机械连杆设计说明书
钩型连杆铸造工艺设计说明书
钩型连杆铸造工艺设计说明书
1、铸造工艺课程设计说明书设计题目钩型连杆铸造工艺课程设计学院年级专业学生姓名学号指导教师In铸造工艺课程设计说明书名目1前言11.1本设计的目的、意义11.1.1本设计的目的11.1.2本设计的意义11.2本设计的技术要求11.3本课题的进展现状21.3.1国内外铸造工艺进展现状21.4本事域存在的问题21.5本设计的指导思想31.6本设计拟解决的关键问题32设计方案42.1零件简介42.1.1零件的技术要求42.1.2零件结构特点分析52.1.3零件材质特点分析52.2造型材料的选择52.2.1造型、造芯方法的选择52.2.2造型材料的选用52.2.3涂料的选择63设计说明83.1浇注位置的选择
2、83.1.1分型面的选择104铸造工艺参数确实定114.1.1铸件尺寸公差114.1.2铸件质量公差114.1.3铸件的加工余量114.1.4铸造收缩率134.1.5起模斜度134.1.6最小铸出孔144.2砂芯设计144.2.1砂芯设计方案144.2.2砂芯样子144.3浇注系统设计1529n 铸造工艺课程设计说明书4.3.1浇注类型选择154.3.2浇注时间确实定164.3.3浇口杯设计174.3.4阻流截面计算及浇道断面积174.3.5直浇噵窝设计185冒口设计195.1冒口种类及原理195.2冒口位置和数量196铸造工艺图217铸造工艺装备设计227.1上下模板设计227.2砂箱设计237
3、.3芯盒设计258总结26致谢27
第1页。
机械原理课程设计之压床机构

机械原理课程设计说明书设计题目:学院:班级:设计者:学号:指导老师:目录一、机构简介与设计数据.机构简介图示为压床机构简图,其中六杆机构为主体机构;图中电动机经联轴器带动三对齿轮将转速降低,然后带动曲柄1转动,再经六杆机构使滑块5克服工作阻力rF而运动;为了减少主轴的速度波动,在曲柄轴 A 上装有大齿轮6z并起飞轮的作用;在曲柄轴的另一端装有油泵凸轮,驱动油泵向连杆机构的供油;a压床机构及传动系统机构的动态静力分析已知:各构件的重量G及其对质心轴的转动惯量Js曲柄1和连杆4的重力和转动惯量略去不计,阻力线图图9—7以及连杆机构设计和运动分析中所得的结果;要求:确定机构一个位置的各运动副中的反作用力及加于曲柄上的平衡力矩;作图部分亦画在运动分析的图样上;凸轮机构构设计已知:从动件冲程H,许用压力角α.推程角δ;,远休止角δ,回程角δ',从动件的运动规律见表9-5,凸轮与曲柄共轴;要求:按α确定凸轮机构的基本尺寸.求出理论廓线外凸曲线的最小曲率半径ρ;选取滚子半径r,绘制凸轮实际廓线;以上内容作在2号图纸上.设计数据设计内容连杆机构的设计及运动分析符号单位mm 度mm r/min数据I 50 140 220 60 1201501/2 1/4 100 1/2 1/2 II 60 170 260 60 1201801/2 1/4 90 1/2 1/2III 70 200 310 60 120 210 1/2 1/4 90 1/2 1/2 连杆机构的动态静力分析及飞轮转动惯量的确定δG2 G3 G5N1/30 660 440 300 40001/30 1060 720 550 70001/30 1600 1040 840 11000凸轮机构设计a ΦΦΦˊS0mm 016 120 40 80 20 7518 130 38 75 20 9018 135 42 65 20 75二、压床机构的设计.传动方案设计2.1.1.基于摆杆的传动方案优点:结构紧凑,在C点处,力的方向与速度方向相同,所以传动角γ=︒,传动效果最好;满足急回90运动要求;缺点:有死点,造成运动的不确定,需要加飞轮,用惯性通过;2.1.2.六杆机构A2.1.3.六杆机构B综合分析:以上三个方案,各有千秋,为了保证传动的准确性,并且以满足要求为目的,我们选择方案三;.确定传动机构各杆的长度已知:mmhmmhmmh2203,1402,501=== ,' 360ϕ=︒,''3120ϕ=︒,1180,,2CEH mmCD==优点:能满足要求,以小的力获得很好的效果;缺点:结构过于分散:优点:结构紧凑,满足急回运动要求;缺点:机械本身不可避免的问题存在;如右图所示,为处于两个极限位置时的状态;根据已知条件可得:︒=⇒==8.122205021tan θθh h在三角形ACD 和'AC D 中用余弦公式有:由上分析计算可得各杆长度分别为:三.传动机构运动分析项目 数值单位.速度分析已知:m in /1001r n =s rad n w /467.1060100260211=⨯==ππ,逆时针; 大小 ? 0.577 ? ? √方向 CD ⊥ AB ⊥ BC ⊥ 铅垂 √EF ⊥选取比例尺mmsm u v /0105.0=,作速度多边形如图所示;由图分析得:pc u v v c ⋅==×=0.07484m/s bc u v v CB ⋅==×=0.486m/s pe u v v E ⋅==×=0.11224m/s pf u v v F ⋅==×=0.0828m/s ef u v v FE ⋅==×=0.05744m/s 22ps u v v s ⋅==×69.32mm =0.27728m/s33ps u v v s ⋅==×14.03mm =0.05612m/s∴2ω=BCCBl v ==s 顺时针ω3=CD C l v ==s 逆时针 ω4=EFFE l v ==s 顺时针速度分析图:项目 数值单位.加速度分析=⋅=AB B l w a 21×=5.405m/s 2BC n BC l w a ⋅=22=×=1.059m/s 2 CD n CD l w a ⋅=23=×=0.056m/s 2EFn EF l w a ⋅=24=×=0.088m/s 2c a = a n CD + a t CD = a B + a t CB + a n CB大小: √ √ √方向: C →D ⊥CD B →A ⊥BC C →B 选取比例尺μa=m/s 2/mm,作加速度多边形图''c p u a a c ⋅==×=4.5412m/s 2''e p u a a E ⋅==×=6.8116m/s2''c b u a a tCB ⋅==×=2.452 m/s 2''c n u a a tCD ⋅==×=4.5408 m/s 2 a F= a E+ an FE+ a tFE 大小: √ √方向: √ ↑ F →E ⊥FE''f p u a a F ⋅==×=5.1768 m/s 2'2'2s p u a a s ⋅==×=4.8388m/s 2'3'3s p u a a s ⋅==×= 3.406m/s 2''f p u a a F ⋅==×= 5.1768m/s 2CB t CBl a =2α==10.986 m/s 2 逆时针t CDl a =3α==45.408 m/s 2 顺时针. 机构动态静力分析 g a G a m F s s s g 22222⋅=⋅==660×=与2s a 方向相同 g aG a m F s s g 33333⋅=⋅==440×=与3s a 方向相反gaG a m F F F g ⋅=⋅=555=300×=与F a 方向相反10max r r FF ==4000/10=400N222α⋅=s I J M =×= 顺时针 333α⋅=s I J M =×= 逆时针222g I g F M h ===9.439mm 333g I g F M h ===25.242mm 2.计算各运动副的反作用力 1分析构件5对构件5进行力的分析,选取比例尺,/10mm N u F =作其受力图 构件5力平衡: 0456555=+++R R G F g 则4545l u R F ⋅-==-10×= 4543R R -==2分析构件2、3 单独对构件2分析:杆2对C 点求力矩,可得:0222212=⋅-⋅-⋅Fg g G BC tl F l G l R 单独对构件3分析: 杆3对C 点求矩得:解得: N R t103.26563= 对杆组2、3进行分析:R43+Fg3+G3+R t 63+ Fg2+G2+R t 12+R n 12+R n63=0 大小:√ √ √ √ √ √ √ 方向:√ √ √ √ √ √ √ √ √ 选取比例尺μF=10N/mm,作其受力图则 R n 12=10×=1568N ; R n63=10×=..基于soildworks 环境下受力模拟分析:装配体环境下的各零件受力分析Soild works 为用户提供了初步的应力分析工具————simulation,利用它可以帮助用户判断目前设计的零件是否能够承受实际工作环境下的载荷,它是COMOSWorks 产品的一部分;Simulation 利用设计分析向导为用户提供了一个易用、分析的设计分析方法;向导要求用户提供用于零件分析的信息,如材料、约束和载荷,这些信息代表了零件的实际应用情况;Simulation 使用了当今最快的有限元分析方法——快速有限元算法FFE,它完全集成在windows 环境中并与soild works 软件无缝集成,被广泛应用于玩具、钟表、相机、机械制造、五金制品等设计之中;连杆受力情况Soild works中的simulation模块为我们提供了很好的零件应力分析途径,通过对构件的设置约束点与负载,我们很容易得到每个零件在所给载荷后的应力分布情况;由于不知道该零件的具体材料,所以我选用了soild works中的合金钢材料,并且在轴棒两端加载了两个负载,经过soild works simulation运算后得到上图的应力分布图,通过不同色彩所对应的应力,我们可以清楚的看到各个应力的分布情况,虽然负载与理论计算的数据有偏差,不过对于我们了解零件的应力分布已经是足够了;四、凸轮机构设计有45.00=r H,即有mm H r 778.3745.01745.00===; 取mm r 380=,取mm r r 4=; 在推程过程中:由200222cos δδπδπ⎪⎪⎭⎫⎝⎛=hw a 得当δ0 =550时,且00<δ<,则有a>=0,即该过程为加速推程段, 当δ0 =550时,且δ>=, 则有a<=0,即该过程为减速推程段所以运动方程2cos 10⎥⎦⎤⎢⎣⎡⎪⎪⎭⎫ ⎝⎛-=δπδh s在回程阶段,由2'0222)cos('δδπδπ⋅-=hw a 得:当δ0′=850时,且00<δ<,则有a<=0,即该过程为减速回程段, 当δ0′=850时,且δ>=, 则有a>=0,即该过程为加速回程段所以运动方程 2]cos 1['h s ⋅⎪⎪⎭⎫ ⎝⎛+=δπδ凸轮廓线如下:五、齿轮设计.