精密主轴工艺规程制订及工装设计说明书
主轴轴类零件加工工艺流程
主轴轴类零件加工工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!主轴轴类零件加工工艺流程一、准备工作阶段。
在进行主轴轴类零件加工之前,需要进行充分的准备。
XZ—305铣床主轴工艺编制及工装设计
XZ—305铣床主轴工艺编制及工装设计1.引言:介绍XZ—305铣床主轴的工艺编制和工装设计的重要性和目的。
2.主轴工艺编制:a.工艺流程:详细描述XZ—305铣床主轴的加工过程,包括原材料准备、车间设备、切削参数等。
b.工艺参数选择:分析主轴加工的要求,选择合适的切削参数,如切削速度、进给速度、切削深度、切削宽度等。
c.加工工序安排:根据主轴的复杂度和工艺要求,合理安排主轴的加工工序,确保加工过程顺利进行。
d.工艺文件编制:编制详细的工艺文件,包括加工工序、加工顺序、切削参数、加工设备等,以便车间操作人员按照工艺文件进行操作。
3.工装设计:a.工装需求分析:分析XZ—305铣床主轴加工的特点和要求,确定工装设计的目标和需求,如保证加工精度、提高生产效率等。
b.工装类型选择:根据主轴的形状和加工要求,选择合适的工装类型,如夹具、模具、基座等。
c.工装设计原则:根据工装设计的目标和需求,遵循一定的设计原则,如刚性要求、方便操作、易于装夹等。
d.工装设计方案:根据工装类型和设计原则,提出具体的工装设计方案,包括工装结构、气动、液压等部分设计。
e.工装加工制造:将工装设计方案转化为实际的工装产品,包括工装的加工、组装、调试等。
f.工装试验评估:对设计的工装进行试验和评估,验证其是否满足工艺要求和加工效果,对工装进行调整和改进。
4.结论:总结XZ—305铣床主轴工艺编制和工装设计的重要性和挑战,并展望未来的发展方向。
以上是一份1200字以上的XZ—305铣床主轴工艺编制及工装设计的概述,可以根据实际情况进行具体细节的扩展,并结合相关的图表和案例进行说明。
轴套零件机械加工工艺规程及工装设备设计说明书

目录摘要 (2)第一章绪论 (4)1.1机械制造的重要性 (4)1.2夹具的发展历史 (5)1.3小结 (6)第二章零件的工艺性分析 (7)2.1零件的作用 (7)2.2轴套零件的结构分析 (8)2.3确定毛坯类型 (9)2.4毛坯余量的确定 (10)第三章工艺规程设计 (12)3.1加工阶段划分的作用 (12)3.2制定加工方案即机械加工工艺路线的确定 (13)3.2.1工序的合理组合 (13)3.2.2工序的分散与集中 (14)3.3工艺基准的选择 (16)3.4工序计算 (18)第四章夹具设计 (29)4.1钻夹具概述 (29)4.2夹具分析说明 (29)4.3定位方案的选定 (30)4.4夹紧方案的选定 (30)4.4.1夹紧装置的基本要求 (30)4.4.2常见的几种夹紧机构 (31)4.5定位误差计算 (33)4.5.1定位误差的概念 (33)4.5.2钻夹具定位误差计算 (34)4.6切削力及夹紧力计算 (35)第五章结论 (37)参考文献 (38)致谢 (40)摘要本次毕业设计的课题是轴套零件的机械加工工艺规程及夹具的设计,本次毕业设计的目的主要是通过对轴套零件的机械加工工艺性的分析,包括毛坯选材制造方法、零件的工艺性分析、工艺卡片的编制、夹具的设计以及最后的论文撰写;设计方法主要是通过查阅相关书籍、文献,特别是关于机械加工工艺方面的专业书籍,通过分析零件在机器中的位置和共用,结合零件图纸的尺寸精度和技术要求等制定机械加工工艺路线,根据工艺路线选择加工设备、量具、刀具等要素。
本次毕业设计的设计路线主要如下:第一,首先绘制轴套的零件图;第二,初步拟定轴套的机械加工工艺路线;第三,根据零件图设计一套夹具,初步拟定所设计的夹具为钻直径为8mm的孔;第四,根据机械加工工艺路线编制机械加工工艺卡;第五,编制说明书一份。
关键词:轴套工艺规程工艺卡片夹具AbstractThe topic of this graduation design is the design of the machining process planning and fixture sleeve parts, the purpose of this graduation design is mainly through the analysis of the machining process of axle parts, including the blank material manufacturing method, parts of the process analysis, process card programming, fixture design and the paper writing; design method is mainly through access to relevant books, literature, especially on the machining process of professional books, through the