200级聚酰胺酰亚胺漆包线漆标准
200级聚酰胺酰亚胺复合聚酯亚胺漆包铜圆线标准
200级聚酰胺酰亚胺复合聚酯亚胺漆包铜圆线标准聚酰胺酰亚胺复合聚酯亚胺漆包铜圆线是一种新型的绝缘导电材料,广泛应用于电力、电子、通信和交通等领域。
该产品采用特殊的工艺和材料制备而成,具有良好的导电性能、耐热性能和耐化学性能,能够满足复杂工作环境下的使用要求。
本文将详细介绍200级聚酰胺酰亚胺复合聚酯亚胺漆包铜圆线的相关标准和性能特点。
一、标准介绍200级聚酰胺酰亚胺复合聚酯亚胺漆包铜圆线是按照国家标准GB5584.8-85《漆包铜圆线技术条件》进行生产的。
该标准规定了漆包铜圆线的技术要求、检验方法、包装标志、质量证明和订货合同等内容,保证了产品的质量稳定性和可靠性。
二、性能特点1.导电性能良好:200级聚酰胺酰亚胺复合聚酯亚胺漆包铜圆线具有优异的导电性能,能够满足各种电路的要求,有效减少能耗和损耗。
2.耐热性能优异:该产品具有良好的耐热性能,能够在高温下工作稳定,不易老化和变形,适用于高温工作环境。
3.耐化学性能优秀:200级聚酰胺酰亚胺复合聚酯亚胺漆包铜圆线具有良好的耐酸碱、耐溶剂等化学性能,能够在各种腐蚀性介质中长期稳定工作。
三、应用领域200级聚酰胺酰亚胺复合聚酯亚胺漆包铜圆线广泛应用于电力、电子、通信和交通等领域,主要用于绕制各种电磁线圈、变压器、电动机、发电机、信息传输设备等产品。
该产品在提高电气设备性能、延长使用寿命、降低能耗方面具有显著的效果,得到了广大用户的一致好评。
四、生产工艺200级聚酰胺酰亚胺复合聚酯亚胺漆包铜圆线的生产工艺主要包括原料准备、包铜、绕线、烘干、涂漆、烘烤、包装等环节。
在生产过程中,严格按照国家标准和技术要求进行操作,确保产品的质量和可靠性。
五、质量控制为了确保200级聚酰胺酰亚胺复合聚酯亚胺漆包铜圆线的质量稳定性,企业严格执行ISO9001质量管理体系,建立了完善的质量控制体系。
对原材料进行严格的验收,对生产过程进行全程监控,对成品进行全面检测,确保产品的每一个环节和细节都符合标准要求。
200级耐电晕漆包线技术规范
200级耐电晕漆包圆铜线技术规范TY/JSGF-A版本:A版受控状态:编制:审核:批准:2012-02-15发布2012-02-15实施永济通用电机制造有限责任公司前言本技术规范依据GB/T1.1-2000、GB/T 24122-2009、GB/T6109.1-90的要求编写,参考了西门子2008年04月23日发布的国家标准GB/T6109.1-2008和国际电工委标准IEC60317-0-1:2005标准的部分内容。
本技术规范是在GB/T6109.20-2008/IEC60317-13:1997《200级聚酰亚胺复合聚酯或聚酯亚胺漆包铜圆线》标准的基础上根据变频电机绕组线的技术要求修订而成。
与GB/T6109.20-2008/IEC60317-13:1997标准相比,本技术规范主要在以下方面进行了调整或补充。
1.对铜导体的规格范围进行了重新规定。
2.对绕组常规性能参数按照国家标准的要求,结合导体的规格范围,进行了删减。
3.增加了绕组耐电晕性能方面的技术要求。
本技术规范由永济通用电机制造有限责任公司负责起草,主要起草人王春生,审核卫军。
本技术规范于2012年02月15日首次发布。
200级耐电晕漆包铜圆线1、主题内容及适用范围本技术规范规定了用杜邦绝缘漆模具法涂制的200级耐电晕复合漆包铜圆线的技术要求,绝缘耐热等级在200级以上。
200级耐电晕漆包铜圆线适合于变频电机。
2、名称及表示方法对于标称直径为1.6mm,漆膜厚度为2级漆膜的铜圆线,其表示方法为:Q(ZY/XY)BP-2-200 1.60。
3、材料和绝缘3.1导体材料采用GB5231规定的1号纯铜T1,通常采用3C-P电解铜或T1无氧铜杆。
3.2铜圆线铜圆线为拉拔后经退火处理的软质铜线,表面必须光滑,表面的裂口、嵌入的氧化物和其他可用肉眼观察到的缺陷是不允许存在的。
导体的规格范围为1级:0.40~2.00mm及以下,2级:2.00~4.00mm及以下。
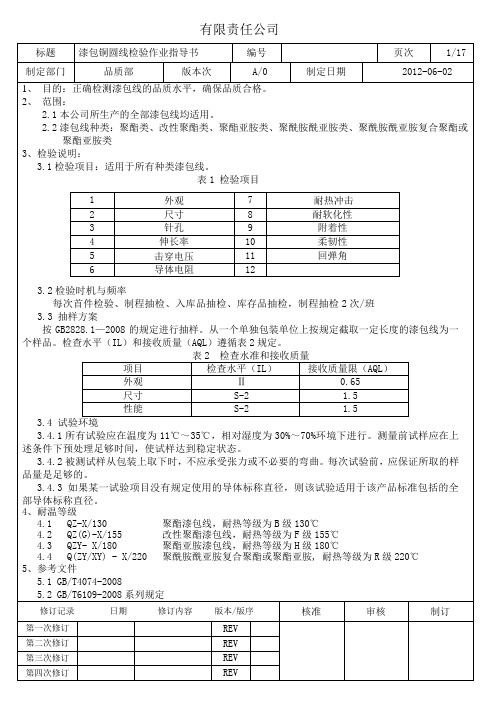
155 级180 级200 级QPN超厚漆膜可直焊性聚氨酯、聚酰胺复合漆包铜圆线知识
MENA MW75C MW79C MW82C MW28C MW80C MW80C MW83C MW83C
/ MW5C MW30C MW35C MW35C MW81C
对应标准
GB
IEC
6109.4(QA)
60317-4
6109.10(QA-155)
60317-20
6109.23(QA-180)
60317-51
�六.诚信QPN漆包线的产品优势
耐热优势 1.诚信公司QPN漆包线耐热性能高,过IR炉后性能稳定 2.市场上其他公司使用的漆包线过 IR炉后其他性能明显降低
�七.使用漆包线应注意事项
◎ 卷绕线时注意事项: (1)在加工作业中漆包线的皮膜易被金属物体边缘刮掉,在绕制线圈过程 中要 特别注意与线材接触的工治具是否光滑.否则可造成因放线不畅易断线、压线、 多线头、皮膜破裂.
