TTP制程与工作站管理系统
MPS管理系统

工业机器人工作站系统集成

工业机器人工作站系统集成工业机器人工作站系统集成随着工业自动化技术的不断发展和进步,工业机器人在生产制造领域中的应用越来越广泛,已经成为提高生产效率和降低生产成本的重要手段。
但是,工业机器人的应用不仅仅需要高精度、高速度的机械结构,而且还需要系统集成来确保机器人能够正常工作和稳定运行。
因此,在工业机器人应用中,系统集成成为一个至关重要的环节。
一、工业机器人工作站的概念工业机器人工作站系统是和工业机器人配套使用的,由人机交互界面、安全控制系统、程序编辑软件、机器人控制器、力传感器和视觉系统等组成的系统。
工业机器人工作站的主要作用是控制和监控工业机器人的工作状态,完成程序编辑、操作控制和数据处理等功能,为工业机器人的正常工作提供保障。
二、工业机器人工作站系统集成的目的工业机器人工作站系统集成所要达成的目的主要有:1、提高工作效率:工业机器人工作站系统采用先进的编程技术,可以通过编程来实现工业机器人的自动化控制,大大提高了生产效率。
2、提高生产精度:工业机器人工作站系统的高精度编程技术可以保证机器人在生产过程中的准确度和稳定性,减少了生产误差和生产浪费。
3、提高生产安全:工业机器人工作站系统集成中的安全控制系统可以对机器人的运动轨迹进行安全检测和监控,确保机器人在进行生产任务时能够保证员工的安全。
4、降低生产成本:工业机器人工作站系统集成可以通过编程来控制机器人完成各种生产任务,节约了人力成本和机器运行成本,降低了生产成本。
三、工业机器人工作站系统集成的建设流程1、需求分析:根据生产制造领域的实际需求,通过沟通、咨询和调研等手段,了解客户对工业机器人工作站的具体需求和要求,制定相应的系统集成方案。
2、系统设计:根据需求分析得出的结果,对整个系统进行系统设计和结构布置,包括机器人工作站的软硬件结构、控制系统和人机交互界面等方面。
3、系统建设:按照系统设计方案进行实际的系统建设工作,包括硬件设备的选购和安装、软件系统的编制和安装、控制系统的测试和调试等。
TIPTOP GP5.30-制程与工作站管理
工单制程 明细数据维护 aeci710 工单check in asft710
NO
转嫁效率数据 asft710
当站下线维护 asft700
工单转出 asft700
制程PQC aqct650 Hold release asft720 工单完工入库 asft620
工单制程 数量状态查询 aecq700 制程移转下站
TA143046801 506170602600R-A说明书(312P) 106000132 157G紫兴双面铜版纸 工艺段:封面 102000112 70G晨鸣云镜全木浆双胶纸 工艺段:内文一 102000112 70G晨鸣云镜全木浆双胶纸 工艺段:内文一
19-J224B C/RVL-USZ-1 说明书周转箱
产品工艺(说明书)
*工艺段:工序的集合,主要功能是体现工序集间关系, 没有任何属性,不能报工。 *工序:一个工艺段内作业的先后顺序,具有多种属性,可报工。
制程具有分段发料功能 A产品制程
射出 发料 B C
检包
印刷 发料 D
喷漆 发料 E
包装
于BOM 定义 下阶备料属于 何作业编号
13
***提供完整制程数量状态查询 良品转入/重工转入 良品转出/重工转出 当站报废/当站下线/Bonus量 委外加工量/委外完工量 Check in 量/盘点量/WIP量
18
A
委外制程转采购单 asfp700
委外采购单 apmt590 委外收货 apmt200
yes 检验否 no
生产日报表 asft700 委外入库单 apmt730 Card 管理流程图
工单维护 asfi301 工单制程追踪维护 aeci700 工单制程 明细数据维护 aeci710
3C电子行业常用专业术语
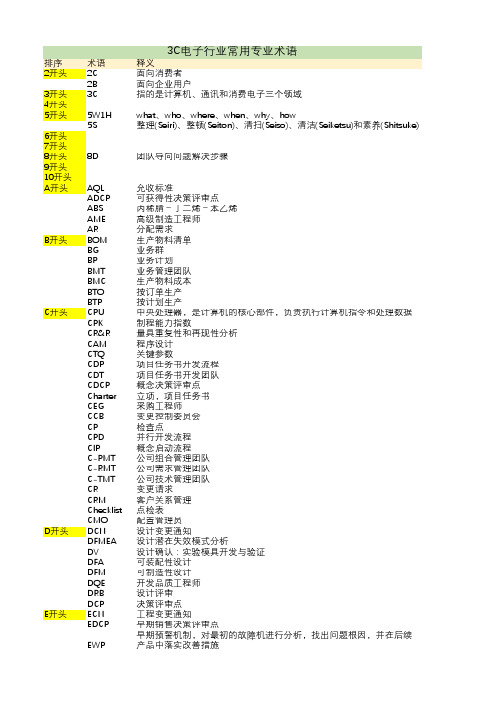
排序术语释义2开头2C面向消费者2B面向企业用户3开头3C指的是计算机、通讯和消费电子三个领域4开头5开头5W1H what、who、where、when、why、how5S整理(Seiri)、整顿(Seiton)、清扫(Seiso)、清洁(Seiketsu)和素养(Shitsuke) 6开头7开头8开头8D团队导向问题解决步骤9开头10开头A开头AQL允收标准ADCP可获得性决策评审点ABS丙稀腈-丁二烯-苯乙烯AME高级制造工程师AR分配需求B开头BOM生产物料清单BG业务群BP业务计划BMT业务管理团队BMC生产物料成本BTO按订单生产BTP按计划生产C开头CPU中央处理器,是计算机的核心部件,负责执行计算机指令和处理数据CPK制程能力指数CR&R量具重复性和再现性分析CAM程序设计CTQ关键参数CDP项目任务书开发流程CDT项目任务书开发团队CDCP概念决策评审点Charter立项,项目任务书CEG采购工程师CCB变更控制委员会CP检查点CPD并行开发流程CIP概念启动流程C-PMT公司组合管理团队C-RMT公司需求管理团队C-TMT公司技术管理团队CR变更请求CRM客户关系管理Checklist点检表CMO配置管理员D开头DCN设计变更通知DFMEA设计潜在失效模式分析DV设计确认:实验模具开发与验证DFA可装配性设计DFM可制造性设计DQE开发品质工程师DRB设计评审DCP决策评审点E开头ECN工程变更通知EDCP早期销售决策评审点EWP 