卷烟计数型测量系统的分析与改进
卷烟烟支含签量的分析与改进
卷烟烟支含签量的分析与改进
邓来宏1李健2张纯旺2张晓翠2
1.山东中烟工业有限责任公司生产安全部质量管理处,济南250100
2.山东中烟工业有限责任公司青州卷烟厂质管处,青州262500
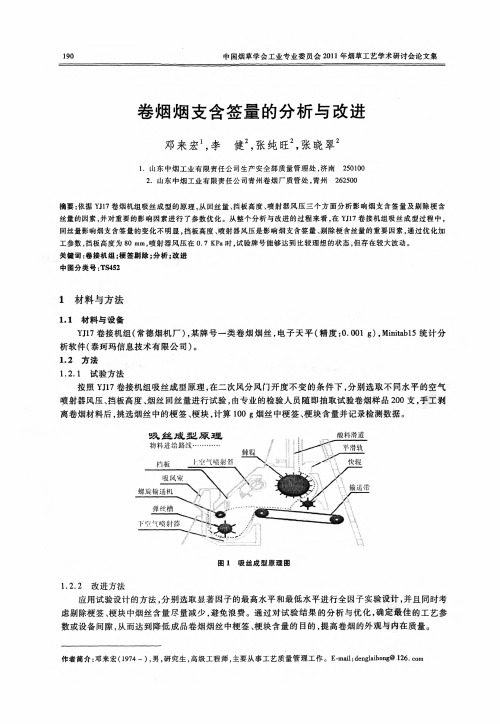
摘要:依据YJ17卷烟机组吸丝成型的原理,从回丝量、挡板高度、喷射器风压三个方面分析影响烟支含签量及剔除梗含丝量的因素,并对重要的影响因素进行了参数优化。
从整个分析与改进的过程来看,在YJ17卷接机组吸丝成型过程中,回丝量影响烟支含签量的变化不明显,挡板高度、喷射器风压是影响烟支含签量、剔除梗含丝量的重要因素,通过优化加工参数,挡板高度为80 mm,喷射器风压在0.7 KPa时,试验牌号能够达到比较理想的状态,但存在较大波动。
关键词:卷接机组;梗签剔除;分析;改进
中图分类号:TS452。
烟草加工线定量计量装置的改进
烟草加工线定量计量装置的改进【摘要】本文分析了烟草加工线定量计量装置产生堵料的可能原因,提出一种定量管截面为圆形的新型定量计量装置,从结构上避免因物料在定量管内摩擦阻力过大而导致堵料的现象。
【关键词】圆形截面积;定量计量装置;堵料1.前言在目前的烟草加工线(包括制丝线和打叶复烤线以及薄片线等)上,物料流量主要由喂料机、定量计量装置和电子皮带秤(或是带式输送机)组成的流量控制单元进行控制。
控制原理为:在电控系统控制下,上游设备将物料送入定量计量装置内并使物料持续在定量计量装置内堆积在一定高度,物料在电子皮带秤输送带拉动下,经定量管后持续不断的按一定的体积被输送至下游设备。
由于出料物料体积一定,物料容重(即物料质量与体积的比值)一定,通过改变电子皮带秤输送带速度即可实现对物料流量的控制。
目前的定量计量装置截面积为矩形。
由于矩形截面积定量计量装置自身结构形式的局限,在个别工位或一些复杂的工况下,容易产生堵料。
此外,当定量计量装置过一些尺寸较大的物料(如烟片或烟草薄片等)时,易发生在定量管四角产生空料的现象。
2.分析及解决方案2.1堵料原因分析:发生堵料的原因较多,其中一个重要的原因就是物料在定量计量装置内运动时,与定量计量装置内腔四壁均产生滑动摩擦,对于不同的物料,其产生的摩擦力也不同。
当电子皮带秤(或带式输送机)输送带对物料的摩擦力(拉力)无法克服物料在定量计量装置内运动时与其内壁产生的摩擦力(阻力),就发生堵料现象。
2.2局部空料原因分析:由于矩形截面两直角边构成的空间相对狭小,当物料尺寸较大时,在定量管四角易发生局部空料。
2.3解决方案:通过以上分析可知,当物料运动时产生的阻力大于下游设备输送带作用于物料的拉力时,会发生堵料现象。
如果减小物料运动时产生的摩擦阻力将有利于减少堵料现象。
因为摩擦阻力与正压力、接触面摩擦系数和接触面面积成正比,在正压力、摩擦系数一定的前提下,通过减小定量计量装置内腔表面积可相应减小摩擦阻力。
烟支在线检测系统

烟支在线检测系统说明书一、现状与问题伴随着自动化技术的不断发展,国内卷烟行业市场竞争日趋激烈。
各大烟草企业为了自身的生存与发展,通过不断加大对技改的投入来获取在行业的技术领先,以打造自己的强势品牌赢得市场。
综观近十年,国内烟草企业在滤棒成型、制丝、卷包设备上不断进行技术、设备更新,使得卷烟产品在质量的保证能力上得到了很大的增强,然而作为卷烟产品关键工序中的滤棒成型、烟支圆周在线显示控制工序,其设备的技术更新则相对滞后。
根据行业现状,目前ZJ17、Protos70、Passim卷接机组是我国烟草行业卷烟的主力机型,由于该机型设计受年代技术水平的限制,其对产品质量的保证能力已经明显不足,其中烟支直径在线显示及监控还是空白。
随着包装工序对烟支圆周控制稳定性的要求进一步提高,许多烟厂对卷烟工序的圆周波动允差制定了严格的标准。
多年来现场实际运行资料证明,现有卷烟控制过程中已显现出其工作的不足和缺陷:1、没有烟支在线圆周波动显示装置;2、生产过程中检测探头的胶垢及纸灰严重影响设备有效工作业率,常常因清洗不及时导致误信号产生;3、无超标品剔除。
由于设备在这些方面存在的缺陷与不足,从而使得因烟支圆周波动产生的超标品就无法得到有效控制而流入包装工序,造成烟支后序包装屡出问题,严重影响了工作效率和品牌形象。
为此,我公司自主研发出的RH—1B烟支圆周在线显示系统,能实时准确的检测显示出烟支圆周大小,并给出有效控制提示,且不合格的烟支给予剔除。
二、系统设计方案及原理在工业技术日新月异的今天,电气控制“数字化”取代“模拟化”已成必然趋势,且烟支圆周显示控制方面的技术改进势在必行!通过数字技术的改进,使在线烟支圆周的波动通过数字显示直接、精确的反馈给操作者,并通过“数字化”的方式设定剔除信号,使烟支圆周超标品剔除;另外,采用新技术对检测探头胶垢及纸灰进行清除,大大减少了人工清洗探头的次数,使检测信号更为精确,显示值更为真实,从而使烟支圆周过程控制精度、纠偏及时性大大提高。
研究论文:烟草企业计量信息化管理系统的研究及应用
96055 企业研究论文烟草企业计量信息化管理系统的研究及应用烟草企业是我国社会、经济发展的重点单位。
当前,在社会市场经济的影响下,烟草企业在发展的过程中,取得了显著的成绩。
然而,随着烟草企业业务的日益增加,在材料的计量工作中面临很大困难。
实践证明,采用信息化的计量管理系统后,在很大程度上节约了企业的人力资源,并且提高了管理的成效。
介于此,必须建立、健全企业计量信息化管理系统,切实发挥自动化技术在计量工作中的作用。
下面进行详细论述。
一、烟草企业计量工作中存在的问题在市场导向中,使烟草企业之间的竞争也不断扩大。
与此同时,企业为了在竞争夹缝中求生存,并创造出更多的经济效益,必须加快信息化的管理升级,提高企业的生产质量与管理水平。
然而,当前我国烟草企业在计量管理中还存在一些缺陷。
主要表现为以下几个方面:1、烟草企业计量管理自动化水平低我国的烟草企业数量比较多,但是在规模、性质方面存在一定的差异。
正因为如此,使企业在管理自动化升级的过程中,存在不同程度的问题。
在这种情况下,很多烟草企业的计量管理系统依然比较落后,不能满足现代信息化控制管理的要求。