analysis of the position of parts in the machine and common parts, combined with the size precision and the technical requirements for the machining process route, according to the process route selection and processing equipment, measuring tools, cutting tools and other elements.Design of this graduation design mainly as follows: first, the first drawing sleeve parts diagram; second, tentatively set the mechanical line processing sleeve; third, to design a set of fixture parts of the map, the initial design of fixture for drilling the hole diameter is 8mm; fourth, according to the machining process for machining process card; fifth, a compilation of instructions.Keywords: Axle sleeve specification process card fixture第一章绪论1.1机械制造的重要性机械设计制造及其自动化与机械制造行业的关系可以说是不可分割的,一个国家的制造业的发展主要取决于该国的机械设计制造专业的发展和进步,机械制造的自动化程度直接决定了该国的制造业水平,机械制造的自动化就是指在制造产品时依靠机器来操作的程度,对于当今比较流行的数控技术、人造机器人技术、电器自动化技术等都属于机械制造自动化的范畴,现在国内已经有很大一部分企业都拥有了一定程度的自动化生产设备,这绝对是得力于机械自动化专业的研究成果,为此我们必须将该项技术一直发展下去。
车床主轴的零件机械加工工艺规程设计说明
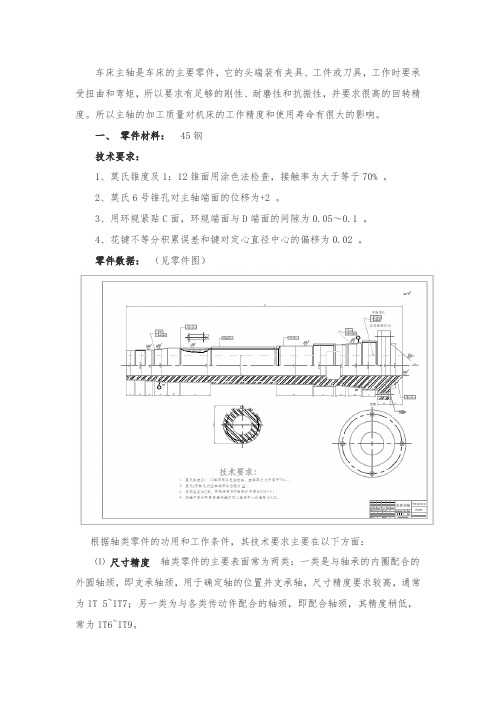
车床主轴是车床的主要零件,它的头端装有夹具、工件或刀具,工作时要承受扭曲和弯矩,所以要求有足够的刚性、耐磨性和抗振性,并要求很高的回转精度。
所以主轴的加工质量对机床的工作精度和使用寿命有很大的影响。
一、零件材料: 45钢技术要求:1、莫氏锥度及1:12锥面用涂色法检查,接触率为大于等于70% 。
2、莫氏6号锥孔对主轴端面的位移为+2 。
3、用环规紧贴C面,环规端面与D端面的间隙为0.05~0.1 。
4、花键不等分积累误差和键对定心直径中心的偏移为0.02 。
零件数据:(见零件图)根据轴类零件的功用和工作条件,其技术要求主要在以下方面:⑴尺寸精度轴类零件的主要表面常为两类:一类是与轴承的内圈配合的外圆轴颈,即支承轴颈,用于确定轴的位置并支承轴,尺寸精度要求较高,通常为IT 5~IT7;另一类为与各类传动件配合的轴颈,即配合轴颈,其精度稍低,常为IT6~IT9。
⑵几何形状精度主要指轴颈表面、外圆锥面、锥孔等重要表面的圆度、圆柱度。
其误差一般应限制在尺寸公差范围内,对于精密轴,需在零件图上另行规定其几何形状精度。
⑶相互位置精度包括内、外表面、重要轴面的同轴度、圆的径向跳动、重要端面对轴心线的垂直度、端面间的平行度等。
⑷表面粗糙度轴的加工表面都有粗糙度的要求,一般根据加工的可能性和经济性来确定。
支承轴颈常为0.2~1.6μm,传动件配合轴颈为0.4~3.2μm。
⑸其他热处理及外观修饰等要求。
二、零件的结构特点图1所示零件是车床的主轴,它属于台阶型轴类零件,由圆柱面、轴肩、螺纹、退刀槽和键槽等组成。
轴肩一般用来确定安装在轴上零件的轴向位置;键槽是便于安装键,以传递转矩;螺纹用于安装各种锁紧螺母和调整螺母。
从图1所示的车床主轴零件的支撑轴颈A、B是装配基准,故对A、B两段轴颈的加工提出了很高的要求。
主轴的支撑轴颈、配合轴颈、锥孔、前端圆锥面及端面、锁紧螺纹等表面是轴的主要加工表面。
其中支撑轴颈本身的尺寸精度、几何形状精度、相互位置精度和表面粗糙度尤为重要。
轴类零件加工工艺方案设计说明书

本单元 小结
零件工艺性分析方法
采集分析信息的关键:
应用分析方法分析特定零件
与实际加工联系 对应的技术准备
轴类零件制造工艺特点
毛坯
棒料
锻件
加工方法
车(粗、半精)
磨 (精车)
安装
一端夹持
对顶
一夹一顶
工序尺寸
多为第一类,轴向尺寸、键槽为第二类
教学 单元
零件工艺设计原则
零件毛坯选择
添加标题
2
主题
添加标题
3
加工前应做的技术准备
添加标题
4
教学目标
添加标题
5
熟练进行零件工艺性分析
添加标题
6
二、轴类零件图纸的工艺性分析
支承传动件 传递运动、扭矩
添加标题
1
轴类零件在机器中的作用:
添加标题
2
结构特点:
添加标题
