旋转指令的应用.ppt
加工中心g68g69的用法
加工中心中的G68和G69是两个用于旋转的指令。
G68是表示使用带有可编程参数的旋转坐标系,即旋转中心。
这个指令允许用户在编程时指定一个旋转中心,然后围绕这个中心进行旋转。
例如,如果用户想要将一个工件绕其中心旋转90度,他们可以使用G68和相应的参数来实现这个效果。
G69是取消旋转指令。
在使用G68旋转之后,如果想要取消这个旋转,回到原来的坐标系,就需要使用G69。
这个指令会取消G68指定的旋转,让机器回到原始的坐标系。
在具体的使用过程中,G68和G69的用法如下:G68 X Y R Z P I J K :X、Y为旋转中心的坐标,R为旋转半径,Z为旋转角度(逆时针为正方向),P、I、J、K为各轴的旋转角度。
例如,G68 X0 Y0 R10 Z45 P20 I0 J0 K0 表示以原点为旋转中心,旋转半径为10,旋转角度为45度(逆时针方向),各轴的旋转角度分别为20度、0度、0度。
G69:取消旋转指令。
在使用这两个指令时,需要注意以下几点:在使用G68之前,需要确保工件的位置正确,以便旋转时不会发生碰撞或误差。
在使用G68之后,需要确保机器的坐标系已经更新,以便后续的加工操作正确无误。
在使用G69之前,需要确保已经完成了所有的加工操作,并且不需要再使用G68进行旋转。
在使用G69之后,需要确保机器的坐标系已经恢复到原始状态,以便进行后续的加工操作。
此外,为了确保加工过程的精度和稳定性,建议在使用G68和G69时注意以下几点:在使用G68之前,需要确认工件的位置和姿态是否正确。
如果工件的位置或姿态不正确,可能会导致旋转误差或碰撞。
在使用G68时,需要选择合适的旋转中心和旋转半径。
如果选择的旋转中心或旋转半径不合适,可能会导致旋转误差或加工精度下降。
在使用G69之前,需要确认机器的坐标系已经恢复到原始状态。
如果坐标系没有恢复到原始状态,可能会导致后续加工操作的误差或不稳定。
在使用G69时,需要注意机器的运动轨迹是否正确。
坐标系旋转功能指令编程
指令说明
5.当α_β_在编程时未指定,则G68程序段的刀具位置认为是旋转中 心。 6. 若程序中未编制R_ 值,则参数5410中的值被认为是角度位移值。 7. G69 可以指定在其它指令的程序段中。
-
坐标系旋转指令应用实例
例:应用坐标系旋转指令,编写图示零件的加工程序。
-
坐标系旋转指令应用实例
数控铣床篇
实训十二 坐标系旋转功能
指令编程
-
坐标系旋转指令适合加工的零件
-
坐标系旋转指令 坐标系旋转指令:G17/G18/G19 G68α_β_R_ 坐标系旋转取消指令: G69
-
指令说明
1.G17、G18或G19 平面选择在其上包含旋转的形状。α_β_与指令 的坐标平面G17、G18、G19 相应。 2.X_,Y_和Z_中的两个轴的绝对指令在G68后面指定旋转中心。 3.R_ 角度位移正值表示逆时针旋转,参数5400的0位指定回转角总 为绝对值,或者根据指定的G代码G90或G91 确定绝对值或增量值。 4.最小输入增量单位:0.001º。 有效数据范围:(-360.000,360.000)。
N105 Y0
N110 G02 X40 R10
N120 X30 R5
N130 G03 X20 R5
N140 G00 Y-6
N145 G40 X0 Y0
N150 M99
-
坐标系旋转指令应用实例
-
O2000 G92X0Y0G69G17 M03S1000 G01G42Y-5F200H01 M98P2100 M98P72200 G00G90X0Y0 M30
O2200 G68X0Y0G91R45 G90M98P2100 M99
O2100 G90G01X0Y-10 X4.142 X7.071Y-7.071 M99
fanuc c轴旋转控制指令
Fanuc数控系统是一种广泛使用的数控系统,而Fanuc C轴旋转控制指令是该系统中常用的一种指令。
C轴是机床中常见的一种旋转轴,用于控制工件或刀具的旋转运动。
Fanuc C轴旋转控制指令可以实现对C轴的精确控制,从而实现工件的精确加工和刀具的精确定位。
Fanuc C轴旋转控制指令主要包括以下几个方面的内容:1. 指令格式:Fanuc C轴旋转控制指令的格式通常为“C轴指令位置区域+轴旋转角度”,其中轴指令位置区域指定了要控制的C轴,轴旋转角度指定了C轴要旋转的角度。