主要表现为:在计量工作中,无法实现全面自动化管理,需要人工辅助才能完成。
这样,不仅管理效率低下,而且阻碍了企业的快速、健康发展。
2、烟草企业计量数据出现纰漏通常情况下,烟草企业在制定下一步发展计划时,主要通过对计量资料进行分析,以此提高企业规划的科学性、合理性。
然而,在具体数据管理的过程中,部分企业数据漏洞百出,并不能反映企业当前的真实运营情况。
不仅如此,还对企业的正常生产造成了很大影响。
鉴于此,有关部门必须加大审查的力度,认真检查各项数据的真实性、可靠性,以此来保证计量结果的真实性。
只有这样,才能提供真实、有效的计量信息,满足烟草公司的正常生产、运营。
3、计量管理设备失修,影响计量精度很多烟草企业在计量工作中,依然采用老化的设备。
同时,部分故障设备长期得不到维修,影响了计量信息的精度。
测量系统分析(MSA)在卷烟工艺质量管理中的应用
测量系统分析(MSA)在卷烟工艺质量管理中的应用
张博;张云莲;朱强;蒋志才;柴武君
【期刊名称】《烟草科技》
【年(卷),期】2010(000)008
【摘要】为了解测量系统中的波动源及其对测量结果的影响程度,以期对测量系统进行明确判断,利用计量型和计数型测量系统分析方法,以卷烟综合测试台、烟丝填充仪和盒包透明纸缺陷标准为例,介绍了测量系统分析在卷烟工艺质量管理中的应用过程,并对Minitab生成的图形和会话窗口进行了分析和说明.测量系统分析应用数理统计方法科学地找出了引起波动的原因,为卷烟工艺质量的改进提供了帮助.【总页数】5页(P29-33)
【作者】张博;张云莲;朱强;蒋志才;柴武君
【作者单位】浙江中烟工业有限责任公司技术中心,杭州市中山南路77号,310008;浙江中烟工业有限责任公司技术中心,杭州市中山南路77号,310008;浙江中烟工业有限责任公司技术中心,杭州市中山南路77号,310008;浙江中烟工业有限责任公司技术中心,杭州市中山南路77号,310008;浙江中烟工业有限责任公司技术中心,杭州市中山南路77号,310008
【正文语种】中文
【中图分类】TS439.2
【相关文献】
1.测量系统分析(MSA)在企业质量管理中的应用 [J], 桂华文
2.探究六西格玛管理在卷烟工艺质量管理中的应用 [J], 陈玮娟
3.测量系统分析在卷烟工艺质量管理中的应用研究 [J], 朱键滢
4.质量防差错技术在卷烟生产工艺管理中的应用 [J], 王惠仙;杨开伟
5.测量系统分析(MSA)在企业质量管理中的应用实例 [J], 浮红利;聂开玲
因版权原因,仅展示原文概要,查看原文内容请购买。
风、烟流量测量系统问题分析与改造
(C ) 司的 S 9 F I公 T 8型质量 流量计 , 将采 集到 的数据 传送 到 D S系统 中央控制 室集 中管 理 。由于 S 9 C T8
型质 量 流 量计 是 一种 由插 人 式 电 阻式 温度 探 测器
由一个低功率加热器保证一定的加热量, 另一个未
被 加 热 的 R D测 量 烟温 . 两个 R D间造成 一 个 T 在 T
2S 9 .T 8质 量 流 量 计 设 备 结 构 及 测 量 原
●
理
S9 T 8型质 量 流量计 是 一种用 于 各类气 体 流量
测 量 的热 扩散式 质量 流量计 。它 由一个 流量元 件 、
一
个 流量 变送器 组成 。 流量元 件为插人 式 电阻式温
度 探测 器 R D,直接 插 人在 高 空大 口径送 风 管道 T
维普资讯
5 2
于锋 赵海 林 : 、 风 烟流 量测量 系统 问题分 析析 与改造
An l ssAn mp o e n fT e Ai An sF o Me s r me t y tm ay i d I r v me tO h r d Ga lw a u e n se S
为 输 出 电阻值 的变 化 , 然后 , 由流量 变 送器 将 R D T 输 出的 电阻值 转换 成一 个 (~ 0 m 4 2 ) A直 流输 出信
出到 变送 器 , 个 测量 中全部 为 电信 号 传递 , 整 完全
克 服 了在测量 过程 中积 粉 、 灰对机 翼孔 板或 皮托 积 管和测量 管路 的堵 塞 现象造成 的测 量误 差 , 过一 通
维普资讯
山东 电力高 等专科 学校 学报
J u n lo h n o gElcr o rC l e o r a fS a d n e ti P we ol c g 5 3
ZJ17卷接机组爆珠缺陷烟支计数的改进
ZJ17卷接机组爆珠缺陷烟支计数的改进摘要:当ZJ17卷接机组外挂XTJ6-216型爆珠检测装置后,该装置就会对爆珠缺陷的烟支进行检测、剔除、计数。
由于爆珠缺陷的量对于卷烟生产的消耗不容忽视,所以就需要将爆珠缺陷的数量与卷接机组的其它消耗进行统一计算。
当把XTJ6-216的计数与ZJ17消耗统计融合时,发现两者的数据缺口较大。
通过改变计算逻辑,利用YJ27滤嘴接装机的上的两个接近开关B14.1(MCP1)和B14.3(DCP1)提供的脉冲,对XTJ6-216的剔除信号进行计量,然后给出ZJ17的计数值,将两者的数据缺口消除,准确计算生产消耗。
关键词:ZJ17卷接机组爆珠缺陷剔除计数数据缺口多时钟脉冲(MCP1)双时钟脉冲(DCP1)1 发现问题在过滤嘴中加入了能增加香气的爆珠胶囊,提升口感的烟支就是爆珠烟支。
爆珠烟支的产生为消费者提供了多样性选择,受到许多消费者的青睐。
因此,爆珠的状态也成了产品的一项重要物理指标。
生产中,就会有缺珠、破珠、爆珠偏移等缺陷。
为了实现爆珠缺陷的检测,开发了一套XTJ6-216型爆珠检测剔除装置,该装置能检测爆珠的缺陷,进行剔除和计数。
在ZJ17型卷接机组上,外挂XTJ6-216型爆珠检测装置时,爆珠缺陷剔除的烟支数据不能记录到ZJ17型卷接机组人机界面的废品报告中。
然而,爆珠缺陷数量较大,在卷烟机进行消耗统计和数采时,总是出现诸多数据缺口。
为此,经过技术突破,将XTJ6-216的剔除数据融合到了ZJ17人机界面的废品报告中。
实现了爆珠缺陷烟支剔除与卷烟机生产的缺陷烟支剔除统一计算和数采。
