压烫工艺在服装粘合衬中的应用
关于粘合衬布的压烫标准

粘合衬布的压烫标准
粘合时须注意事项:
1. 压烫之温度和时间应根据不同面料相应调节高低。
2. 在粘合之前,要检查衣料及衬里之间,不可有线头或布屑。
3. 裁床拉布时,避免反履重叠(要全部胶面向下或向上)。
4. 定位时要保持熨斗或定位器具等的清洁,不可弄脏衣料或衬里。
5. 压领机之垫布(PTFE)要保持清洁。
作出保证之一般条款;
因现行服装业所用辅料、面料种类多样,本公司建议在工业生产前进行辅料、面料及机器三方面的测试。
测试后方可使用。
本公司的承诺明确限于产品品质上,并不包括损坏和所有其它的赔偿。
粘合衬在服装工艺中的应用

中国服装工业的发展现在已由数量的发展进入到质量、品种的发展阶段。
服装消费者对服装工艺的要求越来越高,因此服装的发展已经到了以质取胜的时代,很多服装不尽理想的原因不在设计,而是质量、工艺上的问题。
粘合衬即热熔粘合衬是将热熔胶涂布于底布(基布)上制成的服装衬料。
它的开发于1952年起源于英国,1965年以后得以迅猛发展,到70年代后我国开始使用,直到现在,粘合衬以其三大突出优点:第一,“以粘代缝”简化生产工艺;第二,品种齐全适用面广;第三,技术先进使用效果好。
在服装领域中被广泛采用,已经成为现代服装生产的主要用衬。
1 服装中需粘衬的部位及所起的作用在粘合衬的应用问题上,首先应明确服装都有哪些部位应该用粘合衬及用衬的作用(用衬部位不同所起的作用也不同)。
服装用衬部位可以归纳为以下几种情况:1.1 前身部位指毛料等较考究的面料或有一定身骨的面料制作的大衣、西服等的前身部位。
一般轻薄面料制作的上衣是不需粘衬的。
前身部位的粘合分如下二种情况(1)前身部位无分割:前身的粘合衬使用宜大不宜小。
(2)前身部位有纵向分割:前半部全部用粘合衬,后半部只需在上半部用粘合衬前身部位使用粘合衬应考虑到粘合衬遇热回缩会引起衣片尺寸不足,应将前片裁得稍大些待粘衬后彻底冷却,再用纸板修整准确。
前身部位用衬对整个服装起造型和保形作用。
1.2 边口部位指门里襟、无领的领口部位、袖口、底边等部位。
对服装起到局部造型加固补强的作用。
1.3 零部件指领子、袖头、腰带、裙和裤的腰头、袋盖、袋嵌线等部位。
由于零部件多由里面双层布料组成,在粘和时根据具体情况可单粘一层面子也可单粘一层里子,有时也可两面都粘。
如图3.对服装起到局部造型、加固补强和保形的作用。
以上粘合应注意粘和衬的四周一般应小于衣片0.4 cm左右。
1.4 开袋部位指袋口需剪开的一类衣袋。
粘合衬应粘在开袋处面料的反面开口处,四周放出1 cm 到l_5 cm左右,对服装起到加固保形的作用。
西装粘合衬性能分析以及定制要点——惠洋胶粘

西装粘合衬性能分析以及定制要点——惠洋胶粘编辑——惠洋胶粘粘合衬是现在广为服装行业应用的辅料之一,粘合衬是热熔胶经过熔融喷丝形成的丝物状产品,经过高温压烫便可以快速的贴合布料,热熔胶膜、热熔网膜是粘合衬的前身,粘合衬是经过剪裁成一卷一卷的,体积比较小,一般用在衣服的衣领、袖口、门襟等位置。
今天这篇文章惠洋主要引领大家了解一下西装这个小类在使用粘合衬方面的细节性问题!粘合衬是现代最流行的西服用衬,制作西服时前身和驳头都需要粘合衬,西服的前胸也是使用粘合衬来保持西服的挺括。
在国内有百分之九十五的品牌西装是使用粘合衬的,国外品牌也有百分之八十使用粘合衬。
所以粘合衬出口还是有很大的市场的。
使用粘合衬具有制作简单,操作方便等特点,成本底,可以大模的流水线制作。
西装用衬对粘合衬的要求很高,要满足以下几个要求,一、粘合衬要足够轻薄质地柔软;这也是为了服装的舒适性。
二、成分要环保健康;保证贴近皮肤的材质是环保无忧的,这也是为了满足现代人对生活水平的基本要求吧。
西装粘合衬一般采用的是eva热熔胶网膜,eva热熔胶网膜质地柔软,轻薄。
常用于服装面料的复合上面。
在西服定制的工艺中,粘合衬是现代西装最常见的工艺,是指西服前片采用现代技术发明的专用粘性衬布,通过机器热压等手将衬布和西装面部结合,属于低端的西服工艺,一般用于批量化流水线作业中。
粘合衬相比较于其他的辅料来说到底优异在哪里呢?粘合衬的优点和缺点有哪些呢?优点:粘合衬西服的优点是适合工业化机器生产,生产效率高,成本较低,适合中低端的消费者选择。
缺点:受衬布粘度影响逐渐丧失的制约,其寿命比传统缝合方式的衬布(全麻衬、半麻衬)要低,穿着一段时间后容易出现起泡等现象。
当然,热粘合行业发展如此迅速,有些技术上的问题很容易改进的,我们也都相信在不久的将来,粘合衬会做的越来越好,不仅仅在服装行业,能够应用在很多行业当中。
惠洋始终坚持走在热粘合行业的前线,不断的研发改进,争取在最短的时间内给越来越多的行业带去福音。
粘合衬熨烫工艺教案

粘合衬熨烫工艺(教案)
教学目标:掌握粘合衬在服装工艺中的使用
教学重点:粘合衬的选用与粘合衬熨烫的基本要领
教学难点:粘合衬熨烫的基本要领
教学过程:
在大多数服装中,粘合衬已经逐步取代了传统的毛、麻、棉等衬布,成为服装的主要衬料。