早期预警机制,对最初的故障机进行分析,找出问题根因,并在后续产品中落实改善措施3C电子行业常用专业术语EC工程变更EAN国际物品编码协会制定的一种商品用条码ESI供应商早期介入研发,前期评审EMS电子制造服务工厂E2E端到端EOL/EE生命周期结束EMT经营管理团队EOM停止销售EOP停止生产EOS停止服务与支持EOU易用性EOLDCP生命周期终止决策评审点F开头FPI首件检查FAI全尺寸报告Flow Chart工艺流程图FFR故障反馈率FOT结构件开模首次测试FPM氟橡胶FPDT PDT核心组财务成员FAN财务分析FGI成品库存FAQ常见问题解答FT功能测试G开头GPU图形处理器,是一种专门用于处理图形和影像计算的处理器GA一般/通用可获得性GP毛利润GDCP一般可获得性决策评审H开头HQA硬件质量工程师I开头IQC进料质量管理IPQC制程质量管理IE工业工程IPMT集成产品管理团队IPD集成产品开发IPR知识产权IPMT高层决策团队IRB投资评审委员会ITMT集成技术管理团队ITR从问题到解决IR初始需求IRR内部收益率ISC集成供应链ISOP集成战略与运营流IFS集成财务系统J开头JDM联合设计开发K开头Kickoff开工会KPI关键绩效指标L开头LV小批量量产,生产爬坡LMT生命周期管理团队LPDT产品开发管理团队经理LDCP生命周期决策评审点LPMT组合管理团队经理M开头MSL湿度敏感等级MD结构工程师MP正式量产MQE物料质量工程师MQ硅胶MOT关键时刻MP市场规划MM市场管理MBI以市场为导向的创新N开头NPS市场舆情,保修期内故障总量占其在保量的比例NRE一次工程费用NPI新产品导入NPD新产品开发NLS本地语言支持O开头OQC出货质量管理ORT测试持续可靠性测试ODM原始设计制造,从设计到生产一手包办OEM代工生产Offering产品型号,项目名称OSG项目交付会议OR产品包需求P开头PCB印制电路板PCN供应商产品变更通知PCBA装配 印制电路板PCR计划变更申请PV产品确认:量产模具开发、验证及承认PR产品准备:小批量试产PM项目管理/项目经理PE制工PFMEA过程潜在失效模式及影响分析POP出货包装指导书PMT项目决策团队PDT产品开发团队PRT产品预研团队PMBOK项目管理知识体系PMI美国项目管理协会PMOP变革项目管理运作流程PTIM产品技术创新管理P&L盈亏PA项目助理PDC组合决策标准PDP产品集成开发流程PDCP计划决策评审点PQA全程质量检测认证PDCA plan(计划)、do(执行)、check(检查)和act(修正)PACE产品及周期优化法PBC个人绩效承诺PDM产品数据管理PLM产品生命周期管理PM项目管理或产品经理PRPM预研项目经理PE聚乙烯PP聚丙烯PVC聚氯乙烯PMMA聚甲基丙烯酸甲酯(亚克力)PA共聚酰胺(尼龙)POM共聚甲醛(赛钢)PC聚碳酸酯PC+GF聚碳酸酯+玻纤PC+ABS聚碳酸酯+丙稀腈-丁二烯-苯乙烯Q开头QC质量管理QA质量保证QCP质量控制计划QSG快速指南QMS质量管理体系R开头RAM随机存取存储器,用于临时存储运行中的程序和数据ROM只读存储器,常用于存储固化的程序和数据RoHS危害物质禁用指令RFP招标文件,要求供应商做出官方回应,或提供报价RFI信息邀请书,意在收集多个供应商的能力RAT需求汇报,由规划/产品经理/GTM发起RMT需求管理团队RDPDT PDT核心组研发成员RDPM研发项目管理RMO风险管理员RM需求管理S开头SSD固态硬盘,是一种使用闪存存储技术的高速存储设备SMT表面贴装技术SOP标准操作流程SOW采购说明书SIP标准检验流程SQE供应商质量管理SR/SI出货验证:导入量产后前1-3 批的生产阶段SR系统需求SE系统工程师SDV系统设计验证SP战略规划SPT战略规划团队SVT系统验证测试SKU库存量单位编码SPDT超级产品开发团队T开头TMG技术管理组TQC供应商技术&品质管理TTV交付是一种衡量产品或服务快速交付和实现 价值的指标,它表示从用户购买产品或服务到能实现期望价值 所经历的时间TTM产品从立项到首次上市时间TTP产品从立项到盈亏平衡时间TPE热塑性弹性体TPU热塑性聚氨酯TDCP临时决策评审TDP技术开发流程TDT/TPT技术开发团队TMG技术管理组TMT技术管理团队TMS技术管理体系TPD技术与开发平台TR技术评审TRT技术研究团队TE测试工程师TPM全面质量管理TLC技术生命周期U开头UCD以用户为中心的设计V开头V3第一次正式试制组装验证V4第二次正式试制组装验证VN1向自制进行NPI导出验证VN2向量产EMS厂进行NPI导出验证W开头WBS工作分解结构WWPMM全球项目管理方法X开头XR各种评审。
TIPTOP 工艺与工作站(全)

➢ 主制程 ➢ 副制程
提供个别独立的制程的时间数据
提供制程的变更管理
➢ 有效期间 ➢ 料件版本(工程变异版本)
具有产品制程复制功能
提供制程前置时间累积计算
➢ 可选择自动更新料品基本文件的制造前置时 间
提供对每一生产作业制定「损耗率」 提供不同的工作性质区分之工作站
➢ 人工产能工作站 ➢ 机器产能工作站 ➢ 厂外加工工作站
(6.4.3)、产品工艺资料维护aeci100
【作业目的】 录入标准工艺数据,以利于工单开立时, 自动生成工单工艺。