全部原始数据 .设计方法及原理考虑到负传动的重合度虽然略有增加,但是齿厚变薄,强度降低,磨损增大:正传动的重合度虽然略有降低,但是可以减小齿轮机构的尺寸,减轻齿轮的磨损程度,提高两轮的承载能力,并可以配凑中心距,所以优先考虑正传动;.设计及计算过程1、变位因数选择 ⑴求标准中心距a :;5.1222)(21mm z z m a =+=⑵选取mm a 5.127'=,由此可得啮合角;25'5.12720cos 5.122'cos 'cos :'=⇒⨯==ααααa a ⑶求变位因数21x x +之和:1044.1tan 2)'()(2121≈-⋅+=+αααinv inv z z x x ,然后在齿数组合为38,1121==z z 的齿轮封闭线上作直线1044.121=+x x ,此直线所有的点均满足变位因数之和和中心距122.5mm 的要求,所以5304.0,574.021==x x ,满足两齿根相等的要求; 2、计算几何尺寸由021>+x x 可知,该传动为正传动,其几何尺寸计算如下:a.中心距变动系数:155.1225.127)'(=-=-=m a a yb.齿顶高变动系数:1044.011044.121=-=-+=∂y x xc.齿顶高:d.齿根高:e.齿全高:f.分度圆直径:g.齿顶圆直径:h.齿根圆直径: i.基圆直径: j.节圆直径: k.顶圆压力角: l.重合度:3.131.114.32)25tan 062.29(tan 38)25tan 136.42(tan 112)'tan (tan )'tan (tan 2211>=⨯-⨯+-⨯=⋅-⋅+-⋅= πααααεa a a z z 满足重合度要求;m.分度圆齿厚:参考文献1.孙恒,陈作模,葛文杰.机械原理M.7版.北京:高等教育出版社,2001.2.崔洪斌,陈曹维.AutoCAD实践教程.北京:高等教育出版社,2011.3.邓力,高飞.soild works 2007机械建模与工程实例分析,清华大学出版社.2008.4.soildworks公司,生信实维公司.soildworks高级零件和曲面建模.机械工业出版社.2005.5.上官林建,魏峥.soildworks三维建模及实例教程,北京大学出版社.2009.。
连杆钻孔夹具设计-[底座钻孔夹具设计说明书课程设计]
![连杆钻孔夹具设计-[底座钻孔夹具设计说明书课程设计]](https://img.taocdn.com/s3/m/af8cee7730b765ce0508763231126edb6f1a76fa.png)
连杆钻孔夹具设计[底座钻孔夹具设计说明书课程设计]机电及自动化学院底座钻孔夹具设计说明书姓名:学号:专业:机械及自动化专业届别:课任老师:20XX年12月13日至20XX年1月12日目录一、前言————————————————————————————————3二、零件工艺分析————————————————————————————42.1、零件的作用——————————————————————————————42.2、零件的技术条件分析机加工面的选择———————————————————42.3、底座的机械加工工艺过程————————————————————————52.4、底座的机械加工工艺过程的分析—————————————————————5三、切削用量的确定———————————————————————————6四、定位方案设计————————————————————————————84.1、方案选择———————————————————————————————84.2、定位误差分析—————————————————————————————84.3、选取定位元件————————————————————————————104.4、导引元件的选择———————————————————————————10五、夹紧方案设计———————————————————————————115.1、夹紧机构设计————————————————————————————115.2、切削力计算—————————————————————————————125.3、夹紧力计算—————————————————————————————13六、夹具总体设计———————————————————————————14七、小结———————————————————————————————15八、参考文献—————————————————————————————16九、附录————————————————————————————————16前言夹具课程设计是一个非常重要的教学环节,它既要求我们通过设计能获得综合应用过去所学的全部课程进行工艺及结构设计的基本能力,这也为以后做好毕业设计进行一次综合训练和准备。
连杆零件的机械加工工艺及夹具设计

毕业设计论文论文题目:潍坊LW-7连杆零件加工工艺规程及专用夹具设计系部专业班级学生姓名学号指导教师20**年5月08日毕业设计选题、审题表毕业设计(论文)任务书目录摘要 (I)绪言 (1)第1章连杆的结构特点及技术条件分析 (2)1.1连杆的结构特点 (2)1.2 连杆的技术要求 (2)第2章连杆的材料和毛坯 (3)2.1连杆的材料选择 (4)2.2毛坯加工方法选择 (4)第3章机械加工工艺过程分析 (5)3.1 工艺过程的安排 (6)3.2 定为基准的选择 (6)3.3 毛坯余量的选择 (7)3.4 初拟加工工艺路线 (7)第4章加工设备及刀、夹、量具的选择 (9)第5章工序设计计算5.1 小头孔工序尺寸的计算 (12)5.1.1 工序余量的计算 (12)5.1.3 时间定额的计算 (13)5.2 大小头两端面的加工 (15)5.2.1 工序余量的计算 (15)5.2.2机床功率的校核 (15)5.3 钻铰连杆盖上螺栓孔并倒角 (16)5.3.1 工序余量的计算 (16)5.3.2床功率的校核 (16)5.3.3时间定额的计算 (17)5.4 大头孔定位误差分析及工余尺寸计算 (19)5.4.1 定位误差分析计算 (19)5.4.2 工序余量的计算 (20)5.4.3 校核粗镗孔时机床功率 (21)5.5铣对口台阶面 (21)5.6 铣15mm槽,铣5×8mm槽 (22)第6章夹具设计 (23)6.1 粗铣大小两端面的设计 (23)6.2 钻扩铰小头夹具的设计 (24)结论 (28)参考文献 (29)致谢 (29)摘要连杆是柴油机的主要传动件之一,本文主要论述了连杆的加工工艺及其夹具设计。
连杆的尺寸精度、形状精度以及位置精度的要求都很高,而连杆的刚性比较差,容易产生变形,因此在安排工艺过程时,就需要把各主要表面的粗精加工工序分开。
逐步减少加工余量、切削力及内应力的作用,并修正加工后的变形,就能最后达到零件的技术要求。
连杆课程设计
连杆课程设计说明书院别:能源与动力工程学院专业:热能与动力工程班级:工程热物理0902姓名:学号:指导教师:2013年1月目录前言:一、连杆概况-------------------------------------------------------------- 31.连杆的结构特点---------------------------------------------------- 42.连杆工作情况-------------------------------------------------------43.连杆设计要求-------------------------------------------------------44.连杆的材料选用----------------------------------------------------5二、连杆PROE建模----------------------------------------------------51.建模步骤----------------------------------------------------------- 52.建模最终图-------------------------------------------------------12三、连杆ANSYS有限元分析----------------------------------------121.导入模型------------------------------------------------------------122.创建网格------------------------------------------------------------133.设置载荷和约束---------------------------------------------------144.求解------------------------------------------------------------------145应力应变结果显示------------------------------------------------15四、总结-------------------------------------------------------------------16五、参考文献-------------------------------------------------------------16前言连杆是发动机中的主要传动部件之一,它把作用于活塞顶面的膨胀的压力传递给曲轴,又受曲轴的驱动而带动活塞压缩气缸中的气体。
汽车曲柄连杆机构毕业设计说明书
本科毕业设计(论文)通过答辩优秀论文设计,答辩无忧,值得下载!摘要本文以捷达EA113汽油机的相关参数作为参考,对四缸汽油机的曲柄连杆机构的主要零部件进行了结构设计计算,并对曲柄连杆机构进行了有关运动学和动力学的理论分析与计算机仿真分析。
首先,以运动学和动力学的理论知识为依据,对曲柄连杆机构的运动规律以及在运动中的受力等问题进行详尽的分析,并得到了精确的分析结果。
其次分别对活塞组、连杆组以及曲轴进行详细的结构设计,并进行了结构强度和刚度的校核。