粘合衬的应用,改变了传统的缝制观念,并伴随诞生了与之相应的一套缝制工艺的新体系。
(一)粘合衬的选用
粘合衬可分为织造粘合衬,俗称有纺衬和非织造粘合衬,俗称无纺衬两大类,它是在织造和非织造的基布上通过专用设备均匀地涂附一层热熔树脂制成的。
选择服装用的粘合衬的原则有以下几点:
(1)与面料的厚薄相宜
(2)与面料的色泽相配
(3)与面料的耐热性能相应
(4)与面料缩水率相近
(5)与面料风格、手感相符
(6)与面料的价值相当
(二)粘合粘衬三要素
1.粘合温度
正确掌握温度,取得最佳粘合效果
2.粘合压力
正确的压力可以使面料与粘合衬之间有紧密的接触,使热熔树脂胶能够均匀地渗入面料纤维中。
3.粘合时间
温度和压力都需要在合理的时间作用下才能对粘合衬上的热熔树脂胶发挥作用。
(三)粘合衬熨烫时间的基本要领1.尺寸应比要粘合衣片四周放大2.粘合前,衣片位置一定要放正3.手工粘合宜选用蒸汽熨斗4.掌握合适温度
5.注意手法
6.等待冷却
7.剥离方式
练习:练习如何粘合粘衬。
服装粘合衬布的质量要求和解决方法
服装粘合衬布的质量要求和解决方法!(一)粘合衬布的质量和服用性能要求1.衬布上热熔胶涂布均匀,与面料粘合能达到一定的剥离强度,在使用期限内不脱胶;2.衬布能在适宜的温度下与面料压烫粘合,压烫时不会损伤面料和影响织物的手感;3.衬布的热压收缩与面料相一致,压烫粘合后,具有较好的保形性;4.压烫粘合无正面(面料的一侧)或背面(衬布的一侧)渗料现象;5.衬布的缩水率要与面料相一致,粘合后与面料配伍良好,水洗后保持外观平整,不起皱,不打卷;6.永久粘合型粘合衬布必须有良好的耐洗性能,耐干洗或者耐水洗,洗后不脱胶,不起泡;7.能耐蒸汽熨烫加工;8.有较好的随动性和弹性,具有适宜的手感,能适应服装各部位软、中、硬不同手感的要求;9.有较好的透气性,保证穿着舒适10.具有抗老化性能,在衬布储存期和使用期,粘合强度不变、无老化泛黄现象;11.有良好的可剪切性,剪裁时不会沾污刀片,衬布切边也不会相互粘贴;12.有良好的缝纫性,在缝纫机上滑动自如,不会沾污针眼。
对衬布并不要求具备以上所有性能,而是根据服装和面料的需要,按衬布类型,满足其中某些主要性能即可。
故在制作服装时,必须按照服装的使用要求和面料的性能来选择衬布。
粘全衬布内在质量要求:项目机织粘合衬机织粘合衬无纺(衬衣用)(外衣用)粘合衬剥离强力(N/5×10cm)不低于18 12 8干热尺寸变化不低于经向-1.0% -1.5% -1.5% 纬向-1.0% -1.0%-1.5%水洗尺寸变化(%)不低于经向-1.5% -2.5% -1.3% 纬向-1.5%-2.0% -1.0%粘合洗涤后外观变化水低于水洗次数5 2 2 等级4 4 4 干洗次数- 5 5 等级- 4 4粘合洗涤后尺寸变化(%)经向-2.0 -3.0 纬向-2.0 -2.5 断裂强力不低于经向坯布的60% 坯布的60% 纬向坯布的50% 坯布的50%渗料性能不渗料不渗料不渗料抗老化性能抗老化抗老化抗老化(二)主要指标及影响因素1. 剥离强力剥离强力是指粘合衬与被粘合的面料剥离时所需的力,单位为N/5cm×10cm表示. 影响剥离强力的因素有以下几个方面: (1)涂布量的大小:剥离强力随热熔胶涂布量的增加而增加,但过高的涂布量会影响织物手感并产生渗料现象. (2)涂层的加工方法和条件:涂层分布的均匀性,胶粒的转移情况、胶粒的熔融状态等,均会影响剥离强力。
衬衫压烫工艺研究
面料粘合的衬称为主衬 , 与主衬粘合的衬称为补强衬。 另外 , 衬衫压烫要求高 , 以采用单层压烫 。 所
采 用正交 实验设 计 方法 , 因素选 定为 温度 、 压力 和 时间等 主要 因素 , 个 因素取 三个水 平 ( 5所示 )且 每 表 , 不 考虑 因素之 间 的相互 影 响 作 用 , 选 (4实 验 方 故 3) 法 。其 中压烫 试验 计 划表 如 表 4所 示 , 实验 得 到 的剥 离 强度 值如表 6所示 。
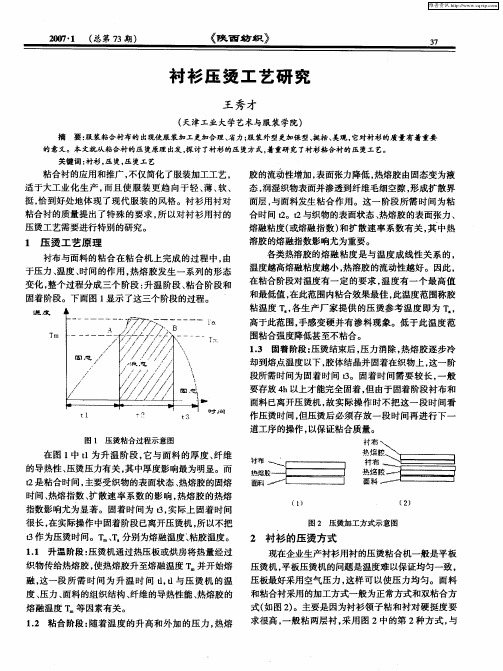
却到熔 点温 度 以下 , 胶体 结 晶并 固着 在织 物上 , 这一 阶 段所需 时 间为 固着 时 间 t。 固着 时 间需 要 较 长 , 般 3 一
丁m
要存放 4 h以上才能完全固着, 由于固着阶段衬布和 但 面料 已离开压烫机 , 故实际操作 时不把这一段 时间看 作压烫时间, 但压烫后必须存放一段时间再进行下一 道工序的操作 , 以保证粘合质量。
维普资讯
2 ・ ( 第7期) 唧 1 总 3
《 陕西纺织》
3 7
衬 衫 压 烫 工 艺 研 究
王 秀 才
( 天津工业大学艺术与服装学院)
摘 要: 服装粘合衬布 的出现使服装加工更加合理、 省力 ; 服装外型更加保型、 挺括 、 美观 , 它对衬衫的质量有 着重要 的意义。本文就从粘合衬的压 烫原理 出发 , 探讨 了衬 衫的压烫方式, 着重研 究 了衬衫粘合衬的压烫工 艺。
t 是粘合时间, 2 主要受织物的表面状态 、 热熔胶的固熔
热胶—= = 熔—E = 二
面科 / L一
I11 .
