焊接滚轮架
75公斤焊接滚轮支架设计
75公斤焊接滚轮架设计摘要近年来,焊接工业得到了很快的发展,焊接设备也相继出现,各种焊接支架也得到了运用,在圆形工件内外环缝的焊接中组合式焊接滚轮架很受青睐,慢慢的取代长轴式、固定式等焊接滚轮架获得了广泛的应用,如何设计较好使用的滚轮架仍值得探讨。
随着生产的自动化,滚轮架在生产中的地位也日益突出。
目前国外众多的焊接设备制造厂都在生产焊接滚轮架。
产品规格型号多,结构差别也很大,各自有着不同的用途,有不同的特点。
国内的重型焊接滚轮架用户则主要集中在大型石油化工、电站设备制造等行业上。
使用的焊接滚轮架来自不同的国家。
焊接滚轮架是借助工件与主动滚轮间的摩擦力来带动工件旋转的机械装置,主要用于回转体工件的装配与焊接。
本次设计题目是一台75公斤焊接滚轮,主动滚轮与从动滚轮架各自独立,二者可根据工件的重量、长度任意组合。
使用灵活,适应性强,是目前最广泛的一种结构形式。
其设计的主要内容包括:75公斤焊接滚轮架的底座,主动滚轮机构、从动滚轮机构等的机械设计、装配图和零件图设计。
对滚轮架、调整方式、传动方式等可采用不同的设计方案。
整个机械系统应简单可靠,操作方便、经济适用。
编写相应的设计说明书。
关键词:焊接,滚轮架,可调式,调速DESIGN OF 75kg WELDING ROLLER CARRIERABSTRACTIn recent years, the welding industry has been rapidly develop ing, weld ing equip ment has been developing. A kind of weld ing stent has been used。
Cylinder part in the ring and outside the weld ing seam, and modular weld ing wheel-replace-lo ng axis, weld ing and other fixed-wheel planes, access to a wide range of applications。
标准焊接滚轮架说明书
瀚诚焊割焊接滚轮架说明书瀚诚焊割技术地址:下城区朝晖路182号国都发展大厦1号楼12D:09 传真:04一、用途我公司设计制造的HGZ、HGK型焊接滚轮架吸取国外同类产品的优点,根据压力容器制造厂的使用要求而设计制造的。
该产品实用于金属圆筒的手工焊接和自动焊接,是制造压力容器的必备设备。
具有工艺先进、质量可靠、操作简单等优点。
二、主要技术参数本滚轮架可分为可调式和自调式滚轮架,可适用规定围大小不同直径的产品、并能在规定围的焊接参数下,实现无级调速,传动噪声低,工件回转平稳。
主要技术参数如下:1、HGZ型自调式滚轮架规格型号HGZ5 HGZ10 HGZ20 HGZ30 HGZ40 HGZ50 HGZ60 HGZ80 HGZ100 载重t 5 10 20 30 40 50 60 80 100滚轮组两只金属轮直径240 290 340 340 390 390 440 490 490 宽度20 25 30 30 40 40 50 60 80 一只橡胶轮直径250 300 350 350 400 400 450 500 500 宽度100 120 120 120 120 120 120 120 1202、HGK 型可调式滚轮架规格型号 HGZ5 HGZ10 HGZ20 HGZ30 HGZ40 HGZ50 HGZ60 HGZ80 HGZ100 焊接直径最小 250 320 500 530 600 700 750 850 1000 四轮接触 735 910 1160 1291 1390 1523 1585 1790 2000 最大2300 2800 3500 3700 4200 4500 4800 5000 5500 钳形架中心 A90011001350145016001700180020002200滚轮线速度 m/h 6~60 6~60 6~60 6~60 6~60 6~60 6~60 6~60 6~60 电机功率 KW 0.75 1.1 1.5 2.2 3 4 4 4 5.5 调速方式 无级电磁 调速 电磁 调速 电磁 调速 电磁 调速 变频 调速 电磁 调速 电磁 调速 电磁 调速 电磁 调速 外形尺寸(驱动架)长×宽×高1695 × 672 × 6361930 × 795 × 7642240 × 835 × 8502370 × 850 × 9042480 × 955 × 10002620 × 985 × 10582930 × 1090 × 11233105 × 1165 × 11903510 × 1405 × 1320规 格 型 号 载重 中心距 滚轮直径滚轮宽度 筒体直径 滚轮线速 度(m/h) 电机功率 高度 总长 T A φ B 最小 最大 KW H L HGK-02 2 250~1000 200 80 250 1800 6~60 2×0.18 366 100 HGK-05 5 350~1350 250 100 250 2300 6~60 2×0.37 431 494 HGK-10 10 400~1550 300 120 300 2800 6~60 2×0.55 518 80 HGK-20 20 500~2300350120500 4500 6~602×1.1 625 500三、安装说明本机驱动和从动滚轮架必须安装在同一水平面的基础上,两组滚轮必须安放平行,其中心应一致,底平面与地面须贴平。
焊接滚轮架设计