“G00 C1 X30.0”表示将C1轴旋转30度。
2. 指令功能:Fanuc C轴旋转控制指令的主要功能是控制C轴的旋转运动。
在数控加工中,通常需要将工件或刀具围绕C轴进行旋转,以实现复杂的加工操作。
Fanuc C轴旋转控制指令可以精确地控制C轴的旋转角度和速度,从而实现精确的加工操作。
3. 指令应用:Fanuc C轴旋转控制指令广泛应用于各种数控加工中,特别是在对径向对称的工件进行加工时,C轴的旋转控制尤为重要。
通过合理的C轴旋转控制指令,可以实现工件的精确旋转定位、对称加工、螺旋加工等操作,从而提高加工精度和效率。
4. 指令注意事项:在使用Fanuc C轴旋转控制指令时,需要注意以下几个方面的事项。
需要合理设置C轴的零点和旋转方向,以确保旋转运动的准确性。
需要根据加工要求合理选择C轴旋转的角度和速度,以避免加工质量不佳。
还需要注意C轴的安全保护,避免因误操作或其他原因导致C轴的损坏或事故。
Fanuc C轴旋转控制指令是Fanuc数控系统中非常重要的一种指令,它可以实现对C轴的精确控制,为数控加工提供了强大的支持。
合理使用Fanuc C轴旋转控制指令,可以实现工件和刀具的精确旋转定位,提高加工精度和效率,为数控加工提供了强大的支持。
Fanuc C轴旋转控制指令在现代数控加工中扮演着非常重要的角色。
随着科技的不断发展,加工行业对加工精度和效率的要求也越来越高。
坐标系旋转指令的应用

对指令,在
G68后面指定 旋转中心
;
坐标系旋转建立指令
坐标系旋转方式的程序段
坐标系旋转取消指令
G17
Y
X
旋转后的坐标系统
旋转的角度
+X
旋转的角度
G18 Z
旋转后的坐标系统
+Z
旋转的角度
G19 旋转后的坐标系统 +Y
指令使用注意事项
4.坐标系旋转取消指令G69以后第一个移动 指令必须用绝对值指定。
G90---正确执行
G91---不正确执行, 以当前位置为中心旋转
指令使用注意事项
5.在同时使用镜像、缩放及旋转时应注意:CNC的数据处理顺序是从程序镜 像到比例缩放和坐标旋转,再到刀具半径补偿,应按该顺序指定指令;取消 时,按相反顺序。
O0440
G54G90G94G17G40G21G49
M03S1000
G00X0Y0 M98P0441
段号1 凹槽轨迹加工程序
N10 O0441
GM6988XP00Y4401R120;NN23002
G00X28.147Y-16.251 G00G43Z50H01;
G69;
N40 G00Z5
GM6988XP00Y4401R240;NN56003
镜像
比例缩放 坐标旋转
刀具补 偿
6.如果在镜像指令中有坐标旋转指令,则坐标系旋转方向相反,即顺 时针变成逆时针,逆时针变成顺时针。
7.如果在坐标旋转指令前有比例缩放指令,则坐标系旋转中心也被缩 放,但旋转角度不被比例缩放。
指令应用案例
段号 坐标系旋转主程序
N10 N20 N30 N40 N50 N60 N70 N80 N90 N100 N110 N120
坐标旋转指令在椭圆曲面精加工数控铣削程序中的应用
收稿日期262作者简介邓剑锋(62),男,高级工程师。
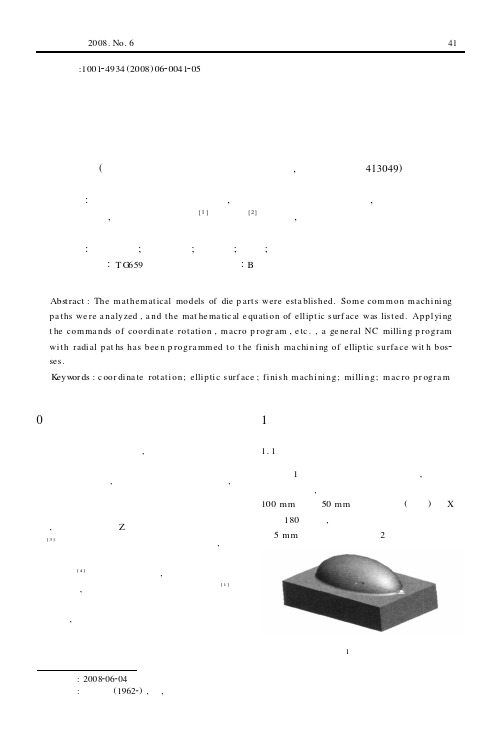
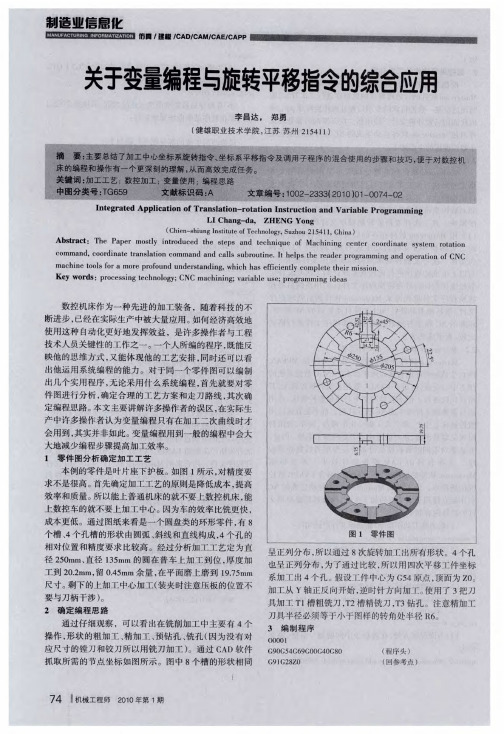
文章编号:100124934(2008)0620041205坐标旋转指令在椭圆曲面精加工数控铣削程序中的应用邓剑锋(益阳职业技术学院 机电与电子工程系,湖南 益阳 413049)摘 要:建立了模具零件的数学模型,分析了常见加工路径的特点,列出了椭圆曲面的数学方程,运用了用坐标旋转[1]、宏程序[2]等指令,对凸台型椭圆曲面的精加工编制了一个放射型加工路径的数控铣削通用程序。
关键词:坐标旋转;椭圆曲面;精加工;铣削;宏程序中图分类号:T G 659 文献标识码:BAbstract :The m at hem at ical models of die p art s were est a blis hed.Som e com m on m achi ni ngpa t hs we re a nalyzed ,a nd t he mat he ma tic al e quati on of ell ipt ic s urf ace was lis t ed.Appl yi ng t he com ma nds of coordi nat