漆膜种类 超厚漆膜 特厚漆膜 厚漆膜
薄漆膜
超薄漆膜
JIS标准
--
GB标准
--
0种类 如0UEW
G3
1种类 如1UEW
G2
2种类 如2UEW
G1
3种类 如3UEW
G0
IEC标准
--
G3
G2
G1
G0
NEMA标准 Quad
Triple
Heavy
Single
--
(QPN种类) (TPN种类) (HY种类) (SL种类)
2.市场上其他公司使用的是国产的低温有机颜料,耐温低,分解快,颜色不 稳定
�六.诚信QPN漆包线的产品优势
尼龙优势
1.诚信公司使用耐高温、耐高磨、静摩擦系数好的尼龙,用于自动绕线机上, 性能稳定,磨损少,不影响电压性能 2.市场上其他公司使用的是耐磨性能差的尼龙,需添加较多润滑油补充,在 自动绕线时容易打滑,绕线不稳定。 3.个别公司表面不添加尼龙,自动绕线方便,但是磨损大,绕线后漆包线扁 心大,影响电压。
漆包线检验作业指导书1
有限责任公司漆包线室温击穿电压检验作业指导书1、使用器材:击穿电压测试仪、斜口钳、绞和机2、测试条件: 2.1测试环境温度:一般条件使用温度:23±12℃ 2.2测试环境湿度:一般条件使用湿度50±20%2.3电压调升速率:以平均100V/S 的调整速率调升电压。
2.4测试电压频率:仪器已自动设定为50HZ 交流正弦波电压 3、样品制备:3.1将长度500mm 的漆包圆铜线中间对折后扭成125mm 长的试样 3.2扭绞时采用绞合机扭绞,并参照表6规定操作3.3取下试样,将扭绞试样的端环在两处剪开并朝两边掰开至足够的距离,但应避免过分弯曲或损坏绝缘 表6 扭绞标准3.4共制作样品5个绞合样(图一)高压舱试验状态(图二) 4、测试方法:4.1将试样“U ”型端两脚分别插入氯化钠饱和溶液杯内(图二),关好舱门,启动升压手柄等待升压4.2注意观看升压数值,待听到或看到击穿的声光报警后,证明已经击穿,并记录其击穿电压。
4.3待击穿电压示值下降至0后开始下一个试样的试验 4.4重复做完5个试样试验 4.5注意试验过程的安全 5、结果判定5.1目前内控标准定为所有规格漆包线的击穿电压不小于5KV5.2 5个试样中允许有一个低于标准要求值,但必须在此状况下予以复查后作出最后判定。
标称直径d mm 砝码N 125mm 中扭绞圈数0.10<d ≤0.25 0.85 33 0.25<d ≤0.35 1.70 23 0.35<d ≤0.50 3.40 16 0.50<d ≤0.75 7.00 12 0.75<d ≤1.05 13.50 8 1.05<d ≤1.50 27.00 6 1.50<d ≤2.1554.0042.15<d ≤2.50 108.00 3修订记录 日期 修订内容 版本/版序 核准审核 制订第一次修订REV第二次修订 REV 第三次修订 REV漆包线耐软化性检验作业指导书1、目的:测定漆包线在热状态下,漆膜的耐软化性能2、使用器材:软化击穿试验仪、尖嘴钳3、测试条件:3.1试验电压:AC 100V± 10V3.2短路电流:20 ± 10mA4、测试方法及过程:4.1将软化击穿试验仪试验温度调整到要求值,并开始升温4.2取被测样品约100cm,共三个,并适度手工予以校直4.3待温度升到要求值后,将试样的一端从左夹线装置下穿过试验模具的十字槽,另一端从右夹线装置下穿过试验模具的十字槽。
QPN漆包线基础知识

1
QPN漆包线的定义
2
漆包线的标准
3 QPN漆包线特点,应用范围
4 拉丝原理
5
漆包线生産流程图
6
诚信QPN漆包线的产品优
势
7 使用漆包线的注意事项
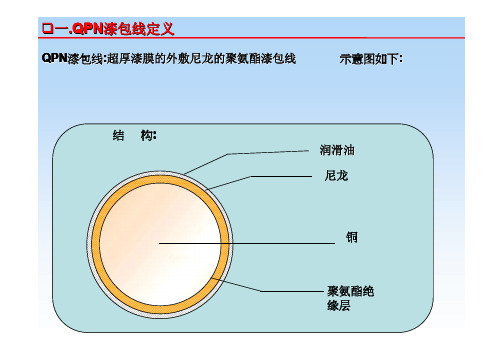
�一.QPN漆包线定义
QPN漆包线:超厚漆膜的外敷尼龙的聚氨酯漆包线
示意图如下:
结 构:
润滑油 尼龙
铜
聚氨酯绝 缘层
�一.QPN漆包线的定义
6109.4(QA/X)
60317-19
/
60317-21
/
60317-21
/
/
/
/
6109.7 6109.2 6109.5(QZY) 6109.11(QZY/XY) 6109.11(QZY/XY) 6109.6(QXY)
60317-34 60317-3 60317-8 60317-13 60317-13 60317-26
●温度 ●浓度 ●PH值 Leabharlann 导电度 ●细菌含量眼模检查
C ●硬度 ●尺寸 ●光滑度
1
来料:Φ8.0铜杆
2
大拉机:从直径Φ8mm铜杆 拉至直径Φ2.6mm铜线
3
中拉机:从直径Φ2.6mm铜杆 拉至直径Φ0.90mm铜线
4
中细拉:从直径Φ0.90mm铜杆 极细拉
拉至直径Φ0.30mm铜线
铜杆拉
�六.诚信QPN漆包线的产品优势
漆膜种类 超厚漆膜 特厚漆膜 厚漆膜
薄漆膜
超薄漆膜
JIS标准
--
GB标准
--
0种类 如0UEW
G3
1种类 如1UEW
G2
