定,以保证焊接的质量。
6、紫铜管焊接时,焊接速度应当控制在3-4mm/s,以保证焊接的质量。
7、紫铜管焊接时,焊接区域应当保持清洁,不要有污物和氧化物污染。
8、紫铜管焊接的焊缝应当均匀,焊缝应当完整、密实,不能有漏焊现象。
二、焊接流程
1、清理紫铜管表面上的污物和氧化物。
2、将紫铜管放在支撑上,确保紫铜管的正确位置。
3、将已经装有钨钢焊条的焊把手夹紧紫铜管。
4、调整焊接电流,焊接速度,焊接抬起高度,以保证焊接的质量。
5、开始焊接,焊接时应当注意控制焊接电流,焊接速度,焊接抬起高度。
6、完成焊接,检查焊缝是否完整,是否有漏焊现象。
7、清理焊缝,清除污物和氧化物。
8、完成紫铜管焊接。
紫铜的焊接

紫铜的焊接
紫铜的焊接方法包括气焊、手工碳弧焊、手工电弧焊和手工氩弧焊等,大型结构也可采用自动焊。
对接接头是最常用的焊接方式,搭接接头和丁字接头尽量少采用。
在气焊时,可采用含有脱氧元素的焊丝,如丝201、202,或采用气剂301作助熔剂。
中性焰是最合适的焊接条件。
手工电弧焊时采用铜107焊条和紫铜焊芯,焊前应清理焊接处边缘,焊件厚度大于4毫米时,必须预热。
短弧焊接时,焊条不宜作横向摆动,而应作往复的直线运动,多层焊时,必须彻底清除层间的熔渣。
手工氩弧焊时,采用的焊丝有丝201、202和紫铜丝,焊前必须清理干净,避免产生气孔、夹渣等缺陷。
对接接头的装配间隙应在0.5~1.5毫米范围内选取,根据板厚和坡口尺寸,开V 型坡口或X型坡口,避免未焊透,一般不留钝边。
焊后应用平头锤敲击焊缝,消除应力和改善焊缝质量。
紫铜与不锈钢(碳钢)管板焊接工艺
紫铜与不锈钢(碳钢)管板焊接工艺试验摘要采用钨极氩弧焊焊接紫铜与不锈钢(或碳钢)的管板接头,进行了系列的焊接工艺试验,探索出与之相适应的焊接材,其工艺性能良好、操作方便、焊接质量稳定等特点。
该工艺打破了娄似接头采用传统的铺锡钎焊方法,大大降低了工艺程难度、制造成本,缩短了生产周期、提高焊接接头的强度。
关键词:管板钨极氩弧焊热裂纹强度—.实验的提出该试验主要是针对透平膨胀机供油装置上的冷却器紫铜--不锈钢(碳钢)管板接头在焊接中出现的问题而提出的。
该类接头目前采用的是紫铜管与黄铜板材料,这样是为了便于采用锡钎焊:同时为了提高耐压值使用了胀接工艺,另外为了方便进行整体铺锡,还特意把黄铜板的管孔附近设计工艺槽。
由于钎焊与胀接是互相矛盾的丁艺,胀接需冷收缩而铺锡要热膨胀,往往先胀接好的管口一经加热就出现松动现象,造成漏锡及接头强度降低,有些接头根本达不到使用要求,最后只得采取管口封死等措施,才能保证使用。
据了解,目前低温机械公司生产的冷却器,基本上每台都有出现此类情况,造成冷却效率下降。
即使采用这样复杂的工艺,接头的强度也还是比较低,大约只能承受2.5MPA左右,而油泵的最大供油压力为4.0MPA,这给装置的正常运行带来了隐患。
最后一点就是采用整体铺锡钎焊方式,产品外观质量较差。
因此,就迫切的要求找到一种既能提高接头的焊缝强度,又简便易于实现,同时又能降低成本的焊接工艺方法。
根据多收集资料、了解专业信息,从分析钢与紫铜的焊接性能入手笔,我们提出采用手工钨极氩弧焊工艺解决该接头强度及气密性的问题。
二.钢与紫铜的焊接性能分析1、钢与紫铜的焊接特点Fe与Cu的原子半径、点阵类型、晶格常数及外层电子数都比较接近,这对钢与紫铜之间的焊接比较有利。
但是,钢与紫铜的熔化焊接还有一定的难度,主要如下:(1).钢与铜的物理性能不同,熔点及线膨胀系数差异大。
紫铜的线膨胀系数大,在焊接过程中会产生较大的焊接应力。
