渗氢管道焊前的消氢处理工艺
去氢处理

去氢处理去氢处理,也称除氢处理,一般对电镀前后必须进行工序,特别是对高强度高硬度的零件在电镀工艺中。
氢脆的原理与预防在任何电镀溶液中,由于水分子的离解,总或多或少地存在一定数量的氢离子。
因此,电镀过程中,在阴极析出金属(主反应)的同时,伴有氢气的析出(副反应)。
析氢的影响是多方面的,其中最主要的是氢脆。
氢脆是表面处理中最严重的质量隐患之一,析氢严重的零件在使用过程中就可能断裂,造成严重的事故。
表面处理技术人员必须掌握避免和消除氢脆的技术,氢脆的影响降低到最低限度。
一、氢脆1氢脆现象氢脆通常表现为应力作用下的延迟断裂现象。
曾经出现过汽车弹簧、垫圈、螺钉、片簧等镀锌件,在装配之后数小时内陆续发生断裂,断裂比例达40%~50%。
某特种产品镀镉件在使用过程中曾出现过批量裂纹断裂,曾组织过全国性攻关,制订严格的去氢工艺。
另外,有一些氢脆并不表现为延迟断裂现象,例如:电镀挂具(钢丝、铜丝)由于经多次电镀和酸洗退镀,渗氢较严重,在使用中经常出现一折便发生脆断的现象;猎枪精锻用的芯棒,经多次镀铬之后,堕地断裂;有的淬火零件(内应力大)在酸洗时便产生裂纹。
这些零件渗氢严重,无需外加应力就产生裂纹,再也无法用去氢来恢复原有的韧性。
2 氢脆机理延迟断裂现象的产生是由于零件内部的氢向应力集中的部位扩散聚集,应力集中部位的金属缺陷多(原子点阵错位、空穴等)。
氢扩散到这些缺陷处,氢原子变成氢分子,产生巨大的压力,这个压力与材料内部的残留应力及材料受的外加应力,组成一个合力,当这合力超过材料的屈服强度,就会导致断裂发生。
氢脆既然与氢原子的扩散有关,扩散是需要时间的,扩散的速度与浓差梯度、温度和材料种类有关。
因此,氢脆通常表现为延迟断裂。
氢原子具有最小的原子半径,容易在钢、铜等金属中扩散,而在镉、锡、锌及其合金中氢的扩散比较困难。
镀镉层是最难扩散的,镀镉时产生的氢,最初停留在镀层中和镀层下的金属表层,很难向外扩散,去氢特别困难。
去氢处理技术方法

去氢处理,也称除氢处理,一般对电镀前后必须进行工序,特别是对高强度高硬度的零件在电镀工艺中。
氢脆的原理与预防在任何电镀溶液中,由于水分子的离解,总或多或少地存在一定数量的氢离子。
因此,电镀过程中,在阴极析出金属(主反应)的同时,伴有氢气的析出(副反应)。
析氢的影响是多方面的,其中最主要的是氢脆。
氢脆是表面处理中最严重的质量隐患之一,析氢严重的零件在使用过程中就可能断裂,造成严重的事故。
表面处理技术人员必须掌握避免和消除氢脆的技术,氢脆的影响降低到最低限度。
一、氢脆1氢脆现象氢脆通常表现为应力作用下的延迟断裂现象。
曾经出现过汽车弹簧、垫圈、螺钉、片簧等镀锌件,在装配之后数小时内陆续发生断裂,断裂比例达40%~50%。
某特种产品镀镉件在使用过程中曾出现过批量裂纹断裂,曾组织过全国性攻关,制订严格的去氢工艺。
另外,有一些氢脆并不表现为延迟断裂现象,例如:电镀挂具(钢丝、铜丝)由于经多次电镀和酸洗退镀,渗氢较严重,在使用中经常出现一折便发生脆断的现象;猎枪精锻用的芯棒,经多次镀铬之后,堕地断裂;有的淬火零件(内应力大)在酸洗时便产生裂纹。
这些零件渗氢严重,无需外加应力就产生裂纹,再也无法用去氢来恢复原有的韧性。
2 氢脆机理延迟断裂现象的产生是由于零件内部的氢向应力集中的部位扩散聚集,应力集中部位的金属缺陷多(原子点阵错位、空穴等)。
氢扩散到这些缺陷处,氢原子变成氢分子,产生巨大的压力,这个压力与材料内部的残留应力及材料受的外加应力,组成一个合力,当这合力超过材料的屈服强度,就会导致断裂发生。
氢脆既然与氢原子的扩散有关,扩散是需要时间的,扩散的速度与浓差梯度、温度和材料种类有关。
因此,氢脆通常表现为延迟断裂。