e rot ati on ,m acro p rogr am ,e tc.,a ge ne ral NC milli ng p rogram wi t h radi al pat hs has bee n p rogra mm ed t o t he fi nis h ma chi ni ng of ellipt ic s urfa ce wit h bos 2ses.K eyw or ds :c oor di na te rot at i on;elli pti c s urf ace ;fi ni s h m achi ni ng;mi lli ng;m ac ro pr ogra m0 引言在数控加工生产中,经常编制椭圆一类较为复杂曲面的精加工程序。
最新数控铣削加工编程与操作精品课件坐标系旋转指令编程与操作
试编写如图所示零件的钻孔加工程序。
试一试
零件示例
加工工艺分析
编写加工程序
知识目标
熟练应用坐标系旋转指令进行简化编程。
技能目标
掌握平面外轮廓加工方法。
一、坐标系旋转指令
指令格式: G17 G68 X_ Y_ R_; G69
指令说明: (1)G68 (2)G69 (3)X、Y (4)R
二、坐标系旋转指令使用注意事项
数控系统各指令的执行顺序为镜像—比例缩放—坐标 (1) 系旋转—刀具半径补偿。
0.5倍,缩放中心坐标 B
坐标系旋转并缩放
加工程序编写如下 : 如图所示,用 G90指令编程,要求刀具进给路
O0100 A —B—C—A。
… G51 X50.0 Y40.0 I0.5 J0.5 G17 G68 X30.0 Y20.0 R30.0; G41 G01 X10.0 Y5.0 D01 F300 Y70.0 X40.0 G02 X50.0 Y60.0 R10.0 G03 X70.0 Y40.0 R20.0 G02 X80.0 Y30.0 R10.0 G01 Y10.0 X5.0 G40 X0 Y0 G69 G50 …
在取消坐标系旋转后的第一个移动指令必须指定绝对 (2) 坐标值,否则不能执行正确移动。
在坐标系旋转指令中不能指定返回参考点指令(G27~ (3) G30)和改变坐标系指令(G54~G59、G92)。如需指定,需 在执行G69指令之后进行。
引例 解析
请看下面的案例
A先执行比例缩放,X轴、Y 为(50.0,40.0),再绕点(30.0,20.0)旋转30
电机正反转指令表实例
电机正反转指令表实例电机正反转指令表是用来控制电机的运行方向的一种指令表,通过发送不同的指令给电机控制器,可以实现电机的正转和反转运动。
下面是一个电机正反转指令表的实例,用简体中文写。
电机正反转指令表示例:指令动作描述----------------------------------0停止停止电机运行1正转使电机顺时针旋转2反转使电机逆时针旋转以上是一个简单的电机正反转指令表,其中包含了停止、正转和反转三种指令。
下面将对每种指令进行详细解释。
1.停止指令(0):该指令用于停止电机的运行。
当接收到停止指令时,电机控制器将立即停止电机的旋转,使电机停止在当前位置。
2.正转指令(1):该指令用于使电机顺时针旋转。
当接收到正转指令时,电机控制器将开始控制电机顺时针旋转,使电机产生正向运动。
3.反转指令(2):该指令用于使电机逆时针旋转。
当接收到反转指令时,电机控制器将开始控制电机逆时针旋转,使电机产生反向运动。
通过发送不同的指令给电机控制器,可以实现电机的正转和反转运动。
例如,如果我们想让电机顺时针旋转,我们可以发送正转指令(1)给电机控制器;如果我们想让电机逆时针旋转,我们可以发送反转指令(2)给电机控制器。
电机正反转指令表的使用具有一定的灵活性和方便性。
通过编写相应的控制程序或使用特定的控制软件,可以根据实际需要发送不同的指令给电机控制器,实现电机的正转和反转运动。
总结:电机正反转指令表是用来控制电机运行方向的一种指令表。
通过发送不同的指令给电机控制器,可以实现电机的正转和反转运动。
本文提供了一个电机正反转指令表的示例,包含了停止、正转和反转三种指令。
通过使用该指令表,我们可以控制电机实现所需的运动。
电机正反转指令表的使用具有灵活性和方便性,可以根据实际需要进行修改和扩展。
希望这个示例对大家理解电机正反转指令表有所帮助。
铣削指令--旋转变换功能课件

林吉波 镇海职教中心学校
在CAD制图中大家是用什么方法画风车?