将XTJ6-216的剔除数据融合到了ZJ17人机界面的废品报告中后,生产过程中,出现了XTJ6-216的剔除计数常常会多于ZJ17人机界面废品中“爆珠剔除”的数量,这还是会导致统计不准,有数据缺口的情况。
2 问题分析经过观察,在遇到下列情况时,会导致两者存在计数偏差。
1、滤棒料斗中有白棒(不含爆珠的滤棒),嘴棒一切四时,XTJ6-216会检测到4支缺陷烟支,剔除并计数。
PASSIM卷烟机烟支质量缺陷原因的分析及改进

PASSIM卷烟机烟支质量缺陷原因的分析及改进摘要:烟支的废烟消耗率是影响烟厂经济效率的重要因素,较高的废烟率将对烟厂造成巨大的经济损失。
本文通过对曲靖烟厂2012年废烟消耗数据的分析以及PASSIM机组的相关设备的研究,找出了造成烟支缺陷的原因并且提出了改进措施,通过实际验证,得出了这些措施实施的效果。
烟厂的废烟消耗率从2012年的平均0.408kg/箱降到2013年的平均0.290kg/箱,降低了28.9%,明显改善了该烟厂废烟消耗率偏高的问题。
Abstract:Tobacco waste consumption rate is the main factor that affect the economic efficiency of the tobacco industry,higher rate of waste smoke will cause huge economic loss to cigarette factory. This article found out the causes of cigarette defects through the waste tobacco consumption data analysis in Qujing cigarette factory and the research on the related equipment of the PASSIM 2012 units,and put forward the improvement measures. Through the actual verification,it was concluded that the effect on the implementation of these measures.The scrap rate in the smoke cigarette factory decreased from the average 0.408 in 2012 to the average 0.290in 2013,down by 28.9%,improving the problem that the smoke cigarette factory scrap rate was on the high side.关键词:废烟消耗率;PASSIM机组;改善Key words:waste tobacco consumption rate;PASSIM unit;improvement中图分类号:TS43 文献标识码:A 文章编号:1006-4311(2015)22-0122-040 引言烟草行业在各国的经济中占有非常重要的地位,其税收是政府财政收入的主要来源,卷烟质量的好坏直接决定着企业利润的高低。
卷烟计量型测量系统的分析
卷烟计量型测量系统的分析摘要:为准确了解卷烟计量型测量系统现状,将工序自检、过程巡检、出厂检验3个环节相同质量指标测量单元视为一个测量系统,采用MSA新方法对质量、圆周、长度、吸阻、硬度5个测量系统进行了分析。
结果表明:5个测量系统的研究公差比(%P/T)在10%~30% 之间,说明测量系统能力满足对产品质量判定的要求;除硬度测量系统外,4个测量系统的研究变异比(%R&R)在10%~30% 之间,说明测量系统能力满足对生产过程改进分析的要求。
关键词:计量型;测量系统分析(MSA);测量系统波动(R&R);研究公差比(%P/T);研究变异比(%R&R)Analysis of Cigarette Metrological Measurement SystemAbstract: In order to know the status quo of cigarette measurement system, five systems for measuring cigarette weight, circumference, length, draw resistance and hardness se parately in operator’s self-inspection, regular process inspection and ex-factory inspection were analyzed with MSA (measurement system analysis) method. The results showed that the precision to tolerance ratio(%P/T) of the five measurement systems ranged from 10% to 30%, which indicated that the capacity of measurement systems satisfied the requirements for product quality assessment; the repeatability and reproducibility ratio (% R&R) of four measurement systems (excluding hardness measurement system) ranged from 10% to 30%, which indicated that the capacity of the measurement systems satisfied the requirements for analysis and improvement of production process. Keywords: Measuring type; Measurement system analysis (MSA); Measurement system variation (R&R); Precision to tolerance ratio (%P/T); Repeatability and reproducibility ratio(%R&R)测量系统分析(MSA,Measurement System Analysis)是指用统计学方法了解测量系统中的各种波动源及其对测量结果的影响,判断测量系统是否符合使用要求的过程[1]。