3
回转体、由各种回转面 组成
添加标题
4
主要技术要求:
添加标题
5
轴的直径精度,圆度、圆柱度、同轴度、垂直度等
工艺设计前的决策内容
本单元 小结
上教学 单元回顾
毛坯确定
1、
工艺设计步骤与方法
2、
工序尺寸计算方法
3、
工艺文件种类选择与填写
4、
2、复杂轴的工艺设计
1、简单轴的工艺设计
本教学 单元主题
接工艺过程卡
1、结构特点:回转面
轴类零件 加工小结
1、加工特点:以车为主,磨做精加工
1、毛坯选择:棒料
工艺计算
2、
工艺分析
2、
202X
车床主轴的零件机械加工工艺规程设计

车床主轴的零件机械加工工艺规程设计车床主轴是车床的核心部件之一,其零件的机械加工工艺设计对于提高主轴的加工质量和降低成本具有重要意义。
下面将介绍车床主轴的零件机械加工工艺规程设计,包括加工工艺路线、加工工艺参数和加工工艺控制要点等内容。
一、加工工艺路线设计1.材料准备:选择合适的材料,并根据主轴的材质和技术要求进行切割、热处理和机械清洗等预处理工序。
2.粗加工:使用车床进行转削加工,根据零件的形状和尺寸要求进行车削、倒角和孔加工等工序。
3.精加工:使用磨床进行研磨加工,通过多道工序进行外圆和孔的精度修磨,确保主轴的尺寸、圆度和表面质量要求。
4.总调整:对主轴进行总调整,包括加工余量和公差的控制,以及主轴的组装和静平衡调整等工序。
5.完工检验:对主轴的尺寸、形状和表面质量进行检验,确保主轴的质量满足设计要求。
6.表面处理:对主轴的表面进行镀铬、镀硬铬等处理,提高主轴的耐磨性和防腐性。
二、加工工艺参数设计1.转速和进给:根据主轴的材质和尺寸,合理选择车削和研磨的转速和进给速度,保证加工效率和质量。
2.切削刃具:选择合适的切削刃具,包括硬质合金刀具和金刚石磨具等,以满足主轴的形状和表面质量要求。
3.冷却液:选择合适的冷却液,提高切削润滑和散热效果,防止主轴加工过程中的热变形和表面质量损伤。
4.砂轮选择:根据主轴的材料和形状要求,选择合适的砂轮粒度和硬度,以提高加工效率和表面质量。
三、加工工艺控制要点1.工件夹紧:对于主轴的工艺控制来说,工件的夹紧是非常关键的一环。
应确保工件与机床夹具之间的接触牢固,避免在加工过程中产生切削振动和变形。
2.加工余量控制:在车削和研磨过程中,要合理控制加工余量,以便在后续研磨加工中保证主轴的精度和表面质量。
3.加工过程监测:通过对加工过程的监测,及时发现加工质量问题和加工装置异常,以便调整加工参数和工艺控制措施,确保主轴的加工质量满足要求。
4.表面质量保护:在加工过程中,要采取合适的措施保护主轴的表面质量,如添加合适的冷却液和使用保护装置,以防止主轴表面被刮伤或污染。
精密主轴工艺规程制定和工装设计

精密主轴工艺规程制定和工装设计摘要机械制造业是一个国家技术进步和社会发展的支柱产业之一,无论是传统产业,还是新型产业,都离不开各式各样的机械设备。
而加快产品上市的时间,提高质量,降低成本,加强服务是制造也追求的永恒主题。
此篇论文主要内容是对精密主轴加工工艺路线进行的研究、设计,其中包括了各道工序的加工方法,机床、刀具、夹具、辅具、量具的选择,基准面的选取,定位和夹紧方案的拟定。
主轴零件是机床实线旋转运动的执行件,它直接带动工件或刀具参加表面成型运动是机床上的一个关键组件。
它是机械加工中经常也遇到的典型零件之一。
在机器中,它主要用来支撑传动零件、传递运动和扭矩。
主轴零件是机床主要部件之一,它的性能,对整机性能有很大的影响,主轴直接承受切削力,速度范围很大,所以对主轴组件的主要性能提出很高的要求。
本文论述精密主轴零件的工艺编制,研究零件机械加工工艺规程的设计问题,介绍工艺规程的组成、制定程序等。
说明零件的机械加工工艺结构性,结合生产主要从零件分析、毛坯的选择、工艺路线的拟定、工序内容的确定等几个方面详细的讲述了精密主轴零件工艺过程设计以及工艺编制中应注意的问题,以及如何才能达到最理想的表面质量和经济效益。
关键词工艺;装配图;夹具;轴目录摘要 (I)第1章零件分析 (1)1.1 零件的作用 (1)1.2 零件的技术要求 (1)1.3 零件的工艺分析 (1)1.3.1 加工阶段的划分 (1)1.3.2 工序顺序安排 (1)第2章工艺规程设计 (3)2.1 主轴的材料、毛坯与热处理 (3)2.1.1 主轴的毛坯 (3)2.1.2 主轴的材料 (3)2.1.3 主轴的热处理 (4)2.2 主轴加工工艺过程 (4)2.2.1 主轴加工的主要问题和工艺过程设计 (4)2.2.2 主轴加工定位基准的选择 (5)2.2.3 主轴主要加工表面加工工序的安排 (6)2.2.4 主轴加工工艺过程 (7)2.3 工序内容的拟定 (10)1 机床的选择 (10)第3章机械加工余量和工序尺寸的确定 (12)3.1 各外圆表面 (12)1 用查表方法确定加工余量 (12)3.2 各内圆表面 (12)第4章切削用量及基本工时的确定 (13)4.1 车端面 (13)4.1.1 加工条件 (13)4.1.2 切削参数 (13)4.2钻中心孔 (14)4.2.1 加工条件 (14)4.2.2 切削参数 (14)4.2.3 切削工时 (14)4.3 