CAD风车图
数控铣削加工指令中有没有旋转指令? 有!G68、G69旋转指令 旋转指令在编程指令中如何运用?
旋转变换功能G68,G69
指令功能:
• 该指令可使编程图形按照指定旋转中心及旋转方向 旋转一定角度。
1.程序1中入刀点有3个,
程序2中入刀点只有1个; 2.程序1中铣削3个外形需 要3个外形程序,程序2中 铣削3个外形只需要1个外 形程序; 3.如果图纸中没有给你图 形2和图形3的坐标,只给 你旋转角度,也就只能用 旋转指令编写程序。 使用G68指令编程的优 点: 1.可以节省编程时间; 2.较少编程出错,提高 效率;
指令应用
图形1
图形2
图形3
提问: 工件毛坯多大? 加工凹槽还是凸模板? 有什么样的形状? 工件装夹方法? 加工路线? 刀具用多大的直径?
工件装夹方法 加工路线
刀具
不使用旋转指令编程
图 形 加 工
图形1
图形2
图形3
图 形 加 工 图 形 加 工
O0001 G90 G54 G0 X0 Y0 Z100; S1000 M03; 主轴正转 X0 Y20; 设置图形1入刀点 Z5; 快速移动接近工件 G01 Z-2 F60; Z轴移动到加工深度 G41 Y30 D01 F100; 加入刀补 G03 J-10; 铣削圆形凹槽 G40 G01 Y20; 取消刀补 G0 Z5; Z轴抬刀 X-17.32 Y-10; 设置图形2入刀点 G01 Z-2 F60; Z轴移动到加工深度 G41 Y0D01 F100; 加入刀补 G03 J-10; 铣削圆形凹槽 G40 G01 Y-10; 取消刀补 G0 Z5; Z轴抬刀 X17.32 Y-10; 设置图形3入刀点 G01 Z-2 F60; Z轴移动到加工深度 G41 Y0 D01 F100; 加入刀补 G03 J-10; 铣削圆形凹槽 G40 G01 Y-10; 取消刀补 G0 Z100; Z抬刀 M30;
PLC功能指令使用ppt课件

(二)应用指令的数据结构
❖ 软元件 ➢ 位元件:只处理ON或OFF两种状态的元件称为位元件 ,如 X、Y、M、S ➢ 字元件:处理数据的元件称为字元件。FX系列的字元件最少 4位,最多32位。如T、C、数据寄存器D。
❖ 位组件 ➢ 位元件组合表示数据:4个位元件作为一个基本单元进行组 合,称为位组件,代表4位BCD码,也表示1位十进制数; ➢ 用KnP表示,K为十进制,n为位元件的组数(n=1~8),P 为位组件的首地址,一般用0结尾的元件。通常的表现形式 为KnX□ 、KnM□、KnS□、KnY□
【能力目标】
1.能熟练运用PLC的基本指令和应用 指令编写PLC程序,并写入PLC进行调 试运行。 2.能熟练运用应用指令解决实际工程 问题。
.
3
《电气控制与PLC应用》
【知识目标】
1.掌握应用指令的基本格式、表示方式、数据 长度、位组件和执行方式等。 2.掌握主要应用指令的使用方法。 3.学会利用应用指令解决实际问题的编程方法, 进一步熟悉编程软件的使用,通过学习,提高 编程技巧。
取反传送指令 FNC14 CML ❖ 操作数 [S]:K,H、KnX、KnY、KnM、KnS、T、C、D、V,Z [D]:KnY、KnM、KnS、T、C、D、V,Z ❖ 说明
➢ 该指令把源操作数[S]中的数据各位取反(1→0, 0→1)后传送到目标操作数[D]中去。
➢ 该指令可以16/32位数据处理和连续/脉冲执行方式
【例】 1.X0接通时,8盏灯全亮;
2.X1接通时,奇数盏灯亮;
3.X2接通时,偶数盏灯亮; 4.X3接通时, 灯全灭。
.