【作业时机】 在工单开立之前,料件的工艺步骤已制定 好,作业编号和工作中心等基本资料已 建立好后即可维护
(6.5.1)、单元工时资料维护aeci010
作业下的细项数据
工作中心 (有隶属部门)
作业 数据维护 aeci620
留置原因 维护
aeci030
作业数据 描述说明维护
aeci625
产品制程数据维护 aeci100
B
B
产品制程 单元数据维护
aeci102
制程资料 作业说明维护
aeci612
制程资料 维护
aeci610
工单制程 追踪维护 aeci700
料件基本数据 生管数据维护
aimi104
[产生] [维护]
S 工作站 成本维护 aeci601
Start
员工应投入 工时维护 aeci651
工作中心 工作历维护
aห้องสมุดไป่ตู้ci800
工作中心 数据维护 aeci600
单元工时 数据维护 aeci010
型态 判别
Y
厂内∕厂外加工成本维护 aeci602
工业机器人工作站系统集成课件

• 工业机器人工作站系统集成概述 • 工业机器人工作站系统集成技术 • 工业机器人工作站系统集成案例分
析
• 工业机器人工作站系统集成发展趋 势与挑战
• 工业机器人工作站系统集成实践与 操作
01
工业机器人工作站系统集成概述
定义与特点
定义
工业机器人工作站系统集成是将 机器人工作站中的各个组成部分 进行优化组合,形成一个高效、 稳定、可靠的整体系统。
物流行业应用案例
总结词
物流行业是工业机器人工作站系统集成的另一个应用领域,主要用于自动化仓库管理、 货物搬运等工作。
详细描述
在物流行业中,工业机器人工作站系统集成可以实现高效、高精度的自动化搬运。例如 ,在自动化仓库管理中,机器人可以快速、准确地完成货物的上架、下架、分拣等工作 ,提高仓库管理效率和货物处理速度。在货物搬运中,机器人可以快速、准确地完成货
04
工业机器人工作站系统集成发展 趋势与挑战
技术发展趋势
智能化
随着人工智能技术的不断发展,工业机器人工作站系统集成将更 加智能化,能够自主完成更复杂的任务,提高生产效率。
模块化
为了便于维护和升级,工业机器人工作站系统集成将趋向于模块化 设计,不同功能模块可灵活组合,满足不同生产需求。
集成化
随着工业物联网的普及,工业机器人工作站系统集成将更加注重与 其他生产系统的集成,实现数据共享和协同作业。
THANKS
感谢观看
1 2 3
技术标准不统一
目前工业机器人工作站系统集成缺乏统一的技术 标准,导致不同厂商之间的产品互通性差,增加 了集成的难度。
安全问题
随着工业机器人工作站系统集成的智能化程度提 高,网络安全问题日益突出,需要加强安全防护 措施。
工业机器人工作站系统集成课程总结

工业机器人工作站系统集成课程总结工业机器人工作站系统集成课程总结前言在如今高度自动化和智能化的工业环境下,工业机器人的运用已经成为生产线上的重要环节。
为了更好地应对这一需求,学习和掌握工业机器人工作站系统集成课程已经变得尤为重要。
本文总结了我作为一名资深创作者在这门课程中的所思所悟,希望能对大家提供一些参考和帮助。
正文在工业机器人工作站系统集成课程中,我学到了以下几个重要的内容:1.工业机器人基础知识–了解工业机器人的发展历程和应用领域;–掌握工业机器人的基本结构和工作原理;–学习了如何选择适合的工业机器人。
2.工作站系统集成–学习了工业机器人和工作站之间的连接方式和通信协议;–掌握了工业机器人与其他设备(如传感器、视觉系统等)的集成方法;–熟悉了工作站系统的配置和调试过程。
3.安全与维护–学习了工业机器人的安全操作规范和事故应急预案;–掌握了机器人系统的维护和故障排除方法;–了解了工业机器人的日常保养和维修。
4.实践项目–通过课程中的实践项目,我深入了解了工业机器人系统集成的实际应用;–在实践中,我不仅巩固了理论知识,还培养了项目管理和解决问题的能力;–实践项目对我的职业发展起到了积极的推动作用。
结尾通过工业机器人工作站系统集成课程,我对工业机器人及其集成流程有了更全面的了解。
这门课程培养了我对工业机器人系统的设计、部署和维护的能力,为我的职业发展打下了坚实的基础。
我相信,通过持续学习和实践,我将能在工业自动化领域发挥出更大的潜力。
希望我的总结对所有学习和探索工业机器人的人有所帮助。
心得体会通过学习工业机器人工作站系统集成课程,我深刻认识到工业机器人在现代生产中的重要性和应用广泛性。
掌握工业机器人工作站系统集成的技能,不仅可以提高生产效率和质量,还能为企业创造更大的经济效益。
同时,工业机器人的应用也为人们提供了更安全、便捷和舒适的工作环境。
在这门课程中,我不仅仅是学习理论知识,更重要的是通过实践项目锻炼了自己的动手能力和解决问题的能力。
TTP总线在分布式飞控计算机系统中的应用

TTP总线在分布式飞控计算机系统中的应用作者:刘帅马小博程俊强来源:《无线互联科技》2020年第07期摘; ;要:TTP总线具有高确定性、低时延、容错支持等优点,在构建有硬实时需求的安全关键分布式容错系统中有较大优势。
文章简要总结了飞控计算机系统对系统总线的需求,介绍了TTP总线分布式时钟同步与确定性通信技术,分析了TTP总线容错特性与安全性,设计了基于TTP总线的三余度分布式飞控计算机系统,测试验证了系统中的TTP总线同步精度、通信延迟与抖动、TTP总线对飞控功能的支持等,能够满足飞控计算机系统的通信需求。