(2).铜的导热系数是钢的8倍多,熔池的冷却速度比钢要大得多,氢的扩散逸出和水的上浮条件更为恶劣,形成气空的敏感性增大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不预热紫铜TIG 焊接的工艺研究郁雯霞(无锡工艺职业技术学院,江苏宜兴214206)紫铜以其优良的导电性、导热性、延展性以及在某些介质中良好的抗腐蚀性能,成为电子、化工、船舶、能源动力、交通等工业领域中高效导热和换热管道、导电、抗腐蚀部件的优选材料[1]。
长期以来,紫铜的焊接主要是气焊、钎焊、手工电弧焊、TIG 焊、埋弧焊、扩散焊等方法。
近年来,随着焊接技术的发展,又采用了电子束、等离子弧等高能热源进行焊接,取得了很好的效果,但由于设备、成本、生产周期等方面的影响使其不能得到广泛的应用,目前,紫铜构件的焊接主要采用气焊、手工电弧焊和氩弧焊方法焊接,要求预热温度500℃以上,焊接件严重过热,焊接裂纹难以避免,焊接质量受到严重影响,而且工作环境恶劣,生产效率低。
因此,为了适应耐腐蚀性能优良、成本低廉的紫铜材料应用的需要,研究适应实际应用需求的实用、高质量的焊接技术就显得越来越重要,越来越迫切。
1紫铜的焊接性铜为面心立方晶体,具有较多的滑移系,室温、高温下有很好的变形能力,但铜在500℃-600℃呈现“中温脆性”。
在焊接过程中,此温度区间易出现裂纹。
紫铜就是所说的纯铜,因其表面呈紫色而得名[2]。
工程用紫铜,含量一般在99.95%以上,杂质对铜的焊接性有很大的影响。
紫铜中的杂质主要有氧、硫、铅、铋等,均由冶炼过程带入,这些杂质能与铜形成各种脆性化合物和低熔点共晶物,增加材料的冷脆性和焊接过程中出现热裂纹的可能性,因此必须严格控制。
铜有较高的导热性(比钢的导热系数大8倍),如果加热温度不高或线能量密度小,铜无法熔化,局部出现未焊透,无法满足要求。
而随着加热温度的升高,铜的结晶组织变的粗大,相互之间的焊接性能变差。
铜在焊接过程中易出现的缺陷主要有裂纹和气孔。
裂纹以热裂纹为主,其形成原因主要是铜中的杂质元素与铜形成的低熔共晶产物在熔池凝固时聚集在晶界上,并形成液态薄膜,会削弱晶粒之间的结合力,因此在拉应力的作用下形成裂纹。
气孔主要是由氢引起的H 2气孔。
铜在液体状态时能溶解比较多的氢,但溶解度随着温度的降低而下降,特别是在金属凝固过程中,溶解度急剧下降,因此会从金属中析出并形成气泡,当熔池金属结晶较快时,气泡来不及逸出,就会产生氢气孔[3]。
熔化焊紫铜时容易出现基材难以熔合、坡口焊不透和表面成型差等焊接缺陷,原因与紫铜独特的热物理性能有关[4]。
紫铜的导热性好,因此应选择热效率高和热量集中的焊接方法。
热效率愈高,能量愈集中愈有利。
钨极氩弧焊(TIG )具有电弧稳定、能量集中、保护效果好、操作灵活等突出优点,它已逐渐取代传统的气焊、碳弧焊和手工电弧焊而成为薄板紫铜熔化焊接方法中应用最广泛的一种。
2Ar 、He 、N 2气体保护TIG 堆焊成型试验为了得到氩气、氦气、氮气保护时焊缝成型情况,现分别对Ar 、He 、N 2三种气体保护时的TIG 堆焊焊缝成形情况作了对比试验,并研究了不同氮氩混合气体保护时的熔深变化。
2.1焊接工艺分别采用Ar 、He 、N 2三种气体保护进行TIG 焊,不填加焊丝,在250mm ×100mm ×10mm 的T3紫铜板表面进行堆焊,堆焊长度大约60mm ,电弧高度3mm 。
试验发现,在240A 电流下,氩气保护不预热时,母材根本不能熔化,所以对其预热至300℃观察其成型情况。
焊接工艺参数如表1所示。