2种类 如2UEW
漆包线技术条件
本标准自 2008 年 09 月 12 日起发布,自发布之日起实施。
3
标准名:漆包线技术条件
NO: D06EP0407001 生效期:2008-09-12 第 0 次修改
1 范围
本标准规定了热级为 200 聚酯亚胺/聚酰胺酰亚胺复合漆包铜圆线 (以下简称漆包线)Q(ZY/XY)-2 与 Q(ZY/XY)—3 的技术要求及进货检 验规则。
电压
漆包线型号 漆膜层厚度等级
导体
标称直径 d
mm
偏差
漆包线最大外径 mm
最小漆膜厚度 mm (直径量)
漆膜层厚度均匀性
表 1(续)
φ0.46 0.523
φ0.47 0.536
φ048 ±0.005 0.541
φ0.50 0.566
Q(ZY/XY)-2/200
2 级(厚)
φ0.51
φ0.53
φ0.55
0.577 0.600 0.620
6
盐 试验
水 针
电压
V
孔 针孔数 个
DC12V 每 5m 内,≤1
日本 JISC 3003 6.2
7
最小击穿
5.9
6.0
6.1
6.1
6.4
6.4
6.6
6.6
6.6
6.6
6.9 GB4074.17
电压
KV
(室温)
5 个试样中至少有 4 个试样在低于或等于规定值时应不击穿
8
急拉断
漆膜不开裂
GB4074.8
14
R22 发泡
每个试样的气泡不多于 4 个,发泡后 4d 卷绕不开裂
GB4074.31
聚酰胺酰亚胺实验报告.

天恒达中试试验室实验报告实验日期:2014年4月27 日交报告日期:2014年4月29日参与人员:高继仕、宋孝飞、王小青、李忠良实验名称:聚酰胺酰亚胺漆包线漆的合成一、实验目的1. 根据聚酰胺酰亚胺工艺配方合成聚酰胺酰亚胺漆包线漆。
2. 以偏苯三酸酐(TMA)和二异氰酸酯(MDI)为原料,N一甲基吡咯烷酮(NMP)和二甲苯为溶剂,控制反应温度、时间,适时添加苯甲酸、苯甲醇等助剂控制反应进程、聚合度等,制备性能优良的耐高温聚酰胺酰亚胺绝缘漆。
二、反应机理以偏苯三酸酐(TMA)和二异氰酸酯(MDI)为原料,在N一甲基吡咯烷酮(NMP)和二甲苯混合液中进行缩合反应,适时添加苯甲酸、苯甲醇等助剂,生成聚酰胺酰亚胺。
反应机理如下:三、仪器与试剂1. 仪器2. 试剂四、实验装置图及步骤1、向反应釜中加入NMP(80%左右),预留部分NMP(20%左右)洗泵,取样测含水率(含水率≦1%),含水率合格后加入TMA,升至70-75℃。
2、取样检查TMA是否溶解,一旦TMA完全溶解,降温。
3、当温度降至60℃时,加苯甲酸,继续降温。
4、5分钟后,加MDI,加完后用预留的NMP洗泵,继续降温。
5、当温度降至40℃时降低搅拌速度(转数10-15rpm左右)。
6、自加MDI始计时,降温维持16小时。
7、16小时后,加快搅拌速度,一小时内升温至85℃(25-30 rpm左右)。
8、85℃维持3小时。
注意观察釜中反应情况,必要时在维持结束后取样测粘度。
9、升温至120℃。
加快搅拌速度(40-45 rpm左右),当温度至120℃时,取样测粘度。
粘度合格值为85-90S(20-25℃,4号杯)。
【DDJ-79测粘度合格标准700cp-1100cp】10、若粘度不合格,则根据测得的粘度值来确定在120℃下应维持多长时间然后再测,120℃维持的总时间为3小时。
若粘度仍不合格,则升温至135℃,加快搅拌速度(40-45 rpm左右),取样测粘度,若不合格,维持一段时间再测,直至粘度合格为止。
不同绝缘漆种类漆包线名称标示、耐热等级、对应标准汇总表
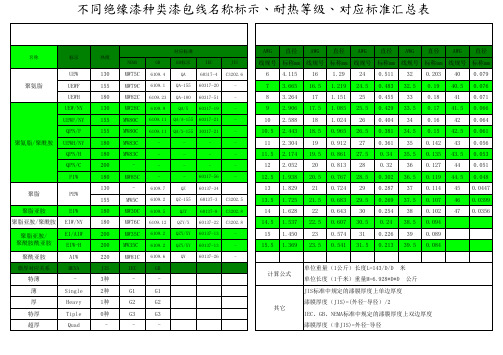
不同绝缘漆种类漆包线名称标示、耐热等级、对应标准汇总表名称标示热级对应标准AWG直径AWG直径AWG直径AWG直径AWG直径NEMA GB GB标示IEC JIS线规号标称mm线规号标称mm线规号标称mm线规号标称mm线规号标称mm聚氨脂UEW130MW75C6109.4QA60317-4C3202.66 4.115 16 1.29240.511320.203400.079 UEWF155MW79C6109.1QA-15560317-20 -7 3.665 16.5 1.21924.50.48332.50.1940.50.076 UEWH180MW82C6109.23QA-18060317-51 -8 3.264 17 1.151250.455330.18410.071聚氨脂/聚酰胺UEW/NY130MW28C6109.9QA/X60317-19 -9 2.906 17.5 1.08525.50.42933.50.1741.50.066 UEWF/NY155MW80C 6109.11QA/A-15560317-21 -10 2.588 18 1.024260.404340.16420.064 