18
《电气控制与PLC应用》
根据控制要求,列出8盏灯的真值表。
输入 端口
加工中心g68g69的用法
加工中心g68g69的用法加工中心G68/G69的用法加工中心G68/G69是数控加工中心中常用的两种坐标系旋转指令。
它们在加工过程中可以实现工件坐标系的旋转和定位,并且具有较高的精度和稳定性。
在本文中,我们将详细介绍G68/G69的用法和相关注意事项。
一、G68/G69简介G68是用来指定工件坐标系旋转的指令,它通常与G54~G59等工件坐标系指令结合使用,用于旋转整个工件坐标系。
G69则用来取消G68指令的旋转效果,将工件坐标系恢复到初始状态。
二、G68/G69的用法1. G68指令的使用G68的格式如下:G68 X__ Y__ R__ P__ ;其中,X__、Y__是指定旋转的中心点坐标,R__是指定旋转的角度,P__是指定旋转的平面。
例如,要将工件坐标系绕X轴旋转30度,可以使用如下指令:G68 X0 Y0 R30 ;在G68指令生效之后,所有后续的G指令都会按照指定的旋转进行坐标变换,以实现工件的精确定位和加工。
2. G69指令的使用G69指令的格式为:G69 ;G69指令的作用是取消G68指令的旋转效果,将工件坐标系恢复到初始状态。
一般情况下,在一次加工操作完成后,需要使用G69指令将工件坐标系复位,以确保后续加工的准确性和一致性。
三、G68/G69的注意事项1. 坐标系选择在使用G68/G69指令时,要确保选择正确的坐标系。
一般情况下,加工中心会支持多个工件坐标系,如G54~G59。
在使用G68指令之前,需要先选择合适的工件坐标系,以确保旋转指令的生效和准确性。
2. 旋转中心选择在使用G68指令时,旋转中心的选择非常重要。
旋转中心应选择在工件中心或者刀具轴线上,以确保旋转后工件的准确定位和加工精度。
如果选择不当,可能导致工件加工误差、破坏刀具和机床等问题。
3. 旋转角度和平面选择旋转角度和平面的选择要根据具体加工需求进行确定。
旋转角度一般为正值,表示顺时针旋转;为负值则表示逆时针旋转。
关于变量编程与旋转平移指令的综合应用
使 用 这 种 自动化 更 好 地 发 挥效 益
技 术 人 员 关 键性 的 工 作 之
,
一
,
是 许 多 操 作 者 与工 程
,
一
。
个 人 所 编 的程 序 既 能 反
,
一
映 他 的 思 维 方 式 又 能 体 现 他 的 工 艺 安 排 同时 还 可 以 看
出 他 运 用 系统 编 程 的能 力
,
产 中许 多 操 作 者 认 为变 量 编程 只 有 在 加 工
二
次 曲线 时 才
会 用 到 其 实 并非 如 此 变 量 编 程 用 到
,
一
。
般 的 编 程 中会 大
大地 减 少 编 程 步 骤 提 高 加 工
1
效率
。
零 件 图分 析 确 定 加 工 工 艺
本 例 的零 件 是 叶 片 座 下 护 板
。
,
,
。
尺 寸 剩 下 的 上 加 工 中 心 加 工 ( 装 夹 时 注 意 压 板 的位 置 不
。
轴 正 反 向 开 始 逆 时针 方 向加 工 使 用 了
。
3
把刀
要 与刀 柄 干 涉 )
2
。
具 加工 T 1
,
槽粗铣刀 T 2
,
槽 精铣 刀 T 3 钻 孔
,
。
注 意精加 工
。
确定编程思 路
通 过仔细观察
s
Ma
th
o m
m
c
hin in g
r e a
c e n
d in
a n
a
te
s
y s te
e I. a
geogebra旋转指令用法
geogebra旋转指令用法Geogebra是一种流行的数学软件,它种类繁多,包含诸如代数、几何、数字、统计等不同模块。
在实际应用中,我们通常选择一个或几个模块,以配合课程要求进行操作。
其中,通过使用旋转指令可以让我们更深入地理解三维图形,加深我们对立体几何的理解。
本文将围绕geogebra旋转指令的用法,给大家做一下简单的介绍。
第一步:选中图形首先,在geogebra工作区域中选中一个几何体,例如一个正方体,选中的方式可以使用鼠标单击进行选择。
选择图形时要注意,选择为物体(位于3D物体栏),而不是几何图形(位于图形栏)。
第二步:选择旋转选中几何体之后,在菜单栏中选择“动画”标签,然后选择“旋转”。
这样,在工作区域中出现了一个黄色的小球和三个小球心,对于每一个小球心来说,都代表着固定的处理角度。