再次,应用三维CAD软件:Pro/Engineer建立了曲柄连杆机构各零部件的几何模型,在此工作的基础上,利用Pro/E软件的装配功能,将曲柄连杆机构的各组成零件装配成活塞组件、连杆组件和曲轴组件,然后利用Pro/E软件的机构分析模块(Pro/Mechanism),建立曲柄连杆机构的多刚体动力学模型,进行运动学分析和动力学分析模拟,研究了在不考虑外力作用并使曲轴保持匀速转动的情况下,活塞和连杆的运动规律以及曲柄连杆机构的运动包络。
仿真结果的分析表明,仿真结果与发动机的实际工作状况基本一致,文章介绍的仿真方法为曲柄连杆机构的选型、优化设计提供了一种新思路。
关键词:发动机;曲柄连杆机构;受力分析;仿真建模;运动分析;Pro/E本科毕业设计(论文)通过答辩优秀论文设计,答辩无忧,值得下载!ABSTRACTThis article refers to by the Jeeta EA113 gasoline engine’s related parameter achievement, it has carried on the structural design compution for main parts of the crank link mechanism in the gasoline engine with four cylinders, and has carried on theoretical analysis and simulation analysis in computer in kinematics and dynamics for the crank link mechanism.First, motion laws and stress in movement about the crank link mechanism are analyzed in detail and the precise analysis results are obtained. Next separately to the piston group, the linkage as well as the crank carries on the detailed structural design, and has carried on the structural strength and the rigidity examination. Once more, applys three-dimensional CAD software Pro/Engineer establishing the geometry models of all kinds of parts in the crank link mechanism, then useing the Pro/E software assembling function assembles the components of crank link into the piston module, the connecting rod module and the crank module, then using Pro/E software mechanism analysis module (Pro/Mechanism), establishes the multi-rigid dynamics model of the crank link, and carries on the kinematics analysis and the dynamics analysis simulation, and it studies the piston and the connecting rod movement rule as well as crank link motion gear movement envelopment. The analysis of simulation results shows that those simulation results are meet to true working state of engine. It also shows that the simulation method introduced here can offer a new efficient and convenient way for the mechanism choosing and optimized design of crank-connecting rod mechanism in engine.Key words: Engine;Crankshaft-Connecting Rod Mechanism;Analysis of Force;Modeling of Simulation;Movement Analysis;Pro/E本科毕业设计(论文)通过答辩优秀论文设计,答辩无忧,值得下载!目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 选题的目的和意义 (1)1.2 国内外的研究现状 (1)1.3 设计研究的主要内容 (3)第2章曲柄连杆机构受力分析 (4)2.1 曲柄连杆机构的类型及方案选择 (4)2.2 曲柄连杆机构运动学 (4)2.1.1 活塞位移 (5)2.1.2 活塞的速度 (6)2.1.3 活塞的加速度 (6)2.2 曲柄连杆机构中的作用力 (7)2.2.1 气缸内工质的作用力 (7)2.2.2 机构的惯性力 (7)2.3 本章小结 (14)第3章活塞组的设计 (15)3.1 活塞的设计 (15)3.1.1 活塞的工作条件和设计要求 (15)3.1.2 活塞的材料 (16)3.1.3 活塞头部的设计 (16)3.1.4 活塞裙部的设计 (21)3.2 活塞销的设计 (23)3.2.1 活塞销的结构、材料 (23)3.2.2 活塞销强度和刚度计算 (23)3.3 活塞销座 (24)3.3.1 活塞销座结构设计 (24)本科毕业设计(论文)通过答辩3.3.2 验算比压力 (24)3.4 活塞环设计及计算 (25)3.4.1 活塞环形状及主要尺寸设计 (25)3.4.2 活塞环强度校核 (25)3.5 本章小结 (26)第4章连杆组的设计 (27)4.1 连杆的设计 (27)4.1.1 连杆的工作情况、设计要求和材料选用 (27)4.1.2 连杆长度的确定 (27)4.1.3 连杆小头的结构设计与强度、刚度计算 (27)4.1.4 连杆杆身的结构设计与强度计算 (30)4.1.5 连杆大头的结构设计与强度、刚度计算 (33)4.2 连杆螺栓的设计 (35)4.2.1 连杆螺栓的工作负荷与预紧力 (35)4.2.2 连杆螺栓的屈服强度校核和疲劳计算 (35)4.3 本章小结 (36)第5章曲轴的设计 (37)5.1 曲轴的结构型式和材料的选择 (37)5.1.1 曲轴的工作条件和设计要求 (37)5.1.2 曲轴的结构型式 (37)5.1.3 曲轴的材料 (37)5.2 曲轴的主要尺寸的确定和结构细节设计 (38)5.2.1 曲柄销的直径和长度 (38)5.2.2 主轴颈的直径和长度 (38)5.2.3 曲柄 (39)5.2.4 平衡重 (39)5.2.5 油孔的位置和尺寸 (40)5.2.6 曲轴两端的结构 (40)5.2.7 曲轴的止推 (40)5.3 曲轴的疲劳强度校核 (41)5.3.1 作用于单元曲拐上的力和力矩 (41)优秀论文设计,答辩无忧,值得下载!本科毕业设计(论文)通过答辩5.3.2 名义应力的计算 (45)5.4 本章小结 (47)第6章曲柄连杆机构的创建 (48)6.1 对Pro/E软件基本功能的介绍 (48)6.2 活塞的创建 (48)6.2.1 活塞的特点分析 (48)6.2.2 活塞的建模思路 (48)6.2.3 活塞的建模步骤 (49)6.3 连杆的创建 (50)6.3.1 连杆的特点分析 (50)6.3.2 连杆的建模思路 (50)6.3.3 连杆体的建模步骤 (51)6.3.4 连杆盖的建模 (52)6.4 曲轴的创建 (52)6.4.1 曲轴的特点分析 (52)6.4.2 曲轴的建模思路 (52)6.4.3 曲轴的建模步骤 (53)6.5 曲柄连杆机构其它零件的创建 (55)6.5.1 活塞销的创建 (55)6.5.2 活塞销卡环的创建 (55)6.5.3 连杆小头衬套的创建 (55)6.5.4 大头轴瓦的创建 (55)6.5.5 连杆螺栓的创建 (56)6.6 本章小结 (56)第7章曲柄连杆机构运动分析 (57)7.1 活塞及连杆的装配 (57)7.1.1 组件装配的分析与思路 (57)7.1.2 活塞组件装配步骤 (57)7.1.3 连杆组件的装配步骤 (58)7.2 定义曲轴连杆的连接 (59)7.3 定义伺服电动机 (60)优秀论文设计,答辩无忧,值得下载!本科毕业设计(论文)通过答辩7.4 建立运动分析 (60)7.5 进行干涉检验与视频制作 (61)7.6 获取分析结果 (62)7.7 对结果的分析 (64)7.8 本章小结 (64)结论 (65)参考文献 (66)致谢 (67)附录 (68)优秀论文设计,答辩无忧,值得下载!本科毕业设计(论文)通过答辩优秀论文设计,答辩无忧,值得下载!第1章绪论1.1 选题的目的和意义曲柄连杆机构是发动机的传递运动和动力的机构,通过它把活塞的往复直线运动转变为曲轴的旋转运动而输出动力。
机械狗说明书
五、最终造型
作品整体造型采用卡通版造型,有浓厚的机器狗感觉,而 且胸前采用“钢铁侠”反应炉设通过草绘曲线,进而生成曲面,然后通 过曲面合并、修剪,最后经过拉伸取出材料而获得。
二、装配设计
进入组件界面,装配时对腿部杆件和头部零件进行约 束,实现机器狗行走时所需的轨迹。
机器狗的创新点: 机器狗的创新点:
1,对仿生行走机构进行了运动分析,将机器狗的四条 腿都创新设计为六杆机构; 2,运用VB对各腿的机构进行仿真,验证设计的科学性 和合理性; 3, 将胸徽设计成“钢铁侠”反应炉的标志,且整体采 用卡通版造型,形象可爱美观,具有浓厚的机器狗感觉; 4,外观造型方面,采用柔和的曲面设计,增加机器狗 的吸引力。
三、工程制图
产品总装配工程图、部分零件工程图 机器狗整体线框图,某个杆件工程图
四、工程仿真 运用Proe对头部关键部位的配合进行动态仿真, 观察各个部件是否会发生干涉。
播放界面
头部运动副简图
零件分模 使用型腔和侧型芯实现塑件的造型,通过侧向 分型与抽机构实现分模和推出塑件。
模具设计
头部分模图
数控编程
谢谢欣赏!