一 一一
I
热 胶 1== 熔 — } =
(2)
面 料 ——————————一
粘合衬的压烫方式与压烫工艺

❖ 5、提高服装的保暖性 ❖ 6、改善服装的加工性:使较薄的面料有身骨,可握持,
可行进。
二、衬的分类与特点
❖ (一)衬的分类方法: ❖ 1、按使用的原料分 ❖ 2、按使用的对象分 ❖ 3、按使用的部位分 ❖ 4、按重量和厚度分 ❖ 5、按衬的基布分 ❖ 6、按使用方法分 ❖ 7、按基布种类和加工方法分
❖ (3)非织造织物
原料:涤、锦、腈、丙纶。
❖ 2、按热熔胶的种类分 ❖ 热溶胶的种类
聚酰胺热溶胶 聚酯热溶胶 聚乙烯热溶胶 醋酸乙烯热溶胶 聚氯乙烯热溶胶
PA PES PE EVAL PVC
❖ 3、按热熔胶的涂布方法分
❖ 4、按用途分:大身衬、补强衬、牵条衬绣花 衬等
(二)粘合衬的质量要求
❖ 由于粘合衬与面料粘合在一起,因此其质量的 好坏会直接影响服装的质量与使用价值。
❖ 1、粘合牢度:必须达到一定的剥离强度。只 有外力大于剥离强度时才能使粘合衬和面料分 离。在正常使用时作用力肯定小于此剥离强度。 2、耐洗涤:干洗、水洗。 3、粘合衬水洗后的缩水率和热压后的热收缩 必须要小,并且与面料的性能要配伍。
❖ 4、粘合衬热压后不变色,干洗后也 不能变色和泛黄。
❖ 5、粘合衬经热压后面料及衬布的表 面不能渗胶,并且保持较好的手感、 弹性与硬挺度。温度和时间要掌握好。
(3)压烫时间
❖ 升温时间和粘合时间之和为压烫时间(固 着阶段已经去掉外力并降温了)。
❖
压烫时间
★ 在压烫之前应先做面料升温时 间的实验。
四、服装用衬的选择
❖ 1、衬料的性能应与面料的性能配伍:厚度、重量、 悬垂性、颜色等。
❖ 2、应考虑服装的造型与设计需要:有的服装款式需 要用衬辅助完成。
衬布手工压烫技巧

衬布手工压烫技巧
我们在服饰制作加工时,经常会手工去粘合一些部件,例如手工粘合嵌条,嵌带等小部件,手工粘合方便、快捷,而且节约成本;一般情况是一边制作一边进行粘合,为了更高的效率这就需要一些小技巧:
技巧一:都知道衬布的一面是有胶粉的,如过是点胶,布面会有很强烈的凸凹感,如果是平胶,用手摸起来就一种光滑的感觉,对着光会反光;
技巧二:不同的衬布粘合温度也是不一样的,通常来说轻薄型衬布要求的温度比较低(120-135度左右),厚重性衬的温度稍高(135-145度左右),当然还有一些特殊的衬布,如低温衬、高温衬,它们的温度范围可低至110度,高至160度,所以在熨烫前先了解衬布和面料的性能是非常有必要的;
技巧三:在熨烫衬布时不要一直来回的搓动,最好的方式是将熨斗压在衬布的一处8、9秒钟,并施一定的压力,然后保持这个压力慢慢的移动。
技巧四:在压烫某些轻薄型衬布时,为了防止熨斗上粘上热熔胶,可以在压烫的时候在衬布上面垫一层牛皮纸,熨斗温度比不垫牛皮纸是高10度左右,再使用技巧三的方法压烫即可。
精纺毛织物与双点黏合衬的最佳压烫工艺选择

双点黏合衬作为实验对象 , 组合成 3 6种 不 同 的面 衬 料 复 合 物 。对 影 响 黏 合 效 果 的 3因 素 ( 温度 、 速度 、 压力) 采用 3 因 子 3水平 的正 交试 验 法 设 计 了 9种 不 同 的正 交 组 合 。选 取 剥 离 强 度 、 尺 寸 变 化 率 和 外 观 质 量 评 级 作 为 评 价 的指 标, 通过对面衬料进行压烫实验 , 分 析选 取 的 各指 标 实 验数 据 , 筛 选 出在 9种 不 同 的 正交 试 验 下 每 种 复 合 物 的最 优
剥离强度 、 尺 寸变 化 率 和外 观 质 量 , 将最终筛选的结果作为各面衬料复合物的最佳压烫工艺选择。
关键词 : 压烫工艺 ; 剥离强度 ; 尺寸变化率 ; 外 观 质 量评 级
中 图分 类 号 : T S 9 4 1 . 4 文 献标 志码 : A
Op t i ma l f o r b e s t pr e s s i ng pa r a me t e r s o f wo r s t e d f a br i c a n d
do ub l e po i nt f u s i bl e i nt e r l i n i ng
ZHANG Bo n i , XU J un , TA0 Ya nc h e n , CAO Xi u mi n g
( 1 . C o l l e g e o f F a s h i o n I n s t i t u t e,Xi a n P o l y t e c h n i c Un i v e r s i t y,Xi a n ,S h a a n x i 7 1 0 0 4 8,Ch i n a ; 2 . Ga o x i n Yi z h o n g , Xi a n ,S h a a n x i 7 1 0 0 7 5,Ch i n a ;3 . J i a n g s u S u n s h i n e G r o u p, J i a n g y i n ,J i a n g s u 2 1 4 4 0 0, C h i n a )
粘合衬压烫的工艺参数是
粘合衬压烫的工艺参数是