关键词:时间触发协议;分布式;飞控计算机;容错时间触发协议(Time-Triggered Protocol,TTP)是一种用于分布式容错实时系统实时通信的总线协议[1]。
TTP总线采用时分多路访问的方式进行总线访问与数据传输。
时钟同步机制是实现时间触发通信的基础,TTP总线控制器通过周期性运行时间同步算法,使TTP总线上所有节点的时间统一在全局时间同步精度基准内,亚微秒级的时钟同步精度可为实时控制系统中的数据传输提供实时性和确定性支持。
TTP总线在构建有硬实时需求的安全关键分布式容错系统中有较大优势,同时,其低成本特性也极具竞争性。
目前,TTP总线已应用于波音787环控系统、空客A380舱压控制系统、庞巴迪C系列支线客机电传飞控系统等先进飞机的实时控制系统[2],并在其他先进飞机实时控制系统、汽车、工业控制领域也得到了广泛应用。
1; ; 飞控计算机系统总线需求概述飞控系统作为高安全性的强实时系统,对系统总线通信实时性、可靠性与故障隔离性等方面均有特定需求。
主要如下:(1)强实时性。
飞控系统要求系统总线通信延迟低、抖动小,具有实时确定性通信能力,以保证飞控系统的紧闭环控制。
(2)高可靠性。
飞控系统要求系统总线能够支持多余度容错配置和管理,以满足系统余度设计要求,并提供故障容错能力,具有高可靠性。
工业机器人工作站系统集成

用于控制机器人的运动轨迹、 姿态和速度,实现精确的位置
控制和轨迹跟踪。
运动学建模
通过建立机器人的运动学模型 ,实现对机器人末端执行器的 位置和姿态的精确计算和控制 。
动力学建模
基于机器人的动力学模型,实 现对机器人运动过程中的力矩 和动态特性的控制。
路径规划
根据实际需求,规划机器人的 运动轨迹,实现自动化作业。
3
新兴应用领域拓展
随着工业机器人工作站系统集成技术的不断发展, 新的应用领域将不断涌现,为企业带来新的发展 机遇。
感谢您的观看
THANKS
特点
具有高效、精准、可靠、可编程 等优点,能够大幅提高生产效率 和产品质量,降低生产成本和人 力成本。
工作站系统的应用领域
汽车制造
用于焊接、涂装、装配 等工艺流程,提高生产
自动化水平。
电子制造
用于装配、检测、包装 等环节,提高生产效率
及产品质量。
食品加工
用于包装、码垛、搬运 等环节,提高生产效率
及卫生安全。
集成化
随着工业物联网的普及,工业机器人工作站系统集成将更 加集成化,实现机器人与周边设备和系统的无缝对接,提 高生产协同效率。
市场发展前景
市场规模持续扩大
随着工业自动化程度的不断提高,工业机器人工作站系统集成的 市场规模将持续扩大,应用领域也将不断拓展。
技术创新推动市场发展
新的技术趋势将不断涌现,为工业机器人工作站系统集成带来更多 可能性,进一步推动市场发展。
工业机器人工作站系统集成
目录
• 工业机器人工作站系统集成概述 • 工业机器人工作站系统集成流程 • 工业机器人工作站系统集成技术 • 工业机器人工作站系统集成案例分析 • 工业机器人工作站系统集成发展趋势与展
临床药师工作站智能化管理系统及方法

临床药师工作站智能化管理系统及方法在医疗领域,临床药师的工作对于患者的治疗效果和用药安全起着至关重要的作用。
随着信息技术的不断发展,临床药师工作站智能化管理系统应运而生,为临床药师的工作带来了更高的效率和更精准的服务。
一、临床药师工作站智能化管理系统的重要性在传统的医疗模式中,临床药师往往需要花费大量的时间和精力来处理各种药品信息、患者用药记录以及与医生和患者的沟通协调。
这不仅工作效率低下,而且容易出现人为的错误和疏漏。
而智能化管理系统的出现,能够有效地解决这些问题。
首先,它能够实现药品信息的快速准确查询和管理。
临床药师可以通过系统轻松获取药品的规格、剂量、用法、不良反应等详细信息,为患者提供更加专业和准确的用药指导。
其次,智能化管理系统能够对患者的用药情况进行全程跟踪和监测。
实时了解患者的用药依从性、药物相互作用以及可能出现的不良反应,及时调整用药方案,保障患者的用药安全。
此外,系统还能够促进临床药师与医生、护士等医疗团队成员之间的沟通与协作。
通过信息共享和交流平台,各方能够更加紧密地配合,共同为患者的治疗服务。
二、智能化管理系统的功能模块1、药品信息管理模块这一模块涵盖了丰富的药品数据库,包括药品的基本信息、药理作用、药代动力学参数、临床应用指南等。
临床药师可以通过关键词搜索、分类筛选等方式快速找到所需的药品信息,并能及时更新和维护数据库,确保信息的准确性和时效性。
2、患者用药管理模块该模块能够记录患者的基本信息、诊断结果、用药历史以及当前的用药方案。
系统会自动对患者的用药情况进行分析,提示可能存在的用药风险,如药物过敏、药物相互作用等。
同时,临床药师可以通过这一模块对患者进行用药教育和随访,提高患者的用药依从性。
3、医嘱审核模块临床药师可以在系统中对医生开具的医嘱进行审核。
系统会根据预设的规则和标准,对医嘱中的药品选择、剂量、用法、疗程等进行评估,发现不合理的地方及时与医生沟通并提出修改建议,从而确保医嘱的合理性和安全性。
工业机器人工作站系统集成

工业机器人工作站系统集成在当今制造业的舞台上,工业机器人工作站系统集成正发挥着日益关键的作用。
它就像是一个精心编排的交响乐团,将机器人、控制器、周边设备等各种元素巧妙地组合在一起,共同奏响高效生产的乐章。