一、数控加工工艺制定 1,采用三轴数控铣床,一次定位装夹加工完型 腔; 2,刀具选用硬质合金钢,端面铣削和斜面铣削 均使用平面铣刀,铣削曲面使用球头铣刀; 3,零件是模具型腔,尺寸精度和表面光洁度要 求较高,要求有精加工。
二、刀位程序及后处理G代码生成 刀位程序及后处理G
$$-> MFGNO / ASM00012 PARTNO / ASM00012 $$-> FEATNO / 57 MACHIN / UNCX01, 1 $$-> CUTCOM_GEOMETRY_TYPE / OUTPUT_ON_CENTER UNITS / MM LOADTL / 1 $$-> CUTTER / 12.000000 $$-> CSYS / 1.0000000000, 0.0000000000, 0.0000000000, 0.0000000000, $ 0.0000000000, 1.0000000000, 0.0000000000, 0.0000000000, $ 0.0000000000, 0.0000000000, 1.0000000000, 0.0000000000 SPINDL / RPM, 2000.000000, CLW RAPID GOTO / -127.1836674940, 144.0000000000, 120.0000000000 FEDRAT / 200.000000, MMPM GOTO / -127.1836674940, 144.0000000000, 78.1149315257 GOTO / 169.0000000000, 144.0000000000, 78.1149315257 GOTO / 169.0000000000, 139.0344826259, 78.1149315257
曲柄连杆机构详细设计
第二章发动机曲柄连杆机构第一节曲柄连杆机构概述1. 功用曲柄连杆机构是内燃机实现工作循环,完成能量转换的传动机构,用来传递力和改变运动方式。
工作中,曲柄连杆机构在作功行程中把活塞的往复运动转变成曲轴的旋转运动,对外输出动力,而在其他三个行程中,即进气、压缩、排气行程中又把曲轴的旋转运动转变成活塞的往复直线运动。
总的来说曲柄连杆机构是发动机借以产生并传递动力的机构。
通过它把燃料燃烧后发出的热能转变为机械能。
2.工作条件发动机工作时,曲柄连杆机构直接与高温高压气体接触,曲轴的旋转速度又很高,活塞往复运动的线速度相当大,同时与可燃混合气和燃烧废气接触,曲柄连杆机构还受到化学腐蚀作用,并且润滑困难。
可见,曲柄连杆机构的工作条件相当恶劣,它要承受高温、高压、高速和化学腐蚀作用。
3.组成曲柄连杆机构的主要零件可以分为三组,、和。
第二节机体组机体是构成发动机的骨架,是发动机各机构和各系统的安装基础,其内、外安装着发动机的所有主要零件和附件,承受各种载荷。
因此,机体必须要有足够的强度和刚度。
机体组主要由气缸体、曲轴箱、气缸盖和气缸垫等零件组成。
气缸体(图2-1)图2-11.气缸体(cylinder block)水冷发动机的气缸体和上曲轴箱常铸成一体,称为气缸体--轴箱,也可称为气缸体。
气缸体一般用灰铸铁铸成,气缸体上部的圆柱形空腔称为气缸,下半部为支承曲轴的曲轴箱,其内腔为曲轴运动的空间。
在气缸体内部铸有许多加强筋,冷却水套和润滑油道等。
气缸体应具有足够的强度和刚度,根据气缸体与油底壳安装平面的位置不同,通常把气缸体分为以下三种形式。
(如图2-2)图2-2(1)一般式气缸体:其特点是油底壳安装平面和曲轴旋转中心在同一高度。
这种气缸体的优点是机体高度小,重量轻,结构紧凑,便于加工,曲轴拆装方便;但其缺点是刚度和强度较差(2)龙门式气缸体:其特点是油底壳安装平面低于曲轴的旋转中心。
它的优点是强度和刚度都好,能承受较大的机械负荷;但其缺点是工艺性较差,结构笨重,加工较困难。
平面四杆机构毕业设计说明书
1 绪论1.1 课题背景平面连杆机构在重型机械、纺织机械、食品机械、包装机械、农业机械中都有广泛的应用。
但是要在尽可能短的时间内设计出一个满足多种性能要求的机构却不是一件很容易的事情。
过去人们已建立了一些四杆机构的设计方法,然而这些方法与工程设计的要求还有一段距离,常常花费很多时间却只得到一个不可行的设计方案。
因为机构的运动性能如急回特性K,压力角α,从动件的摆角Ψ,极位夹角θ与构件尺寸有关,本身的这些运动性能之间也都相互影响,比如,四杆机构中,从动件急回特性K完全取决于极位夹角θ的作用。
本篇论文主要研究工程中应用比较多的Ⅰ、Ⅱ曲柄摇杆机构的传动角γ,极位夹角θ与机构尺寸之间的关系,然后运用工程分析软件ADAMS针对机构进行运动学分析,从而能给出设计平面四杆机构时为保证有较好的特性时,选取构件尺寸的建议。
进而为工程应用提供依据。
1.2 平面四杆机构的基本型式平面四杆机构可分为铰链四杆机构和含有移动副的四杆机构。
其中只有转动副的平面四杆机构称为铰链四杆机构[1]。
在铰链四杆机构中,能作整周回转的称为曲柄,只能在一定角度范围内摆动的称为摇杆。
由于曲柄和摇杆长度的不同,又可以将铰链四杆机构分为曲柄摇杆机构、双曲柄机构和双摇杆机构[2]。
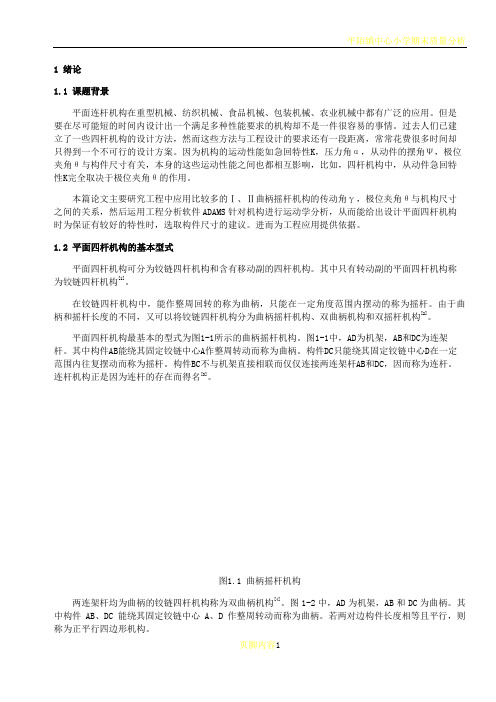
平面四杆机构最基本的型式为图1-1所示的曲柄摇杆机构。
图1-1中,AD为机架,AB和DC为连架杆。
其中构件AB能绕其固定铰链中心A作整周转动而称为曲柄。
构件DC只能绕其固定铰链中心D在一定范围内往复摆动而称为摇杆。
构件BC不与机架直接相联而仅仅连接两连架杆AB和DC,因而称为连杆。
连杆机构正是因为连杆的存在而得名[3]。
图1.1 曲柄摇杆机构两连架杆均为曲柄的铰链四杆机构称为双曲柄机构[4]。
图1-2中,AD为机架,AB和DC为曲柄。
其中构件AB、DC能绕其固定铰链中心A、D作整周转动而称为曲柄。
若两对边构件长度相等且平行,则称为正平行四边形机构。
图1.2 双曲柄机构两连架杆均为摇杆的铰链四杆机构称为双摇杆机构[5]。
压床机构设计-机械原理课程设计说明书

压床机构设计说明书班级 :XXXX学号 :XXX姓名:XX完成日期:XXXX年XX月一、压床机构简介 (2)1.压床机构简介 (2)2.设计内容 (3)(1)机构的设计及运动分折 (3)(2)凸轮机构构设计 (3)二、执行机构的选择 (4)方案一 (4)(1)运动分析 (4)(2)工作性能 (4)(3)机构优、缺点 (5)方案二 (5)(1)运动分析 (5)(2)工作性能 (6)(3)机构优、缺点 (6)方案三 (6)(1)运动分析 (7)(2)工作性能 (7)(3)机构优、缺点 (7)选择方案 (7)三、主要机构设计 (8)1、连杆机构的设计 (8)2、凸轮机构设计 (8)四、机构运动分析 (13)五、原动件原则 (16)六、传动机构的选择 (16)七、运动循环图 (18)八、设计总结 (19)九、参考文献 (20)一、压床机构简介1.压床机构简介压床机械是被应用广泛的锻压设备它是由六杆机构中的冲头(滑块)向下运动来冲压机械零件的。
其执行机构主要由连杆机构和凸轮机构组成。
图1为压床机械传动系统示意图。
电动机经联轴器带动三级齿轮减速传动装置后,带动冲床执行机构(六杆机构,见图2)的曲柄转动,曲柄通过连杆,摇杆带动冲头(滑块)上下往复运动,实现冲压零件。
在曲柄轴的另一端,装有供润滑连杆机构各运动副的油泵凸轮机构。
2.设计内容(1)机构的设计及运动分折已知:中心距x1、x2、y, 构件4 的上、下极限角,滑块的冲程H,比值CB/BO4、CD/CO4,各构件质心S 的位置,曲柄转速n1。
要求:将连杆机构放在直角坐标系下,编制程序,并画出运动曲线,打印上述各曲线图。
(2)机构的动态静力分析已知:各构件的重量G 及其对质心轴的转动惯量Js(曲柄2 和连杆5的重力和转动惯量略去不计),阻力线图(图9—7)以及连杆机构设计和运动分析中所得的结果。
要求:通过建立机构仿真模型,并给系统加力,编制程序求出外力,并作曲线,求出最大平衡力矩和功率。
连杆盖零件的加工工艺及夹具的设计说明书
热能与动力机械制造工艺学课程设计说明书题目名称:连杆盖2加工工艺及夹具设计班级:热能一班姓名:易焕东20090420122张清凤20090420124张翔鹤20090420125周千露20090420130 指导教师:王曙辉朱浩评定成绩:2012年07月10日摘要本次设计内容涉及了机械制造工艺及机床夹具设计、金属切削机床、公差配合与测量等多方面的知识。
连杆盖加工工艺规程及其铣15mm槽的夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。
在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足之处,并在以后设计中注意改进。
关键词:工艺、工序、切削用量、夹紧、定位、误差。
目录机床夹具设计课程设计任务书 (1)一、零件的分析 (2)1.1 零件的作用 (2)1.2 零件的工艺分析 (3)二、工艺规程的设计 (3)2.1确定毛胚的制造形式 (3)2.2基准的选择 (4)2.2.1粗基准的选择 (4)2.2.2精基准的选择 (4)2.3制定工艺路线 (4)2.4机械加工余量、工序尺寸及毛坯尺寸的确定 (5)2.5确定铣削用量和基本工时....................... 错误!未定义书签。
三、铣床夹具设计.................................... 错误!未定义书签。
1、设计任务..................................... 错误!未定义书签。
2、夹具方案分析................................. 错误!未定义书签。
机械制造技术课程设计-连杆加工工艺及夹具设计
连杆加工工艺及夹具设计全套图纸加扣3346389411或3012250582学生姓名:学生学号:院(系):年级专业:指导教师:目录1 绪论 (1)2 零件分析 (2)2.1 零件作用 (2)2.2零件工艺分析 (3)3 工艺规程设计 (4)3.1 确定毛坯的制造形成 (4)3.2 基面的选择 (4)3.3制定工艺路线 (5)3.3.1 工艺路线方案一 (5)3.3.2 艺路线方案二 (6)3.3.3.工艺方案的比较分析 (6)3.4 机械加工余量、工序尺寸及毛坯的确定 (6)3.5确定切削用量及基本工时 (7)小结 (13)4 夹具设计 (14)4.1 设计夹具的基本要求 (14)4.2. 对夹具体的要求 (15)4.3定位基准的选择 (15)4.4 定位误差的分析 (15)4.5 夹紧力的计算及夹紧元件的强度校核 (16)4.6 夹具设计及操作的简要说明 (17)总结 (18)参考文献 (19)1 绪论机械设计制造及其夹具设计是对我们完成大学四年的学习内容后进行的总体的系统的复习,融会贯通四年所学的知识,将理论与实践相结合。
在毕业前进行的一次模拟训练,为我们即将走向自己的工作岗位打下良好的基础。
机械加工工业规程是指导生产的重要的技术性文件,它直接关系到产品的质量、生产率及其加工产品的经济效益,因此工艺规程的编制的好坏是生产该产品的质量的重要保证的重要依据。
在编制工艺时须保证其合理性、科学性、完善性。
夹具设计是为了保证产品的质量的同时提高生产的效率、改善工人的劳动强度、降低生产成本,因此在中批量生产中,常采用专用夹具。
这次设计,难免会有许多的问题,恳请各位指导教师给予帮助,希望通过这次设计能锻炼自己的分析问题、解决问题的能力,为以后参加工作打下良好的基础。
2 零件分析2.1 零件作用题目所给的零件柴油发动机连杆,连杆是主要传动部件之一,连杆在工作中承受着急剧变化的动载荷。
连杆由连杆体及连杆盖两部分组成。
机械设计基础课程设计 计算说明书