各粗车外圆工序切削参数 (15)4.4 车螺纹M45×1.5,M48×1.5,M64×4 (19)4.4.1 加工条件 (19)4.4.2 切削参数 (19)4.4.3 切削工时 (19)4.5 磨削内圆锥面 (20)4.5.1 加工条件 (20)4.5.2 切削参数 (20)4.5.3 加工工时 (20)第5章专用夹具设计 (21)5.1 问题的指出 (21)5.2 夹具设计 (21)5.2.1 定位分析 (21)5.2.2 定位基准的选择 (21)5.2.3 定位元件的选择 (21)5.2.4 力的计算 (22)5.3 夹具工作原理 (23)结论 (24)致谢 (25)参考文献 (26)第1章零件分析1.1 零件的作用该零件为铣床主轴,属于精密机床主轴零件。
C6150主轴部件的加工工艺及其工装设计论文

工序15粗磨大端内锥孔(重配莫氏 号锥堵),以前支承轴颈及M48X1.5外圆为基准,选用 内圆磨床专用夹具。
工序16铣 键槽宽12mm,以外圆 为精基准,,选用 铣床。
工序21钳工
工序22检验
加工阶段的划分
在大批量生产条件下,主轴的机械加工工艺可划分为以下三阶段:
粗加工阶段
该阶段是在主轴毛坯锻造和正火后进行的,包括车端面、打中心孔和粗车外圆等工序。其主要任务是切除毛坯上大部分余量,同时,可以发现锻件的裂纹或其他缺陷。
半精加工阶段
主轴毛坯在粗加工后需要进行调质阶段,然后再进行半精加工。半精加工阶段包括各半精车工序,中心通孔及螺孔等次要表面加工等工序。其主要任务是:为精加工做好准备;对一些要求不高的表面,使之达到图样要求。
外圆
总余量 半精车余量 ,工序尺寸
粗车余量 ,毛坯尺寸
外圆
总余量 半精车余量 ,工序尺寸
粗车余量 ,毛坯尺寸
外圆
总余量 ,粗车余量 ,毛坯尺寸
外圆锥面
总余量 ,磨削余量 ,工序尺寸
半精车余量 ,工序尺寸
粗车余量 ,毛坯尺寸
外圆
总余量 ,半精车余量 ,工序尺寸
粗车余量 ,毛坯尺寸
外圆
总余量 ,磨削余量 ,工序尺寸
摘
机械制造业是一个国家技术进步和社会发展的支柱产业之一,无论是传统产业,还是新兴产业,都离不开各式各样的机械装备。而加快产品上市的时间,提高质量,降低成本,加强服务是制造业追求的永恒主题。此篇论文主要内容是对C6150主轴加工工艺路线进行的研究、设计,其中包括了各道工序的加工方法,机床、刀具、夹具、辅具、量具的选择,准面的选取,定位和夹紧方案的拟定。
数控车轴类零件工艺设计及程序编制

2013 届毕业设计 系 别:信息与工程系专业名称: 数 控 技 术 姓 名:学 号: 20100204012 班 级: 10 数 控 技 术 指导教师:2012 年 12 月 20 日MinBei Vocational And Technical College数控车轴类零件工艺设计及程序编制摘要随着数控技术的不断发展和应用领域的扩大,数控加工技术对国计民生的一些重要行业的发展起着越来越重要的作用,因为效率、质量是先进制造技术的主体。
高速、高精加工技术可极大地提高效率,提高产品的质量和档次,缩短生产周期和提高市场竞争能力。
而对于数控加工,无论是手工编程还是自动编程,在编程前都要对所加工的零件进行工艺分析,拟定加工方案,选择合适的刀具,确定切削用量,对一些工艺问题(如对刀点、加工路线等)也需做一些处理。
并在加工过程掌握控制精度的方法,才能加工出合格的产品。
本文根据数控机床的特点,针对具体的零件,进行了工艺方案的分析,工装方案的确定,刀具和切削用量的选择,确定加工顺序和加工路线,数控加工程序编制。
通过整个工艺的过程的制定,充分体现了数控设备在保证加工精度,加工效率,简化工序等方面的优势。
关键词:轴类零件,工艺分析,数控编程,数控加工目录一引言 (1)二轴类零件加工工艺分析 (2)(一)典型轴类零件的加工工艺 (2)(二)数控车床的概述 (3)(三)分析加工对象 (6)(四)夹具和刀具的选择 (7)三零件工艺过程卡设计 (8)(一)数控加工步骤、工艺特点及内容 (8)(二)加工工序的划分 (9)(三)编制工艺过程卡 (10)(四)切削用量的确定 (10)(五)编制加工工序卡 (11)四数控车削编程及仿真 (12)(一)刀具加工进给路线的确定 (12)(二)本零件加工所用刀具 (13)(三)编程基础 (14)(四)斯沃数控仿真 (21)结束语 (31)参考文献 (32)致谢 (33)附录 (34)数控车轴类零件工艺设计及程序编制李汪洋一、引言为了在激烈的巿场竞争中立于不败之地,各工业发达国家均投入了大量的资金,对现代制造技术进行研究开发,并提出了各式各样全新的制造模式。
精雕主轴设计方案
精雕主轴设计方案精雕主轴设计方案一、主要问题在精雕加工中,主轴是关键的部件之一。
主轴的设计对于机床的性能和加工质量有着重要的影响。
目前市场上主要存在以下问题:1. 主轴刚性不足,容易出现振动和变形,影响加工质量。
2. 主轴转速范围有限,不能满足不同需要的加工要求。
3. 主轴加工精度不高,导致加工过程中出现误差。
为了解决这些问题,我组设计了一套精雕主轴方案,以提高机床的性能和加工质量。
二、方案设计1. 主轴采用高强度材料制作,提高刚性和稳定性。