氢原子具有最小的原子半径,容易在钢、铜等金属中扩散,而在镉、锡、锌及其合金中氢的扩散比较困难。
镀镉层是最难扩散的,镀镉时产生的氢,最初停留在镀层中和镀层下的金属表层,很难向外扩散,去氢特别困难。
经过一段时间后,氢扩散到金属内部,特别是进入金属内部缺陷处的氢,就很难扩散出来。
除氢处理

氢脆的控制及去氢工艺
氢脆的控制及去氢工艺氢脆的控制在任何电镀溶液中,由于水分子的离解,总或多或少地存在一定数量的氢离子。
因此,电镀过程中,在阴极析出金属(主反应)的同时,伴有氢气的析出(副反应)。
析氢的影响是多方面的,其中最主要的是氢脆。
氢脆是表面处理中最严重的质量隐患之一,析氢严重的零件在使用过程中就可能断裂,造成严重的事故。
表面处理技术人员必须掌握避免和消除氢脆的技术,以使氢脆的影响降低到最低限度。
一、氢脆1氢脆现象氢脆通常表现为应力作用下的延迟断裂现象。
曾经出现过汽车弹簧、垫圈、螺钉、片簧等镀锌件,在装配之后数小时内陆续发生断裂,断裂比例达40%~50%。
某特种产品镀镉件在使用过程中曾出现过批量裂纹断裂,曾组织过全国性攻关,制订严格的去氢工艺。
另外,有一些氢脆并不表现为延迟断裂现象,例如:电镀挂具(钢丝、铜丝)由于经多次电镀和酸洗退镀,渗氢较严重,在使用中经常出现一折便发生脆断的现象;猎枪精锻用的芯棒,经多次镀铬之后,堕地断裂;有的淬火零件(内应力大)在酸洗时便产生裂纹。
这些零件渗氢严重,无需外加应力就产生裂纹,再也无法用去氢来恢复原有的韧性。
2 氢脆机理延迟断裂现象的产生是由于零件内部的氢向应力集中的部位扩散聚集,应力集中部位的金属缺陷多(原子点阵错位、空穴等)。
氢扩散到这些缺陷处,氢原子变成氢分子,产生巨大的压力,这个压力与材料内部的残留应力及材料受的外加应力,组成一个合力,当这合力超过材料的屈服强度,就会导致断裂发生。
氢脆既然与氢原子的扩散有关,扩散是需要时间的,扩散的速度与浓差梯度、温度和材料种类有关。
因此,氢脆通常表现为延迟断裂。
氢原子具有最小的原子半径,容易在钢、铜等金属中扩散,而在镉、锡、锌及其合金中氢的扩散比较困难。
镀镉层是最难扩散的,镀镉时产生的氢,最初停留在镀层中和镀层下的金属表层,很难向外扩散,去氢特别困难。
经过一段时间后,氢扩散到金属内部,特别是进入金属内部缺陷处的氢,就很难扩散出来。
焊前消氢和焊后热处理在我公司应用探讨

焊前消氢和焊后热处理在我公司应用探讨设备部吴庆洲我公司装置虽然规模不大,但工艺介质种类繁多,尤其是近段时间悬浮床H2S含量达1000PPM以上;针对介质环境易产生应力腐蚀裂纹,新旧管线接头(尤其是旧接头)焊接热处理方面存在较大争议,为统一认识,防止管道在运行中出现因应力、晶间腐蚀等原因造成的焊缝腐蚀泄露等情况的发生,我收集了相关资料,建议我公司在进行的管道焊接接头施工时应遵循以下原则:一、需进行焊前消氢和焊后热处理的管道1.关于焊前消氢,在相关标准中均无明确要求,为从严把控,实践中,含有H2介质,含硫化氢或硫等介质的旧管线,或新、旧管线焊接接头,焊前应进行350±5℃消氢热处理,含硫介质旧管线接头内部应进行打磨,消除沉积单质硫,以避免单质硫溶于焊缝接头;2.碳钢及低合金钢在下列介质环境中易于产生应力腐蚀裂纹,新、旧管线接头都应进行焊后消应力热处理:结合鹤壁华石实际,主要有下列介质:1)液氨、气氨、氨水、酸性水、酸性气等介质;2)含湿H2S、含硫介质的含油污水,管道等级号分别为:2TB5R、2TB12R、2TB13R(H2S+油,管道材质20# HIC)、5TB5R、5TB12R、5TB13R等;3.奥氏体不锈钢在下列介质环境中易发生应力腐蚀破裂。
应避免在应力腐蚀环境介质中选用奥氏体不锈钢,若使用应选择超低碳或稳定型奥氏体不锈钢。