QPN/F155MW80C 6109.11QA/X-15530317-21 -10.5 2.443 18.50.96526.50.38134.50.1542.50.061 UEWH/NY180MW83C -- --11 2.304 190.912270.361350.142430.056 QPN/H180MW83C -- --11.5 2.174 19.50.86127.50.3435.50.13543.50.053 QPN/C200 -- -- -12 2.052 200.813280.32360.127440.051 FIW180MW85C --60317-56 -12.5 1.938 20.50.76728.50.30236.50.11944.50.048聚脂PEW 130 -6109.7QZ60137-3413 1.829 210.724290.287370.114450.0447 155MW5C6109.2QZ-15560137-3C3202.513.5 1.725 21.50.68329.50.26937.50.107460.0399聚脂亚胺EIW180MW30C6109.5QZY60137-8C3202.814 1.628 220.643300.254380.102470.0356聚脂亚胺/聚酰胺EIW/NY180MW76C6109.12QZY/X60137-22C3202.814.5 1.537 22.50.60730.50.2438.50.094聚脂亚胺/ 聚酰胺酰亚胺EI/AIW200MW35C6109.2QZY/XY60137-13 -15 1.450 230.574310.226390.089 EIW-H200MW35C 6109.2QZY/XY60137-13 -15.5 1.369 23.50.54131.50.21339.50.084聚酰亚胺AIW220MW81C6109.6QY60137-26 -膜厚对应关系MENA JIS IEC GB计算公式单位重量(1公斤)长度L=143/D/D 米特薄 -3种 --单位长度(1千米)重量M=6.928*D*D 公斤薄Single2种G1G1其它JIS标准中规定的漆膜厚度上单边厚度厚Heavy1种G2G2漆膜厚度(JIS)=(外径-导径)/2特厚Tiple0种G3G3IEC、GB、NEMA标准中规定的漆膜厚度上双边厚度超厚Quad -- -漆膜厚度(非JIS)=外径-导径。
漆包铝圆线标准——钱名正版
7.5 电阻
导体电阻值不作规定,如用户与制造厂协商同意,可以测量导体直流电阻,测量结果(20℃时电阻值)
应在表 2 规定的范围内。
表2
导体标称 直径 d mm
最小
电阻 Ω/m 标称
最大
导体标称 直径 d mm
最小
电阻 Ω/m 标称
最大
0.250
0.5452
0.5683
0.5927
0.560
0.1098
0.1133
0.1169
0.280
0.4361
0.4530
0.4708
0.630
0.08695
0.08948
0.09211
0.315
0.3456
0.3579
0.3708
0.710
0.06842
0.07045
0.07257
0.355
0.2729
0.2818
0.2911
0.800
0.05387
0.05549
Q/QW001-2007
漆包铝圆绕组线
1 范围
本标准规定了漆包铝圆绕组线(以下简称:漆包铝圆线)型号、规格、要求、试验、检验规则以及 标志、包装、运输和贮存的要求。
本标准适用于 180 级聚酯亚胺漆包铝圆线(以下简称:180 级漆包铝圆线)。该产品具有较高的热 冲击性能,其热级为:180。
本标准适用于 200 级聚酯亚胺/聚酰胺酰亚胺复合漆包铝圆线(以下简称:200 级漆包铝圆线)。该 产品具有较高的热冲击性能、较好的耐冷冻剂及耐溶剂性能,其热级为:200。
Q/QW001-2007
4.90 5.25 5.45 5.85 6.50 6.95 7.40 7.90
漆包线技术参数
漆包线技术参数180级聚酯亚胺漆包铜圆线规格范围:0.040~2.500mm产品特性:该产品具有较高的热冲性能和较强的机械性能。
应用领域:产品广泛地应用于中小型电机、电讯仪表及电器产品绕组。
聚氨酯漆包铜圆线规格范围:0.030~0.100mm产品特性:该产品耐高压、低针孔,高伸率,可直焊等性能。
应用领域:适用于黑白、彩色电视机回扫变压绕组和需在高脉冲电压下工作的线圈绕组及其它仪器仪表等有特殊要求绕组。
200级聚酯亚胺/聚胺酰亚胺复合漆包铜圆线规格范围:0.200~2.000mm产品特性:具有相当高的耐热性能、机械性能、电气性能和耐辐射、耐化学性能及特殊的耐冷冻性能。
应用领域:适用于制冷系统压缩机电机及在高温、潮湿或特定化学气氛中工作的电机、电器的绕组。