第三步:设置旋转参数在旋转选项中,需要设置旋转的方式,旋转速度等参数,其中一些常见的参数用法如下:1. 选择轴线方向,以确定物体的旋转方向2. 选择角度,控制旋转角度的大小或者循环次数3. 设置旋转速度,控制旋转速度方便观察旋转过程第四步:预览旋转动画在设置完旋转参数后,至少需要点选“预览”按钮,会出现一个弹框进行预览旋转动画效果,来确认自己设定的旋转参数是否合理。
第五步:保存旋转动画在预览过后,确认旋转动画无误后,选择“导出GIF”或“导出视频”,即可将旋转动画保存为GIF或MP4格式,进行发表或演示。
总的来说,geogebra旋转指令的用法是十分简单易懂的,只需要按照上述步骤操作,就能够轻松地为自己的几何体添加旋转效果。
无论是在课堂上进行教学,还是在自己的研究中应用这个功能,都能够收到不错的效果。
坐标系旋转指令
坐标系旋转指令
坐标系旋转指令(Coordinate System Rotation Command)是一种将解析及模拟的三维物体旋转至与参照物相同轴向和姿态的操作,常用于计算机图形学、CAD、数值分析、机器人控制等领域中。
在三维坐标系中,一般会有三个轴 X、Y、Z,它们所在的平面组成了坐标系。
旋转指令就是作用于这三个轴,以一定的角度将坐标系沿着某个轴旋转,在充分旋转后,坐标系就变成了另外一种形态。
常见的坐标系旋转指令有以下几种:
1. 围绕X轴旋转:以X轴为轴心进行旋转,旋转的角度由用户指定。
2. 围绕Y轴旋转:以Y轴为轴心进行旋转,旋转的角度由用户指定。
3. 围绕Z轴旋转:以Z轴为轴心进行旋转,旋转的角度由用户指定。
4. 自由旋转:在自由转动的情况下,物体可以沿所有的轴进行旋转,并且可以保持各轴间的平行和垂直关系。
除此之外,还有更为复杂的旋转操作,如欧拉角旋转、四元数
旋转等。
不同的旋转操作适用于不同的情况,根据需要选择合适的旋转方式可以提高操作的效率和准确性。
数铣编程——旋转指令及子程序的调用

例如: 指令G68X0Y0P20. 指令含义:以坐标原点为旋转中心, 逆时针旋转20度。
指令G68X0Y0P-40. 指令含义:以坐标原点为旋转中心, 顺时针旋转40度。
三、注意事项: 1、在有刀具补偿的情况下,先进行坐 标旋转,然后才进行刀具半径补偿、 刀具长度补偿。
2、在有缩放功能的情况下,先进行缩 放后再进行坐标系旋转。程序的调用子程序的定义:
多次运行相同的轨迹时,可以将这 段轨迹编成一个独立的程序存储在机床 的存储器当中 ,被别的程序所调用, 这样的程序叫做子程序。
子程序的构成
O××××;子程序号
…………; …………; …………;子程序内容 …………;
M99;返回主程序
子程序调用指令
格式一 M98 P__ __ __ __L××××
宁夏工业学校
机械工程系 樊林
旋转指令使用
坐标系旋转指令
一、指令格式:G17 G68 X__Y__P__; G18 G68 X__Z__P__; G19 G68 Y__Z__P__; G69;
二、代码含义:G68坐标系旋转生效指令。 G69 坐 标 系 旋 转 取 消指令。
指令说明:
其中X、Y值为坐标系旋转中心, P为旋转角度,单位是度,0°≤P≤360°
P后4位数字,为所调用的子程号 , L后4位数字,为重复调用次数。
例如:
M98 P1001L8; 调用1001号子程序8次。
M98 P2002;
调用2002号子程序0次。
M98 P3003L0013; 调用3003号子程序13次。
子程序调用指令
格式二 M98 P__ __ __ __××××
P后共有8位数字,前四位为调用次 数,省略时为调用一次;后四位为 所调用的子程序号 。
旋切机_PPT_5
30 25 20
15 正常 10 补偿0.1 补偿0.2 5 系列4 0
30 .7 32 .5 90 13 0 19 0 25 0 29 0 36 45 55 70
原木直径
技術處
12
七、刀头刀尾补偿
从下到上分别是 (15-39=0.8 ,15-39=0.9,15-39 =1.0,15-39=1.1,15-39=1.2)
三旋切进给频率公式n0n1n2五系统应用框图电控系统要求gndr1ar1br1cx1runx2stopx3jogfwdx4jogrevx5compcom10vai1gnd24vgnd380v75kwn318接线框图传统的大型的木材旋切机控制系统均采用控制器系统直流调速器或通用变频器plc组成改造后的控制系统仅采用n318专用机文本组成常用参数补偿参数机械参数旋切功能参数五系统应用框图文本监控参数10木芯直径采样计算diameter反转停机状态点动快进快自动运行状态电子尺位置偏置调整运转状态归零端子复归通讯频率值归零大于最小位置补偿频率计算给进频率计算限位位置停机清除快进标志停机清除快退标志前限位后限位自动退刀停机位置退刀完成方式继续运行自动运转停机调整方向增加偏移量减小偏移量正方向负方向旋切状态实际值小于显示值点动指令运转指令快进快退自动运转倒转停止指令停机按照补偿方式计算给进频率应用软件需求