粘合衬压烫是一种常见的服装加工工艺,通常需要控制以下一些工艺参数:
1. 温度:粘合衬的烫合温度要根据衬布和面料的性能特点确定。
一般细、轻面料及化纤面料的衬布烫合温度要低于毛纺面料;透气、不易粘熔的衬布烫合温度也要高于易熔性、易溶性强的衬布。
一般情况下,温度在120℃~180℃之间比较常见。
2. 压力:粘合衬的烫合压力要根据衬布厚度、密度、强力及松紧度等不同而定,压力不宜过大,一般在2~3kg/cm²之间。
3. 烫合时间:烫合时间是指在压力和温度的共同作用下,烫合机对衬布和面料施加力并加热一定时间的过程。
时间的长短根据衬布的性质来确定,烫合时间一般为10~20秒。
4. 衬布的厚度选择:根据面料的厚度和质地来选择适当的衬布,以保证整个粘合衬的厚度和硬度适中。
控制以上工艺参数可以保证粘合衬压烫的均匀度和牢度,确保加工效果的一致和质量的稳定。
粘合衬工艺

粘合衬工艺嘿,朋友们!今天咱来聊聊这粘合衬工艺呀!你说这粘合衬就像是衣服的小助手,默默在背后给衣服提供支持呢!咱平常穿的好多衣服里面都有它的身影。
它就像是一个隐形的魔法贴,把面料和里衬紧紧地粘在一起,让衣服变得更加挺括、有型。
你想想看,要是没有这粘合衬,那有些衣服不就软趴趴的,没了精神头嘛!这粘合衬工艺可讲究着呢!就跟咱做饭似的,得掌握好火候和调料的搭配。
选粘合衬的时候,那可得瞪大眼睛,挑个质量好的,不然用着用着开胶了可咋办呀!而且啊,这粘合衬的材质也有很多种,就像菜有各种各样的做法一样。
有的厚一点,有的薄一点,得根据衣服的款式和用途来选呀。
在使用粘合衬的时候,那操作可得小心谨慎。
就好像给小娃娃穿衣服,得轻手轻脚的,不能粗鲁对待。
先把面料和粘合衬对齐了,然后用熨斗慢慢地、均匀地烫上去。
这熨斗就像是个小魔法师的魔杖,轻轻一挥,就把它们粘在一起啦。
可别烫太久,也别烫不够,这中间的度可得把握好呀,不然不是粘不牢就是把面料给烫坏了,那可就得不偿失啦!你说这粘合衬工艺是不是很神奇呀?它能让一件普通的衣服变得更加精致、更加有质感。
就像一个灰姑娘,经过一番打扮,就变成了美丽的公主。
而且呀,它还能让衣服更加耐穿,不容易变形。
咱再想想,要是没有这粘合衬,那好多衣服的款式都没法实现呢!那些挺括的西装、漂亮的连衣裙,不都得靠它来帮忙嘛!它虽然不起眼,但却是不可或缺的呢!哎呀,这粘合衬工艺可真是个宝呀!它让我们的穿着更加美观、更加舒适。
朋友们,以后买衣服的时候,也可以留意一下这小小的粘合衬哦,看看它是不是在默默地为我们的美丽加分呢!这就是我对粘合衬工艺的一些理解和感受,你们觉得怎么样呢?是不是也觉得它很有趣呀?。
不同压烫机对粘合衬衣衬干热尺寸变化的影响

Vol.54, No.11Nov. , 2017 2017 年 11 月研究与技术 DOI: 10.3969/j.issn.l001-7003.2017.11.005不同压烫机对粘合衬衣衬干热尺寸变化的影响张惠芳\寿霜霜2,吴鲜鲜\曹丽勤1(1.浙江省纺织测试研究院,杭州310018;2.浙江理工大学材料与纺织学院,丝绸学院,杭州310018)摘要:压烫机有平板式压烫机和连续式压烫机。
粘合衬衣衬经平板式压烫机压烫后,粘合强度强但领 子处显呆板,现不少企业开始使用连续式压烫机压熨衬衣衬。
然而根据FZ/T01082—2009的规定:衬 衣衬应采用平板式压烫机压烫,这与实际生产不符。
文章通过研究这两类压烫设备对粘合衬衣衬干热 尺寸变化率的影响,验证衬衣衬是否能采用连续式压烫机压烫。
实验结果表明:粘合衬衣衬在两种压烫 机上尺寸变化效果相似,也符合国标所规定的等级要求,因此衬衣衬可采用连续式压烫机压烫。
研究结 论对FZ/T01082—2009标准的修订具有重要意义,且对纺织服装的实际生产具有实际指导作用。
关键词:粘合衬;干热尺寸变化率;平板式压烫机;连续式压烫机;压烫条件中图分类号:TS941.17 文献标志码:A 文章编号:1001-7003(2017)11~0025-07 引用页码:111105Effects of different pressing machine on heat dimensional change rate of shirt lining ZHANG Huifang1,SHOU Shuangshuang2,WU Xianxian1,CAO Liqin1(1. Zhejiang Textile Testing & Research Institute,Hangzhou 310018,China;2. Silk Institute,College of Materials and Textiles,Zhejiang Sci-Tech University,Hangzhou 310018,China)Abstract:There are two types of interlining pressing machine,flat pressing machine and continuous pressing machine.After the flat pressing machine is used for shirt lining,the adhesive