浅析ZJ17卷烟机重量控制系统及常见故障解决方法

浅析ZJ17卷烟机重量控制系统及常见故障解决方法摘要:ZJ17型卷烟机做为国内主流中速卷烟机,重量控制系统对其所生产烟支重量这一物理指标起着重要作用,本文简要介绍了ZJ17型卷烟机重量控制系统的工作原理,并以红河卷烟厂此机型运行过程中出现的常见故障进行分析,结合工作经验,针对常见故障提出解决方法以及日常维护措施。
关键词:ZJ17、重量控制、故障解决、保养方法1引言卷烟重量作为卷烟物理指标的重要组成部分,对卷烟的品质起着重要的影响,随着消费者生活水平的提高对卷烟的品吸需求也日益提高,卷烟生产企业愈来愈重视烟支的物理指标,对烟支重量此物理指标的控制也将成为吸引消费者的重要因素之一。
ZJ17型卷烟机所采用的重量控制系统为SRM重量控制系统,是烟支重量达到相对稳定的重要保障[1]。
操作、维修人员只有对重量控制系统工作原理有充分的认识,才能对所出现的重量不稳定问题更好的应对。
2 ZJ17重量控制系统原理重量控制系统主要由控制器 CPU、微波检测头、平准器电机、位置传感器、轴编码器、削减盘(俗称劈刀)、废品剔除装置等组成[2]。
其控制原理示意图如图1所示。
图1重量控制图重量控制系统是一个闭环控制系统,根据PID控制原理来实现烟支重量的自动控制,在卷烟生产过程中,重量控制系统是凭借微波传感器输出的脉冲信号和轴编码器信号计算烟支的重量[3]。
轴编码器每转动一圈,卷烟机生产出两支双倍长度的烟杆,即四支无滤嘴烟支,当卷烟机运行达到一定的速度且烟条监测器检测到烟条时,重量控制系统便投入运行。
成型烟条通过微波扫描检测时,扫描检测对烟支密度进行扫描,通过CPU运算得出测量的烟支重量,所测烟支重量与设定重量值进行比较,当测量值超出设定值范围时,控制器发出控制信号,使平准器电机正转或反转来实现平整盘与吸丝导轨间相对位置的变化。
当测量值超过设定值时,即烟支超重,平准器电机正转、平准盘相对烟丝导轨间距减小,增大烟丝削减量,实现烟支重量减小。
烟草 检测 数字化 案例
烟草检测数字化案例一、检测设备数字化烟草检测数字化转型的第一个方面是检测设备的数字化。
传统的烟草检测通常依赖于人工操作和肉眼观察,这种方法既不准确,效率又低。
而数字化检测设备,如电子鼻、电子舌、质谱仪等,可以快速准确地检测烟草的各项指标,如成分、香气、口感等。
这些设备的普及和应用,大大提高了烟草检测的效率和准确性。
二、数据采集与处理数字化转型的第二个方面是数据采集与处理。
利用数字化检测设备,我们可以获取大量的原始数据,如香气值、尼古丁含量等。
对这些数据进行有效处理,可以提取出更深入的信息,为后续的数据分析和应用提供有力支持。
数据采集与处理技术的发展,使得我们能够更好地利用这些数据。
三、数据分析与应用数据分析与应用是数字化转型的重要环节。
通过对采集到的数据进行深入分析,我们可以了解烟草的品质、口感等方面的信息。
这些信息可以为烟草生产提供指导,帮助企业优化生产工艺,提高产品质量。
同时,这些数据还可以用于烟草科研,推动烟草产业的科技创新。
四、数字化管理系统数字化转型的第四个方面是数字化管理系统。
通过建立数字化管理系统,我们可以将各个检测环节有机地结合起来,实现数据的共享和协同工作。
这不仅可以提高工作效率,还可以保证数据的准确性和一致性。
同时,数字化管理系统还可以帮助企业实现精细化管理,提高企业的竞争力。
五、智能化决策支持智能化决策支持是数字化转型的高级阶段。
通过数据分析和人工智能技术,我们可以对烟草检测数据进行深入挖掘,为企业的决策提供有力支持。
例如,通过分析历史数据和市场趋势,我们可以预测未来一段时间内烟草市场的需求和走势,帮助企业制定更加科学的生产和销售策略。
同时,智能化决策支持还可以帮助企业及时发现和解决潜在问题,提高企业的运营效率和管理水平。
六、检测数据共享与安全在烟草检测数字化转型的过程中,检测数据的共享与安全问题也不容忽视。
随着数字化转型的深入推进,越来越多的企业和机构开始参与到烟草检测中来,数据的共享和交换成为了一种必然。
探索烟草行业检测仪器设备管理存在的问题与对策

品 安 全 质量 检 测 的 需 求 , 断加 大 了 质 源 的横 向调 剂 与 余 缺互 补 难 以有 效 实 现 。
二 、 器设 备管 理 的 措 施 仪
设备 的 购置 . 为保 证 各 烟 草 企 业 所有 质 量 活动 的顺 利 开展 和 科 研 水 平 的逐
1建 立 统 一 的 质 量 检测 仪 器 设 备 管 理 模式 、 好 的 管理 模 式 的重 要 标 志 是 其 对 环 境 的适 应 性 。管 理 模 式 应 具 有 极强 的适 应 性 , 样 , 种 管 理 模 式 才 能 真 正 成 为 企 业 持 续 发 这 这
【 关键 词 】 草 烟
据 的 可 比性 。
、
仪 器设 备 管 理 中 存 在 的 主要 问题 及 原 因分 析
1各 生 产 企 业 对仪 器 设 备 管 理模 式不 一 致 、 面对 烟 草 行 业 目前 形 成 的一 个 公 司 内 多个 不 同 卷 烟 厂 的企 业 格局 , 公 司 技 术 中 心 和 每个 不 同 生产 点 都 配 备 了检 测 仪 器 设 备 。 在 这些 检 测 仪 禚 设 备 主要 包 括 产 品 科 研 开 发 仪 器设 备 、卷 烟材 料质 量指 标 检 测 仪 器 设 备 和 卷 烟 产 品质 量 检 测 仪 器 设 备 ,并 且 根 据 质 量 检 测 仪 器 设 备 配 置 功 能 和 需 要 的 不 同 而广 泛 分 布 在 各 检 测 点 。