本科毕业设计(论文) 4T焊接滚轮架机械设计年级:学号:姓名:专业:指导老师:20** 年 6 月毕业论文任务书班级学生姓名学号发题日期:**年02月16 日完成日期:毕业当年的**月29日题目4T焊接滚轮架机械设计本论文的目的、意义目前常用的焊接滚轮架有长轴式和组合式两种常见形式,组合式滚轮架可根据焊件的重量和长度进行任意组合,其组合比例也不仅是1与1的组合。
因此,使用方便灵活,对焊件的适应性很强。
在本次设计的组合式滚轮架中充分考虑了滚轮架的合理性及经济型等因素,通过这次毕业设计了解了焊接滚轮架的结构,用途等。
并对焊接机械在生产中的促进作用有了更深刻的认识。
巩固了四年来学到的知识,为今后工作打下了结实的基础。
1、学生应完成的任务1)完成焊接滚轮架CAD当量图纸大于3张,2)设计焊接滚轮架论文1份大于24000字3)关于滚轮架轴向窜动的英文翻译大于10000字符4)论文日志5)设计论文光盘一个2、论文各部分内容及时间分配:(共15周)第一部分阅读有关焊接滚轮架设计、CAD方面的文献资料,并进行了小结( 2周) 第二部分滚轮架设计方案制定,并进行了关于轴、轴承、键的计算校核( 2周) 第三部分绘制焊接滚轮架的总装图及零件图( 7周) 第四部分导师审阅论文( 1周) 第部分撰写论文( 1周) 评阅其答辩( 1周) 修改论文( 1周) 3、参考文献1)各类机械设计手册2)王政编,焊接工装夹具及变位机械图册3)前几届毕业学生的毕业论文等等备注指导教师:年月日审批人:年月日摘要焊接装备就是在焊接生产中与焊接工序相配合,有利于实现焊接生产机械化,自动化,有利于提高装配焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备。
焊接滚轮架是借助主动滚轮与焊件之间的摩接力带动焊接旋转的变位机械。
焊接滚轮架主要用于筒形焊件的装配与焊接。
焊接滚轮架按结构形式分为两类:第一类是长轴式滚轮架。
第二类是组合式滚轮架。
本文主要对组合式4T焊接滚轮架进行设计,并对轴、键等主要构件进行了校核。
焊接滚轮架毕业设计
焊接滚轮架毕业设计焊接滚轮架毕业设计在工程领域中,焊接技术一直扮演着重要的角色。
而焊接滚轮架作为焊接设备的重要组成部分,其设计与制造对于提高焊接效率和质量至关重要。
本文将探讨焊接滚轮架的毕业设计,包括设计原理、材料选择和制造流程等方面。
一、设计原理焊接滚轮架的设计原理主要涉及到滚轮的选择和布置、结构的稳定性以及操作的灵活性。
首先,滚轮的选择应考虑到所需承载能力和摩擦力,以确保焊接工件在滚动过程中的稳定性。
其次,滚轮的布置应合理,以满足不同焊接工件的需求。
最后,焊接滚轮架的结构应具备足够的稳定性,以确保焊接过程中的安全性和可靠性。
二、材料选择在焊接滚轮架的材料选择上,应考虑到其强度、耐磨性和耐腐蚀性等方面。
通常情况下,焊接滚轮架的主要构件采用高强度钢材制作,以确保其承载能力和结构的稳定性。
而滚轮则可以选择具有较高硬度和耐磨性的材料,如合金钢或硬质橡胶等。
此外,对于焊接滚轮架的表面处理,可以采用镀锌或喷涂等方式,以提高其耐腐蚀性和美观度。
三、制造流程焊接滚轮架的制造流程包括材料切割、焊接、加工和装配等步骤。
首先,根据设计要求,对所需材料进行切割,以得到各个构件的形状和尺寸。
然后,通过焊接工艺将构件进行连接,形成滚轮架的基本结构。
接下来,对焊接接头进行加工,以提高其精度和表面质量。
最后,对各个构件进行装配,并进行必要的调试,以确保焊接滚轮架的正常运行。
四、创新点在焊接滚轮架的毕业设计中,可以考虑加入一些创新点,以提升其性能和功能。
例如,可以设计可调节高度的滚轮架,以适应不同高度的焊接工件。
另外,可以考虑加入自动控制系统,以实现焊接滚轮架的自动化操作。
此外,还可以通过优化结构设计和材料选择,降低焊接滚轮架的重量和能耗,提高其工作效率和环境友好性。
总结起来,焊接滚轮架的毕业设计涉及到设计原理、材料选择和制造流程等方面。
在设计中应注重滚轮的选择和布置、结构的稳定性以及操作的灵活性。
材料选择应考虑到强度、耐磨性和耐腐蚀性等因素。
焊接滚轮架的合理使用及其功率计算

焊接滚轮架的合理使用和功率计算涉及到多个因素。
首先,焊接滚轮架的功率主要涉及到滚轮驱动功率和滚轮支撑功率两个方面。
驱动功率的计算公式为:滚轮驱动功率= 驱动力×工件转速。
在这个公式中,驱动力可以通过测量滚轮架的驱动扭矩获得,而工件转速可以通过测量滚轮架的转速获得。
通过测量和计算,可以得到滚轮驱动功率的准确数值。
对于滚轮支撑功率,其计算公式为:滚轮支撑功率= 支撑力×支撑滚轮转速。
支撑力可以通。
在使用焊接滚轮架时,需要注意中心角的大小。
如果中心角取得合适,逆时针转向的工件不容易产生变形或使筒体变形,同时驱动功率也不会急剧增大。
此外,焊接滚轮架的使用也需要注意安全。
例如,操作人员需要经过专业培训,了解设备的安全操作规程;设备运行时,操作人员需要佩戴必要的防护用具;设备的维护和保养也需要按照说明书或专业人员的建议进行。
总的来说,焊接滚轮架的合理使用和功率计算需要结合具体的工况条件和设备参数进行,同时还需要注意安全操作和维护保养等
方面的问题。
【精品】焊接滚轮架说明书
储水筒筒体用滚轮架设计及其焊接工艺设计姓名:苗冲学号:2010100921专业:材料成型10—2指导老师:丁敏2013年12月摘要焊接装备就是在焊接生产中与焊接工序相配合,有利于实现焊接生产机械化,自动化,有利于提高装配焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备.焊接滚轮架是借助主动滚轮与焊件之间的摩接力带动焊接旋转的变位机械。
焊接滚轮架主要用于筒形焊件的装配与焊接.若对主、从动滚轮的高度作适当调整,也可进行锥体、分段不等径回转体的装配与焊接。
对于一些非圆长形焊件,若将其装卡在特制的环形卡箍内,也可在焊接滚轮架上进行装焊作业。