220级聚酯亚胺/聚胺酰亚胺复合漆包铜圆线规格范围:0.200~2.000mm产品特性:该产品具有较高的耐热性能和机械性能及良好的耐化学性能。
应用领域:广泛应用于启动频繁、瞬间电负荷变大,耐高温等特殊环境下使用的各种电机电器的绕组。
130级、155级聚酯和改性聚酯漆包铜圆线规格范围:0.030~2.500mm产品特性:该产品具有优良的附着性、热稳定性、机械强度、耐溶剂性能及电器性能。
应用领域:适用于长期工作温度130℃、155℃启动频繁各种电机、电器仪表及电信设备绕组。
130级聚酯漆包铜圆线生产范围: 0.050-3.500温度指数: 130产品特性及应用介绍:产品具有良好的机械强度、漆膜附着性能、优良的电气、耐刮性能、耐化学性能、热稳定性及耐溶剂性。
广泛应用于各种电机、电器、仪表、电讯器材及家电产品中上。
180级聚酯亚胺漆包铜圆线型号: EIW/180生产范围: 0.050-3.500温度指数: 180产品特性及应用介绍:良好的机械、电气、耐化学性和优良的热稳定性及耐溶剂性,良好的耐氟裹昂R22性能和耐冷冻性。
广泛适用于电器,仪表、电讯器材、油变压器、电器马达、高功率马达、电磁线圈、耐高温变压器、耐热元件,小型电机、电动工具马达以及H级耐氟电机绕组。
漆包线种类规格介绍

直焊聚氨酯漆包铜圆线系列
{ 产品标识: x UEW
{ x表示漆膜厚度等级:
0、1、2、3(JIS标准) S、H、T、Q(NEMA标准)
直焊聚氨酯/聚酰胺复合漆包铜圆线系列
{ 耐热等级:Y
{ 线规:Φ0.015~ Φ0.500mm(AWG55~24) { x表示漆膜厚度等级:
漆包线种类规格介绍
{ 聚酯亚胺漆包铜圆线系列 (x EIW 180、200 ) { 可焊聚酯亚胺漆包铜圆线系列 ( x SEIW 180) { 聚酯亚胺复合聚酰胺酰亚胺漆包铜圆线系列 ( x EI/AIW 200、220 ) { 聚酰胺酰亚胺漆包铜圆线系列 (x AIW 200、220) { 聚酰亚胺漆包铜圆线系列 ( x PIW 220、240 ) { 丝包线 (USTC or UDTC) { 高张力漆包铜圆线 (HTW or SHTW) { 铜银、铜镍、铜锡、铜锌漆包圆(绞)线系列 { 漆包铜扁线系列
{ 耐热等级:130级、155级、180级
直焊聚氨酯漆包铜绞线系列
{ 产品标识: LZ x UEW { x表示漆膜厚度等级:
{ 线规:Φ0.015~ Φ0.360mm AWG55~24)
0、1、2、3(JIS标准)
S、H、T、Q(NEMA标准)
{ 股数:2~1600股
{ 绞数:3~ 800绞
我们一直在努力!
我们一直在努力!
0、1、2(JIS标准)
S、H、T、Q(NEMA标准)
{ 耐热等级:130级、155级、180级、200级
{ 线规:Φ0.015~ Φ0.360mm(AWG55~24)
我们一直在努力!
漆包线种类规格介绍
粘结性直焊聚氨酯漆包铜圆线系列
qzy聚酰亚胺漆包线标准
聚酰亚胺漆包线是一种高性能的绝缘材料,广泛应用于电机、变压器等电力设备中。
其标准主要包括以下几个方面:
1. 尺寸和形状:聚酰亚胺漆包线的直径、长度等尺寸应符合相关标准规定,形状应为圆形。
2. 性能要求:聚酰亚胺漆包线应具有良好的耐热性、耐化学腐蚀性、电绝缘性和机械强度。
其耐热等级通常分为F级、H级和C级,其中F级最高,耐热温度可达260℃。
3. 表面质量:聚酰亚胺漆包线的表面应光滑、无气泡、无裂纹、无杂质等缺陷。
4. 电气性能:聚酰亚胺漆包线的电气性能应符合相关标准规定,包括电阻率、介电常数、击穿电压等。
5. 环保要求:聚酰亚胺漆包线在生产和使用过程中应符合环保要求,不产生有害物质。
GB 200级漆包铜扁线检验规范

上海申茂电线有限公司200级聚酯或聚酯亚胺/聚酯胺酰亚胺复合漆包铜扁线共2页第1页检验规范编制:审核:批准:1内容与适用范围1.1本规范规定了GB/T 7095.6-2008标准中200级聚酯或聚酯亚胺/聚酯胺酰亚胺复合漆包铜扁线生产过程中的首检、中间检验、成品检验的项目,技术要求,试验方法及检验规则。
1.2本规范适用于GB/T 7095.6-2008标准中200级聚酯或聚酯亚胺/聚酯胺酰亚胺复合漆包铜扁线。
2检验项目、技术要求、试验方法等按下表规定3检验规则3.1检验方式分为以下三种A首检:当某台漆包机新开车、调品种、换规格时,同一规格的产品抽样5%,但至少抽2盘线,按规定项目进行检验。
B中间检验:对每台漆包机,每班生产的同一规格的产品抽样5%,但至少抽2盘线,按规定项目进行检验。
C成品检验:对每台漆包机每班生产的同一规格的产品抽样5%,但至少抽2盘线,按规定项目进行检验。
(当客户有特殊要求时,按客户协议执行)3.2检验中若有一项不合格,则就不合格项目加倍抽样进行复验,仍不合格,则判定产品为不合格品。
3.3若检验产品出现不合格,应立即将检验结果通知生产车间,车间将调整后的情况及时通知技术部门,以便掌握情况共同解决。