步提 高发 挥 了重 大 的 促 进 作 用 。 与 此 同 时 。 面 临 着如 何 对 这 些 配 置到 位 也 的仪 器设 备 进 行 规 范 管理 并提 高其 科 研 和 检 测 服 务 水 平 的 问题 。鉴 于此 . 需要 对 检 测 仪 器 设 备 进 行 优 化 配 置 、 一 管 理 模 式 、 全 制 度 、 统 健 完善 体 制 、 规 范程 序 、 强 管 理 , 达 到提 高检 测 仪 器 设 备使 用 效益 的 最终 目的 。 加 以
测量系统分析在卷烟工艺质量管理中的应用研究
测量系统分析在卷烟工艺质量管理中的应用研究对于卷烟生产工艺当中各个环节、过程存在的波动源进行检测,并通过统计方法进行影响程度和实际产生后果的衡量,能够实现基于卷烟工艺的测量系统分析。
本文将从现代统计学基础上所形成的MSA测量系统分析理论,对卷烟生产的工艺环节进行评价统计分析,同时结合波动源影响理论,对卷烟工艺质量进行评价,最终形成基于波动源分析的卷烟生产质量管理方案。
标签:测量系统分析;统计学;波动源;卷烟质量0 前言卷烟生产过程中生产产品最终的结果质量受到的影响因素较为复杂,作为质量管理的组成部分,通过统计学方法进行因素分析,有助于实现对于质量因素控制管理的识别,从而完成对于卷烟工艺质量的有效提高。
测量系统分析MAS理论强调从波动源识别角度,对生产环境当中的生产工艺环节进行统计评价,并借助针对性的表征重复性和再现性总结工艺生产规律。
1 卷烟工艺生产的波动来源在卷烟工艺的生产环节当中,生产环节的波动源影响作为生产产品质量的主要影响因素,存在于工艺过程之中。
因此在测量分析系统当中,首先需要完成的便是对于工艺过程的波动观察,并从中得到波动源特征的描述,形成波动来源流程。
在结构流程示意图当中,测量系统分析所能够获得的工艺过程波动源,实际上应当为观察到的波动源于实际波动源的集合,因此测量系统应当以精确性的计算方式将过程波动区分出来,这里需要引入两个重要概念,即重复性和再现性。
其中,重复性是指在卷烟工艺生产过程中,相同操作人员或相同测量设备在进行多次同样时间间隔测量时所获得的一致结果,结果出现误差,表明其生产环节存在误差,就会引发波动;而再现性则是指统一测量对象所进行的多次测量中所获得的一致结果,结果出现误差表明不同的操作人员引发问题,进而出现波动[1]。
在现代自动化卷烟生产当中,人工作业环境相对狭窄,因此波动性一般集中于仪器、环境等方面出现的变化影响。
统计学原理通过对于波动现象的数据统计,获得重复性和再现性两个方面的方差,二者相加可以获得最终的测量系统分析波动性数据。
烟草企业计量信息化管理系统的研究及应用
烟草企业计量信息化管理系统的研究及应用本文对动力设备管理提出了“系统+网格”的信息化管理概念,对如何实现设备的系统加网格的信息化进行了探索和总结,为优化烟草行业动力设备的管理提出了一种新的思路,持续提升动力设备的基础管理水平,保证设备的有效运行。
标签:动力设备管理;系统化;网格化;分布式集散控制移动维护近年来,烟草企业紧紧围绕“精益管理做除法”,牢牢把握“精益管理降本增效是内功”的基本定位,树立节约集约的发展理念,开展全员、全过程、全方位的精益管理,强化约束性指标管理,深人挖潜,降本增效。
本文针对石家庄卷烟厂动力现场存在“点多、线长、面广”的特点,而人员相对较少的情况,创新性地提出动力设备“系统+网格”管理模式,即以六大系统为核心、现场站房网格为基础、信息化TSPM平台为支撑的综合管理模式,实现动力设备的全面覆盖和分层管理,同時使动力设备的管理更加精细化、规范化,从而持续提升动力设备的管理水平,确保动力设备安全稳定运行。
一、计量信息化管理的思路系统管理是从整体、联系和开放的观点出发,关注具体对象控制的同时,还考虑该对象与其他事物的关联性以及对象与环境的相互作用。
网格管理是一种数字化管理模式,将管辖区域划分成若干网格状的单元,对每一网格实施动态、全方位管理。
为实现“系统+网格”的管理体系,需要对系统管理模式和基层班组管理模式进行梳理和建设。
二、计量信息化管理的实践石家庄卷烟厂在建立计量管理体系基础上,开发了一套基于动力系统网格数据采集和控制的信息系统,积极推动动力设备管理从“区域网格”被动维修管理向“专业网格”自主维护管理转移。
在各级网格内配置现场控制站,对网格进行现场数据采集和自动控制,并通过建立分布式集散控制系统(DCS),将各网格通过信息化集成,实现分散设备的集中控制,数据共享。
石家庄卷烟厂动力中心采用了西门子公司基于全集成自动化思想的过程控制系统SIMATICPCS7。
该系统分三层:过程控制层、集中监控层、生产管理层。
卷烟厂储柜计量系统的改进
一
、
存在 的问题
程序 中计 数为 1依次 累加 。 , 为计算 出储 柜物料存 储量 , 在 P C程 序 中设 置 1 预 L 个
烟草行业储柜主要存储烟叶 、 烟丝等半成 品及成 品物料 , 储
柜的计量系统用于掌握物料实际消耗 ,以调整生产进度和进行 过程控制 , 因此储柜物料计量数据 的准确性很 重要【 1 ] 。 武汉卷烟厂使用的储柜计量系统是由接 近开关和嵌有 8 个 感应金属 条的旋转 盘组成 的触发式脉 冲计数装置( 1。旋转 图 )
比较 稳定 , 能满足产 品质量 要求 , 具有 检测 精度 高 , 干扰 且 抗
能力强 、相对激光检 测成本低 等优点 ,但存 在安装不便 的缺
点。
W1. - 09 22 2
() 4 为使设置 的参数生效 , 系统关机后再开机 。
七、 设置 有 关 丝杠 螺 母 间隙 补偿 参 数
该 储 柜 计 量 系 统 存 在 以下 问题 。
卷 烟厂储 柜 计 量 系统 的 改进
杜 云鹏
摘要
关键词
林
丹 王 志强
分析卷烟厂原有储柜计量 系统存在 的问题 , 设计 1 套新型储柜计量 系统。安装低分度编码器进行信号采集 , 并优化储柜
卷烟厂 储柜计量系统
文献 标 识 码
物料存储量算法 , 改进后储柜物料存储量准确度明显提 高。 改进
[ 辑 编
利
文]
囝 (ilim 22 9 g ll  ̄ 0 № i - = 1
通 过 P C采集到 的计 数值 , L 可计算 出 : ①储 柜物料存储 量 百分 比= 一 出料开始后 累计脉 冲/ 脉冲基数 ) 10 1( 预置 x 0 %;②储 柜 物料存储量公斤数 = 储柜物料存储量百 分 比× 储柜物料 总量 。