为了焊接不同直径的焊件,焊接滚轮架的滚轮间距应能调节。
焊接滚轮架的使用能大大提高焊缝质量,减轻劳动强度,提高生产效率。
焊接滚轮架按结构形式分为两类:第一类是长轴式滚轮架。
第二类是组合式滚轮架。
本文主要对组合式25Kg焊接滚轮架进行设计,并对轴、键等主要构件进行了校核。
结果表明各主要部件符合要求。
该滚轮架结构简单,使用方便灵活,对焊件的适应性很强.设计中充分的考虑了滚轮架的合理性和经济性等因素。
关键词:焊接,工装夹具,滚轮架目录第一部分:焊接滚轮架的设计一、设计内容........................................ 错误!未指定书签。
1。
1设计内容................................... 错误!未指定书签。
1。
2给定参数................................... 错误!未指定书签。
二、设计方案分析及确定.............................. 错误!未指定书签。
2。
1滚轮架类型的确定........................... 错误!未指定书签。
2。
2传动方案的确定............................. 错误!未指定书签。
三、滚轮形式及尺寸参数的确定........................ 错误!未指定书签。
焊接滚轮架标准
焊接滚轮架标准一、引言焊接滚轮架是一种常见的工业设备,用于支撑和移动货物。
作为一种重要的装备,它需要符合一定的标准,以确保其质量和性能。
本文将从设计、材料、制造和测试等方面探讨焊接滚轮架的标准要求。
二、设计要求焊接滚轮架的设计需要满足以下要求:2.1 抗压能力焊接滚轮架在工作过程中需要承受货物的重量和压力。
因此,它必须具有足够的抗压能力,能够安全地支撑和移动货物。
2.2 结构稳定性为了确保焊接滚轮架在使用过程中不会发生倾覆和翻倒的情况,其结构必须稳定,能够经受住外部的挤压和震动。
2.3 强度和硬度焊接滚轮架需要具备足够的强度和硬度,以确保其在使用过程中不会变形或损坏。
三、材料要求为了保证焊接滚轮架的质量和性能,选材是至关重要的。
3.1 钢材焊接滚轮架的主要材料通常是钢材,因其具备较高的强度和耐磨性。
选择合适的钢材可以提高焊接滚轮架的使用寿命和可靠性。
3.2 钢板厚度焊接滚轮架的钢板厚度应根据所需的承重能力和使用环境来确定。
较大的承重能力要求更厚的钢板,而恶劣的使用环境可能需要更耐腐蚀的材料。
四、制造要求焊接滚轮架的制造过程中有一些关键的要求。
4.1 焊接工艺焊接滚轮架的焊接工艺应满足现行的焊接标准。
焊接缺陷和焊接接头的质量是焊接滚轮架的重要指标,必须符合相关的检测要求。
4.2 表面处理焊接滚轮架制造完成后,其表面需要进行处理以防止腐蚀和增加耐磨性。
一种常用的方法是对表面进行喷涂防锈漆或者热镀锌处理。
五、测试要求为了确保焊接滚轮架的质量和性能,对其进行一系列的测试是必要的。
5.1 负荷试验负荷试验是测试焊接滚轮架的承重能力的关键步骤。
在负荷试验中,需要对焊接滚轮架逐渐增加载荷,观察其变形情况并判断其是否满足设计要求。
5.2 行走试验焊接滚轮架的行走试验可以测试其在各种地面条件下的稳定性和灵活性。
通过模拟实际使用场景,观察滚轮架的行走情况,以评估其是否满足标准要求。
5.3 耐久性测试耐久性测试是验证焊接滚轮架的使用寿命的重要方法。
清风Get 长轴式焊接滚轮架设计机械CAD图纸
长轴式焊接滚轮架设计(机械CAD图纸)长轴式焊接滚轮架设计摘要在科学技术飞速发展的当今时代,焊接已焊接已经从一种传统的热加工技艺发展到了集材料、冶金、结构、力学、电子等多门类科学为一体的工程工艺学科。
而且,随着相关学科技术的发展和进步,不断有新的知识融合在焊接之中。
目前国内外众多的焊接设备制造厂都在生产焊接滚轮架。
产品规格型号多,结构差别大,各自适合不同的用途,各有特点。
国内的重型焊接滚轮架用户主要集中在大型石油化工、锅炉制造、电站设备制造、重型设备制造行业。
使用的焊接滚轮架来自不同的国家。
焊接滚轮架是借助工件与主动滚轮间的摩擦力来带动工件旋转的机械装置,主要用于回转体工件的装配与焊接。
本次设计题目是一台2吨长轴式焊接滚轮架。
长轴式焊接滚轮架多是用户根据焊件的特点自行设计制造,市场可供选用的产品很少。
考虑负载的压强取滚轮架宽度为1796毫米,综合考虑受力情况的大小取滚轮架长度为3445毫米。
其设计的主要内容包括:2吨长轴式焊接滚轮架的底座,主动滚轮机构、从动滚轮机构机械设计、装配图和零件图设计。
并编写相应的设计说明书。
对滚轮架、调整方式、传动方式等可采用不同的设计方案。
整个机械系统应简单可靠,操作方便、经济适用。
关键词:焊接,滚轮架,长轴式THE DE SIGN OF LONG AXIS TYPE WEL DINGROLLE R FRAMEABSTRAC TNowadays, with the fast development of the science and technology, weld alr eady translates to a engineer ing technics subject including material, metallurgy, structure, mechanics and electr on from a sort of conventional hotwith the development and the advancement of the cor relate wor k.Furthermore,technology, more and mor e new knowledge , enter into weld