除设计有规定外,奥氏体不锈钢管道焊后可不进行焊后消应力热处理。
湿H2S,连多硫酸、HCN-H2S-H2O等介质。
4.但奥氏体不锈钢(我公司常用304、316、321、347等)在下列介质环境中易产生晶间腐蚀,含H2、湿SO2等介质,管道等级号:42SJ1、42SJ3、42CP12R、42CP13R等。
当管道设计温度T≥350℃时焊后应进行固溶热处理或稳定化热处理;二.焊前消氢和焊后热处理参数1.管道施工焊前消氢热处理基本要求管道焊前消氢没有标准、规范进行明确,不同厂有不同做法,建议该类管线采用冷切割方式进行切割,无需进行切割前的消氢处理,在管线接头对接点焊完成后进行消氢处理即可。
管道热处理基本要求

管道施工焊前消氢焊后热处理基本要求
二.焊前消氢和焊后热处理参数 1.焊后消应力热处理参数: 1.1有毒、可燃介质管道焊后热处理工艺按SH3501-2002 《石油化工有毒、可燃介质管道工程施工及验收规范》 7.4条执行。 碳钢及低合金钢热处理参数: 温度在300℃以下时升温速度不控制,加热至300℃后,加 热速度按5125/δ℃/h计算,且不大于220℃/h。
管道施工焊前消氢焊后热处理基本要求
为了防止管道在运行中出现因应力、晶间腐蚀等原因造 成的焊缝腐蚀破裂等情况的发生,在我厂进行的管道焊接接 头施工时应遵循以下原则: 一、需进行焊前消氢和焊后热处理的条件 1.碳钢及低合金钢在下列介质环境中易于产生应力腐蚀破裂, 新、旧管线接头都应进行焊后消应力热处理: 可性碱溶液,氨水,胺液,废胺液,贫、富乙醇胺液,贫、 富DEA,贫、富MDEA和凝缩油等介质;酸性水、酸性气、 含硫气体等介质; 含湿H2S、含硫介质的含油污水;含 HCN水溶液介质,湿的C0-C02-空气,再生烟气等露点腐蚀 介质。
管道施工焊前消氢焊后热处理基本要求
3.稳定化热处理参数:对于TP321或0Ci18Ni10Ti等稳定型不锈钢,应进行固 溶+稳定化热处理,或只进行稳定化处理。 (1)温度在400℃以下时升温速度不控制,加热至400℃后,加热速度应按 5000/δ℃/h计算,且不大于220℃/h。 (2)恒温温度为890~900±10℃,保温时间每25mm壁厚保温2小时(4.7分钟 /mm),且不小于4h。 (3)热处理后应强制空冷至环境温度,如鼓风机鼓风进行,现场不具备条件可以 空气冷至环境温度。对于大壁厚管道,为防止过烧情况的发生,应适当降低恒 温温度,但最低温度不得小于875℃。 4.焊前消氢热处理参数: (1)热处理温度: 350~400℃。 (2)恒温时间,非合金钢每毫米壁厚2min~2.5 min,合金钢每毫米壁厚3min, 且不少于30 min。 (3)升温时间不大于220℃/h,恒温后冷却速度不大于260℃/h。
氢脆的控制及去氢工艺
氢脆的控制及去氢工艺氢脆的控制在任何电镀溶液中,由于水分子的离解,总或多或少地存在一定数量的氢离子。
因此,电镀过程中,在阴极析出金属(主反应)的同时,伴有氢气的析出(副反应)。
析氢的影响是多方面的,其中最主要的是氢脆。
氢脆是表面处理中最严重的质量隐患之一,析氢严重的零件在使用过程中就可能断裂,造成严重的事故。
表面处理技术人员必须掌握避免和消除氢脆的技术,以使氢脆的影响降低到最低限度。
一、氢脆1氢脆现象氢脆通常表现为应力作用下的延迟断裂现象。
曾经出现过汽车弹簧、垫圈、螺钉、片簧等镀锌件,在装配之后数小时内陆续发生断裂,断裂比例达40%~50%。
某特种产品镀镉件在使用过程中曾出现过批量裂纹断裂,曾组织过全国性攻关,制订严格的去氢工艺。
另外,有一些氢脆并不表现为延迟断裂现象,例如:电镀挂具(钢丝、铜丝)由于经多次电镀和酸洗退镀,渗氢较严重,在使用中经常出现一折便发生脆断的现象;猎枪精锻用的芯棒,经多次镀铬之后,堕地断裂;有的淬火零件(内应力大)在酸洗时便产生裂纹。