3.4一天8小时为一班。
序号项目名称技术要求检验方式检验频次检验设备检验方法首检中检成品1 尺寸1.1 导体尺寸符合GB/T7095.1第4条√√√首检:首检必须中检:每班巡检2次成品:抽样5%千分尺GB/T4074.21.2 漆膜厚度符合GB/T7095.1第4条√√√首检:首检必须中检:每班巡检2次成品:抽样5%千分尺GB/T4074.21.3 最大外径符合GB/T7095.1第4条√√√首检:首检必须中检:每班巡检2次成品:抽样5%千分尺GB/T4074.22 电阻符合GB/T7095.1第5条√成品:抽样5% 直流电阻测试仪GB/T4074.53 伸长率符合GB/T7095.1第6条√成品:抽样5% 拉伸试验仪GB/T4074.34 回弹角符合GB/T7095.1第7条√成品:抽样5% 回弹角试验仪GB/T4074.35 柔韧性和附着性5.1 圆棒弯曲符合GB/T7095.1第8条√成品:抽样5% 弯曲仪GB/T4074.3 5.2 拉伸试验符合GB/T7095.1第8条√成品:抽样5% 拉伸试验仪GB/T4074.36 热冲击符合GB/T7095.1第9条√成品:抽样5% 烘箱(0~300℃)GB/T4074.67 耐溶剂符合GB/T7095.1第12条√成品:抽样5%501A超级恒温器GB/T4074.48 击穿电压8.1 室温下符合GB6109.1第13条√√首检:首件必须成品:抽样5%电磁线电压试验仪GB/T4074.58.2 高温下符合GB6109.1第13条客户要求时检测高温电压试验仪GB/T4074.59 表面质量符合GB/T7095.1第3.3条√√√首检:首检必须中检:每班巡检2次成品:抽样5%目测正常视力检验10 包装符合GB/T7095.1第30条√成品:每盘必检目测正常视力检验注:检验频次一般是采用国家标准,当客户有特殊要求时,可以按客户要求执行。
漆包线耐热冲击检验作业指导书
漆包线耐热冲击检验作业指导书
1、使用器材:恒温烘箱(不能鼓风)、卷绕机、温度计、6-8倍放大镜、伸长率试验机、斜口钳
2、测试条件:
2.1聚酯漆类最低155℃,改性聚酯类最低175℃,聚酯亚胺类最低200℃,
聚酰胺酰亚胺复合聚酯或聚酯亚胺最低220℃
2.2测试时间:恒温烘烤60min
3、测试方法: 0.37mm以上的按卷绕法试验,导体直径小于0.08mm的不要求
作此试验
3.1伸长法:取长约40cm的试样,以300mm/min的伸长速率拉伸到标准要
求的值后,放置于对应规定要求温度的恒温烘箱中烘烤60min后取出,待试样在室温下冷却至常温,用6-8倍放大镜检查漆膜是否有龟裂。
同样的试样做3个。
3.2卷绕法:取长约60cm的试样,以规定的直径圆棒,用卷绕机紧密卷绕
20匝,放置于对应规定要求温度的恒温烘箱中烘烤60min后取出,待试样在室温下冷却至常温,用6-8倍放大镜检查漆膜是否有龟裂。
同样的试样做3个。
3.3伸长率和卷绕棒直径的匹配要求见表8
表8 热冲击线径卷绕棒
4、测试过程:
4.1在进行样品制备前就将烘箱温度设定至标准要求的温度,并将烘箱升温 4.2样品制备完成后要做好对应的标记,待温度恒定后置于烘箱内烘烤,并记录时间点,设置好闹钟
4.3注意测试过程的安全,避免烫伤、电伤
5、验收标准与结果处理
烘烤完成后,对应的漆膜不允许有龟裂现象。
200级耐电晕漆包线技术规范9页word文档
200级耐电晕漆包圆铜线技术规范TY/JSGF-A版本:A版受控状态:编制:审核:批准:2012-02-15发布2012-02-15实施永济通用电机制造有限责任公司前言本技术规范依据GB/T1.1-2000、GB/T 24122-2009、GB/T6109.1-90的要求编写,参考了西门子2008年04月23日发布的国家标准GB/T6109.1-2019和国际电工委标准IEC60317-0-1:2019标准的部分内容。
本技术规范是在GB/T6109.20-2019/IEC60317-13:2019《200级聚酰亚胺复合聚酯或聚酯亚胺漆包铜圆线》标准的基础上根据变频电机绕组线的技术要求修订而成。
与GB/T6109.20-2019/IEC60317-13:2019标准相比,本技术规范主要在以下方面进行了调整或补充。
1.对铜导体的规格范围进行了重新规定。
2.对绕组常规性能参数按照国家标准的要求,结合导体的规格范围,进行了删减。
3.增加了绕组耐电晕性能方面的技术要求。
本技术规范由永济通用电机制造有限责任公司负责起草,主要起草人王春生,审核卫军。
本技术规范于2012年02月15日首次发布。
200级耐电晕漆包铜圆线1、主题内容及适用范围本技术规范规定了用杜邦绝缘漆模具法涂制的200级耐电晕复合漆包铜圆线的技术要求,绝缘耐热等级在200级以上。
200级耐电晕漆包铜圆线适合于变频电机。