technology. At present, lots of both national and inter national manuf actur ing plant all product welding roller carr ier. Ther e ar e numerous types f or differ ent structures with their own char acteristics to fit dif ferent use. The user of the national heavy welding roller car rier ar e mostly in the field of lar ge scale chemis tr y, manufactur e of the equipment in electronic generate factory, manuf actur e of heavy equipment. The welding roller car rier they use come f rom diff erent countr y.The welding roller car rier is a mechanic device to make the wor kpiece to rotate by the friction between the workpiece and the initiative r oller. It mostly used in the assembly and welding of the turning wor kpiece.This thes is is the design of along axis type welding roller car rier for 2 ton. The long axis type welding roller fr ame ar e mostly manuf actur ed by the user themselves because there are ver y few pr oduct in the mar ket.The width of the roller car rier is 1796the workpiece.Its length is3445mm considering mm considering the pressure ofthe condition of the load.This thesis mainly includes the design of long axis type welding roller fr ame base,the initiative roller device,the driven r oller device,assembly dr awings and detail dr awings of the f oundation,etc.The design specif ication is also needed.It could use diff er ent project to design the f oundation,the type of adjustment,the type of dr ive.The whole mechanic system should be reliable,simple,convenient毕业设计(论文)to operate and economical.KEY WOR DS:Welding,Roller car rier,Long axis type目录前言 (1)第1章§1.1§1.2第2章§2.1§2.2§2.3第3章第4章课题简介及焊接滚轮架发展史 (3)课题介绍 (3)国内外的发展现状 (13)焊接滚轮架的整体方案设计 (14)滚轮的选用 (15)滚轮架的选用 (15)焊接滚轮架拖动与调速方式 (16)电机的选择 (16)零件的校核 (20)§4.1§4.2轴的校核 (21)轴承与键的校核 (22)结论 (26)参考文献 (27)致谢 (28)前 言在人类社会步入二十一世纪的今天,焊接已经进入了一个崭新的发展阶 段。
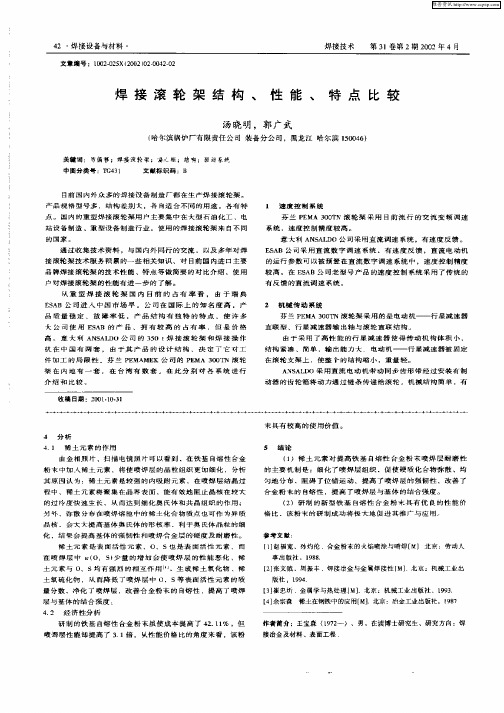
焊接滚轮架结构、性能、特点比较
4 ・ 接 设备 与 材 料 2 焊
文 章 编 号 :10 .2 XI0 20 .0 20 1 20 5 20 】20 4 .2 3
焊 接 技 术
第 3 卷 第 2期 2 ( 1 0 2年 4月 1
焊 接 滚 轮 架 结 构 、 性 能 、 特 点 比 较
从 重 型 焊 接 滚 轮 架 国 内 目前 的 占有 率 看 , 由 于 瑞 典 EA S B公 司 进 人 中 国 市 场 早 .公 司 在 国 际 上 的 知 名 度 高 .产 品 质 量 稳 定 ,故 障 率 低 . 产 品 结 构 有 独 特 的 特 点 , 使 许 多 大 公 司 使 用 E A 的 产 品 , 拥 有 较 高 的 占 有 率 , 但 是 价 格 SB 高 : 意 大 利 A S L O 公 司 的 3 0 t 接 滚 轮 架 和 焊 接 操 作 NA D 5 焊
( )稀 土 元 素 对 提 高铁 基 自熔 性 台 金 粉 末 喷焊 层 耐磨 性 1
的 主要 机 制 是 :细 化 了喷 焊 层 组 织 ,促 使硬 质 化台 物 弥 散 、均