这些零件渗氢严重,无需外加应力就产生裂纹,再也无法用去氢来恢复原有的韧性。
2 氢脆机理延迟断裂现象的产生是由于零件内部的氢向应力集中的部位扩散聚集,应力集中部位的金属缺陷多(原子点阵错位、空穴等)。
氢扩散到这些缺陷处,氢原子变成氢分子,产生巨大的压力,这个压力与材料内部的残留应力及材料受的外加应力,组成一个合力,当这合力超过材料的屈服强度,就会导致断裂发生。
氢脆既然与氢原子的扩散有关,扩散是需要时间的,扩散的速度与浓差梯度、温度和材料种类有关。
因此,氢脆通常表现为延迟断裂。
氢原子具有最小的原子半径,容易在钢、铜等金属中扩散,而在镉、锡、锌及其合金中氢的扩散比较困难。
镀镉层是最难扩散的,镀镉时产生的氢,最初停留在镀层中和镀层下的金属表层,很难向外扩散,去氢特别困难。
经过一段时间后,氢扩散到金属内部,特别是进入金属内部缺陷处的氢,就很难扩散出来。
除氢和钝化处理

除氢和钝化处理 The document was finally revised on 2021除氢处理除氢处理,也称去氢处理,一般对电镀前后必须进行工序,特别是对高强度高硬度的零件在电镀工艺中。
基本信息降低氢脆的影响降低到最低限度?氢脆的原理与预防零件镀锌过程中,除锌的电沉积外,往往伴随有氢离子还原析氢的副反应。
氢还原一部分变成气体逸出,还有一部分以氢的原子形态渗入到镀层和基体金属晶格的点阵中去,造成晶格歪扭,零件内应力增加,镀层和基体变脆,人们称之为氢脆。
氢脆对材料的力学性能危害很大,如不除去,会影响零件的寿命,甚至造成机器的破坏事故。
因此某些钢材或用于特殊条件下的零件,必须进行除氢处理,例如飞机上使用的镀锌件都要经过除氢处理。
弹性零件和高强度钢上镀锌也需要进行除氢。
除氢采用加热处理法将氢从零件内部赶出去。
除氢效果与除氢温度、保温时间有关。
温度高,时间长除氢越彻底。
但加热温度不能太高,超过250℃锌结晶组织变形、发脆,耐蚀性明显下降。
一般用l90℃~230℃,2h~3h。
渗碳件和锡焊件除氢温度是140℃~l60℃,保温3h。
在任何电镀溶液中,由于水分子的离解,总或多或少地存在一定数量的氢离子。
因此,电镀过程中,在阴极析出金属(主反应)的同时,伴有氢气的析出(副反应)。
析氢的影响是多方面的,其中最主要的是氢脆。
氢脆是表面处理中最严重的质量隐患之一,析氢严重的零件在使用过程中就可能断裂,造成严重的事故。
表面处理技术人员必须掌握避免和消除氢脆的技术,氢脆的影响降低到最低限度。
氢脆氢脆通常表现为应力作用下的延迟断裂现象。
曾经出现过汽车弹簧、垫圈、螺钉、片簧等镀锌件,在装配之后数小时内陆续发生断裂,断裂比例达40%~50%。
某特种产品镀镉件在使用过程中曾出现过批量裂纹断裂,曾组织过全国性攻关,制订严格的去氢工艺。
另外,有一些氢脆并不表现为延迟断裂现象,例如:电镀挂具(钢丝、铜丝)由于经多次电镀和酸洗退镀,渗氢较严重,在使用中经常出现一折便发生脆断的现象;猎枪精锻用的芯棒,经多次镀铬之后,堕地断裂;有的淬火零件(内应力大)在酸洗时便产生裂纹。
消氢处理

消氢处理消氢热处理,也称后热处理。
即在焊后将焊件加热到250〜350 C ,保温2〜6小时,目的是使焊缝中的扩散氢加速逸出,大大降低焊缝和热影响区中的氢含量,防止产生冷裂纹。
一般淬硬倾向较大的材料,焊后需要消氢热处理,以免出现冷裂纹。
防止氢腐蚀的途径有:一是降低降低钢中碳的含量,例如采用微碳纯铁,可以完全消除氢腐蚀产生的根源;二是采用抗氢钢,在钢中加入钳、铭、鸨、锭、钛等元素,形成稳定的铭、钳等碳化物,使氢与碳不能结合。
我国生产的中温抗氢钢有:15CrMoR14Cr1MoFR?o顺便说说延迟裂纹和再热裂纹。