摘要:针对紫铜焊接性较差的特点,在不预热的情况下分别采用Ar 、H e 、N 2及Ar +N 2保护气体对厚壁紫铜进行了TI G 焊接工艺的研究,并对试验结果进行了分析与比较。
试验结果表明,采用H e 、N 2及Ar +N 2保护气体可使得电弧的热效应显著提高,实现紫铜的不预热TI G 焊接是可行的。
关键词:不预热;紫铜;TI G 焊接中图分类号:T G402文献标识码:A 文章编号:1002-2333(2008)11-0128-03The Technology Research of TIG Welding for Red Copper without PreheatingYU Wen-xia(Wuxi Institute of Arts &Technology,Yixing 214206,China )Abstract :Aim at bad welding performance of red copper,the paper studied the TIG welding technology of thick-wall red copper adopting Ar,He,N 2and Ar +N 2under non -warming -up condition,and analyzed and compared the test result.The experimental result shows that welding arc ’s heating effect is evidently increased with using controlled atmosphere of He,N 2and Ar+N 2,it ’s feasible to realize TIG welding of red copper under non-warming-up condition.Key words :non-warming-up;red copper;argon tungsten-arc welding解决方案SOLUTION工艺/工装/模具/诊断/检测/维修/改造机械工程师2008年第11期128试验序号G1G2G3G4G5保护气体(体积分数)5%N 2+95%Ar 25%N 2+75%Ar 50%N 2+50%Ar 75%N 2+25%ArN 2气体流量/L ·min -155555焊接电流/A 240240240240240预热温度/℃不预热不预热不预热不预热不预热试验序号G1G2G3保护气体Ar He N 2气体流量/L ·min -1555焊接电流/A 240240240预热温度/℃300不预热不预热2.2试验结果及分析试验过程中发现,采用氮气保护的焊接方式所得到的焊缝成形非常的糟糕,如图1(a )所示。
氮气保护时焊缝表面成形不好主要有2个原因,一是由于过大的电弧压力将液态金属吹出熔池;二是由于高温下溶入焊缝的氮气在焊缝冷却过程中析出时在焊缝表面留下的孔洞液态金属没有完全填充所致。
从目前的焊接结果看来,后者是主要原因。
如果采用往复摆动的焊接手法时,焊缝中的气体析出时所形成的孔洞有足够的时间被液态金属填充。
反复多次试验后发现,在保证向前焊接的同时,采用往复摆动的焊接方式得到了令人满意的焊缝成形,焊接方式如图2所示。
焊缝外观照片如图1(b )所示。
图3为不同气体保护时的焊缝表面形貌。
比较3种气体的表面成型可以看出,氩气焊接时咬边较严重,而且焊缝表面微孔较多;氦气保护时焊缝的表面成型最好;采用摆动焊法后氮气保护时的表面成型有明显的改善,但是表面仍然较粗糙。