匀 地 分 布 , 阻 碍 了 位 错 运 动 , 提 高 了 喷 焊 层 的 强 韧 性 , 改 善 了 台 金 粉 末 的 自熔 性 .提 高 了 喷 焊 层 与 基 体 的 结 台 强 度 。 ( ) 研 制 的 新 型 铁 基 自熔 性 台 金 粉 末 具 有 优 良 的 性 能 价 2 格 比 ,该 粉末 的研 制成 功 将 极 大 地促 进 其推 广 与 应 用
机 在 中 国 有 两 套 , 由 于 其 产 品 的 设 计 结 构 , 决 定 了 它 对 工 件 加 工 的 局 限 性 。 芬 兰 P MA E MEK 公 司 的 P MA 3 0 N 滚 轮 E 0 T 架 在 内 地 有 一 套 ,在 台 湾 有 数 套 。 在 此 分 别 对 各 系统 进 行
防窜焊接滚轮架:窜动检测及防窜控制系统设计
第一章 方案的选择和确定11 滚轮架简介焊接滚轮架是借助主动滚轮与焊件间的摩擦力来带动焊件旋转的变位机械。
滚轮 分主动滚轮与从动滚轮。
主要用于筒形焊件的装配与焊接。
若对主、从动滚轮的高度 作适当调整,也可进行锥体、分段不等径回转体的装配与焊接。
对于一些非圆长形 焊件,若将其装卡在特制的环形卡箍内,也可在焊接滚轮架上进行装焊作业。
焊接滚轮架的使用能大大提高焊缝质量,减轻劳动强度,提高工作效率。
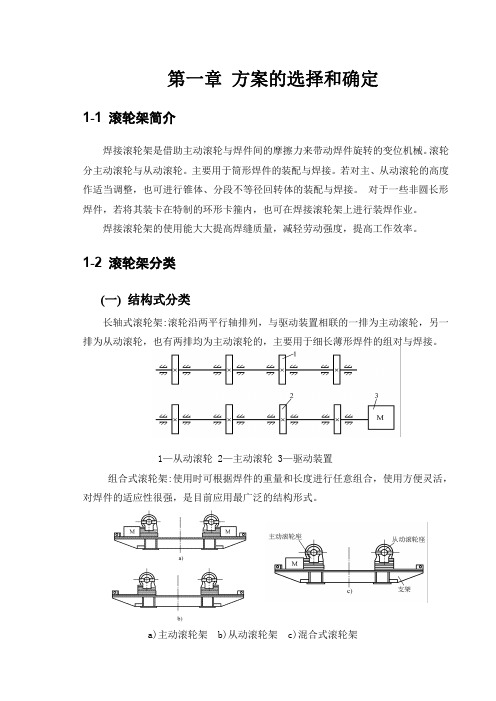
12 滚轮架分类(一) 结构式分类长轴式滚轮架:滚轮沿两平行轴排列,与驱动装置相联的一排为主动滚轮,另一 排为从动滚轮,也有两排均为主动滚轮的,主要用于细长薄形焊件的组对与焊接。
1—从动滚轮 2—主动滚轮 3—驱动装置组合式滚轮架:使用时可根据焊件的重量和长度进行任意组合,使用方便灵活, 对焊件的适应性很强,是目前应用最广泛的结构形式。
a)主动滚轮架 b)从动滚轮架 c)混合式滚轮架(二) 调节方式分类自调式的可根据焊件的直径自动调整滚轮的间距:非自调式的是靠移动支架上的滚轮座来调节滚轮的间距。
自调式焊接滚轮架 非自调式焊接滚轮架13 结构设计(一) 滚轮架结构选择结构选择:采用组合式滚轮架。
组合式滚轮架特点 :使用时可根据焊件的重量和长度进行任意组合,使用方便灵 活,对焊件的适应性很强,是目前应用最广泛的结构形式。
(二) 滚轮架调节方式选择调节方式选择:采用自调式滚轮架。
自调式滚轮架特点:自调式滚轮架根据工件直径大小自动调节滚轮支架的角度, 满足不同直径工件的支撑及旋转驱动。
14 滚轮驱动方案的拟定为了保证一对主动轮的速度同步,采用由一个电机同时驱动两个主动轮。
传动方案设计如下图传动方案简图第二章 焊接滚轮架的设计与计算21 焊接滚轮架主要技术参数额定载重量:2t;工件直径:250~1600mm;滚轮圆周速度:6~60m/h22 滚轮直径的确定由表 1 可知本次设计的 2t 滚轮架选取滚轮直径 Dr=250mm;工件筒体直径 Dmin=250mm,Dmax=1600mm。
焊接滚轮架的制作
焊接滚轮架的制作第一步:设计滚轮架在制作滚轮架前,需要先进行设计工作。
设计包括确定滚轮架的尺寸、结构和负载能力等。
根据不同的使用需求,可以使用CAD软件进行设计,并制定恰当的制造计划。
第二步:确定所需材料根据设计图纸,确定所需的材料。
通常情况下,滚轮架制作所需的主要材料包括:钢板、钢管、焊丝、螺栓等。
其中钢板用于制作滚轮架主体结构,钢管用于制作滚轮支撑杆,焊丝用于焊接,螺栓用于固定各个部件。
第三步:材料准备根据设计要求,对钢板和钢管进行准备工作。
首先,使用剪切机对钢板进行裁剪,使其符合设计尺寸。
然后,使用角磨机将边角修整光滑。
接下来,对钢管进行切割和修磨,使其长度与设计要求一致。
第四步:制作主体结构将准备好的钢板进行折弯和弯曲操作,制作出滚轮架的主体结构。
使用焊接机将各个部件进行焊接,保证结构的稳定性和坚固性。
第五步:制作滚轮部分将准备好的钢管和螺栓组合在一起,形成滚轮架的滚轮部分。
首先,将螺栓穿过钢管,在钢板上用螺母固定。
然后,将滚轮装配到螺栓上,确保其能够顺畅滚动。
第六步:涂漆和表面处理对制作好的滚轮架进行涂漆和表面处理,以防止生锈和保护外观。
可以选择适当的涂料和处理方法,如喷涂或烤漆等。
第七步:质量检验和测试制作完成后,进行质量检验和测试,以确保滚轮架符合使用要求。
检查焊接部位是否牢固,滚轮是否顺畅滚动,滚轮架是否能够承受设计负荷等。
第八步:安装和使用经过质量检验合格后,将滚轮架安装到需要的位置上。
在使用过程中,要根据实际需要进行正确的操作和维护,以保证滚轮架的正常运行和寿命。
总结:制作焊接滚轮架需要以下步骤:设计滚轮架、确定所需材料、材料准备、制作主体结构、制作滚轮部分、涂漆和表面处理、质量检验和测试、安装和使用。
在制作过程中,要注意合理安排时间和工作流程,提高制作效率和质量。
此外,为了确保滚轮架的安全和可靠性,建议在制作过程中遵循相关的焊接标准和规范。
焊接操作机焊接滚轮架不同构造及操作步骤
焊接操作机焊接滚轮架不同构造及操作步骤焊接操作机是一种用于焊接工艺的设备,用于提供稳定的工作平台和固定的焊接工具。
焊接滚轮架是焊接操作机的一个重要组成部分,它能够提供滚动辅助支撑,使焊接过程更加稳定和精确。
下面将详细介绍焊接滚轮架的不同构造和操作步骤。
1.焊接滚轮架的不同构造(a)万向滚轮架:这是一种常见的焊接滚轮架,它由一个底座、一个转动机构和一组滚轮组成。
滚轮通过转动机构连接到底座上,可以实现水平、垂直和回转运动,因此具有较大的灵活性和适应性。
(b)固定滚轮架:这种滚轮架是用于较小的焊接工件或固定位置焊接的场景。
它通常由一个底座和一组固定滚轮组成,通过调整滚轮的位置和角度来适应不同的焊接需求。
(c)伸缩滚轮架:这种滚轮架能够根据工件尺寸的变化来进行调整,具有较强的适应性。
它由一个底座、一个伸缩装置和一组滚轮组成,通过改变伸缩装置的长度来调整滚轮的间距和位置。