机械设计基础课程设计计算说明书全文共3篇示例,供读者参考机械设计基础课程设计计算说明书1经过两周的奋战我们的课程设计终于完成,在这次课程设计中我学到得不仅是专业的知识,还有的是如何进行团队的合作,因为任何一个作品都不可能由单独某一个人来完成,它必然是团队成员的细致分工完成某一小部分,然后在将所有的部分紧密的结合起来,并认真调试它们之间的运动关系之后形成一个完美的作品。
这次课程设计,由于理论知识的不足,再加上平时没有什么设计经验,一开始的时候有些手忙脚乱,不知从何入手。
在设计过程中,我通过查阅大量有关资料,与同学交流经验和自学,并向老师请教等方式,使自己学到不少知识,也经历不少艰辛,但收获同样巨大。
在整个设计中我懂得许多东西,树立对自己工作能力的信心,相信会对今后的学习工作生活有非常重要的影响。
而且大大提高动手的.能力,使我充分体会到在创造过程中探索的艰难和成功时的喜悦虽然这个设计做的可能不太好,但是在设计过程中所学到的东西是这次课程设计的最大收获和财富,使我终身受益。
在这次课程设计中也使我们的同学关系更进一步,同学之间互相帮助,有什么不懂的大家在一起商量,听听不同的看法对我们更好的理解知识,所以在这里非常感谢帮助我的同学。
在这种相互协调合作的过程中,口角的斗争在所难免,关键是我们如何的处理遇到的分歧,而不是一味的计较和埋怨。
这不仅仅是在类似于这样的协调当中,生活中的很多事情都需要我们有这样的处理能力,面对分歧大家要消除误解,相互理解,增进解,达到谅解。
也许很多问题没有想象中的那么复杂,关键还是看我们的心态,那种处理和解决分歧的心态,因为我们的出发点都是一致的。
经过这次课程设计我们学到很多课本上没有的东西,它对我们今后的生活和工作都有很大的帮助,所以,这次的课程设计不仅仅有汗水和艰辛,更的是苦后的甘甜。
机械设计基础课程设计计算说明书2紧张而辛苦的两周课程设计结束了。
当我快要完成设计的时候感觉全身心舒畅,眼前豁然开朗。
ZL50装载机反转六连杆工作装置设计
太原科技大学毕业设计说明书ZL50装载机反转单连杆工作装置设计学生姓名学号院系机械电子工程学院专业工程机械指导教师日期太原科技大学毕业设计(论文)任务书学院(直属系): 机电工程学院时间:2010年3月29日目录中文摘要┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈1 英文摘要┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈2 目录┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈3 前言┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈5 1. 装载机工作装置设计概述┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈61.1装载机工作装置设计概述┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈61.2结构型式选择┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈62.铲斗的设计┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈82.1铲斗设计要求┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈82.2铲斗斗型的结构分析┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈92.2.1切削刃的形状┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈92.2.2铲斗的斗齿┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈92.2.3铲斗的侧刃┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈102.2.4斗体形状┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈102.3铲斗基本参数的确定┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈102.4斗容的计量┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈122.4.1几何斗容(平装斗容) ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈122.4.2额定斗容(堆装斗容) ┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈133. 工作装置的结构设计┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈143.1工作机构连杆系统的尺寸参数设计┈┈┈┈┈┈┈┈┈┈┈┈┈┈153.2机构分析┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈153.3设计方法┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈153.4尺寸参数设计的图解法┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈163.4.1 动臂与铲斗、摇臂、机架的三个铰接点G、B、A的确定┈┈┈163.4.2机构中C、D、F点的确的┈┈┈┈┈┈┈┈┈┈┈183.4.4举升油缸与动臂和机架的铰接点H及M点的确定┈┈┈┈┈┈223.5确定动臂油缸的铰接位置及动臂油缸的行程┈┈┈┈┈┈┈┈┈┈┈233.5.1动臂油缸的铰接位置┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈233.5.2动臂油缸行程l 的确定┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈24H3.6工作装置连杆系统运动分析┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈253.6.1铲斗对地位置角┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈253.6.2最大卸载高度和最小卸载距离┈┈┈┈┈┈┈┈┈┈┈┈┈┈283.6.3铲斗卸载角┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈294. 工作装置的强度计算┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈294.1计算位置┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈294.2外载荷的确定┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈304.3工作装置的受力分析┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈314.4工作装置的强度校核┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈354.4.1动臂┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈354.4.2铰销┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈364.4.3连杆┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈375. 装载机工作装置中油缸作用力的确定┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈385.1铲起力的确定┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈395.2转斗油缸作用力的确定┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈405.3动臂油缸作用力的确定┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈415.4转斗油缸与动臂油缸被动作用力的确定┈┈┈┈┈┈┈┈┈┈┈┈426. 工作装置的限位机构┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈426.1铲斗转角限位装置┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈426.2动臂升降的自动限位机构┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈43 参考文献┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈45 致谢┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈46ZL50装载机反转六连杆工作装置设计摘要装载机是工程机械的主要机种之一,广泛用于建筑、矿山、水电、桥梁、铁路、公路、港口、码头等国民经济各部门。
平面连杆机构运动分析和设计说明书
§3-1 连杆机构及其传动特点 §3-2 平面四杆机构的类型和应用 §3-3 平面四杆机构的基本知识 §3-4 运动分析——速度瞬心法 §3-5 运动分析——矢量方程图解法 §3-6 平面四杆机构的设计
天津工业大学专用
作者: 潘存云教授
§3-1 连杆机构及其传动特点
D= A + B + C 大小:√ ? ? √
方向:√ √ √ √
B
A
D
C
B A
DC
天津工业大学专用
蜗蜗杆杆
风扇座
D
A
作者:潘存云教授
EE
C
B
天津工业大学专用
作者: 潘存云教授
2.平面四杆机构的演化型式 (1) 改变构件的形状和运动尺寸
作者:潘存云教授
曲柄摇杆机构
曲柄滑块机构
↓∞ 偏心曲柄滑块机构
s =l sin φ
φ
→∞
l
对心曲柄滑块机构
天津工业大学专用
双滑块机构
正弦机构
作者: 潘存云教授
(2)改变运动副的尺寸
C2
ωB θ 180°+θ 作者:潘存云教授
C C1
曲柄摇杆机构 3D
A
B1
DD
B2
当曲柄以ω逆时针转过180°+θ时,摇杆从C1D位置 摆到C2D。 所花时间为t1 , 平均速度为V1,那么有:
t1 (180 ) / V1 C1C2 t1 C1C2 /(180 )
连杆作平动
实例:火车轮 摄影平台 天平
B B’ 作者:潘存云教授
C C’
A
D
AB = CD BC = AD
汽油机曲柄连杆机构设计—连杆
课程设计任务书学 院 汽车与交通学院专 业 热能与动力工程 学生姓名班级学号课程设计题目 汽油机曲柄连杆机构设计—连杆实践教学要求与任务:1. 设计参数求:Pe=33.5kW/5000rp ;D=65mm ;8.8=c ε(参考)2. 设计内容及要求:1)选取基本参数、热计算、绘制示功图(1)利用EXCEL 或其他程序语言进行近似热计算,得到理论的示功图的数据。
(2)以该数据为依据,在坐标纸01上绘制理论的示功图,并对其进行修正,得到实际的示功图。
(3)将图转换成图,绘制在坐标纸02上。
2)零部件设计(1)独立设计该汽油机的连杆,用CATIA 软件绘出三维实体模型,求出其质心位置和当量质量。