制作烟支取样数量计数工具的合理化建议
制作烟支取样数量计数工具的合理化建议1. 引言烟支取样数量计数工具在烟草行业中具有重要的作用。
它可以帮助烟草生产企业对烟支数量进行准确统计,提高生产效率和管理水平。
本文将就如何合理制作烟支取样数量计数工具提出建议,以期提高工具的实用性和可靠性。
2. 需求分析在制作烟支取样数量计数工具之前,我们首先需要对需求进行分析,明确工具的功能和应用场景。
以下是对烟支取样数量计数工具的需求分析:2.1 功能需求•准确计数:工具应能够准确统计烟支的数量,避免因误差而导致数据不准确。
•方便操作:工具应具有简单易懂的操作界面,方便工作人员进行操作。
•快速计数:工具应能够快速完成计数任务,提高工作效率。
2.2 应用场景•烟草生产企业:工具可应用于烟草生产企业的生产线上,用于统计烟支的数量。
•烟草质检部门:工具可应用于烟草质检部门,用于对烟支进行抽样检测。
3. 工具设计与制作建议基于对需求的分析,我们可以提出以下关于烟支取样数量计数工具的设计与制作建议:3.1 工具设计3.1.1 人性化界面设计•显示屏幕:工具应配备液晶显示屏,以便工作人员清晰地看到计数结果。
•按键设计:工具应配备简单明了的按键,方便工作人员进行操作。
•提示功能:工具应具备提示功能,向工作人员提供使用说明和错误提示。
3.1.2 数据存储功能•存储容量:工具应具备足够的存储容量,以存储大量的计数数据。
•数据导出:工具应支持数据导出功能,方便将计数数据导出到电脑或其他设备进行进一步分析。
3.2 工具制作3.2.1 选材与制作工艺•外壳材质:工具外壳应选用耐用的材质,能够抵抗撞击和摩擦。
•内部结构:工具内部应采用合理的结构设计,确保计数的准确性和稳定性。
•制作工艺:工具的制作工艺应精细,确保每个部件的质量和工作正常。
3.2.2 电源供应•电池供电:工具应采用电池供电方式,以便在没有电源插座的情况下正常工作。
•电池寿命:工具应具备较长的电池寿命,以减少更换电池的频率。
卷烟端部落丝测试仪使用与校准方法探析
卷烟端部落丝测试仪使用与校准方法探析卷烟端部落丝测试仪是用于测量香烟端部的孔隙度,并根据孔隙度的大小评估其香气和烟雾特性的一种设备。
本文将对卷烟端部落丝测试仪的使用和校准方法进行探析。
1. 使用方法1.1 设备准备在使用卷烟端部落丝测试仪之前,需要对设备进行准备。
首先应该检查设备的电源和电缆是否正常,然后安装测试头并将其与设备连接。
检查测试头是否已插好且稳固,是否损坏或严重磨损。
然后,将测试样品放在测试台上并调节测试台的高度和及其位置,保证测试头能够完全覆盖测试样品的端部。
最后,启动设备并让其预热至需要的温度。
1.2 测试步骤在设备准备就绪后,可以进行测试。
首先,将一根香烟端部放置在测试台上,并将测试头压在香烟端部上,然后测量孔隙度。
测试可重复多次,以获得更准确的数据。
当每次测试结束时,务必将测试头清洁干净,否则会影响下一次测试的结果。
测试完成后,关闭设备并将测试头拆卸。
2. 校准方法为了保证测试结果的准确性和可重复性,需要对卷烟端部落丝测试仪进行校准。
一般而言,校准分为两种:零点校准和稳定性校准。
零点校准是在上述测试步骤中进行的。
在测试之前和之后,应该对测试头进行零点校准。
零点校准是通过检查测试头在完全没有样品的情况下给出的读数来实现的。
如果读数不为零,则需要调整测试仪的电子系统或机械系统,以确保测试头不会在没有样品的情况下给出任何读数。
稳定性校准是为了确保设备的测量精度在长期运行中保持不变。
为了进行稳定性校准,需要在测试过程中使用一个已知孔隙度的标准样品。
将这个样品放在测试台上并测量其孔隙度。
多次进行这个测试,以确定测试头测量精度的稳定性。
如果测量结果的变化超出了一定范围,则需要重新调整测试仪。
刍议测量系统分析在卷烟工艺质量管理中的应用
刍议测量系统分析在卷烟工艺质量管理中的应用摘要:本文主要是以卷烟工艺为例,对其中所涉及的不同环节进行相应的分析,并利用有关统计学的技术来对最终结果产生有效的衡量与评定,从而来确保相关的测量系统能够顺利开展。
在这一过程中,通过对MSA测量系统的应用,能够对整个卷烟环节进行全周期的分析与统计,并根据当前较为先进的波动源理论内容来对最终的生产工艺质量产生积极有效的影响,以此来确保后续工作能够顺利开展。
关键词:测量系统分析;统计学;波动源;卷烟质量导致卷烟工艺整体质量受到影响的原因有很多,并且在内容上相对复杂,想要实现对质量的有效管理,就要根据实际情况对其开展统计学分析,站在因素角度来进行分析,不但能够有效提高质量因素控制的管理质量,同时还能够确保相关企业的卷烟工艺质量能够得到有效保障。
而MSA系统的存在能够通过对波动源技术的应用,来对整个生产工艺进行有效识别与分析,以此完成具有针对性的生产工艺总结工作。
一、卷烟生产工艺的波动来源通常情况下,波动源的存在是导致整个卷烟工艺产品质量受到影响的重要原因,所造成的影响也是极为明显的,而导致这一情况的出现,大多都集中在工艺施工过程中。
为了确保产品质量不受影响,相关人员在对其开展质量管理的过程中,应当严格遵循相关标准,通过对测量分析系统的应用来对整个工艺生产周期进行波动源方面的观察工作,利用波动源当前所存在的特征情况进行有效描述,以此来实现对波动来源流程的生成工作[1]。
从实际应用来看,通过对测量分析系统的应用,确实能够对整个工艺周期进行合理检查,而这一过程中所获得波动源在本质上并非单一的个体,可以将其理解为波动源的整体集合,因而在进行计算的过程中,为了确保整个计算结果的精准性,应当对波动源先进行分区处理,并以此来完成后续的计算工作。
为了实现这一目标,相关人员需要明确把两个较为重要的理念,也是该工艺中所设计到的特性[2]。
第一点是重复性,该特性是说当处于卷烟工艺生产阶段是,不同周期所涉及的工作人员或者是设备都会具有重复性,在相同时间内进行多次的结果测量,倘若最终的结果具有误差情况,那么便意味着在进行生产的过程中发生了混差现象,从而导致波动情况的出现。
烟草测量设备管理系统的设计与实现的开题报告