工业机器人工作站系统集成是什么呢?简单来说,它是将工业机器人与相关的设备、工具、传感器以及控制系统进行整合,构建一个能够协同工作、完成特定生产任务的整体解决方案。
这个过程可不是简单地把各种部件拼凑在一起,而是需要深入理解生产需求,精心设计系统架构,精确调试参数,以确保整个工作站能够稳定、高效地运行。
想象一下,在一个汽车生产车间里,工业机器人正在忙碌地工作。
有的机器人负责焊接车身,有的负责喷漆,还有的负责装配零部件。
这些机器人并不是孤立存在的,它们在一个集成的系统中相互配合,遵循着精确的指令和流程,有条不紊地完成着各自的任务。
这就是工业机器人工作站系统集成的一个生动例子。
要实现一个成功的工业机器人工作站系统集成,首先得明确生产任务和目标。
这就好比盖房子之前要先知道要盖什么样的房子,是别墅、公寓还是写字楼。
只有清楚了需求,才能选择合适的机器人类型、规格和性能参数。
比如说,如果是需要进行精细的电子元件装配,可能就需要精度高、动作灵活的小型机器人;而如果是要搬运重物,那就得选用承载能力强、力量大的大型机器人。
接下来,就是选择合适的周边设备和工具。
这包括夹具、喷枪、焊枪、传送带等等。
这些设备的选择要与机器人的动作和功能相匹配,同时还要考虑到生产线上的物料流动、空间布局等因素。
就像给机器人配备了合适的“武器”,让它们能够在生产过程中发挥最大的作用。
控制系统就像是整个工作站的大脑,负责指挥机器人和周边设备的动作。
一个优秀的控制系统能够实现精确的运动控制、协调各个设备之间的工作顺序、处理各种传感器的信号,并且能够根据生产情况进行实时调整和优化。
它要具备强大的计算能力、稳定的性能和友好的人机界面,方便操作人员进行监控和管理。
TTP总线在分布式飞控计算机系统中的应用

TTP总线在分布式飞控计算机系统中的应用
TTP(Time-Triggered Protocol)总线是一种基于时间触发的通信协议,广泛应用于分布式飞控计算机系统中。
分布式飞控计算机系统是指把飞机上的控制和管理功能分布到不同的计算机组件上,以实现更高效和可靠的飞行控制。
TTP总线采用串行通信方式,通过共享总线的方式连接各个计算机组件,包括飞行控制计算机、电力控制计算机、载荷管理计算机等。
TTP总线能提供高带宽、实时性和可靠性的通信,确保各个计算机组件之间的正确同步和数据共享。
1. 数据交换和同步:TTP总线可以实现不同计算机组件之间的实时数据交换和同步。
飞行控制计算机可以向电力控制计算机发送飞行姿态和引擎参数等数据,以实现对飞机的控制和管理。
2. 任务调度和优先级管理:TTP总线支持基于时间触发的任务调度和优先级管理。
各个计算机组件可以在固定的时间间隔内进行数据传输和处理,以确保飞行控制系统的实时性和稳定性。
3. 故障检测和容错机制:TTP总线具有故障检测和容错机制,可以检测和处理传输过程中的错误和故障。
当发生总线冲突或数据丢失时,TTP总线可以自动进行错误检测和纠正,以确保数据的可靠传输和处理。
4. 系统扩展和可靠性增强:分布式飞控计算机系统可以通过增加更多的计算机组件来扩展系统功能。
TTP总线可以支持系统的动态扩展,通过增加新的计算机组件,实现更复杂的飞行控制和管理任务。
TTP总线在分布式飞控计算机系统中的应用可以提高飞行控制系统的实时性、可靠性和可扩展性,确保飞机的安全和稳定飞行。
在未来,随着飞控系统的进一步发展,TTP总线将会得到更广泛的应用,为飞行控制技术的发展做出更大的贡献。
TTP总线在分布式飞控计算机系统中的应用

TTP总线在分布式飞控计算机系统中的应用TTP总线(Time-Triggered Protocol,时间触发协议)是一种用于高可靠性实时数据传输的通信协议,适用于分布式飞控计算机系统。
在这篇文章中,我们将探讨TTP总线在分布式飞控计算机系统中的应用。
分布式飞控计算机系统是由多个计算机节点组成的系统,每个节点负责执行特定的任务,并通过TTP总线进行通信和协调。
TTP总线提供了可靠的数据传输和时间同步机制,以确保系统的实时性、可靠性和冗余性。
首先,TTP总线提供了高可靠性的数据传输机制。
在分布式飞控计算机系统中,各个计算机节点之间需要进行大量的数据传输,如姿态、位置、速度等信息。
TTP总线通过使用冗余传输路径、数据重复传输和错误检测机制,确保数据传输的可靠性。
当一条传输路径出现故障时,TTP总线可以自动切换到另一条路径进行数据传输,从而避免数据丢失或传输错误。
其次,TTP总线提供了时间同步机制。
在分布式飞控计算机系统中,各个计算机节点之间需要保持时间同步,以确保数据的一致性和协调性。
TTP总线通过定期广播时钟同步信息,并要求每个计算机节点调整自己的本地时钟,以保持与总线时钟的同步。
这种时间同步机制能够确保分布式飞控计算机系统中的各个节点在相同的时间点执行任务,从而提高系统的实时性。
此外,TTP总线还支持冗余性和容错机制。
在分布式飞控计算机系统中,各个计算机节点可能存在故障或错误,这可能导致系统的功能受损或数据丢失。
TTP总线通过多路径冗余传输、错误检测和纠正机制,可以检测和修复传输中的错误,保持系统的可靠性和冗余性。
当一个计算机节点发生错误时,TTP总线可以自动切换到备用节点上,从而确保系统的正常运行。
最后,TTP总线还具有可扩展性和灵活性。
在分布式飞控计算机系统中,节点的数量可能会随着任务的增加而增加,TTP总线可以轻松支持系统的扩展。