(2)将三维图形转换成二维的工程图,并正确标注尺寸、粗糙度、公差等,并以A1的图纸打印。
3)动力计算(1)计算活塞的位移、速度和加速度,并绘制曲线图附在设计说明书中。
(2)活塞连杆作用力分析,将往复运动惯性力P j 、侧压力P N 、 切向力T 、法向力K 随曲轴转角的变化曲线附在设计说明书中。
(3)计算曲柄销载荷和连杆轴承载荷,并将图形附在设计说明书中。
4)设计说明书。
其中包括:(1)成绩评定表、课程设计任务书;(2)汽油机设计指标及其参数的选定;(2)热计算过程;(3)零部件设计过程;(4)动力计算过程;(5)附录(程序或用EXCEL 的计算表格)工作计划与进度安排:1. 选取基本参数、热计算、绘制示功图 5天2. 零部件设计 6天3. 3D 建模 2天4. 动力计算 2天5. 编写设计说明书 2天6. 答辩 1天指导教师:2012年12月21日专业负责人:2012年12月21日学院教学副院长:2012年 月 日目录1 汽油机设计参数---------------------------------------------------------------------------22 汽油机基本结构参数选用---------------------------------------------------------------33 近似热计算---------------------------------------------------------------------------------43.1燃料燃烧热学计算---------------------------------------------------------------------43.2换气过程计算---------------------------------------------------------------------------43.3压缩过程计算---------------------------------------------------------------------------53.4燃烧过程计算---------------------------------------------------------------------------63.5膨胀过程计算---------------------------------------------------------------------------83.6示功图绘制------------------------------------------------------------------------------93.7汽油机性能指标计算-----------------------------------------------------------------104 连杆三维建模----------------------------------------------------------------------------114.1连杆基本尺寸---------------------------------------------------------------------------114.2连杆的建模过程------------------------------------------------------------------------114.3连杆大头盖的建模过程---------------------------------------------------------------145 动力计算------------------------------------------------------------------------------------175.1活塞位移、速度、加速度------------------------------------------------------------175.2活塞连杆作用力分析------------------------------------------------------------------18 5.3曲柄销载荷和连杆轴承载荷---------------------------------------------------------206 参考文献------------------------------------------------------------------------------------22附录1 汽油机设计参数1、功率Pe有效功率是汽油机基本性能指标。
连接杆零件工艺及夹具设计
毕业设计说明书专业:数控技术及应用班级:姓名:学号:指导老师:陕西国防工业职业技术学院二O一O届毕业设计(论文)任务书专业:数控技术班级:数控3071班姓名:张德荣学号:23一、设计题目(附图):连接杆零件机械加工工艺规程制订及第工序工艺装备设计。
二、设计条件:l、零件图;2、生产批量:中批量生产。
三、设计内容:1、零件图分析:l)、零件图工艺性分析(结构工艺性及技术条件分析);2)、绘制零件图;2、毛坯选择:1)、毛坯类型;2)、余量确定;3)、毛坯图。
3、机械加工工艺路线确定:1)、加工方案分析及确定;2)、基准的选择;3)、绘制加工工艺流程图(确定定位夹紧方案)。
4、工艺尺寸及其公差确定:1)、基准重合时(工序尺寸关系图绘制);2)、利用尺寸关系图计算工序尺寸;3)、基准不重合时(绘制尺寸链图)并计算工序尺寸。
5、设备及其工艺装备确定:6、切削用量及工时定额确定:确定每道工序切削用量及工时定额。
7、工艺文件制订:1)、编写工艺设计说明书;2)、填写工艺规程;(工艺过程卡片和工序卡片)8、指定工序机床夹具设计:1)、工序图分析;2)、定位方案确定;3)、定位误差计算;4)、夹具总装图绘制。
9、刀具、量具没计。
(绘制刀具量具工作图)10、某工序数控编程程序设计。
四、上交资料(全部为电子文稿):1、零件机械加工工艺规程制订设计说明书一份;(按统一格式撰写)2、工艺文件一套(含工艺流程卡片、每一道工序的工序卡片含工序附图);3、机床夹具设计说明书一份;(按统一格式撰写)4、夹具总装图一张(A4图纸);零件图两张(A4图纸);5、刀量具设计说明书一份;(按统一格式撰写)6、刀具工作图一张(A4图纸);量具工作图一张(A4图纸)。
7、数控编程程序说明书五、起止日期:2009 年11 月2 日一2009 年12 月25 日(共8 周)六、指导教师:七、审核批准:教研室主任:系主任:年月日八、设计评语:九、设计成绩:年月日目录第一部分工艺设计说明书-------------------------------------------------------------------31.零件工艺性分析--------------------------------------------------------------------31.1零件图合理性分析--------------------------------------------------------------------31.2零件结构功用分析----------------------------------------------------------------41.3零件结构工艺性分析----------------------------------------------------------------41.4件技术要求分析--------------------------------------------------------------------42.毛坯选择----------------------------------------------------------------------------------52.1 毛坯类型的确定----------------------------------------------------------------------52.2 毛坯余量确定------------------------------------------------------------------------52.3毛坯-零件合图草图----------------------------------------------------------------63.机加工工艺路线确定------------------------------------------------------------------63.1 加工方法分析确定-------------------------------------------------------------------63.2定位基准的选择-----------------------------------------------------------------------73.3加工顺序的安排与定位基准选择----------------------------------------------------83.4加工阶段的划分---------------------------------------------------------------------103.5加工阶段的划分说明----------------------------------------------------------------113.6主要机加工工序简图---------------------------------------------------------------134.工序尺寸及公差确定--------------------------------------------------------------175.设备及工艺装备确定------------------------------------------------------------175.1 机床的选用------------------------------------------------------------------------175.2 刀具的选用------------------------------------------------------------------------186.切削用量与工时定额的确定------------------------------------------------------18 第二部分夹具说明书------------------------------------------------------------------------201.工序尺寸精度分析--------------------------------------------------------------------202.定位方案的确定----------------------------------------------------------------------203.定位元件的确定---------------------------------------------------------------------214.定位误差的计算--------------------------------------------------------------------225.