我们选用优质合金钢作为主轴材料,通过热处理和表面处理,使得主轴具有更好的刚性和抗变形能力,减少振动和误差。
2. 主轴系统设计了专用的润滑和冷却装置。
通过冷却润滑系统对主轴进行有效的冷却和润滑,降低主轴温度,提高主轴的稳定性和寿命。
3. 主轴驱动系统采用变频调速装置,可以实现宽范围的转速调节。
通过变频器对主轴驱动装置进行控制,可以根据实际加工需要,灵活调整主轴的转速,满足不同加工要求。
4. 主轴离合器设计了自动换刀装置,减少换刀时间和提高生产效率。
通过自动换刀装置,可以实现自动刀具更换,不需要手工干预,减少人工操作时间,提高生产效率。
5. 主轴采用高精度轴承支撑,提高加工精度。
我们选用级精度高速轴承进行主轴支撑,保证主轴的运转精度和稳定性,提高加工质量。
6. 主轴系统加装了平衡装置,降低振动和噪音。
通过平衡装置对主轴进行动态平衡调整,可以有效减少振动和噪音,提高加工质量和舒适度。
三、方案优势1. 提高刚性和稳定性,减少振动和变形,提高加工质量。
2. 实现宽范围的转速调节,满足不同的加工要求。
3. 提高加工精度,减少误差。
4. 自动换刀装置可以提高生产效率,降低人工操作时间。
5. 平衡装置可以降低振动和噪音,提高加工质量和舒适度。
综上所述,我组的精雕主轴设计方案通过提高刚性、加装平衡装置、采用高精度轴承等措施,旨在解决精雕加工中主轴存在的问题,提高机床的性能和加工质量。
加工工艺规程及工艺装备设计说明书_
机械制造工艺学课程设计实例机械制造工艺学课程设计说明书设计题目设计“推动架”零件的机械加工工艺规程及工艺装备。
生产纲领为中小批量生产。
设计者:_____指导老师:XXXXX师范大学教研室2009年1月4日XX师范大学机械制造工艺学课程设计任务书题目:设计“推动架”零件的机械加工工艺规程及工艺装备。
生产纲领为中小批量生产。
内容:1. 零件图1张2. 毛坯图1张3. 机械加工工艺过程综合卡片1套4. 工艺装备(夹具)主要零件图及画总装图1套5. 课程设计说明书1份班级:0 5机自国内学生:_____指导老师:XXX教研室主任:XXXX___年___月目录序言 (4)一.零件的分析1零件的作用 (4)2零件的工艺分析 (4)二.毛坯制造1确定毛坯的制造形式 (5)二.工艺规程设计1基面的选择 (5)2制定机械加工工艺路线 (5)四.机械加工余量、工序尺寸及毛坯尺寸的确定1.面的加工(所有面) (7)2.孔的加工 (7)五.确定切削用量及基本工时1.工序Ⅰ切削用量及基本时间的确定 (9)2.工序Ⅱ切削用量及基本时间的确定 (10)3.工序Ⅲ切削用量及基本时间的确定 (11)4 .工序Ⅳ切削用量及基本时间的确定 (12)5.Ⅴ切削用量及基本时间的确定 (13)6. 工序Ⅵ的切削用量及基本时间的确定 (14)7.工序Ⅷ的切削用量及基本时间的确定 (15)8 .工序Ⅸ的切削用量及基本时间的确定 (16)9. 工序Ⅹ的切削用量及基本时间的确定 (16)六.夹具的选择与设计 (16)1.夹具的选择 (17)2.夹具的设计 (17)七.选择加工设备1.选择机床,根据不同的工序选择机床 (18)八.选择刀具1. 选择刀具,根据不同的工序选择刀具 (18)九.选择量具1.选择加工面的量具 (19)2.选择加工孔量具 (19)3.选择加工槽所用量具 (19)参考文献 (19)序言机械制造业是国民经济的支柱产业,现代制造业正在改变着人们的生产方式、生活方式、经营管理模式乃至社会的组织结构和文化。
工艺规程设计说明书
目录机械制造工艺及夹具课程设计任务书 (1)序言 (3)零件的分析 (4)零件的作用 (4)零件的工艺分析 (4)工艺规程设计 (5)确定毛坯的制造形式 (5)基准面的选择 (5)制定工艺路线 (5)机械加工余量、工序尺寸及毛坯尺寸的确定6确定切削用量及基本工时 (7)夹具设计 (11)问题提出 (11)夹具设计 (11)参考文献 (13)序言机械制造技术基础课程设计是我们在学完了大学的全部基础课,专业基础课以及专业课后进行的。
这是我们在进行毕业设计之前对所学的各科课程一次深入的综合性总复习,也是一次理论联系实际的训练。
因此,他在我们的大学四年生活中占有重要的地位。
就我个人而言,我希望通过这次课程设计对自己未来将从事的工作进一步适应性的训练,希望自己在设计中能锻炼自己的分析问题、解决问题、查资料的能力,为以后的工作打下良好的基础。
由于能力有限,设计尚有很多不足之处,希望各位老师给予指导。
一.零件的分析(一) 零件的作用:题目所给的零件是CA6140车床的拨叉。
它位于厢体内部:主要作用是传递纽距,帮助改变机床工作台的运动方向。
零件在主视方向均有8mm 的筋板支撑,零件中部有0220025。
+φ的花键孔,上平面分别有M8的螺纹孔和5mm 的锥孔.,所有技术要求都是为了机床总体装配.。
(二)零件的工艺分析:本零件可从零件图中可知,它有三组加工面,而有位置要求,还有两组孔,也有位置和精度要求。
1、零件左端面,它是毛坯铸造出来之后等待加工的第一个面,此面将作为初基准,表面粗糙度为3.2。
根据表面粗糙度要求我们采取粗铣、半精铣的加工方式,即节省时间又能达到技术要求。