此外,TTP总线还可以与其他通信协议和设备进行集成,从而实现与其他系统和设备之间的数据交互和协作。
TTP总线在分布式飞控计算机系统中的应用

TTP总线在分布式飞控计算机系统中的应用TTP总线(Time-Triggered Protocol)是一种用于分布式飞控计算机系统中的通信协议,它可以确保系统中多个节点之间的数据传输具有严格的时间同步性和可靠性。
在分布式飞控计算机系统中,TTP总线的应用可以提高系统的稳定性和可靠性,确保飞行器在复杂环境中的安全飞行。
本文将对TTP总线在分布式飞控计算机系统中的应用进行详细介绍,并探讨其在飞行器设计中的重要性。
一、TTP总线技术的基本原理TTP总线技术是一种基于时间触发的通信协议,它可以确保系统中所有节点之间的数据传输具有严格的时间同步性。
TTP总线使用了时间划分多路访问(TDMA)的技术,将系统中的时间分割成固定长度的时间片,每个节点在自己的时间片中发送和接收数据。
这种严格的时间同步性可以避免数据冲突和丢失,从而提高了通信的可靠性。
TTP总线还具有自适应时延和容错机制。
它可以根据系统负载的变化自适应地调整时间片的长度,确保系统在不同负载下依然能够正常工作。
TTP总线还具有严格的容错机制,当出现节点故障或通信异常时,可以通过冗余节点和错误检测纠正技术来确保系统的稳定性和可靠性。
1. 数据通信在分布式飞控计算机系统中,各个节点之间需要频繁地进行数据交换和通信。
TTP总线提供了可靠的数据传输通道,确保飞行器各个部件之间的数据交换具有严格的时间同步性和可靠性。
通过TTP总线,飞控计算机系统可以实现高效的数据通信,减少了通信延迟和数据冲突,提高了系统的实时性和响应速度。
2. 系统同步飞控计算机系统中的各个节点需要保持严格的时间同步,以确保系统能够在不同环境和工作负载下正常运行。
TTP总线可以提供可靠的时间同步机制,确保系统中的各个节点具有相同的时间基准,并能够在规定的时间间隔内进行数据交换和通信。
这种严格的时间同步性可以确保系统的稳定性和可靠性,提高了飞行器的飞行安全性。
3. 容错机制三、TTP总线在飞控系统设计中的重要性1. 提高系统的稳定性和可靠性2. 提高系统的实时性和响应速度飞行器的飞行过程中需要及时响应不同环境的变化,包括气候、风速、地形等。
TSC TTP-225 TTP-323 Series 使用手冊说明书
目錄版權聲明 (i)1. 產品介紹 (ii)1.1印表機簡介 ...................................................................................................... i i1.2安規規範.......................................................................................................... i i2. 入門 (1)2.1拆封及檢查 (1)2.2印表機組件 (2)2.2.1外觀 (2)2.2.2 內部 (3)2.2.3 後部 (2)3. 安裝 (3)3.1安裝印表機 (3)3.2安裝標籤 (3)3.2.1安裝標籤 (3)3.2.2剝紙模式裝紙(選配) (6)3.2.3 裁刀模式裝紙(選配) (7)3.2.4 安裝厚紙(紙張厚度0.19 mm) (9)3.3 安裝碳帶 (10)3.4印表機診斷工具(Diagnostic Tool) (12)3.4.1 啟用Diagnostic Tool工具程式 (12)3.4.2印表機組態設定(感應器校正、設定乙太網路、設定印表機RTC時間參數.........).. (13)3.5用印表機診斷工具(Diagnostic Tool)設定乙太網路(選配) (14)3.5.1經由USB介面設定 (14)3.5.2 經由Ethernet介面設定 (15)3.6安裝SD記憶卡 (17)3.7利用印表機USB Host介面功能連接USB介面鍵盤的使用方式(工廠選配) (18)4. LED指示燈及按鍵功能 (19)4.1 LED指示燈 (19)4.2一般按鍵功能 (19)4.3開機功能 (19)4.3.1間隙/黑標感應器偵測 (20)4.3.2間隙/黑標感應器偵測;列印自測值並進入除錯模式 (20)4.3.3印表機初始化 (24)4.3.4選用並校正黑標感應器 (25)4.3.5選用校正間隙感應器 (25)4.3.6跳過AUTO.BAS程式 (26)5. 故障排除 (27)5.1 LED指示燈狀態 (27)5.2列印品質 (28)5.3 LCD螢幕顯示訊息(工廠選配) (29)6. 保養 (30)更新記錄 (32)版權聲明本文件所收錄之資訊如有更動本公司不再另行通知。
VM示范工程详解