2.焊接滚轮架的操作步骤步骤一:准备工作在开始操作之前,需要对焊接滚轮架进行检查和准备工作。
首先,检查滚轮架的各个部件是否完好无损,滚轮是否正常运转,固定螺栓是否松动。
然后,确定焊接滚轮架的正确位置和方向,确保其稳定性和操作便捷性。
最后,根据焊接工艺要求,选择合适的滚轮架以及辅助配件。
步骤二:安装工件将需要焊接的工件放置在焊接滚轮架上,根据工件的尺寸和形状,调整滚轮之间的间隔和位置。
确保工件可以平稳滚动,并且滚轮与工件之间有适当的接触面积。
步骤三:调整焊接位置根据焊接工艺要求,调整焊接枪或焊接电源的位置和角度,使其与工件的焊接部位相匹配。
确保焊接枪和焊接滚轮的协调运动,以实现精确的焊接。
步骤四:进行焊接启动焊接设备,调节焊接电流、电压和速度等参数,开始进行焊接。
同时,通过控制焊接滚轮的转动和滚动,使焊接工件保持恒定的速度和力度。
注意监测焊接过程中的温度、电流和焊接质量,及时调整和处理。
步骤五:完成焊接当焊接结束后,关闭焊接设备,停止焊接滚轮的运转。
焊接滚轮架说明书
储水筒筒体用滚轮架设计及其焊接工艺设计**: **学号: **********专业: 材料成型10-2****: **2013年 12 月摘要焊接装备就是在焊接生产中与焊接工序相配合,有利于实现焊接生产机械化,自动化,有利于提高装配焊接质量,促使焊接生产过程加速进行的各种辅助装置和设备。
焊接滚轮架是借助主动滚轮与焊件之间的摩接力带动焊接旋转的变位机械。
焊接滚轮架主要用于筒形焊件的装配与焊接。
若对主、从动滚轮的高度作适当调整,也可进行锥体、分段不等径回转体的装配与焊接。
对于一些非圆长形焊件,若将其装卡在特制的环形卡箍内,也可在焊接滚轮架上进行装焊作业。
为了焊接不同直径的焊件,焊接滚轮架的滚轮间距应能调节。
焊接滚轮架的使用能大大提高焊缝质量,减轻劳动强度,提高生产效率。
焊接滚轮架按结构形式分为两类:第一类是长轴式滚轮架。
第二类是组合式滚轮架。
本文主要对组合式25Kg焊接滚轮架进行设计,并对轴、键等主要构件进行了校核。
结果表明各主要部件符合要求。
该滚轮架结构简单,使用方便灵活,对焊件的适应性很强。
设计中充分的考虑了滚轮架的合理性和经济性等因素。
关键词:焊接,工装夹具,滚轮架目录第一部分:焊接滚轮架的设计一、设计内容 ............................................................................... 错误!未定义书签。
1.1设计内容 .......................................................................... 错误!未定义书签。
1.2 给定参数 .......................................................................... 错误!未定义书签。
二、设计方案分析及确定 ........................................................... 错误!未定义书签。
安全操作规程-焊接滚轮架
焊接滚轮架安全操作规程
一、目的
通过了解设备工作原理、技术参数、使用操作步骤、HSE提示与注意事项同、常见故障处理。
以保障设备和人员的安全及正常运行。
二、适用范围
本规程适用于公司KT型系列焊接滚轮。
三、工作原理
KT型系列可调式焊接滚轮架是利用主动滚轮与焊接之间摩擦力带动焊件旋转的焊件变为设备,可根据工件直径大小不同、移动滚轮组,调节滚轮中心组
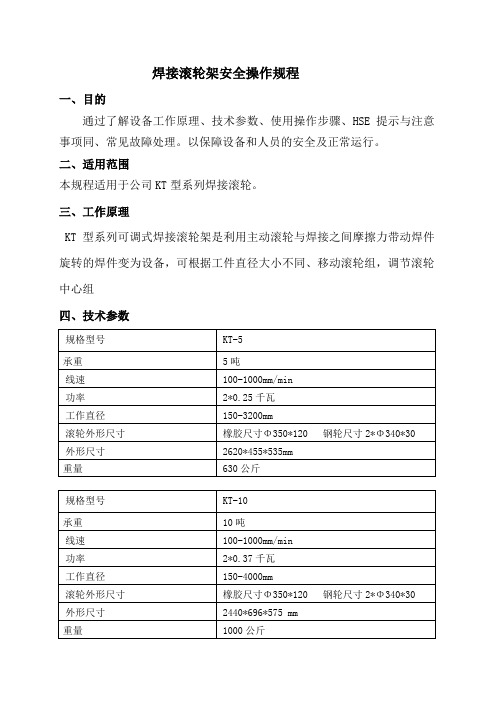
四、技术参数
五、使用操作步骤
1、手控盒使用说明:设备控制箱放置设备底座一侧,变频器数字显示通常为Hz,滚轮架工作状态及速度调节通过手柄完成
2、“手动/联动”开关---当工件装夹完毕,将开关掷向“手动”,此时扳动“正转/反转”开关即可调节工件的旋转方向,调节速度“速度调节”旋钮可进行速度大小的调节
3、当开关掷于“联动”位置时,设备处于工作准备状态
4、“正转/反转”开关---将开关掷于“正转”时,工件即逆时针方向旋转;将开关掷于“反转”时,工件呈顺时针方向旋转
5、“速度调节”旋钮---此旋钮用于调节滚轮旋转速度
六、HSE提示,注意事项
1、三相电网连接线应牢靠
2、进行焊接作业时,焊接接地电缆必须连接牢固,否则将影响焊接作业
3、变频器的维修应由专业人员进行,一般人员请勿动手
4、当工件置于设备上或正在使用过程中,工件下严禁站人
5、放置在滚轮架上的工件必须确保工件中心与主、从动架两滚轮中心的夹角在45°-90°范围内。
系列焊接滚轮架安全操作及保养规程
系列焊接滚轮架安全操作及保养规程一、背景介绍焊接滚轮架作为焊接加工过程中的重要设备之一,具有提高生产效率、改善焊缝质量的作用。
然而,焊接滚轮架如果不得当使用,容易发生安全事故,对人员和设备造成严重损失。
因此,本文将从安全操作和保养两个方面,介绍系列焊接滚轮架的安全使用规程,以确保设备的安全使用和误工率的降低。
二、安全操作规程1. 焊接滚轮架的选型在购买滚轮架之前,需要考虑滚轮架的承载能力、出力扭矩、变速范围和转速调节等因素,以满足不同的加工要求。
在进行选择时,必须确认滚轮架是否符合使用环境和要求。
2. 设备安装安装焊接滚轮架前,必须确保设备周围没有任何松散的物品,避免在使用过程中对设备构成危险。
并确保滚轮架与工件之间保持一定的距离。
3. 操作前的准备在正式启动滚轮架前,必须确保设备和周围环境安全。
操作者必须戴上防护手套和防护眼镜,避免在使用过程中发生意外事故。
4. 运转和操作在启动焊接滚轮架前,需要先将安全开关打开,并将转速调节至合适的范围。