1,以外围应用为主 2,以效益改进为目标 3,关注客户应用,工艺需求 4,与业务,技服充分沟通 5,跟踪现场反馈
硬件,软件设计
需求变更
调试
提供样机,试用。 在客户认可后确认设计。
维护
跟踪客户反馈, 经验分享与传承。
客制化的挑战: 1,最优化变频器性能 2,研究应用场合 3,客制软件管理 4,客户的个性需求
法兰克系统旋转编程课件
四、新课讲解坐标系旋转(G68,G69)编辑形状能够旋转。
用该功能(旋转指令)可将工件选状某一指定的角度。
另外,如果工件的形状由许多相同的图形组成,则可将图形单元编成子程序,然后用主程序的旋转指令调用。
这样可简化编程,省时,省存储空间。
指令格式G17 G68α_β_R_;坐标系开始旋转:坐标系旋转方式:(坐标系被旋转)G69;坐标系旋转取消指令指令意义G17(G18或G19):平面选择,在其爱护能够包含旋转的形状。
α_β_ 与指令的坐标平面(G17,G18,G19)相应的X_,Y_和Z_中的两个轴的绝对指令,在G68后面指定旋转中心。
角度5,正值表示逆时针旋转。
参数54000的0为指定回转角度为绝对值还是根据指定的G代码(G90或G91)确定绝对值或增量值。
最小输入增量单位:0.001deg有效数据范围:-360.000到360.000注:当用小数指定角度(R_)时,个位对应度。
说明●平面选择G代码:在坐标系旋转G代码(G68)的程序段之前指定平面选择代码(G17,G18或G19)。
平面选择代码不能在坐标系旋转方式中指定。
●坐标系旋转方式中的增量值的指令当G68被编程时,在G68之后,绝对值指令之前,增量值指令的旋转中心是刀具位置(图18.8(c))。
●旋转中心当α_β_不编程时,则G68程序段的刀具位置认为是旋转中心。
●角位移若程序中未编制R_值。
则参数5410中的值被认为是角度位移值。
●坐标系旋转取消指令取消坐标系旋转方式的G代码(G69)可以指定在其他指令的程序段中。
●刀具补偿在坐标系旋转之后,执行刀具半径补偿、刀具长度补偿、刀具偏置和其它补偿操作。
限制●与返回参考点和坐标系有关的指令在坐标系旋转方式中,与返回参考点有关的G代码(G27,G28,G29,G30)和那些与坐标系有关的G代码(G52到G59,G92)不能指定。
如果需要这些G代码,必须在取消坐标系旋转方式以后才能指令。
●增量值指令坐标系旋转取消指令(G69)以后的第一个移动指令必须用绝对值指定。
加工中心旋转指令g68编程案例
加工中心旋转指令g68编程案例G68指令是一种旋转的加工指令。
这种指令允许程序员在加工过程中旋转工件,从而实现不同方位的零点设定和加工。
在加工中心中,使用G68指令,可以将工件对准加工中心的某个坐标轴,然后在这个基准位置上进行加工。
以下是一个简单的编程案例,以帮助读者理解G68指令在加工中心中的应用。
在这个案例中,我们要加工一个圆形工件,直径为50mm。
假设工件的圆心坐标为(25,25),加工时固定在加工中心的工作台上。
我们将按照如下方式进行编程:1. 首先在程序中设定弧度模式(G90),确定零点坐标系(G54),并选择切削刀具和切削速度。
2. 接下来,我们将G68指令与指定的坐标轴和旋转角度一起使用。
在这个例子中,我们将工作台从水平位置旋转45度,因此我们使用G68 X0. Y0. A45.0。
3. 现在,我们需要确定加工的起点。
我们定义一个起点坐标,假设工件最左侧的点坐标为(20,25),切削宽度为2mm,则起点坐标为(18,25)。
4. 接下来,我们使用G1指令进行直线插补,将刀具从起点移动到圆形工件左侧的边缘处。
我们使用G1 X18. F500. 表示在X轴上向左移动18mm,同时设定切削速度为500mm/min。
5. 一旦切削刀具达到圆形工件的边缘,我们使用G2指令进行圆弧插补。
我们使用G2 X25. Y18. I0. J-7. 指定一个半径为7mm、起点为(18,25)终点为(25,25)的圆弧,I 和J值分别表示圆弧的起点和终点相对于圆心的偏移量。
6. 接下来,我们使用G1指令在圆弧顶点处停顿一段时间,以进行出渣、润滑等工作。