strength is strong,but the collar is stiff.Thus,the continuous pressing machine is used by many manufacturers now.However,according to the standard of FZ/T01082—2009,shirt lining should be pressed by the flat pressing machine,which is inconsistent with the actual production.In this paper,the effects of two kinds of equipment on heat dimensional change rate of shirt lining were studied to verify whether the shirt lining can be pressed by the continuous pressing machine. Experimental results have showed that the dimension change effects of shirt lining are similar by using the two kinds of equipment,and the product meets the class requirements.Hence,shirt lining can be pressed by the continuous pressing machine.The conclusion of this study is significant to the revision of the FZ/T01082—2009 and has useful guiding significance for the actual production of textile and clothing.Key words:lining;heat dimensional change rate;flat pressing machine;continuous pressing machine;pressing conditions早期,人们对服装只有基本的保暖耐用的需求,但是随着时代的变更,现在人们对服装有了审美的 需求,轻、薄、舒适及衣服的款式成了人们的关注点,而粘合衬作为部分服装的一个重要辅料[|-2],很大程 度上影响着服装的风格。
如何熨烫粘合衬
无论是粘合衬还是带胶辅棉,其中一面都附有热熔胶,热熔胶有它的熔点,温度过低不会熔化或完全熔化,而温度过高又会导致胶质升华失去粘性,一般粘合衬的熨烫温度应掌控在120℃~ 150℃之间,薄衬的温度比厚衬可相对调低些。
熨烫压力除了掌控合适的温度之外,还要对粘合衬施加适当的压力才能使之与布布亲密粘合。
所以我们在熨烫粘合衬时不要和平时熨衣物时一样滑烫,而是要对熨斗施加垂直压力进行压烫。
压烫的力度根据面料的厚薄来决定,薄料子压力不宜过大,太过用力会导致溶胶渗到布料的正面影响美观。
反之厚面料可将熨斗压得重一些。
熨烫时间熨烫的时间一般以5~8秒,时间太短,熔胶来不及熔化,时间太长会导致胶质渗透或升华。
上面这三要素同时也是相互作用的,如果熨烫温度偏高,可适当地减小压力和缩短时间,温度偏低,则要加大压力和加长熨烫时间。
熨烫方法熨烫粘合衬一般是布在下衬在上。
粘合之前先将布布反面朝上熨平整再铺上粘合衬熨烫。
熨烫的位置应该从中间往四周边缘逐步扩散的方式。
前面说过不能采取滑烫的方法,也就是不能在粘合衬上将熨斗滑来滑去,而应该是“一步一个脚印”地熨烫,具体方法是:握熨斗的手垂直向下施加一定压力在一个位置停留5~8秒之后,拎起熨斗在紧邻的位置放下再停留5~8秒……第一个位置和第二个位置之间不能留空隙,最好是重叠一部分,这样从中间到边缘,“脚印”踩遍每一个角落。
熨烫之后,要等布布和粘合衬都冷却之后才可以移动进行下一步的操作。
带胶辅棉因为棉层比较厚,热传递相对会被阻碍。
所以我们可以采取衬在下衬布在上的方法来进行熨烫。
而对于一些辅棉没有留缝份(周围比布料小一圈)的,布在上很难对准位置,这时候我们可以先翻个面让辅棉在上熨压一下稍稍粘合之后再翻过来进行正式地熨烫粘合。
该不该使用蒸汽这是一个争议颇多的问题。
其实部分粘合衬在一定湿度条件下更易粘合,通常熔胶呈点状分布的粘合衬都可以使用蒸汽。
双面热熔胶也可以使用蒸汽。
如果你对自己的粘合方法没有信心,可利用一些边角料进行试烫。
西服面料与粘合衬压烫工艺参数的优化选择