2、零件顶面,它是以底面为粗基准而加工的,它将作为精基准以完成以后的孔加工,为达到题目要求我们采取粗铣、半精铣的加工方式,表面粗糙度为3.2。
.最终达到要求。
3、以顶面为基准加工0220025。
+φ的花键孔,此面表面粗糙度为6.3。
采用钻,扩即达到要求。
主轴设计说明说
机械设计制造及自动化专业课程设计
目录
1.概述 (3)
1.1机械专业课程设计的目的 (3)
1.2设计任务和主要技术要求 (3)
2参数的拟定 (4)
3磨刀机概述 (5)
4 主轴和机架设计..................................................................错误!未定义书签。
5 总结 (10)
6图纸列表 (11)
7小组讨论记录 (11)
架主轴来说,由于采用了卸荷皮带轮设置,砂轮架主轴主
要承受扭矩,应该按扭转强度计算,且在选择需用应力时
应该选取较小值,砂轮架主轴材料采用42MnVB ,故选取
许用应力为40MP 。
d≥mm d 73000
7.0][2.01055.9336
≥⨯⨯≥τ 2)轴承选用
深沟球轴承是滚动轴承中最普通的一种,基本型的深沟
球轴承是由一个外圈,一个内圈,一组钢球和一组保持架
构成。
深沟球轴承有单列和双列两种。
深沟球轴承不要用
于承受纯径向载荷时,接触角为零。
当深沟球轴承具有较
大的径向游隙时,具有角接触轴承的性能,可承受较大的
轴向载荷。
深沟球轴承的摩擦系数很小,极限转速也很高,
特别是轴向载荷很大的高速运转工况下,深沟球轴承结构
简单,与别的类型相比易于达到较高的制造精度,便于成
系列大批量生产,制造成本也较低,使用极为普遍。
11。
CA6140主轴零件加工工艺、工装设计

攀枝花学院本科毕业设计(论文)如有需要全套夹具设计的请联系QQ:718384168 [CA6140主轴零件加工工艺、工装设计]学生姓名:学生学号:院(系):年级专业:指导教师:助理指导教师:二〇一四年五月摘要在机械领域中,车床是应用最为广泛、使用最为频繁的一种机床,特别是CA车床,它的应用非常的普遍。
所以它的加工精度就极其的重要,工件能否6140达到加工要求就取决于车床本身的精度,而决定6140CA车床加工质量的就是它的主轴。
6140CA车床主轴是把旋转运动及扭矩通过主轴端部的夹具传递给工件和刀具,要求有很高的强度及回转精度。
6140CA车床主轴设计为空心阶梯轴,外圆表面设有花键、垫键等功能槽及螺纹。
此论文详细计算了加工余量、切削用量、尺寸公差并阐述了6140CA主轴的加工工艺过程以及生产中所涉及的重要夹具设计方法。
经设计的6140CA主轴较其传统的车床主轴有更高的强度和回转精度。
关键词车床,主轴,加工工艺,夹具ABSTRACTIn machinery field, the lather is the most extensively and frequently used machine. Easpecially the CA6140 lather, its application is very widespread. So its processing accuracy is very important. Whether the work piece can reach the accuracy required is decided by the lather. While, the part deciding the processing quality of CA6140 lather is its mainshaft. The mainshaft of the CA6140 lather is to transmit the rovolve motion and the torque to the workpiece and cutting-tool through the fixture on the end of mainshaft, in which high strengh and rotating accuracy are required.In this design, my job contains the things as below. Mainshaft is a hollow stepped shaft. There are functional slots and thread, such as spline, pad key and so on. In the paper, allowance, cutting consumption and tolerance are calculated. Also elaborates the craft processes of the mainshaft of CA6140 lather, and the design of important fixture. After being designed, compared with traditional lather, the strength and rotating accuracy are