VM——TTP工程建模示范现在将我建立的TTP工程做一些示范性的操作给大家,(先建设备再布管),不太熟练的可以照着这些步骤走一遍,大家互相交流下,多多练习~!首先点击桌面Run PDMS选择下面的登陆方式:登陆到下面窗口选择design——equipment进入设备建模建一个site(注意新的site在左边目录中的位置),自己命名,purpose的定义在settings 里面设定(如下图)和site的purpose相关联,你也可以不设,直接默认为unset)接下来建立equipment(注意要点击一下你刚刚建立的zone,在它的下面建立equip.一种从属关系,其中Wrt(with respect to)是归属于哪个上一层目录,建好之后就天然的连在一起)然后我们建立primitives(一台设备就是由各种primitives搭积木一样的堆积起来的)Create选solid(实体),然后选不同的type,这里我们先建离心泵的电动机的主体,type 选择cylinder建一个圆柱(Z-Axis的方向可选)接下来建立一个dish,如果position没有更改,它的设备原点位置就跟cylinder重合(按F8察看设备线型),点击modify图标,右键点击设备整体对其进行编辑(如图)翻转移动到合适的位置(如图)然后我们建一个pyramid,(方法同上)调整到合适的位置就OK了然后对刚刚建的pyramid进行旋转copy设置好参数后点击Apply,弹出对话框继续点击yes就okay了(这时你可以看到左边目录出现了很多copy后的东东)接下来建电动机的吊码(两个半圆环,每一个torus的angle只能是-180~180之间)circular torus两个半圆组合在一起之后按ctrl选中两个一起移动到一个合适的位置(最好删除掉一个pyramid腾出一点空间来好安放吊码)接着建线盒(一个box就okay了),调整好它的位置。
gmp计算机化系统分类
gmp计算机化系统分类GMP,即Good Manufacturing Practice,是指药品生产质量管理规范,其目的是确保生产过程中药品的质量、安全性和有效性。
随着信息技术的发展,越来越多的制药企业将GMP管理与计算机化系统相结合,以提高生产效率,降低错误率,确保药品质量。
根据其应用范围和功能特点,GMP计算机化系统可以分为以下几类:一、质量管理系统类1.电子记录管理系统(ERM):ERM是用来管理生产数据、文件和记录的系统,可以代替传统的纸质记录,便于管理和审计。
它能够确保数据的完整性、真实性和可追溯性,是GMP中必不可少的一环。
2.文档管理系统(DMS):DMS用来管理各类GMP文件和文档,包括质量手册、SOP等,可以确保员工随时获得最新的文件版本,避免使用过期文件导致的问题。
3.培训管理系统(TMS):TMS帮助制药企业管理员工的培训计划和记录,确保员工了解并遵守GMP标准,提高生产过程中的合规性和质量水平。
二、生产过程管理类1.生产执行系统(MES):MES用来管理生产现场的各个环节,包括原料配方、生产计划、生产过程监控等,能够实时反馈生产情况并优化生产流程,提高生产效率和质量稳定性。
2.装备管理系统(EMS):EMS用来管理生产设备的运行情况和维护记录,包括设备参数、维护计划等,能够确保设备正常运行,提高生产设备的利用率和寿命。
三、质量控制类1.实验室信息管理系统(LIMS):LIMS用来管理实验室的各类信息,包括样品信息、分析结果、仪器校准等,能够提高实验室工作效率、准确性和可追溯性。
2.质量管理系统(QMS):QMS包括质量控制方案、风险评估、变更管理等内容,能够帮助企业建立质量管理体系,确保产品符合质量标准。
综上所述,GMP计算机化系统在现代制药企业中扮演着越来越重要的角色,不仅提高了生产效率和质量水平,还降低了生产风险和不良事件发生的概率。
不同类型的计算机化系统在GMP中各司其职,共同构建起一个完善的药品生产质量管理体系。
3620-TTP Tester PM作业指导书
Title: PM Procedure for Tesec 3620-TT/P Tester1.0目的(PURPOSE)本文件是对TESEC 3620-TT/P Tester的PM 担当ME 提供正确、规范的操作方法。
2.0适用范围(SCOPE)适用封装PKG 类别:此文件适用于TO-252,TO-220。
适用设备类型:TESEC 3620-TT/P Tester3.0一般用语的定义 (definition)N/A4.0 职责定义(RESPONSIBILITY)4.1PM点检项目由工程师负责制定,具体项目参照PM Check list.4.2ME根据Check List 规定的项目对设备进行维护和保养。
4.3质量管理部人员负责稽核本程序书的执行。
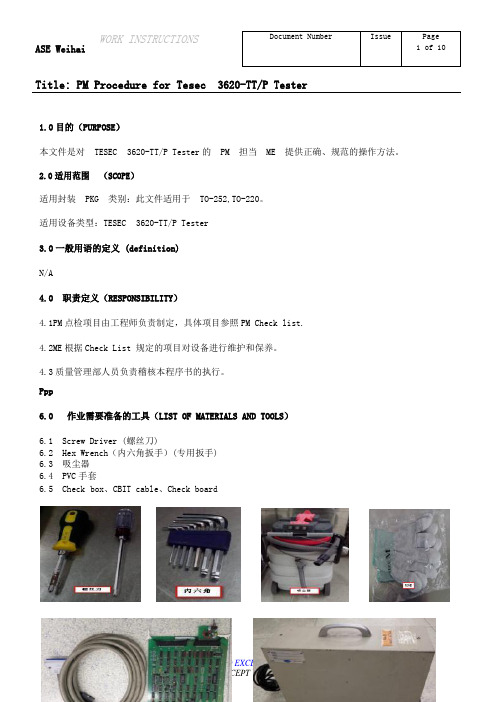
•Ppp6.0 作业需要准备的工具(LIST OF MATERIALS AND TOOLS)6.1 Screw Driver (螺丝刀)6.2 Hex Wrench(内六角扳手)(专用扳手)6.3 吸尘器6.4 PVC手套6.5 Check box、CBIT cable、Check boardTitle: PM Procedure for Tesec 3620-TT/P Tester7.0 注意事项( PREPARATORY PROCEEDINGS AND NOTICE ITEMS)7.1ME在PM作业前,一定先要全面检查设备的状态,看设备里面有没有产品,确实需要时用DUMMY 进行作业。
7.2 作业前先把各种工具和材料准备好,以节约停止时间。
7.3 作业前把PM LOG SHEET 准备好,按照上面的内容由上到下逐项完成,完成一项在PM LOG SHEET上记录一次,直到所有事项完成。
7.4 作业时一定要注意安全,有紧急情况时立即按下“紧急停止按钮。