西服面料与粘合衬压烫工艺参数的优化选择刘雪婷;徐军;赵竟钰【摘要】The wool fabric,wool-polyester fabric,cotton fabric,cotton-hemp fabric,hemp fabric,and woven fabric with double point adhesive lining were chosen. Through three factors and three levels orthogonal experiment,the optimal proessing processes of five kind of fabrics are obtained,which considered the parametners of peel strength, size chang rate and appearance quality eraluation.%选用纯毛、毛涤和纯棉、棉麻、纯麻等5种常用西服面料和机织底布双点粘合衬为实验面料.通过5种面料与粘合衬压烫的工艺参数(压烫温度、时间和压力)的三因子三水平正交实验设计,得出剥离强度较大、尺寸变化率较小、外观质量评级较高的纯毛、毛涤、纯棉、棉麻、纯麻西服面料的最优粘合压烫工艺.【期刊名称】《西安工程大学学报》【年(卷),期】2012(026)002【总页数】5页(P174-178)【关键词】粘合衬;压烫工艺;剥离强度;尺寸变化率;外观质量评级【作者】刘雪婷;徐军;赵竟钰【作者单位】西安工程大学服装与艺术设计学院,陕西西安710048;西安工程大学服装与艺术设计学院,陕西西安710048;西安工程大学服装与艺术设计学院,陕西西安710048【正文语种】中文【中图分类】TS941.4通过对目前市场上常用的西服面料以及国内外品牌男装西服面料的研究发现,国内外高档西服面料不再局限于羊毛或羊绒等高档材质,此外,棉、麻和丝质材料在西服上也得到广泛应用[1].双点粘合衬属高档粘合衬和西服常用粘合衬,在国际上早已被开发,但是在我国被引进比较晚,因此在生产、开发、应用各方面都不太成熟[2].面料与粘合衬压烫工艺的参数选择至关重要.若粘合压烫工艺选配不当,极易造成服装起泡、渗胶、变形等诸多质量问题.目前粘合衬的选配主要是凭经验,或通过反复多次的粘合试验来选定,不仅效率低,不能适应快速反应要求,而且不利于服装生产向多品种、小批量、高品质方向发展[3].因此,近年来各国服装界的技术人员和研究人员都在努力探索如何提高配衬效率和预测粘衬复合物的品质等级.本文除了选用常用的西服面料外,还选用了棉、麻等材质的面料用于与双点粘合衬的配伍当中,并分别探讨每种实验面料与双点粘合衬压烫的最优粘合工艺.1.1 面料和粘合衬实验面料规格参数见表1.粘合衬选用的是PA胶、机织底布、双点粘合衬.1.2 粘合工艺方案设计实验选择三因子三水平的正交实验设计方法来确定粘合压烫工艺参数,由于三因素之间的交互作用不明显,故本实验不涉及其交互作用.表2是因子水平表,表3是正交设计后9种工艺方案中面料与粘合衬组合的粘合压烫工艺参数.1.3 评价指标和标准研究评价粘合效果的指标有3个:剥离强度、尺寸变化率(热缩率、水洗尺寸变化率、干洗尺寸变化率)及外观质量评级[4-8].2.1 剥离强度为了分析压烫工艺各参数对剥离强度的影响并选择最优工艺,对所有实验面料与粘合衬的粘合复合物都进行了以剥离强度为指标的方差分析.以纯毛面料和粘合衬的粘合复合物为例,分析结果见表4~6.从表4~6可知压烫工艺中的温度因素对其剥离强度影响显著,因素B和因素C 的sig.值均小于0.01,说明时间和压力对其剥离强力的影响特别显著.从表5中分别选择三因素Ti值最大的水平,得到基于剥离强度的最优工艺为A 1 B 3 C3,即3#工艺(140℃,19s,150kPa).同样的分析方法得到其余4种面料与粘合衬不同粘合条件下关于剥离强度的方差分析及Ti值(每种组合的各项Ti值可以反映压烫工艺各参数的优劣),见表7和表8.通过以上对剥离强度的分析,得出初步的粘合工艺方案,毛涤面料和纯棉面料与粘合衬的组合在剥离强度下的最优工艺均为9#粘合工艺,棉麻面料与粘合衬的组合在所有工艺下均可,纯麻面料与粘合衬组合的最优工艺为2#,4#和9#粘合工艺.2.2 尺寸变化在2.1节对剥离强度分析的基础上,结合复合物的尺寸变化率作进一步的工艺筛选.表9~11分别为所有组合的热缩率和水洗、干洗后尺寸变化率结果.纯毛面料与粘合衬粘合后的复合物通过对剥离强度的方差分析得知,纯毛面料与粘合衬粘合的最优工艺为A 1 B 3 C3,即3#工艺.该工艺下热缩率经纬向分别为-0.83%和-0.1%,经、纬向的平均热缩率值为所有工艺下的最小值,水洗尺寸变化率经纬向分别为-1.23%和-0.3%,干洗尺寸变化率经纬向分别为-0.43%和-0.4%,干洗、水洗尺寸变化率都偏小,故认为3#工艺(140℃,19s,150kPa)为基于剥离强度和尺寸变化率的最优工艺.同样的分析方法得到其余4种面料与粘合衬组合剥离强度较大、尺寸变化率较小的粘合压烫工艺.毛涤面料和纯棉面料与粘合衬的组合剥离强度较大、尺寸变化率较小的粘合工艺均为9#工艺,棉麻面料与粘合衬的组合在此阶段的最优工艺为6#工艺,纯麻面料与粘合衬的组合在2#,4#和9#工艺下剥离强度较小、尺寸变化率也较小.2.3 水洗、干洗后的外观质量评级通过在标准光源箱下目测,所有实验面料与粘合衬粘合后的水洗、干洗外观质量评级见表12.通过对剥离强度和尺寸变化率的分析可知,3#工艺为纯毛面料与粘合衬组合的最优粘合压烫工艺.从表12可以看出,纯毛面料与粘合衬组合的外观质量评级都达到合格要求.