1延迟裂纹1.1延迟裂纹的定义:焊接后经过一段时间才产生的裂纹为延迟裂纹。
延迟裂纹是冷裂纹的一种常见缺陷,它不在焊后立即产生,而在焊后延迟几小时、几天或更长时间才出现。
1.2有延迟裂纹倾向的材料16MnR 15MnVR(鞍钢研制,现基本不生产了)、15MnNbR 18MnMoNbR (不好购买)、13MnMoNbR仿制日本的BHW35是单层厚壁用钢,焊接性能好但价格高)、07MnCrMoVR07MnNiMoVDR日本的CF-62系列钢。
2热裂纹2.1热裂纹定义:焊接过程中在300 C以上高温下产生的裂纹为热裂纹。
热裂纹一般有在稍低丁凝固温度下产生的凝固裂纹,也有少数是在凝固温度区发生的裂纹。
2.2热裂纹产生的原因热裂纹的产生原因是焊接拉应力作用到晶界上的低熔共晶体所造成的。
焊接应力是产生裂纹的外因,低熔共晶体是产生裂纹的内部条件。
焊缝中偏高的S与Fe能形成低熔点共晶体,所以偏高的S是主要因素。
在压力容器焊接中,降低线能量或采用多层焊是防止热裂纹的一种有效方法。
3再热裂纹3.1再热裂纹的定义:焊接完成后,焊接接头在一定温度范围内再次加热(消除应力热处理或其它加热过程)而产生的裂纹为再热裂纹。
在消除应力热处理过程中产生的再热裂纹乂称消除应力处理裂纹,也叫SR裂纹。
3.2再热裂纹的产生原因产生再热裂纹的原因有二:一是与钢中所含碳化物形成元素(Cr、Mo V、Ti 及B等)有关。
焊后热消氢处理工艺
焊后热消氢处理工艺
嘿,朋友们!今天咱来聊聊焊后热消氢处理工艺。
这可真是个相当重要的事儿啊!
你想想看,焊接完了之后,那焊缝里可能就藏着些氢呢。
这氢就像个小调皮鬼,要是不把它处理好,以后可能就会惹出大麻烦,让焊缝变得不结实,那可不行!
那怎么来对付这个小调皮鬼呢?这就得靠焊后热消氢处理工艺啦!就好像我们冬天冷了要烤火取暖一样,给焊缝也来个“烤火”待遇。
把焊缝加热到一定温度,让氢赶紧跑掉。
这热消氢处理工艺可不能马虎。
温度不能太高,也不能太低。
太高了,焊缝可能就受不了啦,就像人被烤得太厉害也会不舒服一样;太低了呢,氢又不愿意出来,赖在那里。
所以啊,得把握好这个度,就像做饭放盐一样,得恰到好处。
而且时间也很重要哦!太短了,氢还没跑光呢;太长了,又浪费时间和能源。
这就好比跑步,跑太短没效果,跑太长又累得不行。
在进行焊后热消氢处理的时候,咱可得认真对待。
就像照顾小孩子一样,要细心、耐心。
要是随随便便弄一下,那可不行。
这焊缝以后可是要承担重任的呀,要是不结实,那不是开玩笑嘛!
你说,要是不做这个热消氢处理,会怎么样呢?那焊缝可能就像个纸糊的一样,轻轻一碰就坏啦!这多吓人啊!咱可不能让这样的事情发生。
所以啊,大家一定要重视焊后热消氢处理工艺。
别小看了它,它可是能让我们的焊接质量大大提升的关键一步呢!这就好像给焊缝打了一针“强心剂”,让它变得更结实、更可靠。
总之呢,焊后热消氢处理工艺真的很重要,大家可千万别不当回事儿啊!让我们一起把这个工艺做好,让我们的焊缝都能稳稳当当的,为我们的工作和生活保驾护航!。
焊前消氢和焊后热处理在我公司应用探讨
焊前消氢和焊后热处理在我公司应⽤探讨焊前消氢和焊后热处理在我公司应⽤探讨设备部吴庆洲我公司装置虽然规模不⼤,但⼯艺介质种类繁多,尤其是近段时间悬浮床H2S含量达1000PPM以上;针对介质环境易产⽣应⼒腐蚀裂纹,新旧管线接头(尤其是旧接头)焊接热处理⽅⾯存在较⼤争议,为统⼀认识,防⽌管道在运⾏中出现因应⼒、晶间腐蚀等原因造成的焊缝腐蚀泄露等情况的发⽣,我收集了相关资料,建议我公司在进⾏的管道焊接接头施⼯时应遵循以下原则:⼀、需进⾏焊前消氢和焊后热处理的管道1.