当设备正常运转时,我们需要注意操作方式,不能过度强制或者过度松懈。
当滚轮架与工件之间出现过紧或过松时,需要及时调整,避免对设备的损坏或者安全事故的发生。
5. 异常情况的处理当设备出现异常情况时,需要及时停机处理。
若设备发生严重故障,需要立即停机并联系专业人员进行维修处理。
三、保养规程1. 日常维护为了确保焊接滚轮架的长期使用,我们需要进行定期的保养。
平常,我们首先要保持设备的清洁,避免设备内部出现杂质。
同时,需要及时添加润滑油,避免设备运转时摩擦过度,影响工作效率。
2. 定期检查除了日常维护,我们还需要定期进行设备的检查。
主要是检查设备的电气系统和润滑油系统是否正常运转,是否有损坏的部件需要及时更换。
3. 对设备的保养如果设备长时间停用,需要进行充分的保养。
此时需要对设备进行清洁,避免锈蚀和损坏。
在存放时,需要注意是否潮湿,以免发生腐蚀。
四、结语系列焊接滚轮架是焊接加工过程中的重要设备,但误用或者不当使用会给人员和设备造成严重损失。
44吨混合式焊接滚轮架的设计
44吨混合式焊接滚轮架的设计目录1、焊接滚轮架分析 (2)2、方案的选择与确定 (3)2.1驱动方案的拟定 (3)2.2传动方案的确定 (3)2.3滚轮的直径确定 (3)2.4偏心系数的确定 (4)3、计算与校核 (5)3.1焊接滚轮架的设计计算 (8)3.2电机型号的确定 (10)3.3传动比分配及减速器选择 (10)3.4滚轮架滚轮设计 (11)3.5主动滚轮轴的设计计算 (12)3.6蜗杆轴的设计计算 (12)3.7蜗轮蜗杆传动设计计算 (13)3.8 V带设计计算 (15)4、滚轮架零部件结构设计选择 (15)4.1轴承端盖的设计 (16)4.2键及联轴器的选择 (16)4.3机架的设计 (17)4.4表面粗糙度 (18)5、小结及参考资料 (19)44吨混合式焊接滚轮架的设计 1 焊接滚轮架分析1.1课程设计题目分析焊接滚轮架是借助主动滚轮与焊件之间的摩接力带动焊接旋转的变位机械。
焊接滚轮架主要用于筒形焊件的装配与焊接。
焊接滚轮架按结构形式分为两类:第一类是长轴式滚轮架,第二类是组合式滚轮架。
本次设计的就是组合式滚轮架,它的主动滚轮架,从动滚轮架,混合式滚轮架都是独立的,使用时可根据焊件的重量和长度进行任意组合,其组合比例也不是1与1的组合。
因此,使用方便灵活,对焊件的适应性很强。
本次课程设计即是组合式滚轮架,草图如下图1-1组合滚轮架草图1.2 给定参数吨位:44TG=44×103×9.8=4.31×105N焊接滚轮的圆周速度:V=6~60m/h 范围内无级可调。
中心角: 110~45=α主要计算结果及参数武汉理工大学《工装模具课程设计》说明书2 方案的选择与确定2.1滚轮驱动方案的拟定为使焊接滚轮架的滚轮间距调节方便可靠,组合便利,采用主动轮单独驱动的设计方案,即每个主动轮单独利用一台电动机和减速机构驱动。
不过要注意解决好各主动轮的同步问题,在选用电动机和减速机结构上要尽量选用特性一致且经过实测的使用。
各类型滚轮架的详细说明
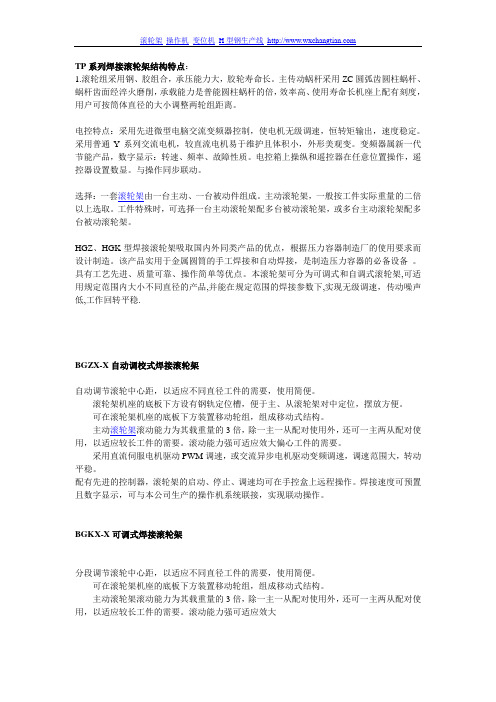
TP系列焊接滚轮架结构特点:1.滚轮组采用钢、胶组合,承压能力大,胶轮寿命长。
主传动蜗杆采用ZC圆弧齿圆柱蜗杆、蜗杆齿面经淬火磨削,承载能力是普能圆柱蜗杆的倍,效率高、使用寿命长机座上配有刻度,用户可按筒体直径的大小调整两轮组距离。
电控特点:采用先进微型电脑交流变频器控制,使电机无级调速,恒转矩输出,速度稳定。
采用普通Y系列交流电机,较直流电机易于维护且体积小,外形美观变。
变频器属新一代节能产品,数字显示:转速、频率、故障性质。
电控箱上操纵和遥控器在任意位置操作,遥控器设置数显。
与操作同步联动。
选择:一套滚轮架由一台主动、一台被动件组成。
主动滚轮架,一般按工件实际重量的二倍以上选取。
工件特殊时,可选择一台主动滚轮架配多台被动滚轮架,或多台主动滚轮架配多台被动滚轮架。
HGZ、HGK型焊接滚轮架吸取国内外同类产品的优点,根据压力容器制造厂的使用要求而设计制造。
该产品实用于金属圆筒的手工焊接和自动焊接,是制造压力容器的必备设备。
具有工艺先进、质量可靠、操作简单等优点。
本滚轮架可分为可调式和自调式滚轮架,可适用规定范围内大小不同直径的产品,并能在规定范围的焊接参数下,实现无级调速,传动噪声低,工作回转平稳.BGZX-X自动调校式焊接滚轮架自动调节滚轮中心距,以适应不同直径工件的需要,使用简便。
滚轮架机座的底板下方设有钢轨定位槽,便于主、从滚轮架对中定位,摆放方便。
可在滚轮架机座的底板下方装置移动轮组,组成移动式结构。
主动滚轮架滚动能力为其载重量的3倍,除一主一从配对使用外,还可一主两从配对使用,以适应较长工件的需要。
滚动能力强可适应效大偏心工件的需要。
采用直流伺服电机驱动PWM调速,或交流异步电机驱动变频调速,调速范围大,转动平稳。
配有先进的控制器,滚轮架的启动、停止、调速均可在手控盒上远程操作。
焊接速度可预置且数字显示,可与本公司生产的操作机系统联接,实现联动操作。
BGKX-X可调式焊接滚轮架分段调节滚轮中心距,以适应不同直径工件的需要,使用简便。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
滚轮宽度 mm 120 170 200 220 220 220
焊件直径 mm
300-2500 350-3000 400-3500 500-4000 600-4500 700-5000
高度 mm 790 800 920 950 1060 1200
宽度 mm 700 750 910 990 1130 1180
一般多用于10~60t的焊件
用于轻型薄壁大直径的焊件及有色金属容器
焊接滚轮架设计—滚轮
4焊接滚轮架设计