2、名称及表示方法对于标称直径为1.6mm,漆膜厚度为2级漆膜的铜圆线,其表示方法为:Q(ZY/XY)BP-2-200 1.60。
3、材料和绝缘3.1导体材料采用GB5231规定的1号纯铜T1,通常采用3C-P电解铜或T1无氧铜杆。
3.2铜圆线铜圆线为拉拔后经退火处理的软质铜线,表面必须光滑,表面的裂口、嵌入的氧化物和其他可用肉眼观察到的缺陷是不允许存在的。
导体的规格范围为1级:0.40~2.00mm及以下,2级:2.00~4.00mm及以下。
铜线的热风类等级180 200
铜线的热风类等级180 200
1.缩醛漆包线;热级为105和120两种,具有良好的机械强度,附着性,耐变压器油及耐冷媒性能,但该产品耐潮性能差,热软化击穿温度低,耐用苯-醇混合溶剂性能弱等缺陷,目前仅少量用于油浸变压器,充油电机的绕组。
2.聚酯及改性聚酯的漆包线,普通聚酯漆包线,热级为130,经改性后漆包线热级为155级。
该产品机械强度高,并具有良好的弹性,耐刮,附着性,电气性能和耐溶剂性能,它是我国目前生产量最大的一个品种,约占三分之二:广泛应用在各种电机,电器,仪表,电讯器材及家电产品上;该产品的弱点是耐热冲击性能差,耐潮性能较低。
3.聚氨酯漆包线;热级等级为130、155、180、200.最大特点是具有直焊性,耐高频性能性好,易着色,耐潮性能好,广泛应于电子家电和精密仪器,电讯,仪表上,该产品弱点是机械强度稍差,耐热性能不高,且生产大规格线的柔韧性和附着性较差,因此该产品生产的规格以中小及微细线为多。
4.聚酯亚胺/聚酰胺复合漆包线,热级180该产品耐热冲击性能好,耐软化击穿温度高,机械强度优良,耐溶剂及耐冷冻剂性能均较好,弱点是在封闭条件下易水解,广泛用于耐热要求高的电机,电器,仪表,电动工具电力干式压器等绕组。
5.聚酯亚胺/聚酰胺酰亚胺复合层漆包线糸目前在国内外使用较为广泛的耐热漆包线,其热级为200,该产品耐热性高,还具有耐冷冻剂,耐严寒,耐辐射等特性,机械强度高,电气性能稳定,耐化学
性能和耐冷冻剂性能好,超负荷能力强。
广泛应用于冰箱压缩机,空调压缩机,电动工具,防爆电动机及高温,高寒,耐辐射,超负荷等条件下使用的电机,电器。
漆包线命名标准

漆包线命名标准?
答:我国的漆包线的命名标准主要有两种:
1. 以型号识别方法命名,其方法为“温度指数”+“绝缘漆层厚度”+“绝缘漆名称”+“漆包/纸包线等”,如:QZY/XY-2/200,就表示国标(GB)中底漆为聚酯亚胺,面漆为聚酰胺酰亚胺类漆,2级漆膜厚度温度等级为200的漆包圆线。
2. 以直径命名,漆包线的直径通常用英寸或毫米表示,可以是实际直径或外径。
例如,直径为0.5毫米的漆包线可以被命名为0.5mm漆包线。
以上就是关于漆包线命名标准的两种方法,希望对您有所帮助。
同时请注意,不同的国家和地区可能会有不同的命名标准,所以在具体使用时需要参照当地的命名规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
符合 J / 7 9 1 n 章规定 B T 9 第 5
GB 7 . 4 41 0 7
GB 7 . 4 42 0 0
漆膜连续性 温度指数
耐 冷冻剂
2 引用标准
J / 79. 漆包绕组线绝缘漆 第 1 B T 91 5 部分 一般规定
3 使 用特 性
: 涂制的漆包线具有较好的耐冷冻剂性能及耐溶剂性能, _ ; 常用于复合漆包线漆的外涂层
4 型号
聚酞胺酞亚胺漆的热级为20 0 级。
聚酞胺酞亚胺漆的型号如表 1 所示。
表 1
型 号
1 6 -6 7 01 1 6 -4 7 03
固体含量 粘度
1 .1 12 . 13
2
J / 79. 9 11 B T 9 1 .. 条 5 第
. 条规定 符合本标准第 511 . 符合本标准第 512条规定
T. S
J/ 79. 912 B T 91 . 条 5 第 .
J / 7 9 . 第 9 l32条 B T 9 1 5 . . .
T, 5
T
GB 7 . 4 42 0 1 GB 7 . ^ 4 7 . 4 42 0 8 042 9
GB 7 . 4 43 0 1
T, 5
R R
2 1 . 1
3
表面质量 包装
目力检 查 目力检 查
. 粘度 : { 用旋转式粘度计测得的粘度应符合表 3的规定。 . ;
项 目 名 称
固体含量: 2。 ) 下保持 1 后测得的固体含量应符合表3 在(0士3' C h 的规定。
6 检验规则 聚酸胺酸 l k 胺漆及涂制的线样应按表 2 规定检验
7 涂线工艺参数 涂线 } 艺参数见本标准附录 A
J / 7 9 . - 19 B T 5 9 7 9 4
附 录 A
2 0级聚酞胺酞亚胺漆包线漆涂线工艺参数 0
( 考件 ) 参}GB 来自 . 4 42 0涂制线样性能
尺寸 漆膜 厚度
2 1 .
211 ..