关于焊前消氢,在相关标准中均⽆明确要求,为从严把控,实践中,含有H2介质,含硫化氢或硫等介质的旧管线,或新、旧管线焊接接头,焊前应进⾏350±5℃消氢热处理,含硫介质旧管线接头内部应进⾏打磨,消除沉积单质硫,以避免单质硫溶于焊缝接头;2.碳钢及低合⾦钢在下列介质环境中易于产⽣应⼒腐蚀裂纹,新、旧管线接头都应进⾏焊后消应⼒热处理:结合鹤壁华⽯实际,主要有下列介质:1)液氨、⽓氨、氨⽔、酸性⽔、酸性⽓等介质;2)含湿H2S、含硫介质的含油污⽔,管道等级号分别为:2TB5R、2TB12R、2TB13R(H2S+油,管道材质20# HIC)、5TB5R、5TB12R、5TB13R等;3.奥⽒体不锈钢在下列介质环境中易发⽣应⼒腐蚀破裂。
应避免在应⼒腐蚀环境介质中选⽤奥⽒体不锈钢,若使⽤应选择超低碳或稳定型奥⽒体不锈钢。
除设计有规定外,奥⽒体不锈钢管道焊后可不进⾏焊后消应⼒热处理。
湿H2S,连多硫酸、HCN-H2S-H2O等介质。
4.但奥⽒体不锈钢(我公司常⽤304、316、321、347等)在下列介质环境中易产⽣晶间腐蚀,含H2、湿SO2等介质,管道等级号:42SJ1、42SJ3、42CP12R、42CP13R等。
当管道设计温度T≥350℃时焊后应进⾏固溶热处理或稳定化热处理;⼆.焊前消氢和焊后热处理参数1.管道施⼯焊前消氢热处理基本要求管道焊前消氢没有标准、规范进⾏明确,不同⼚有不同做法,建议该类管线采⽤冷切割⽅式进⾏切割,⽆需进⾏切割前的消氢处理,在管线接头对接点焊完成后进⾏消氢处理即可。
PDH高温氢烃泄漏管线裂纹的在线焊接

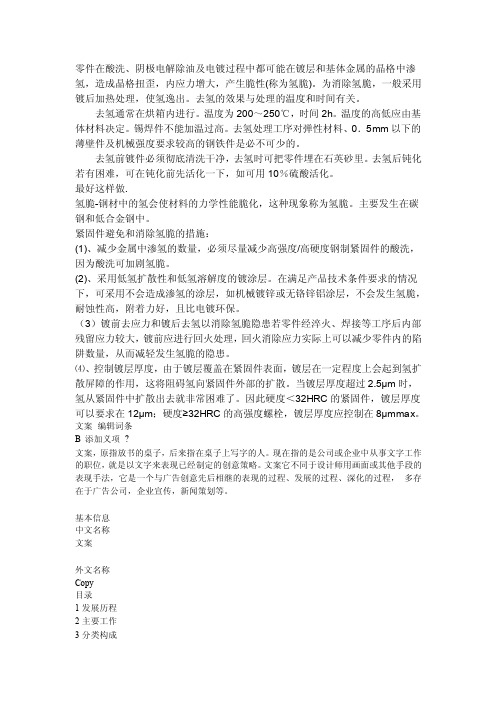
PDH高温氢烃泄漏管线裂纹的在线焊接严维山;李远征;冀红飞;钱晓健;毛克有【摘要】分析了丙烷脱氢装置第四反应器出口到热联合换热器E201-3入口42英寸(1英寸=2.54 cm)管线存在约40 cm长的焊缝裂纹成因和处理风险,针对处理过程中存在的难点提出安全的焊接方案,焊缝经过3个月持续监测未发现再次泄漏.这是国内首个同类装置大直径高温氢烃泄漏管线在线焊接的成功案例.【期刊名称】《浙江化工》【年(卷),期】2018(049)010【总页数】3页(P44-46)【关键词】丙烷脱氢;丙烷脱氢制丙烯(PDH);焊接;裂纹【作者】严维山;李远征;冀红飞;钱晓健;毛克有【作者单位】东华能源 (宁波) 新材料有限公司, 浙江宁波 315812;东华能源 (宁波) 新材料有限公司, 浙江宁波 315812;东华能源 (宁波) 新材料有限公司, 浙江宁波315812;东华能源 (宁波) 新材料有限公司, 浙江宁波 315812;东华能源 (宁波) 新材料有限公司, 浙江宁波 315812【正文语种】中文0 引言东华能源(宁波)新材料有限公司66万t/a丙烷脱氢制丙烯装置(以下简称“PDH”)于2016年11月份投产,该套装置采用UOP公司的OleflexTM工艺。
主要由原料预处理单元、反应单元、催化剂再生单元、冷箱分离单元、SHP单元、精馏单元、PSA单元组成。
装置自开车以来一直运行平稳,但在2018年1月22日,操作人员巡检发现第四反应器出口到热联合换热器E201-3的反应流出物管线弯头处冒出火苗,经检查发现在弯头的上游焊口有约40 cm长的裂纹。
该管线内介质为氢气、甲烷、乙烷、乙烯、丙烷、丙烯等的混合物,其中还含有50 ppm的H2S。
该管线直径42英寸(约106 cm),介质温度约600℃,泄漏后立即着火,为控制火势先由维保单位制作临时卡箍夹住裂纹减少泄漏量,并用氮气进行灭火。