烟草测量设备管理系统的设计与实现的开题报告1.课题背景烟草产业作为中国重要的经济支柱产业之一,在我国具有较高的地位和影响力,而烟草生产和销售过程中需要对烟草进行精确的测量和管理。
传统的烟草测量和管理方式主要依靠人工,存在劳动强度大、误差较大等问题,无法满足现代化、信息化的需求。
基于此,开发一套烟草测量设备管理系统,能够实现烟草测量数据自动采集、存储、处理和管理,具有重要的意义。
2.研究意义(1)提高工作效率:烟草测量设备管理系统能够自动采集测量数据、对数据进行实时处理,提高数据处理速度和准确度,从而提高工作效率。
(2)降低人工劳动强度:传统的烟草测量和管理方式主要依靠人工,存在劳动强度大、误差较大等问题。
通过烟草测量设备管理系统的使用,可以有效降低人工劳动强度,提高劳动生产率。
(3)提高数据准确度:烟草测量设备管理系统通过实时采集、处理和管理测量数据,能够显著提高数据准确度,保证烟草质量的稳定性和可靠性。
3.研究内容(1)研究烟草测量设备管理系统的需求分析和设计方案,明确系统功能和性能要求;(2)研究烟草测量设备管理系统的关键技术,包括测量传感器、信号处理、数据存储等;(3)设计和实现烟草测量设备管理系统的硬件和软件模块,完成测量传感器接口、信号处理算法和数据存储模块等功能;(4)测试和验证烟草测量设备管理系统的性能和功能,评估系统的应用价值。
4.研究方法(1)需求分析:采取需求分析方法,通过调研用户需求、系统功能和性能要求等方式,明确烟草测量设备管理系统的需求和设计方案。
(2)软件开发:采用C++等开发语言,利用QT等成熟的软件开发工具,设计并实现烟草测量设备管理系统软件模块。
(3)硬件实现:采用硬件设计方法,设计并实现烟草测量设备管理系统硬件模块,包括测量传感器接口、数据采集和信号处理等。
5.预期成果(1)烟草测量设备管理系统的需求分析和设计方案;(2)烟草测量设备管理系统的软件模块和硬件模块实现;(3)经过测试和评估的烟草测量设备管理系统,具有较高的应用价值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卷烟计数型测量系统的分析与改进摘要:为了解卷烟计数型测量系统的状况,采用一致性分析和通用分析方法,对烟支刺破、烟支缩头、接装纸粘贴不齐、小 盒拉线错位、小盒商标错位、硬盒斜角露底等6个计数型测量系统进行了分析和判定。
从人、机、料、法、环等方面查找了 有效性不足的原因并进行了改进。
结果表明:通过测量系统分析能够对测量系统状态进行明确的定量判断;经过改进的测量k ≥0.83,测量系统的有效性符合要求。
系统的整体一致性比率≥85%、卡帕值关键词:卷烟;计数型;测量系统分析(MSA);有效性Analysis and improvement of cigarette counting measurement system Abstract: In order to know the status of counting measurement system,6 such systems including cigarette with punctured holes,recessedend,staggered tipping paper joint,packet with staggered tear tape,staggered label folding,and hard packet with misaligned blank folding were analyzed and determined by consistency analysis method and general analysis method. From the factors of man,machine,material,method and environment,4 of the systems were investigated in detail and the relevant improvement was conducted. The results showed that measurement system analysis could definitely and quantitatively determine the status of measurement systems; the overall consistency ratio and Cohen’s Kappa,K,of the improved measurement systems were no less than 85% and 0.83,respectively;and the effectiveness of measurement systems met the requirements.Keywords: Cigarette;Counting type;Measurement system analysis (MSA);Effectiveness测量系统是用来对被测特性定量测量或定性评价的仪器或量具、标准、操作、方法、夹具、软件、人 员、环境和假设的集合 [1] ,包括计量型测量系统和计数型测量系统两类。
卷烟外观指标(一般只进行定性 判断即只区分合格与不合格)属于计数型指标,对其进行测量的系统属于计数型测量系统。
测量系统分析 (MSA,Measurement System Analysis)是指用统计学方法了解测量系统中的各种波动源及其对测量结果 的影响,判断测量系统是否符合要求的过程。
MSA 现已逐渐成为质量管理中的一项重要工作,行业外对 测量系统分析开展了大量研究工作 [26 ] 。
烟草行业以往较少对测量系统尤其卷烟计数型测量系统进行定量 的评估,近年来,随着六西格玛管理的推进,行业内有少数企业也逐步开展了这方面的研究 [78] ,但针对卷 烟计数型测量系统的分析与改进尚未见有关报道。
因此,采用一致性分析和通用分析方法对典型的卷烟计 数型测量系统进行了分析,并根据分析结果对其进行了改进,旨在提升测量系统的有效性 [9] 。