夹紧方案及元件确定-------------------------------------------------------------236.图-------------------------------------------------------------------------------------23第三部分刀具设计说明书----------------------------------------------------------------261.尺寸精度分析--------------------------------------------------------------------------262.刀具类型确定--------------------------------------------------------------------------263.刀具设计参数确定------------------------------------------------------------------264.刀具工作草图-----------------------------------------------------------------------27 第四部分量具设计说明书---------------------------------------------------------------281.量具类型的确定----------------------------------------------------------------------282.极限量具尺寸公差的确定----------------------------------------------------------283.极限量具尺寸公差带图-------------------------------------------------------------284.极限量具结构设计-------------------------------------------------------------------29第五部分数控编程-------------------------------------------------------------------------32 1.确定编程圆点,编程坐标点-----------------------------------------------------32 2.加工顺序、走刀路线及工艺路线的确定---------------------------------------323. 数值的计算---------------------------------------------------------------------------324. 刀具的选择----------------------------------------------------------------------------325. 编写数控加工程序---------------------------------------------------------------33 第六部分设计总结-------------------------------------------------------------------------35的七部分参考文献-------------------------------------------------------------------------36第一部分 工艺设计说明书1.零件图工艺性分析图1.11.1零件图合理性分析该图基本结构设计较为合理,但原零件图上有些部分的绘图出现问题在设计前需要进行说明更正。
蜘蛛仿形机械手设计说明书

蜘蛛仿形机械手设计说明书.鄂东职业技术学院设计说明蜘蛛仿形机械手设计说明书作品名称: 仿形机械手小组成员:指导老师:时间:二О一二年十月七日 , 十一月十日共五周 ..目录摘要 ..................................................................... .. (3)Abstract ............................................................... ............................. 4 一、研究背景 ..................................................................... . (5)1.1(现实情况 ..................................................................... .. (5)1.2机器人发展过程 ..................................................................... .. (6)1.3.机械手在生产线上的应用 ..................................................................... . (8)1.4今后我国机械手市场发展趋势 ..................................................................... .................... 9 二、机械手设计过程 ..................................................................... (11)3.1 设计理论 ..................................................................... (11)3.2 分工设计 ..................................................................... (11)3.2.1、连杆的设计 ..................................................................... (11)3.2.2、齿轮箱 ..................................................................... .. (12)3.2.3、执行件 ..................................................................... .. (13)3.2.4、支柱 ..................................................................... (13)3.2.5、液压缸 ..................................................................... .. (14)3.3 总装 ..................................................................... .. (15)3.3.1、齿轮箱装配 ..................................................................... (15)3.3.2连杆与传动件的装配 ..................................................................... .. (15)3.3.3执行件与主体的装配 ..................................................................... .. (16)3.3.4连杆的装配 ..................................................................... ....................................... 16 四、零件加工 ..................................................................... .. (17)4.1零件的分析 ..................................................................... .. (17)4.2数控编程...................................................................... .. (17)4.3工艺卡片...................................................................... .. (18)4.4功能参数...................................................................... .. (21)4(5刀具轨迹 ..................................................................... (30)4.6 NC数据 ..................................................................... . (32)总结 ..................................................................... .................. 34 参考文献 ..................................................................... . (36)..摘要近20年来,气动技术的应用领域迅速拓宽,尤其是在各种自动化生产线上得到广泛应用。
四冲程内燃机-机械原理课程设计说明书

XX大学机械原理课程设计说明书四冲程内燃机设计院(系)机械工程学院专业机械工程及自动化班级××机械工程×班学生姓名×××指导老师×××年月日课程设计任务书兹发给×××班学生×××课程设计任务书,内容如下:1.设计题目:四冲程内燃机设计2.应完成的项目:(1)内燃机机构运动简图1张(A4)(2)内燃机运动分析与动态静力分析图1张(A3)(3)力矩变化曲线图1张(A4)(4)进气凸轮设计图1张(A4)(5)工作循环图1张(A4)(6)计算飞轮转动惯量(7)计算内燃机功率(8)编写设计说明书1份3.参考资料以及说明:(1)机械原理课程设计指导书(2)机械原理教材4.本设计任务书于20××年1月4日发出,应于20××年1月15日前完成,然后进行答辩。
指导教师签发201×年12月31日课程设计评语:课程设计总评成绩:指导教师签字:201×年1月15日目录摘要 (1)第一章绪论 (2)1.1课程设计名称和要求 (2)1.2课程设计任务分析 (2)第二章四冲程内燃机设计 (4)2.1机构设计 (4)2.2运动分析 (7)2.3动态静力分析 (11)2.4飞轮转动惯量计算 (16)2.5发动机功率计算 (18)2.6进排气凸轮设计 (18)2.7工作循环分析 (19)设计小结 (21)参考文献 (22)摘要内燃机是一种动力机械,它是通过使燃料在机器内部燃烧,并将其放出的热能直接转换为动力的热力发动机。
四冲程内燃机是将燃料和空气混合,在其气缸内燃烧,释放出的热能使气缸内产生高温高压的燃气。