1 泄漏情况分析1.1 泄漏点情况来自冷箱来的丙烷与氢气的混合气,再经过热联合进出料换热器E201-1~4与来自第四反应器的反应流出物分两路经过E201-1~4与反应器进料换热,依次经过进料加热炉、第一反应器、第一中间加热炉、第二反应器、第二中间加热炉、第三反应器、第三中间加热炉、第四反应器,然后反应流出物从第四反应器分两路分别进入E201-1~2,和E201-3~4,与反应器进料换热后进入压缩分离系统,该泄漏点位于第四反应器出口到E201-3管线处,经检查弯头的前一道焊口处发现有两段裂纹,一段长度为40 cm,另一段长度为20 cm,管线裂纹泄漏点见图1。
镀锌去氢活化
零件在酸洗、阴极电解除油及电镀过程中都可能在镀层和基体金属的晶格中渗氢,造成晶格扭歪,内应力增大,产生脆性(称为氢脆)。
为消除氢脆,一般采用镀后加热处理,使氢逸出。
去氢的效果与处理的温度和时间有关。
去氢通常在烘箱内进行。
温度为200~250℃,时间2h。
温度的高低应由基体材料决定。
锡焊件不能加温过高。
去氢处理工序对弹性材料、0.5mm以下的薄壁件及机械强度要求较高的钢铁件是必不可少的。
去氢前镀件必须彻底清洗干净,去氢时可把零件埋在石英砂里。
去氢后钝化若有困难,可在钝化前先活化一下,如可用10%硫酸活化。
最好这样做.氢脆-钢材中的氢会使材料的力学性能脆化,这种现象称为氢脆。
主要发生在碳钢和低合金钢中。
紧固件避免和消除氢脆的措施:(1)、减少金属中渗氢的数量,必须尽量减少高强度/高硬度钢制紧固件的酸洗,因为酸洗可加剧氢脆。
(2)、采用低氢扩散性和低氢溶解度的镀涂层。
在满足产品技术条件要求的情况下,可采用不会造成渗氢的涂层,如机械镀锌或无铬锌铝涂层,不会发生氢脆,耐蚀性高,附着力好,且比电镀环保。
(3)镀前去应力和镀后去氢以消除氢脆隐患若零件经淬火、焊接等工序后内部残留应力较大,镀前应进行回火处理,回火消除应力实际上可以减少零件内的陷阱数量,从而减轻发生氢脆的隐患。
⑷、控制镀层厚度,由于镀层覆盖在紧固件表面,镀层在一定程度上会起到氢扩散屏障的作用,这将阻碍氢向紧固件外部的扩散。
当镀层厚度超过2.5μm时,氢从紧固件中扩散出去就非常困难了。
因此硬度<32HRC的紧固件,镀层厚度可以要求在12μm;硬度≥32HRC的高强度螺栓,镀层厚度应控制在8μmmax。
文案编辑词条B 添加义项?文案,原指放书的桌子,后来指在桌子上写字的人。
现在指的是公司或企业中从事文字工作的职位,就是以文字来表现已经制定的创意策略。
文案它不同于设计师用画面或其他手段的表现手法,它是一个与广告创意先后相继的表现的过程、发展的过程、深化的过程,多存在于广告公司,企业宣传,新闻策划等。
发电机漏氢处理及氢气冷却器更换施工技术方案

1号发电机漏氢处理及氢气冷却器更换施工技术方案批准:王喜丰审定:康龙复审:陆永辉初审:浦占财编制:吕长辉编制单位:电气检修分场日期:二○○四年十二月十七日1号发电机漏氢处理及氢气冷却器更换施工技术方案1 运行现状长期以来,一号发电机励侧氢气冷却器入口氢气温度持续偏高,影响一号发电机组的出力,尤其进入到十一月份,1号发电机漏氢量持续超标,经检查为发电机励侧第一分支和汽侧第四分支氢气冷却器铜管漏泄,其中汽侧第四分支氢气冷却器铜管漏泄严重。
为改善一号发电机组的运行工况,特编制本方案。
2 励侧入口氢气温度持续偏高原因分析从发电机氢气冷却器方面找原因,影响入口风温偏高有:2.1 发电机氢气冷却器冷却铜管内管束个别有弯曲的,冷却器铜管由于弯曲或内部产生结垢,影响水流通进而导致散热不良。
2.2 冷却器铜管涨口处或铜管本身存在漏泄点,运行时氢气渗漏到冷却水中,影响冷却效果。
3 漏氢处理办法针对发电机氢气冷却器铜管漏泄、氢气进入到冷却水中及运行中励侧氢气入口温度高,影响发电机安全稳定运行的缺陷,利用一号机组脱备进行检查处理。
3.1应具备的条件关闭一号发电机25-1、25-2来氢门,并加死垫;发电机氢气置换成氮气完毕,经化验合格;发电机内气体全部开放;关闭一号发电机氢气冷却器进水及回水阀门。