其中,1#,2#和5#工艺的外观质量评级要比3#工艺的外观质量评级高,但是该组合粘合时,温度、时间和压力三因素对其剥离强度均有显著性影响,并且3#工艺的尺寸变化率相对1#,2#和5#工艺变化较小,所以综合以上3个指标,3#工艺(140℃,19s,150k Pa)为纯毛面料和粘合衬粘合的最优工艺.同样分析方法得出其他面料与粘合衬粘合的最优工艺.(1)纯毛面料与粘合衬粘合的最优工艺为3#,毛涤面料与粘合衬粘合的最优工艺为9#,纯棉面料与粘合衬粘合的最优工艺为3#,9#,棉麻面料与粘合衬粘合的最优工艺为2#,纯麻面料与粘合衬粘合的最优工艺为4#.(2)5种实验面料与粘合衬在9种工艺下粘合,在剥离强度方面,除部分纯麻面料以外,剥离强度值都能符合技术标准;在尺寸变化率方面,毛织物的水洗尺寸变化率较大,说明毛织物一般不宜水洗;在外观质量评级方面,5种面料与粘合衬在9种工艺下粘合的复合物的外观评级均达到合格以上水平.【相关文献】[1]李亚娟,朱晔,张巧玲.西服面料的选择及实例分析[J].广西纺织科技,2010(3):52-54.[2]朱光尧,徐赛芳.高档双点粘合衬与全毛(毛涤)面料的配伍性探讨[J].东华大学学报:自然科学版,2002(5):99-103.[3]陈丽,许树文,张国君.西服面料与粘合衬配伍效果的评判模型[J].浙江纺织服装职业技术学院学报,2006(1):13-21.[4]中华人民共和国工业和信息化部.FZ/T01085—2009.热熔粘合衬布剥离强力测试方法[S].北京:中国标准出版社,2010.[5]中华人民共和国工业和信息化部.FZ/T01082—2000.服装用热熔粘合衬布干热尺寸变化的测定[S].北京:中国标准出版社,2000.[6]中华人民共和国工业和信息化部.FZ/T01084—2000.热熔粘合衬布水洗后的外观及尺寸变化的测定[S].北京:中国标准出版社,2000.[7]中华人民共和国工业和信息化部.FZ/T01083—2000.热熔粘合衬布干洗后的外观及尺寸变化的测定[S].北京:中国标准出版社,2000.[8]中华人民共和国工业和信息化部.FZ/T64008—2000.机织热熔粘合衬布[S].北京:中国标准出版社,2000.。
粘合衬原料及工艺

粘合衬原料及工艺按用途分类1、衬衫粘合衬:要求耐水洗、缩水率小,硬挺而富有弹性。
底布用机织物,用PE或PET胶。
2、外衣粘合衬:要求耐干洗及水洗,手感柔软,富有弹性。
底布可用机织物、针织物、无纺织物,用PA、PET或PVC胶。
3、皮革粘合衬:要求压烫温度低,手感柔软、耐洗性能差。
底布用机织物、重纺织物,用EVA或PA胶。
4、鞋帽及装饰粘合衬:要求压烫温度低,价格低廉,耐洗性差。
底布用无纺织物、机织物或泡沫塑料,可用EVA、PE或PVC胶。
第二节粘合衬的选用一、决定粘合衬性能的因素粘合衬是在各种织物、无纺布、编织物上用一定方法涂覆各种粘合剂,所以其性能是由基布、粘合剂以及涂覆方法三种因素而定。
(一)基布(底布):可分为三大类,所占比例如下:机织物30%,针织物10%,无纺织物60%。
1、机织物:原料:国内:以纯棉为主,少量用涤/棉混纺织物;国外:粘纤/涤纶织物;特点是:强度高,尺寸稳定,耐洗;用途:衬衫衬、外衣衬、裘皮衬2、针织物:原料:经:合纤长丝(涤纶为主);纬:粘纤或棉纤维;特点:衬纬经编织物:尺寸稳定性好,悬垂性优良,柔软,手感好;用途:衬纬经编织物——外衣的衬里;经编织物——丝绸及针织外衣3、无纺织物:原料:涤纶或涤粘混合纤维特点:以前,手感及耐洗性差,热水缩率高,大量用于皮革、装饰、鞋帽的底衬。
近几年新开发的无纺布:手感柔软,热稳定性好,强力高,耐洗性能好,可用于高档服装衬。
(二)粘合剂:可影响粘合衬的粘合强度、粘合温度等,见前面分类。
(三)粘合剂深度方法:见前面分类。
二、粘合衬的选用原则1、衬与面料粘合后能达到一定的剥离强度,在使用期限内,洗涤后不脱胶,不起泡。
2、衬子缩水率与热压收缩应与面料相一致,保持服装外观平挺,不起皱,不打卷。
3、衬与面料的质地要相符合:如一般外衣粘合衬要有柔软的手感,弹性好,丝绸料的粘合衬应悬垂性好,领衬要有适当的硬挺度等。
4、有较好的透气性,保证穿着舒适。
浅析服装粘合衬布的压烫工艺

2005年4期(总第128期)山东纺织经济摘 要:服装粘合衬布的出现使服装加工更加合理、省力;服装外型更加保型、挺括、美观。
因压烫粘合衬时对温度控制不当,使粘合不牢固而出现气泡、脱离的现象经常发生。
本文就从粘合衬使用的粘合材料分析产生的原因及预防解决措施。
关键词:服装;粘合衬;热溶胶;温度中图分类号:TS941.66 文献标识码:A 文章编号:1673-0968(2005)04-0050-02于 佳(江西工业职业技术学院 江西南昌 330039)浅析服装粘合衬布的压烫工艺作者简历:于佳(1973-),女,江西南昌人,助教,技师,从事服装方面的教学和科研工作二次世界大战结束以后,由于技术工人的缺乏,人们开始寻找简易的服装缝制工艺,同时由于高分子化学的发展,出现了各种新型合成树脂粘合剂,故于50年代初研制成功粘合衬。
粘合衬布的出现,简化了辅助加工工艺,提高到了缝制工效,大大提高了服装的服用性和使用价值。