燃气膨胀推动活塞作功,把曲轴转两圈(720°),活塞在气缸内上下往复运动四个行程,驱动从动机械工作,完成一个工作循环的内燃机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械连杆设计说明书1引言随着汽车工业的发展,对内燃机的需要大大增加,连杆是内燃机上的重要零件,其生产虽然已有较成熟的工艺方法,但在工艺上主要使用专用机床,在加工精度方面受到工人技术的影响。
随着市场对个性化产品的需要,产品的更新换代日益迅速,旧工艺,旧设备已不能适应生产发展的要求。
数控加工的发展,计算机集成制造技术和柔性制造技术的出现,使劳动密集型向技术密集型方向转化。
大、小头孔和螺栓孔的加工是连杆加工的关键技术。
长期以来,国内外许多组合机床和刀具制造厂,如大连组合机床研究所、Ex-Cell-O、Alfing、Grob、Hüler Hille、Ernst Krause & Co等机床厂和Komet、Plansee、Beck、Mapal等刀具厂都十分重视这类技术设备及专用刀具的开发。
近几年来,特别是在专用刀具开发方面取得了长足进步,这对提高加工精度、刀具耐用度和加工效率起着积极作用。
本文以CA140发动机连杆为例,在现有条件和传统工艺的基础上,对生产工艺进行讨论。
2工艺路线的制定2.1 零件分析在制定工艺规程时,必须首先了解零件在产品中所起的作用,了解零件的结构特点,对零件进行工艺分析。
以上都是通过对设计原始资料零件图及产品装配图进行分析的基础上完成的。
另外,还要审查零件图的完整性和正确性,对产品零件图提出修改意见。
2.1.1连杆的作用连杆是汽车发动机中的主要传力部件之一,其小头经活塞销与活塞连接,大头与曲轴连杆轴颈连接。
燃烧室内受压缩的油气混合气体经点火燃烧后急剧膨胀,以很大的压力压向活塞顶面,连杆则将活塞所受的力传给曲轴,推动曲轴旋转。
连杆部件一般由连杆体、连杆盖和螺栓、螺母等组成。
在发动机工作过程中,连杆要承受膨胀气体交变压力的作用和惯性力的作用,连杆除应具有足够的强度和刚度外,还应尽量减少惯性力的作用。
连杆杆身一般都采用从大头到小头逐步变小的工字型截面形状。
为了减少磨损和便于维修,在连杆小头孔中压入青铜衬套,大头孔内衬有具有钢质基底的耐磨巴氏合金轴瓦。
为了保证发动机运转均衡,同一发动机中各连杆的质量不能相差太大,因此,在连杆部件的大、小两端设置了去不平衡质量的凸块,以便在称重后切除不平衡质量。
连杆大、小头两端面对称分布在连杆中截面的两侧。
考虑到装夹、安放、搬运、要求,连杆大、小头的厚度相等(基本尺寸相同)。
在连杆小头的顶端设有有孔,发动机工作时,依靠曲轴的高速转动,把气缸体下部的润滑油飞溅到小头顶端的油孔内,以润滑连杆小头铜衬套与活塞销之间的摆动运动副。
2.1.2连杆的技术要求连杆上需进行机械加工的主要表面为:大、小头孔及其两端面,杆体与杆盖的结合面及连杆螺栓定位孔等。
连杆总成的技术要求如下:1.为了使连杆大、小头运动副之间配合良好,大头孔的尺寸公差的等级取为IT6,表面粗糙度Ra不大于0.4μm ;小头孔的尺寸公差等级约取为IT5(加工后再按0.0025mm间隔分组),表面粗糙度Ra应不大于0.5μm ;对它们的圆柱度也规定了严格的要求。
2.大、小头孔的中心距影响到汽缸的压缩比,进而影响发动机的效率,两孔中心距的尺寸公差等级应该不低于IT9。
大、小头孔中心线所在的公共平面为连杆平面,一般规定两孔轴线在连杆轴线平面内的平行度公差等级应不低于7级,在垂直于连杆轴线平面内的平行度公差等级应不低于8级。
3.连杆大头孔两端面对大头孔中心线的垂直度误差过大,将加剧连杆大头两端面与曲轴连杆轴颈两端面之间的磨损,甚至引起烧伤,一般规定其垂直度公差等级应不低于9级。
4.连杆大、小头两端面间距离的基本尺寸相同,但其技术要求是不同的。
大头两端面间的尺寸公差等级为IT9 ,表面粗糙度Ra不大于0.8μm ;小头两端面间的尺寸公差等级为IT12 ,表面粗糙度Ra不大于6.3μm 。
这是因为连杆大头两端面与曲轴连杆轴颈两轴肩端面间有配合要求,而连杆小头两端面与活塞销孔座内档之间没有配合要求。
连杆大头端面间距离尺寸的公差带正好落在连杆小头端面间距离尺寸的公差带中,这给连杆的加工带来许多方便。
5.为了保证发动机运转平稳,对连杆小头质量差和大头质量差分别给以较严格的规定。
2.2工艺规程的设计2.2.1生产纲领的确定企业在计划期内应当生产的产品产量和进度计划。
零件的生产纲领按下式计算:()βα++=1QnN式中:N—零件的生产纲领(件/年);Q—机器产品的年产量(台/年);n—每台产品中该零件的数量(件/台);α—备品百分率;β—废品百分率;由此式可得生产纲领()βα++=1QnN=50000×1×(1+3%+3%)=53000件生产纲领参数如下:Q=50000 (件/年);n=1(件/台);α=3% ;β=3%2.2.2生产节拍的确定生产节拍是流水生产中,相继完成两件制成品间的时间间隔,使生产线设计的依据之一,生产线是否满足生产纲领由生产节拍决定。
生产节拍可分为:计算最大允许生产节拍和实际节拍,最大允许节拍m (min/件)是按零件纲领和设备年时基数N 计算得来的。
N Hm 60=该零件采用一班制工作,每班8小时,一年按210 天计算: H =1×210×8=1680 h/年故连杆的生产节拍53000168060⨯=m=1.90 min/件 在汽车制造过程中,由于要求流水线的均衡生产,所以工件按工艺过程顺序加工,每台设备加工时间大致相等,为使生产线能满足生产纲领要求,实际节拍小与计算值,即:m 实≤1.90 min/件2.3连杆毛坯的材料连杆在工作中承受多向交变载荷的作用,要求具有很高的强度,因此,连杆材料一般都采用高强度碳钢和合金钢,如45钢、55钢、40Cr 、40MnB 等。
近年来也有采用球墨铸铁的。
粉末冶金零件的尺寸精度高、材料消耗少、成本低。
随着粉末冶金件的密度和强度大为提高,因此,采用粉末冶金的办法制造连杆是一个很有发展前途的制造方法。
大批量生产钢制连杆时多用模锻法制造。
连杆锻坯形式有两种,一种是体和盖分开锻造,另一种是将体和盖锻成一体。
整体锻造的毛坯,需要在以后的机械加工过程中将其切开,为保证切开后粗镗孔余量的均匀,最好将整体连杆大头孔锻成椭圆形。
相对于分体锻造而言,整体锻造存在所需锻造设备动力大和金属纤维被切断等问题,但由于整体锻造的连杆毛坯具有材料损耗少、锻造工时少、模具少等优点,故用得越来越多,成为连杆毛坯的一种主要形式。
目前我国有些生产连杆的工厂,采用了连杆辊锻工艺。
毛坯辊锻工艺是将毛坯加热后,通过上锻辊模具和下锻辊模具的型槽,毛坯产生塑性变形,从而得到所需要的形状。
用辊锻法生产的连杆锻件,在表面质量、内部金属组织、金属纤维方向以及机械强度等方面都可达到模锻水平,并且设备简单,劳动条件好,生产效率高,便于实现机械化、自动化,适于在大批量生产中应用。
辊锻需要经多次逐渐成形。
连杆必须经过外观缺陷、内部探伤、毛皮尺寸及质量等的全面检查,方能进入加工生产线。
本品采用45钢模锻,上偏差+1.7mm,下偏差-0.8mm。
2.4基面的选择2.4.1粗基准的选择:粗基准的选择原则如下:(1)为保证重要表面的加工余量,应选该表面为粗基准。
(2)为保证各表面都有足够的余量,应选加工余量最小的表面为粗基准。
(3)为保证不加工表面和加工表面的尺寸和位置要求,应选不加工表面为粗基准。
(4)选作粗基准的加工表面应尽可能平整,没有毛边浇口或其它缺陷。
(5)粗基准在同一方向上只允许使用一次。
2.4.2精基准的选择:精基准的选择原则如下:(1)基准重合原则;(2)基准统一原则; (3)自为基准原则;(4)互为基准原则;(5)可靠方便原则。
2.4.3连杆基准的选择连杆件外形较复杂而刚性较差,技术要求又高,恰当的选择机械加工中的定位基准是能否保证连杆技术要求的重要问题之一。
在连杆的实际加工过程中,一般都对连杆进行完全定位,即按六点定位原理来限制连杆的六个自由度。
多数情况下,选用大、小头端面作为主要的定位基准,使零件的支承面积大、定位稳定、装夹方便。
同时选用小头孔和大头孔连杆体的外侧面作为一般定位基准,从而限制了连杆的六个自由度。
选用连杆端面和小头孔作为定位基准,不仅便于在加工过程中实现基准统一,更重要的是使连杆的重要技术要求(如大、小头孔之间的中心距要求,大、小头孔中心线在两个相互垂直的方向上的平行度要求,端面与大头孔中心线的垂直度要求,两端面之间的距离要求等)在加工过程中实现基准重合,以减小定位误差。
因此连杆体外侧面为粗基准,连杆两端面为精基准。
2.5连杆加工主要加工表面的工序安排工序的组合可采用工序的分散或集中的原则。
工序分散的特点:工序多,工艺过程长,每个工序所包含的加工内容少,极端情况下每个工序只有一个工步;所使用的装备比较简单,易于调整和掌握;有利于选用合理的切削用量,减少基本时间;设备数量多,生产面积大,涉及投资少;易于更换产品。
工序集中的特点:零件各个表面的加工集中在少数几个工序内完成,每个工序的内容和工步较多;有利于采用高效的专用设备和工艺装备;生产面积和操作工人的数量减少,辅助时间缩短,加工表面间的位置精度易于保证,设备、工装投资大,调整、维护复杂,生产准备工作量大,更换新产品困难。
工序的分散和集中程度应根据生产规模、零件的结构特点和技术要求,工艺装备与装备等的具体情况综合分析确定。
连杆的主要加工表面为大、小头孔和两端面,较重要的加工表面为连杆和盖的结合面及连杆螺栓孔的定位面,次要加工表面为轴瓦锁口槽、油孔、大头两侧面及体和盖上的螺栓座面等。
连杆的机械加工路线是围绕着主要表面的加工来安排的。
连杆的加工路线按连杆的分合可分为三个阶段:第一阶段为连杆体和盖切开之前的加工,第二阶段为连杆体和盖切开后的加工,第三阶段为连杆体和盖合装后的加工。
第一阶段的加工主要是为其后续加工准备精基准(端面、小头孔和大头外侧面);第二阶段主要加工出精基准以外的其它表面,包括大头孔的粗加工、为合装作准备的螺栓孔和结合面的粗精加工以及轴瓦锁口槽的加工等;第三阶段则主要是最终保证连杆各项技术要求的加工,包括连杆合装后大头孔的半精加工和端面的精加工及大、小头孔的精加工。
如果按主要表面的粗、精加工来划分连杆的加工阶段的话,可以按连杆合装前后来分,合装之前的工艺路线属主要表面的粗加工阶段,合装之后的工艺路线则为主要表面的半精加工、精加工阶段。
2.6工艺路线的制定制定工艺路线的出发点应当是使零件的几何形状、尺寸精度及位置精度等技术要求能得到合理的保证。
在生产纲领已经确定的为大量生产的前提下可考虑采用万能性机床配以专用夹具,并尽量使工序集中来提高生产效率,除此之外,还应当考虑经济效果,以便使生产成本尽量下降。
2.6.1工艺路线方案一工序一:粗磨两端面;工序二:钻小头孔,倒角;工序三:拉大头凸块及两端面;工序四:切开连杆和连杆盖;工序五:拉连杆小头凸块;工序六:拉连杆两侧面、半圆面和结合面;工序七:中间检查;工序八:粗锪连杆两螺栓座面;工序九:铣连杆轴瓦锁口槽,钻大头油孔,精铣两螺栓座面;工序十:去毛刺;工序十一:精磨结合面;工序十二:拉连杆盖两侧面、半圆面和结合面;工序十三:粗锪连杆盖两螺母座面;工序十四:去毛刺;工序十五:铣连杆盖轴瓦锁口槽;工序十六:精磨结合面;工序十七:精铣两螺母座面;工序十八:钻—扩φ12孔,扩φ13螺栓孔;工序十九:去毛刺;工序二十:清洗;工序二十一:中间检查;工序二十二:装配连杆和连杆盖;工序二十三:粗镗大头孔;工序二十四:半精磨两端面;工序二十五:半精镗大、小头孔;工序二十六:清洗;工序二十七:中间检查,称量大、小头不平衡重量;工序二十九:铣去大、小头多余不平衡重量;工序三十:去毛刺,复称大、小头不平衡重量;工序三十一:钻小头油孔,倒角;工序三十二:压铜衬套,挤压小头孔;工序三十三:去油孔毛刺;工序三十四:精镗大头孔和小头孔衬套;工序三十五:清洗;工序三十六:中间检查;工序三十七:珩磨大头孔;工序三十八:去毛刺;工序三十九:清洗;工序四十:终检;工序四十一:校正。