根据检查冷却器铜管漏泄程度即:漏泄的铜管数量和铜管弯曲程度,决定是否更换冷却器。
3.2 不更换氢气冷却器气体置换合格后,拆除发电机冷却器两侧水室盖板,将氮气压力提升至0.3MPa,从冷却器两侧铜管处检查漏泄,如果铜管漏泄数量不超过本组冷却铜管总数的5%(即153根×5%=7根),可以不更换冷却器;然后排空发电机内的氮气,空气含量合格后,拆开冷却器两侧人孔盖板,进入发电机内检查冷却铜管是否有弯曲现象,经过检查铜管没有弯曲的,不更换冷却器;对漏泄的铜管,用准备好的紫铜楔,在管两侧堵死。
如果冷却器铜管弯曲现象较严重,更换冷却器。
低氢焊接方法
低氢焊接方法
低氢焊接方法是指在焊接过程中尽可能减少氢气的进入,防止产生氢致热裂缝。
低氢焊接方法包括以下几种:
1. 预热法:在焊接前对焊接材料进行局部或整体预热,可降低焊接过程中产生的氢气含量和温度应力,减少氢致热裂缝的发生。
2. 干燥法:将焊接材料或焊接电极在烘箱中进行干燥处理,去除内部可能存在的吸附水分和氢气,减少焊接过程中氢气的进入。
3. 低氢焊丝法:使用低氢含量的焊丝,在焊接过程中减少氢气的进入,降低氢致热裂缝的风险。
4. 低温焊接法:在低温下进行焊接,减缓焊接过程中氢气的进入速度,降低氢致热裂缝的发生概率。
5. 氢气排除法:在焊接过程中通过气体保护,将焊接区域内的氢气排出,保证焊接质量和强度。
低氢焊接方法的应用可有效降低氢致热裂缝的发生概率,提高焊接质量和工件的使用寿命。
- 1 -。
除氢和钝化处理
除氢和钝化处理 The document was finally revised on 2021除氢处理除氢处理,也称去氢处理,一般对电镀前后必须进行工序,特别是对高强度高硬度的零件在电镀工艺中。
基本信息降低氢脆的影响降低到最低限度?氢脆的原理与预防零件镀锌过程中,除锌的电沉积外,往往伴随有氢离子还原析氢的副反应。
氢还原一部分变成气体逸出,还有一部分以氢的原子形态渗入到镀层和基体金属晶格的点阵中去,造成晶格歪扭,零件内应力增加,镀层和基体变脆,人们称之为氢脆。
氢脆对材料的力学性能危害很大,如不除去,会影响零件的寿命,甚至造成机器的破坏事故。
因此某些钢材或用于特殊条件下的零件,必须进行除氢处理,例如飞机上使用的镀锌件都要经过除氢处理。
弹性零件和高强度钢上镀锌也需要进行除氢。
除氢采用加热处理法将氢从零件内部赶出去。
除氢效果与除氢温度、保温时间有关。
温度高,时间长除氢越彻底。
但加热温度不能太高,超过250℃锌结晶组织变形、发脆,耐蚀性明显下降。
一般用l90℃~230℃,2h~3h。
渗碳件和锡焊件除氢温度是140℃~l60℃,保温3h。
在任何电镀溶液中,由于水分子的离解,总或多或少地存在一定数量的氢离子。
因此,电镀过程中,在阴极析出金属(主反应)的同时,伴有氢气的析出(副反应)。
析氢的影响是多方面的,其中最主要的是氢脆。
氢脆是表面处理中最严重的质量隐患之一,析氢严重的零件在使用过程中就可能断裂,造成严重的事故。
表面处理技术人员必须掌握避免和消除氢脆的技术,氢脆的影响降低到最低限度。
氢脆氢脆通常表现为应力作用下的延迟断裂现象。
曾经出现过汽车弹簧、垫圈、螺钉、片簧等镀锌件,在装配之后数小时内陆续发生断裂,断裂比例达40%~50%。
某特种产品镀镉件在使用过程中曾出现过批量裂纹断裂,曾组织过全国性攻关,制订严格的去氢工艺。
另外,有一些氢脆并不表现为延迟断裂现象,例如:电镀挂具(钢丝、铜丝)由于经多次电镀和酸洗退镀,渗氢较严重,在使用中经常出现一折便发生脆断的现象;猎枪精锻用的芯棒,经多次镀铬之后,堕地断裂;有的淬火零件(内应力大)在酸洗时便产生裂纹。