但是在服装生产当中由于压烫工艺不当,使的服装面料与粘合衬粘贴不牢固,出现气泡、脱离的现象经常发生,让很多厂家和消费者大伤脑筋。
一、粘合衬在服装上所起的作用人们开始在服装上使用粘合衬布时,是以缝合的合理化、省力化为目的。
之后,随着衬布的底布、热溶胶、涂层方法等的不断改进,粘合衬的作用也不断扩大。
已经成为构成服装的一个重要服装辅料之一,起着改善服装性能的作用。
粘合衬在服装中起的作用可归纳为四个方面:1、以粘代缝,简化了服装加工工艺,使加工更加合理化、省力化。
2、改善面料和服装的服用性能,服装向轻、薄、软、挺、舒适发展。
3、粘合衬与面料粘合后形成优美的外形,使结构稳定、造型持久。
4、防止穿着的变形,具有加固补强作用,防止因穿着和洗涤而变形。
因此好粘合衬布经常被誉为服装的骨骼和灵魂。
二、各类粘合衬热溶胶的特性不同的粘合衬使用的热溶胶,对服装面料的粘合效果差异很大,了解热溶胶的特性是非常重要的(见表①)。
粘合衬按照热熔胶分类可分为下列四种:1、聚酰胺(PA)粘合衬布:是由三种或三种以上不同尼龙单体共聚而成,单体的组分和单体之间比例各有不同,产生的热溶胶性能也不同,但粘合后均有较好的手感和较高的粘合强度,有较好的耐干洗性能。
服装面料与粘合衬布的合理搭配讲解
服装面料与粘合衬布的合理搭配根据面料、服装品种和设计要求及用于服装的不同部位,衬布的选定也有不同的研究,如何合理配伍看起来是服装厂的事情,但同时也是粘合衬布生产厂如何开发合适产品的课题,要选择一种合适的粘合衬布,不但要留意衣料和衬布之间的缩水率相接近,还要了解衣料的特征和衣服所需要的外观性能。
一、服装面料纤维的特征我们可以从三个因素来了解衣料的特征:1、纤维成分2、织物组织3、表面整理首先让我们了解衣料的纤维成分:天然纤维:它具有高含水率,而且在吸水后,很容易引起尺寸和外观上的变化。
通常情况下,脱水后,天然纤维都能回复原状.a、羊毛:尺寸的改变与含水率有着重大的关系,在吸水后,羊毛的尺寸会增大很多,干燥后就会缩小,导致衣服变形,因此在选择衬布时,面料必须能够随着尺寸的改变,并注意在粘合过程中对含水率的控制。
b、丝绸:被称为热敏感面料,注意由于热及压力所产生表面改变(比如光面),所以在粘合时必须尽量避免使用高温高压及蒸汽尤其是缎面组织的面料,应选用热熔胶很细小的粘合衬布。
c、棉:具有较高的耐热性,而且在蒸气下,也有较良好的回复能力,所以棉布在热熔粘合过程中比较稳定,但是棉布如果未经缩水处理,通常会有较高的缩水率,所以在选择衬布时,必须注意两者的缩水率相近。
4、亚麻和亚麻织物:麻纤维衣料通常较难得到一个较强的粘合力,所以要特别注意粘合方法,获得一定的粘合牢度。
e、合成纤维:由涤纶和锦纶织造的衣料,它不受水伤的影响,但由于热定型时所产生的绉折很难消除,所以必须采用低于热定型的温度加工粘合衬布为宜。
丙烯晴(人造羊毛)纤维衣料,必须选择低温的热熔粘合衬布,注意搬运刚完成热熔时轻放轻压,防止粘合部位变形。
二、面料组织结构的特征在选择粘合衬时,除了要考虑手感外,还有很多其它的因素需要注意:1、薄和半透明的面料例如:巴里纱、雪纱绸、乔其纱、闪光织物等,当粘合这类面料时,往往会发生以下质量问题:渗胶、产生云绞或色差观象。
压烫衬布粘合的技巧工艺选择

深圳华磊衬布公司的培训课程压烫衬布粘合的技巧工艺选择1.同样的衬面在不同面料粘合效果也是会不一样、在选择粘合衬布之前一定要先区分是低温胶,还是高温的桨点衬,还需区分是有纺衬布,还是无纺衬布。
同一粘合条件下由于其面料的纤维成份、纱线捻度的大小、组织结构的松紧等对粘合强度的影响,下面就部分不同的面料对粘合后的剥离强度作以比较。
2.不同面料材质对粘合面温度的影响有:有纺衬布与面料的几种叠置方法及特点比较.规范叠置法:即面料在下反面朝上,衬布在上粘合面朝下。
规范叠置粘合的效果较好,但功效较低,面料易粘污。
大衣要求有适当的弹性,衬衣领需要选择有一定的硬挺度树脂领衬,主要是要有一定韧性,从上图可以看出,硬挺度最小值在温度135℃时为5.4cm随着温度的提高,硬挺度相应增大。
3.粘合时间衬布与面料的粘合效果在很大的水平上受到时间的影响,因为热熔胶流动浸入织物是有一定时间过程的剥离强度和粘合时间的关系。
两层织物的粘合是靠热熔胶在两层之间起连接作用的时间过短,热熔胶缺乏熔融而不能对织物进行很好浸润,所以剥离强度低,但是压烫时间过长又造成熔胶大量向织物浸润浸入,压烫时间的长短,要根据布料的密度、厚薄选择。
4.粘合的压力粘合时的加压与加压的时间、粘合时的加压主要是消除两层织物间的间隙,使热熔胶通过外力挤压浸入织物内,板式压烫机的加压形式为平面加压,这种压烫方式使热熔胶从玻璃态(固态)就开始加压,直至到粘流态。
加热与加压在时间上是同步的因为加压时间较长,所以粘合牢度较滚带式压烫机要高,但易渗透;滚动式压烫机加压形式为线形加压,这种加压方式是先使面料和热熔胶同时加热并同时通过烘箱。
因为这时未粘合的两层织物在加热里运行贴合不紧,致使衬布热熔胶不能很好的粘合到织物里,所以滚带式压烫机(有预压预热的除外)不如板式压烫粘合牢固高,对难粘的面料效果较明显。
1。