8.0 PM CHECK LIST (点检项目表)9.0PM详细操作方法9.1System内部清理9.1.1 将Tester 关机,Tester 的关机顺序:退出测试软件-关闭windows 软件-关闭测试机电源-拔下电脑电源线,关机后将主机箱上所有线缆拆掉,拆卸前记录各种线缆的连接位置,将主机平放后打开机箱盖,先用吸尘器清理机箱内灰尘,再将I/O 板卡以及内存条金手指用无尘布进行擦拭,;清理完毕后,将主机Title: PM Procedure for Tesec 3620-TT/P Tester所有线缆连接,开启电脑。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
课程二级目录知识点是否在e-learning学
习
1、系统目的是
2、系统功能特色是
3、系统与其他系统相关联是
4、主程序作业
是1、制程与工作站的定义是
2、基本资料设定是
3、制程参数设定
是
4、制程与工作站系统之基本资料是
5、其他系统之相关资料是
1、厂内制程管理流程是
二、TTP制程与工作站管理系统-基
本资料管理TTP制程与工作
站管理系统
单制程管理
一、TTP制程与工作站管理系统-系统简介
2、委外制程管理流程是
3、制程管理报表是
1、RUN CARD 简介是
2、厂内制程管理流程-RUN CARD无
分割是3、厂内制程管理流程-RUN CARD有
分割
是4、委外制程管理是
三、TTP制程与工作站管理系统-工
单制程管理四、TTP制程与工作站管理系统-Run Card管理
厂内工单制程流程:1、设置工作站资料、机器资料、作业维护;2、建立BOM结构
abmi600,建立产品工艺资料维护aeci100,建立工艺产品结构资料维护abmi500;3、工单发放asfp620;4、工单投料asfi511;查询工单工艺数量状态aecq700;5、生产日报维护作业asft700:抛转工单制程,用一个工艺转到下一个工艺;移转过程:转出工单-生成退料单(线边仓)-发料单-新增工单;
工单转出:是指重工单时工单转出;
1、制程资料维护作业aeci610:针对各作业制程维护明细资料;
aeci030留置原因维护作业:留置check in hold & check out 留置原因;
单元制程维护作业aeci010;aqci102不良原因设置;
作业设定流程:工作站资料维护--作业资料维护--产品制程维护作业
apmt590委外采购单维护作业:单身栏位有【本制程序号】【下制程序号】,录入完成后确认-采购发出;-----apmt200委外采购收货-委外采购入库--委外报工apmt73;
是否在
系统操
作
重点内容疑问是1、现场管制系统;
是
是
是1、产品工艺资料维护
是1、生产报工资料,收集工时;
是1、前置参数设定:asms2802、【异常除外属性】【异常例外代号维护】【基本、工作站】:班次资料&员工应投入工时--工作中心工作历维护aeci800;->【工作中心资料维护】--> 【机器资料维护】;
2、一般资料维护;
3、其他系统相关:【料件资本资料】【产品结构】【不良原因维护acqi102】;
是
是1、工作站资料维护:设定各工作站作业形态、行事历等资料;2、产品制程维护作业aeci620:维护各工作站的制作程序资料;2、产品制程资料维护aeci100:产能型态为【人工产能】只需要输入【标准人工工时】,产能型态为【机器产能】系统同时考虑【标准人工工时】【标准机器工时】;3、检查顺利:check in hold--check in--checkout/PQC;3、报工时以【转出单位】为报工单位;转入单位与转出单位的换算率在aimi104档维护;
是1、设置需要支撑控管料件:aimi104设定;2、产品结构维护作业:单身栏位【作业编号】设定与制程相关的作业;3、asmi300设置单据性质为【制程工单】;
是1、在系统中建立料件、工艺相关参数,
进行实际工单、工艺流程建立;
在关联BOM结构与元件料号的【作
业编号】时,只能选择一个作业
编号,实际预设此料号有两个工
艺过程打磨与抛光,如何2个都相
关联。
又或者在某一维护作业中
设置错误,明天会重新跑一次工
艺流程;
是1、在产品制程维护作业-单身作业栏位【委外】要勾选;2、流程:工单开立-厂内制程-委外制程-制程委外工单转采购单-委外采购单-委外收货作业-委外采购入库作业;3、asfp700制程委外工单转采购单:单身【数量】是指可分配多家采购商时输入的实际数量,如果只有一家采购商,【数量】=【可委外量】;
是
是1、掌握生产资讯,RUNCARD,记录生产过程的资料;2、别称:流程卡,对作业下的每个单元做流程记录;
是1、流程:开立工单-确定规格、数量--工单发放--RUN CARD产生(制程追踪、单元明细)--RUNCARD作业维护--工单投料--RUNCARD生产日报维护;
是是在关联BOM结构与元件料号的【作业编号】时,只能选择一个作业编号,实际预设此料号有两个工艺过程打磨与抛光,如何2个都相关联。
又或者在某一维护作业中设置错误,明天会重新跑一次工
艺流程;
释疑
件只输入一个作业编号,然后利用ASFT700这支作业进行工艺作业
的转移;
问题已解决:在BOM结构中,子料件只输入一个作业编号,然后利用ASFT700这支作业进行工艺作业
的转移;。