1
驱
动
方
式
算
及 驱
动
功
率
计
sin
T1
G[
] 2
b sin cos 1
sin
T G 2
2
bsin cos 1
Q1
G
2 cos
[1
cos sin
sin
] 2
b cos sin 22
Welding turning roller 主讲:曲瑞
1
焊接滚轮架定义及组成
2
焊接滚轮架原理及应用
3
焊接滚轮架的分类
4
焊接滚轮架设计及标准
5
焊接滚轮架产品类型
焊接滚轮架主要内容提要
1焊接滚轮架定义及组成
焊接滚轮架是借助主动滚轮与焊 件间的摩擦力来带动焊件旋转的 变位机械。
焊接滚轮架——定义
1焊接滚轮架定义及组成
4焊接滚轮架设计
3
附 着
为防止工件在滚轮上打滑, 还应对附着力进行校验
力
的 校
FZ Q1 3T1
验
附着力大于等于3倍的主动轮上圆周力
焊接滚轮架设计—附着力
4焊接滚轮架设计
2.运用抵消原理动态调节 工件的旋向使工件 获得相对稳定的状态
1.改善滚轮架安装精度, 提高工件成形质量的同时,
增设工件轴向限位滚轮, 抑制轴向窜动
3焊接滚轮架分类
自调式的可根据焊件 的直径自动调整滚轮
的间距; 自调试焊接滚轮架
焊接滚轮架分类——调节方式
3焊接滚轮架分类
•非自调式的是靠移动支架上的滚轮座来调 节滚轮的间距。
非自调式焊接滚轮架
焊接滚轮架分类——调节方式
4焊接滚轮架设计
滚轮是滚轮架核心部件
主要有四种类型,其特点和适用 范围见下表
4焊接滚轮架设计
2
L
D sin Dr
选择合适的中心 角有利于工件的
中
2
稳定和传动的均
心 角 的 选 择
中心角受非倾覆条件和改善传动 状况约束,一般45°到110°
Dmax 2.6L Dr
匀并可降低滚轮 的支反力和驱动 圆周力节省能源
消耗
Dmin 1.22 L Dr
焊接滚轮架设计—中心角
2焊接滚轮架的工作原理及应用
主要用于筒形焊件的装配与焊接。若对主、从 动滚轮的高度作适当调整,也可进行锥体、分段 不等径回转体的装配与焊接。 对于一些非圆长形 焊件,若将其装卡在特制的环形卡箍内,也可在 焊接滚轮架上进行装焊作业。焊接滚轮架还可配 合手工焊或作为检测、装配圆筒体工件的设备。
焊接滚轮架的使用能大大提高焊缝质量,减 轻劳动强度,提高工作效率。
动力装置 驱动
从动滚轮
焊接滚轮架
支架
底座
主动滚轮
传动装置
焊接滚轮架——组成
2焊接滚轮架的工作原理及应用
工作原理:传动装置驱动主动滚轮,利用 主动滚轮与圆筒类工件之间的摩擦力带动 工件旋转实现变位,可实现工件的内外环 缝和内外纵缝的水平位置焊接,配套自动 焊接设备可实现自动焊接
焊接滚轮架——工作原理
焊接滚轮架设计—放轴向窜动
我国造1990年颁布了焊接滚轮架的行业标准 (ZBJ/I33003-1990)
1对滚轮架和滚轮形式进行了分类 2规定主动轮的圆周速度应在6-60mm/h 范围内无级可调, 3速度波动量按不同的工艺要求要低于±5%和±10% 4滚轮转速应稳定均匀不许有爬行现象 5传动机构中的涡轮齿轮副等传动零件应符合国标中的八级要求 6滚轮架的位置精度也有明确的规定, 7要求焊接滚轮架必须配备可靠的焊接电缆旋转 接地器(导电装置) 8滚轮架的额定载重量,滚轮直径及许用焊件的 最小,最大直径 9同时推荐累不同的额定载重量时的驱动总功率
2
2
Q2
G 2 cos
[1
sin
sin
] 2 b cos sin 22
2
2
mn
T1
Dr 2
(f
dr 2
fs )
Q12 T12
P Mnn 9550
焊接滚轮架基本 采用直流电动机 驱动无极调速, 其滚轮线速度一 般在6~90m/h之间, 由单边驱动滚轮 受力状态可推得 一组重要公式
焊接滚轮架设计—驱动功率
焊接滚轮架——应用
3焊接滚轮架分类
结 长轴式滚轮架 构
形
式
分
组合式滚轮架
类
1 2
焊接滚轮架分类——结构形式
3焊接滚轮架分类
结 构
长轴式 滚轮架
滚轮沿两平行轴排列,与驱动装置相 联的一排为主动滚轮,另一排为从动 滚轮,也有两排均为主动滚轮的,主
形
要用于细长薄形焊件的组对与焊接。
式
分
类
1—从动滚轮 2—主动滚轮 3—驱动装置
焊接滚轮架设计—标准
5焊接滚轮架产品类型
自调式滚轮架系列
规格型号
ZT-5t ZT-10t ZT-20t ZT-30t ZT-40t ZT-50t
载重 T 5 10 20 30 40 50
技术参数
中心距 mm 1030 1070 1160 1270 1600 1700
滚轮直径 mm 260 308 308 308 425 425
3焊接滚轮架分类
结 构
组合式 滚轮架
使用时可根据焊件的重量和长度进行 任意组合,使用方便灵活,对焊件的 适应性很强,是目前应用最广泛的结
形
构形式。
式
分
类
a)主动滚轮架 b)从动滚轮架 c)混合式滚பைடு நூலகம்架
焊接滚轮架分类——结构形式
3焊接滚轮架分类
调 节 一种是自调式的
方
式
分
一种是非自调式的
类
1 2
焊接滚轮架分类——调节方式
焊接滚轮架分类——结构形式
3焊接滚轮架分类
结 长轴式 构 滚轮架 形 式 分 类
有的长轴式滚轮架其滚轮为一长形滚 柱,直径0.3~0.4m、长度1~5m。 筒体置于其上不易轴向变形,适用于 薄壁、小直径、多筒节焊件的组对和 环缝的焊接。
1—主动滚柱 2—驱动装置 3—从动滚柱
焊接滚轮架分类——结构形式
类型 钢轮 胶轮 组合轮 履带轮
特点
承载能力强制造简单
钢轮外包橡胶,摩擦力打,传动平 稳但橡胶易损坏 钢轮与橡胶轮相结合,承载能力比 橡胶轮高,传动平稳 大面积履带和焊件接触,防止薄壁 工件的变形传动平稳,但结构复杂
适用范围 一般用于重型焊件和需热处理的焊件以及额 定载重量大于60t的滚轮架 一般多用于10t以下的焊件和有色金属容器