2 . .1 2
章规定 符合 G 60 1 B 9 第7 1
符合 G 6 0 I s B 9 第 章规定 1
漆包线最大外径
机械工业部 19 -20 9 41-9批准
19 -60 实施 9 50 -1
J / 7 9 . - 19 B T 9 7 9 4 5
急拉断: 标称直径为 020 . m 5 m的漆包铜圆线, 急拉断后漆膜应不开裂或不失去附着性 剥离扭绞: 标称直径为 120 . m 5 m的漆包铜圆线, 经受转数 6 后, 0 漆膜应不失去附着性。 热冲击: 4 按表 规定卷绕的试样, 在不低于 20 的条件下处理后漆膜应不开裂。 2' C
心 r
附加说明 :
本标准由机械工业部提出 本标准由机械工业部 上 海电缆研究所归口。 本标准由机械工业部上海电缆研究所起草。 本标准主要起草人张志昌、 存华、 凌 贺步云。
符合 J / 7 9. 812 B T 91 .. 条规定 5 第
GB 7 . 4 46 0 GB 0 4 8 47. GB 7 . 4 49 0 T, 5 T, S T, 5 T, 5 T, 5 GB 0 4 1 4 7 . 1 GB 0 4 1 4 7 . 3 GB 0 4 1 4 7 . 4 GB 0 4 1 4 7 . 6
表 5
标 称 直 径/
m m
最小的平均刮破力/
N
三次试验中最小刮破力/
N
一 : : :
5 4 6
一 2 9 :
4 1 1 . . 1 0 5
J / 7 9 . - 19 B T 9 7 9 4 5
温度指数: 温度指数应不低于 20 00
中华人 民共和国机械行业标准
漆包绕组线绝缘漆
第7 部分 20 0 级聚酞胺酞亚胺漆包线漆
JT . 14 B 79-9 /57 9 9
主题 内容与 适 用 范 围
本标准规定了20 0 级聚酞胺酞亚胺漆包线漆的技术要求、 检验规则及涂线工艺参数。 本标准适用于 20级以异氰酸酷法合成的聚酞胺酸亚胺树脂为基的、 N 甲基毗咯烷酮或二 甲基 0 用 一 甲( 酞胺等溶解稀释制成的聚酞胺酞亚胺漆包线漆, 乙) 简称聚酞胺酞亚胺漆。 本标准应 与J / 79. B T 91 5 一起使用。
项
目
名
称
单
位
一
一
一
指 一
!2 - } 汉I ,
几 - o.2 O 1 1
涂线方法
涂漆道数 炉 温
最 小值 最 大值
最小值
次
C
} - 1 1
厂
涂线速 度
1 } T } 2 0 0
毛毡法或模 其法
i o
10 8
耐冷冻齐 I f 本试验仅 适用于制冷系统用漆包线。
9 1 . 92 .
93
用 用
氯乙烯或甲醇萃取物的百分数应符合表 6 规定。 氯几氟甲烷( 2 ) R 2萃取物的百分数应符合表 6 规定 氛二氟甲烷( 2 ) R 2 发泡试验的结果应符合表 6 规定
表 6
1 } 乙烯 或甲醇萃取 H A
表 3
指 标 1 6-4 7 03 0
3 4
单
位
1 6 -6 7 01
固体含量
最小值
粘 度
Fa .5
%
1 6 0 5 18 . . 一
03 15 .^ .
13 14 成
1 )由于制漆工艺不同, 固体含量高而粘度小。
名
称
20 0 级聚阮胺酞亚胺漆包线漆 , 最小固体含量为 1% 6 20 0 级聚酞胺酞亚胶漆包线漆 , 最小固体含量为 3 % 4
5 技术要求
5 1 技术要求应符合表 2的规定。 .
表 2
序
1
号 外观
项 目名 称
技 术 要 求
试验类型
T. R
试 验 方 法
漆的理化性能 符合 J / 79 1 61 B T 9 第 . 条规定 5
用 一 氟甲烷( ) 氯 R 2 2 萃取
萃取物百分数 一 于
不 大 J -
飘 - 氟甲烷咬 ( R3 发泡试验
萃取物白分数・ 城
I 大 、 于
0 2 . 5
一
气泡应小超过 I 个-
并经 A d卷绕 不开裂
U 此试验仪 白制造I 用户协商同意后进行 。 ` j
表 2 完) (
序
22 . 221 . . 222 . . 223 . . 23 . 24 . 25 . 26 . 2 .7 28 . 29 .
2 1 0
号
项 目名 称 柔 韧 性 和附 着性
技 术 要 求
试验类 型
T. S
试 验 方 法
圆棒卷绕 急拉 断
剥离扭 绞 热 冲击
符合本标准第 513 . 条规定 . 符合本标准第 514 . 条规定 . 符合本标准第 515 . 条规定 .
软化击 穿 刮漆
耐溶 剂 击 穿 电压
符合本标准第 516 .. 条规定
符合本标准第 517 . 条规定 . 符合J / 79. 第 8 14 BT 91 .. 条规定 5 符合 J/ 79. 8 15 BT 91 . 条规定 5 第 . 符合 J / 79. 第 8 13 BT 91 . 条规定 5 .
卷绕试捧直径
表 4 mm
标 称 直 径
: . : : :
1 试样在卷绕前应伸长2%, ) 0 或拉伸至铜的断裂点, 取较小值
5 5
4 d '
3 d
i 16 软化击穿: 30 . 在 5 ' 2m n内应不击穿。 C下 . m 5 m的漆包铜圆线漆膜的耐刮性能应符合表 5 的规定。 17 刮漆 : . 标称直径为 0 20m . m和 120 5