同样是不预热,氮气保护时其熔化母材的量明显地多于氦气保护,而且,氮气保护时焊缝的尺寸也同样比氦气保护时的焊缝尺寸大。
图4为不同气体保护时的焊缝截面照片。
从图中的可以测量出,氮气保护时的熔深为4mm ,而其它条件不变的情况下,氦气保护时的熔深为2mm ,仅为氮气保护时的一半。
氩气保护预热300℃时的熔深为3mm ,没有氮气不预热时的熔深大。
可见氮气保护时,可以实现紫铜材料的不预热焊接。
分析图4中3种气体保护时的焊缝截面形状还可以发现,氩气和氮气保护时的焊缝金属的截面比较相像,都是宽而浅,它们的焊缝截面形状系数均为2.5。
氦气保护时的焊缝截面接近正圆形,形状系数较小,约为1.9。
3Ar +N 2混合气体保护TIG 堆焊成型试验3.1焊接工艺在试验材料尺寸为250mm ×100mm ×10mm 的T3紫铜板上进行堆焊,不填加焊丝,堆焊长度大约60mm ,电弧高度3mm 。
焊接工艺参数如表2所示。
3.2试验结果及分析图5为不同比例氮氩混合气体保护时的焊缝截面。
从试验结果可以看出,在氩气中加入5%的氮气时,就可以在不预热的情况下使母材熔化。
随着保护气体中氮气比例的增加,母材熔宽和熔深增大。
从图5中还可以很明显地看出,保护气体中含有氮气时,焊缝中出现大量的气孔,其最大直径可达1mm 。
图6和图7分别为不同比例氮氩混合气体保护时,焊缝熔深和熔宽随保护气体中氮气比例变化的曲线图。
从这两幅图可以看出,当保护气体中氮气比例增加至表1焊接工艺参数图1氮气保护一般焊法及摆动焊法时的焊缝表面成形(a )普通焊法(b )摆动焊法焊接方向焊炬的摆动模式一般焊法摆动焊法(a )(b )图2一般焊法和摆动焊法示意图(a )Ar(b )He(c)N 2图3不同气体保护TIG 堆焊时的焊缝表面形貌(b )He (a )Ar(c )N 2图4不同气体保护时的焊缝截面表2焊接工艺参数(a )5%N 2+95%Ar (b )25%N 2+75%Ar (c )50%N 2+50%Ar(d )75%N 2+25%Ar (e )100%N 2图5不同比例氮氩混合气体保护时的焊缝截面129机械工程师2008年第11期解决方案SOLUTION工艺/工装/模具/诊断/检测/维修/改造(c)内冷屏(a)纵场磁体(b)真空室图1EAST装置主机关键部件结构!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!75%时焊缝熔深几乎不再增加,而焊缝熔宽随着保护气体中氮气比例的增加一直近似线性上升。
4结论(1)分别采用氩气、氦气和氮气保护不预热TIG焊接紫铜时,氮弧的熔深为氦弧的2倍,比氩弧预热300℃时大30%。
(2)氩气和氮气保护时的焊缝截面宽而浅,氦气保护时,焊缝截面接近正圆形。
氩气中加入5%的氮气即可以使母材熔化,保护气体中氮气比例增加至75%时焊缝熔深几乎不再增加,焊缝熔宽随着保护气体中氮气比例的增加一直近似线性上升。
(3)试验证明,紫铜的不预热焊接是可行的。
[参考文献][1]季杰,马学智.铜及铜合金的焊接[J].焊接技术,1999(2):13-15.[2]中国机械工程学会焊接学会.焊接手册(第2卷材料的焊接)[M].北京:机械工业出版社,1992.[3]邹增大,李亚江,孙俊生,曲仕尧.焊接材料、工艺及设备手册[M].北京:化学工业出版社,2001.[4]杨凌川,赵献金.紫铜玻纤焊接修复工艺[J].焊接技术,1997(6):17-18.(编辑立明)作者简介:郁雯霞(1980-),女,硕士,助教,主要从事焊接过程控制的研究。