enhanced.Key words Lather,Mainshaft,Processing technic,Fixture目录摘要 (I)ABSTRACT ..................................................................................................................................... I I1 零件的分析 (1)1.1 零件的作用 (1)1.2 零件的工艺分析 (1)1.2.1 主轴的主要技术要求 (1)1.2.2 加工阶段的划分 (1)1.2.3 工序顺序安排 (2)2 工艺规程的设计 (3)2.1 毛坯的制造形式 (3)2.2 基准的选择 (3)2.3 主要加工表面工序安排 (4)2.4 制定工艺路线 (5)2.5 机械加工余量、工序尺寸及毛坯尺寸的确定 (7)2.5.1 毛坯的制造分析 (7)2.5.2 确定各加工表面的加工余量、工序尺寸及毛坯尺寸 (7)2.6 确定切削用量及基本工时 (9)3 磨床夹具设计 (38)3.1 问题的提出 (38)3.2 夹具设计 (38)3.2.1 定位分析 (38)3.2.2 定位基准的选择 (38)3.2.3 选择定位元件 (38)3.2.4 磨削力的计算 (38)3.2.5 定位误差的分析 (39)3.2.6 夹紧装置及夹具体设计 (39)4 钻床夹具设计 (41)4.1 钻床夹具的作用及类型 (41)4.1.1 钻床夹具的作用 (41)4.1.2 钻床夹具的类型 (41)4.2 夹具设计 (41)4.2.1 问题的提出 (41)4.2.2 定位分析 (42)4.2.3 定位基准的选择 (42)4.2.4 选择定位元件 (42)4.2.5 定位误差分析 (42)4.2.6 切削力与夹紧力分析 (42)4.3 钻模板、钻套、衬套选择设计 (43)4.3.1 钻模板选择 (43)4.3.2 钻套选择 (43)4.3.3 衬套选择 (44)4.4 夹紧装置及夹具体设计 (45)5 结论 (47)参考文献 (48)附录 (49)致谢 (50)1 零件的分析1.1 零件的作用本次设计所给定的零件是6140CA主轴零件图。
XZ—305铣床主轴工艺编制及工装设计【范本模板】
河北机电职业技术学院现代制造工程系毕业设计开题报告论文题目:xz-305铣床主轴工艺编制及工装设计学生姓名: 刘素霞学号:050325060604专业班级:数控0606班指导教师: 张涛填表时间:2011年06月20日XZ—305铣床主轴工艺编制及工装设计[摘要]论述铣床主轴零件的工艺编制,研究零件机械加工工艺规程的设计问题,介绍工艺规程的组成、制定程序等。
说明零件的机械加工工艺结构性,结合生产主要从零件分析、毛坯的选择、工艺路线的拟定、工序内容的确定等几个方面详细的讲述了铣床主轴零件工艺过程设计以及工艺编制中应注意的问题,以及如何才能达到最理想的表面质量和经济效益。
[关键词]工艺路线工艺编制工装设计目录引言 (1)1. 零件分析 (2)1。
1零件作用: (2)1。
2零件技术要求: (2)2。
毛坯的选择 (2)2.1选择毛坯的原则: (2)2.2主轴毛坯的选择及制造方法 (3)2。
3毛坯的热处理 (3)3。
拟定工艺路线 (3)3.1定位基准的选择 (3)3。
1。
1粗基准的选择原则 (3)3。
1.2。
精基准的选择原则 (4)3.2表面加工方法的选择 (4)3.3加工顺序的安排和工序的确定 (6)3。
3。
1机械加工工序 (6)3.3.2主要工序的加工方法 (7)3。
3.3热处理工序 (8)3.3.4辅助工序 (8)3。
4.工序的集中与分散 (8)3。
4.1工序集中的特点 (8)3.4.2工序分散的特点 (9)3.5。
加工阶段的划分 (9)3。
5。
1加工阶段的划分 (9)3.5.2划分加工阶段的目的 (11)3.6主轴加工工艺过程分析 (13)3。
6。
1主轴毛坯的选择及制造方法 (13)3。
6。
2毛坯的热处理 (13)3.6.3定位基准的选择 (13)4. 工序内容的拟定 (15)4.1 机床与工艺装备的选用 (15)4.1.1机床的选择 (15)4。
1.2工艺装备的选择 (17)4。
2加工余量和工序尺寸的确定 (17)4。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关键词:机械;加工工艺;夹具设计
ABSTRACT
A specialized main specialized course that " mechanical manufacturing engineering is studied " is machinery , rely mainly on studying machining technology and jig to design technological discipline , have very strong practicality , require that should contact production practices closely in the learning process, at the same time it has comprehensive the very strong one,