7. 然后我们继续进行切削,使用G1指令将刀具移动到圆弧结束处(X32. Y25.)。
9. 最后,我们使用G1指令将刀具移动到操作结束的位置,在这个案例中,我们移动到(18,25)处。
我们使用G1 X18. 信号M30来指定位置和程序停止的方式。
通过这个案例,我们可以看到G68指令在加工中心中的应用是非常灵活的。
a轴一直转的指令
a轴一直转的指令A轴一直转的指令随着科技的不断发展,人们对于自动化的需求也越来越高。
在工业生产中,机器的自动运行是非常重要的一环。
而A轴的转动控制则是机器自动运行中的一项关键技术。
A轴是指机器中的一个旋转轴,它可以使工件在水平方向上进行旋转。
A轴的转动控制可以通过指令来实现。
下面将介绍一些常见的A轴转动指令及其使用方法。
1. G0/G1指令:G0指令用于快速定位,G1指令用于直线插补。
通过设置A轴的转动速度和目标位置,可以控制A轴的转动。
例如,G0 A90.0表示将A轴转动到90度的位置。
2. G28指令:G28指令用于将A轴回到机械原点。
当机器需要重新校准或者换刀时,可以使用G28指令将A轴回到初始位置。
3. G33指令:G33指令用于进行螺旋线插补。
通过设置螺旋线的起点、终点、半径和斜度,可以控制A轴按照螺旋线路径进行转动。
这在一些特殊加工过程中非常有用。
4. G90/G91指令:G90指令用于绝对坐标定位,G91指令用于增量坐标定位。
通过设置A轴的绝对位置或增量值,可以控制A轴的转动。
例如,G90 A180.0表示将A轴转动到180度的位置,而G91 A-10.0表示将A轴逆时针转动10度。
5. M3/M4/M5指令:M3指令用于开启A轴的电机,M4指令用于反转A轴的电机,M5指令用于关闭A轴的电机。
通过控制A轴电机的状态,可以实现A轴的转动或停止。
除了以上常见的指令外,还有一些特殊的A轴转动指令,比如用于控制A轴的加速度、减速度和最大速度的参数设置指令。
这些指令可以根据实际需要进行设置,以达到更精确的控制效果。
需要注意的是,在使用A轴转动指令时,要确保机器的安全性。
在进行A轴转动前,应先检查机器的运行状态和周围环境,避免发生意外情况。
同时,在编写指令时要注意指令的顺序和参数设置,确保A轴能够按照预期进行转动。
A轴的转动控制是机器自动运行中的重要一环。
通过合理使用A轴转动指令,可以实现机器的精确定位和加工,提高生产效率。
ror汇编指令
ror汇编指令ROR指令是汇编语言中的一个常用指令,它的全称是“Rotate Right”,意思是向右旋转。
该指令用于将二进制数向右旋转1位或多位,而且旋转过程是循环的,旋转的位数由指令的操作数决定。
在本文中,我们将详细介绍ROR指令的使用方法以及其在程序设计中的应用。
一、ROR指令的语法在汇编语言中,ROR指令的语法如下:ROR destination, count其中,destination 是要旋转的数的存储地址或寄存器名称,count 是要旋转的位数。
二、ROR指令的使用方法使用ROR指令旋转数的步骤如下:1. 将要旋转的数加载到寄存器或内存地址中;2. 执行ROR指令,指定旋转的位数,旋转的结果存放在目标寄存器或地址中。
例如,以下代码将寄存器BX中的值向右旋转1位:MOV BX, 10110110B ROR BX, 1执行完毕后,BX中的值为01011011B。
三、ROR指令的作用ROR指令通常用于数据加密、编码、移位等操作。
具体作用如下:1. 数据加密ROR指令可用于数据加密。
通过不断旋转加密数据,使得数据的内在关系变得混乱,从而达到保密的效果。
2. 编码ROR指令可用于编码。
通过对数据进行旋转和操作,可以实现对数据的加密解密、乘除法等操作。
3. 移位ROR指令可用于移位。
将数据向右旋转指定位数,相当于将数据的高位移动到低位,实现移位的效果。
四、ROR指令的实例以下是几个使用ROR指令的实例:1. 数据加密以下代码演示了如何使用ROR指令对数据进行加密:MOV AX,0CB8FH MOV CL,4 ROR AX,CL执行完毕后,AX中的值为BF8CH。
2. 编码以下代码演示了如何使用ROR指令对数据进行编码:MOV AX,1001B ROR AX,1 ADD AX,0010B ROR AX,1 XOR AX,0110B执行完毕后,AX中的值为1000B。
3. 移位以下代码演示了如何使用ROR指令对数据进行移位:MOV AX,0CB8FH MOV CL,4 ROR AX,CL执行完毕后,AX中的值为0CB8H。