1 材料与方法1.1 指标选择及样品制备在进行测量系统分析时通常会遇到一些问题,例如:有些样品的标准属性难以确定(如对盒装外包透 明纸粘贴是否牢固的判定,由于缺少定量判断标准不同资深检验员的判定结果是不同的) ;有些缺陷(如 缺包、缺支)过于容易判定,不能有效区分测量者的测量水平;有些指标(如爆口)是通过破坏性试验检 测的,无法进行重复测量;等。
因此,选择符合下述条件的指标用于测量系统分析:①《卷烟 第 3 部分:包装、卷制技术要求及贮运》 [10] 有明确定量描述的外观指标;②判定相对较难的指标;③可以重复测量的 指标;④日常检测中出现缺陷频率较高的指标。
同时满足上述要求的指标较多,本研究选择 6 个指标用于测量系统分析。
共收集和制作了 6组样品: ①仅含有接装纸粘贴不齐缺陷的样品 20支;②仅含有烟支刺破缺陷的样品 20 支;③仅含有烟支缩头缺陷 的样品 20 支;④含有小盒拉线错位缺陷的样品 20 盒;⑤仅含有小盒商标错位缺陷的样品 20 盒;⑥仅含 有硬盒斜角露底缺陷的样品 20 盒。
要求每组样品中合格及不合格烟支(盒)数量约各占 50%,且尽量多 收集指标接近合格或不合格边界区域的样品;样品标准属性由专家确定并对测试者保密;样品用样品盒保 存于温度(22±2)℃、相对湿度(60±5)%环境中待测。
1.2 分析方法 1.2.1 一致性分析[9]一致性比率是一致性分析的统计量,其计算公式为:´=测量的总次数一致的次数 一致性比率 100%(1)一致性比率可分为检验员自身一致性比率,检验员与标准一致性比率,检验员之间一致性比率和整体 一致性比率(即所有测量者的测量结果与标准一致的比率)四大类。
通常,测量系统的整体一致性比率应 >80%,反之,应采取纠正措施。
由于卷烟计数型指标的检测值只有合格与不合格两种,测量者在不知做何种判断的情况下,任意给出 一种判断都有50%的与标准一致的概率。
为排除以上偶然一致的因素,通常还需考查测量系统的卡帕值(k )。
k 由Cohen [11]于1960年提出,其计算公式为:eeP P P - - =1 0 k (2)式中:P 0为实际一致的比率;P e 为偶然一致的比率。
通常,k 应≥0.7,反之,应采取纠正措施。
1.2.2 通用分析从漏判率、误判率两方面对计数型测量系统进行分析。
漏判率指将基准为不可接受的样品判为可接受 的机会百分率,误判率指将基准为可接受的样品判为不可接受的机会百分率 [12] 。
此两值是对单个测量者的 评价,为其改进提供机会。
通常漏判率应<5%、误判率应<10%。
2 结果与分析2.1 测量系统现状分析随机选择 3 名检验员(A 、B 、C ),分别对 6 组样品进行判断,每人对每个样品测量两轮。
小盒商标 错位测量初始数据见表 1(其他测量初始数据略)。
表1 小盒商标错位测量初始数据检验员A 检验员B 检验员C 样本 编号 已知属性 第1次 第2次 第1次 第2次 第1次 第2次1 √ √ × √ × × √2 √ × × × × × √3 √ √ √ √ √ √ √4 × × × × × × √5 √ √ √ √ √ √ √6 √ √ √ √ √ √ √7 √ √ √ √ √ √ √8 √ × × √ √ × √9 √ √ √ √ √ √ √ 10 × × × √ × √ × 11 √ √ √ √ √ √ √ 12 √ √ √ √ √ √ √ 13 √ × × √ √ √ √ 14 × × × × × × × 15 √ √ √ √ √ √ √ 16 √ √ √ √ √ × √ 17 √ × × × √ √ × 18 × × × × × × × 19 √ × × √ √ √ √ 20√√√√√√√注:合格为“√”,不合格为“×”。
2.1.1 一致性分析结果由表 2 可知,除接装纸粘贴不齐、烟支刺破测量系统的整体一致性比率和k 符合要求,测量系统合格 外,其他4 个测量系统的整体一致性比率或k 不符合要求,测量系统不合格,需改进以保证测量数据的准 确可靠。
表2 6个计数型测量系统一致性分析结果测量指标 检验员 检验员自身一 致性比率/%检验员与标准 一致性比率/%检验员之间一 致性比率/%整体一致性 比率/%卡帕值 (k )测量系统判断A 95.0 95.0B 100.0 100.0 接装纸粘 贴不齐C 95.0 95.0 95.095. 00.97合格A100.0 100.0 B 95.0 95.0 烟支刺破C 95.0 95.0 95.095.00.97合格A90.0 80.0 B 100.0 100.0 烟支缩头C100.0 100.0 80.080.00.90不合格A 100.0 100.0B 65.0 65.0 小盒拉 线错位C 90.0 85.0 65.065.00.73不合格A 95.0 70.0B 85.0 80.0 小盒商 标错位C 65.0 65.0 55.055.00.52不合格A 95.0 95.0 硬盒斜 角露底B85.075.065.065.0.0.76不合格C 95.0 85.02.1.2 通用方法分析结果由表 3 可以看出,除接装纸粘贴不齐、烟支刺破测量系统外,其他 4 个测量系统在漏判率、误判率方 面存在较多问题,需要改进。
由表 3还可以看出,检验员的误判率明显高于漏判率,误判率高是导致测量 系统有效性降低的主要因素。
检验员为防止不合格产品流入市场,对一些缺陷指标的判定可能会高于标准 要求,但这种做法不利于保证测量系统的有效性。
表3 6个计数型测量系统通用方法分析结果 测量指标 检验员 漏判率/% 误判率/% A 0 5.0 B 0 0 接装纸粘 贴不齐 C 0 5.0 A 0 0 B 0 5.0 烟支刺破C 0 5.0 A 0 30.0 B 0 0 烟支缩头C 0 0 A 0 0 B 0 19.4 小盒拉 线错位 C 0 11.1 A 0 34.4 B 12.5 12.5 小盒商 标错位 C 25.0 15.6 A 6.3 0 B 12.5 20.8 硬盒斜 角露底C31.32.2 测量系统改进根据上述分析结果,从人、机、料、法、环 5 个角度,分析烟支缩头、小盒拉线错位、小盒商标错位、 硬盒斜角露底 4 个测量系统一致性较差,误判率、漏判率较高的主要原因,制定了改进计划(表 4)并予 以实施。