毕业设计(论文)
题目精密主轴工艺规程制订及工装设计
专业
学号
学生
指导教师
起止日期
摘 要
工艺学是以研究机械加工工艺技术和夹具设计为主技术学科,具有很强的实践性,要求学习过程中应紧密联系生产实践,同时它又具有很强的综合性,
本次毕业设计的课题是精密主轴加工工艺规程及夹具设计主要内容如下:
首先,对零件进行分析,主要是零件作用的分析和工艺分析,通过零件分析可以了解零件的基本情况,而工艺分析可以知道零件的加工表面和加工要求。根据零件图提出的加工要求,确定毛坯的制造形式和尺寸的确定。
The third step, according to the already selected process route, confirm for every sted basic man-hour , choose suitable lathe and cutter. To rough machining , will check the power of the lathe .
Through the summary of the above, design and finish basically entirely.
第二步,进行基面的选择,确定加工过程中的粗基准和精基准。根据选好的基准,制订工艺路线,通常制订两种以上的工艺路线,通过工艺方案的比较与分析,再选择可以使零件的几何形状、尺寸精度及位置精度等技术要求得到合理的保证的一种工序。
最后,根据已经选定的工序路线,确定每一步的切削用量及基本工时,并选择合适的机床和刀夹具。对于粗加工,还要校核机床功率。然后把设计的过程整理为图纸。
First of all, analyse , it is mainly analysis of the function of the part and craft analysis to the part , through part analyse can find out about basic situation of part, and craft analyse may know the processing surface of the part and is it require to process. The processing demand put forward according to the part picture, confirm the manufacture form of the blank and sureness of the size.
The subject of this graduation project is that CA6140 lathe ring flange processing technology rules and special-purpose jig of a certain process are designed, the main content is as follows:
The second step, carry on the choice the base , confirm thick datum and precise datum in the processing course. According to the datum chosen , make the craft route , usually make the craft route of more than two kinds, with analysing through the comparison of the craft scheme, and then choosing be able to make such specification requirements as the precision of geometry form , size of the part and precision of position ,etc. get a kind of process of the rational assurance s.
Finally , design the third process - the jig getting into the hole of the ring flange. Put forward the question of designing first , and then choose to orient the datum , then the calculation that begins to cut strength , clamp strength and analysis of the localization error. Then put the design course in order as the drawing.