实用镀黑铬工艺
镀铬

4.4.4镀铬工艺(1)防护一装饰性镀铬防护一装饰性镀铬不仅要求镀层在大气中具有很好的耐蚀性,而且要有美丽的外观。
这类镀层也常用于非金属材料的电镀。
防护一装饰性镀铬可分为一般防护装饰镀铬与高耐蚀性防护装饰镀铬。
表4—28列出防护装饰性镀铬的工艺规范。
装饰性镀铬的工艺条件也取决于欲镀的基体金属材料。
可根据基体材料的不同适当调整工作温度和阴极电流密度。
1)一般防护装饰性镀铬一般防护装饰性镀铬采用中、高浓度的普通镀铬液,适用于室内环境使用的产品。
钢铁、锌合金和铝合金镀铬必须采用多层体系,主要工艺流程如下。
①钢铁基体铜/镍/铬体系工艺流程为:除油→水洗→浸蚀→水洗→闪镀氰铜或闪镀镍→水洗→酸铜→水洗→亮镍→水洗→镀铬→水洗干燥。
表4-28 防护装饰性镀铬的工艺规范多层镍/铬体系工艺流程为:除油→水洗→浸蚀→水洗→镀半光亮镍→水洗→光亮镍→水洗→镀铬→水洗→干燥。
↓ ↑高硫冲击镍 (1μm)②锌合金基体弱碱化学除油→水洗→浸稀氢氟酸→水洗→电解除油→水洗→闪镀氰铜→水洗→光亮镀铜→光亮镍→水洗→镀铬→水洗→干燥。
③铝及铝合金基体弱碱除油→水洗→电解除油→水洗→次浸锌→溶解浸锌层→水洗一二次浸锌→水洗→闪镀氰铜(或预镀镍) →水洗→光亮镀铜→水洗→光亮镀镍→水洗→镀铬→水洗→干燥。
2)高耐蚀装饰性镀铬高耐蚀装饰性镀铬是采用特殊工艺改变镀铬层的结构,从而提高镀层的耐蚀性,该镀层适用于室外条件要求苛刻的场合。
在防护装饰性镀铬体系中,多层镍的应用显著提高了镀层的耐蚀性,研究发现,镍、铬层的耐蚀性不仅与镍层的性质及厚度有关,同时在很大程度上还取决于铬层的结构特征。
从标准镀铬溶液中得到的普通防护装饰性镀铬层虽只有0.25~0.5μm,但镀层的内应力很大,.使镀层出现不均匀的粗裂纹。
在腐蚀介质中铬镀层是阴极,裂纹处的底层是阳极,因此,遭受腐蚀的总是裂纹处的底层或基体金属。
由于裂纹处暴露出的底层金属面积与镀铬层面积相比很小,因而腐蚀电流密度很大,腐蚀速度很快,而且腐蚀一直向纵深发展。
一种硫酸盐三价铬电镀黑铬工艺的应用
引 言
三价 铬黑 铬镀 层 从 浅 黑 色 到深 黑 色 , 从 偏 黄 黑
欧美 等 国家从 2 0世 纪 7 0年代 开始研 发 和使 用
三价 铬黑 铬 电镀技 术 … , 我 国从 2 0世 纪 8 O年 代 中 后 期 开始研 究 跟进 这 项技 术 。 , 进入 2 1世 纪 国 内 引进 了这 项 技 术 , 2 0 0 8年 出 现 了 较 旺 盛 的 市 场 需 求, 并 且一 直在 以较 快 的速度 增长 。 三 价铬 电镀 黑 铬 包 括 硫 酸盐 和 氯 化 物 两 个 体 系, 氯化 物体 系 开缸 成 本 低 , 目前 市 场 用量 较 大 , 硫
Ke ywo r d s:b l a c k t r i v a l e n t c h r o mi um p l a t i n g;s u l f a t e s y s t e m ;d e p o s i t i o n r a t e;s t a t i bi l i t y o f p l a t i n g ba t h;
Abs t r ac t :Tr i c h - 7 7 21 p r o c e s s o f b l a c k c h r o mi u m p l a t i n g f r o m t r i v a l e n t c h r o mi um p l a t i n g b a t h i n s u l f a t e s y s t e m wa s i n t r o du c e d. The c hr o mi u m d e po s i t i o n r a t e c o u l d r e a c h 0. 0 5 5 t z m/mi n whi l e t h e c o a t i ng t h i c k — n e s s c o u l d a c h i e v e 0. 2 p . m. h e T c o a t i n g wa s s mo o t h, g un — b l a c k,d i d no t t a ni r s h a f t e r n e u t r a l s a l t s p r a y t e s t f o r 4 8 h a n d c o u l d p a s s s t e a d y - s t a t e d a mp h e a t t e s t , c o l d — h e a t s h o c k t e s t , a r t i ic f i a l s we a t t e s t a n d c h e mi c a l c o n t a mi n a t i o n t e s t .P r o d uc t i v e p r a c t i c e s s h o we d t ha t t h e pl a t i ng b a t h po s s e s s e d a d v a n t a g e s o f
硫酸盐体系三价铬电镀黑铬的工艺_丁运虎[论文资料]
![硫酸盐体系三价铬电镀黑铬的工艺_丁运虎[论文资料]](https://img.taocdn.com/s3/m/09b19722f011f18583d049649b6648d7c1c7084c.png)
硫酸盐体系三价铬电镀黑铬的工艺丁运虎,毛祖国,肖伟平,马爱华,付念(武汉材料保护研究所,湖北武汉430030)[摘要]为了寻找更环保、更稳定的三价铬电镀黑铬工艺,采用Hull Cell 和小槽试验优选了硫酸盐体系三价黑铬电镀液中发黑剂、辅助发黑剂的种类及用量,并对镀液和镀层性能进行了测试。
结果表明:最优三价铬电镀黑铬工艺为35g /L 碱式硫酸铬,30mL /L 配位剂,150g /L 硫酸钠,80g /L 硫酸钾,70g /L 硼酸,3mL /L BNW -1润湿剂,2 4g /L 半胱氨酸,1 2g /L 硫氰酸钾,pH 值3.4 3.8,温度50 60ħ,阴极电流密度5 10A /dm 2;以该工艺进行三价铬电镀黑铬,镀液稳定性好、分散能力强,电流密度范围宽,可达2.5 15.0A /dm 2;该工艺制备的黑铬镀层主要成分为Cr ,S 以及少量有机物;镀层黑度好,耐蚀性好,与基体结合良好。
[关键词]三价铬电镀黑铬;硫酸盐体系;Hull Cell ;小槽;发黑剂;辅助发黑剂;镀液性能;镀层性能[中图分类号]TQ153.1+1[文献标识码]B [文章编号]1001-1560(2013)05-0033-03[收稿日期]2012-12-19[基金项目]机电产品绿色制造基础标准与应用(国家863计划)(SS2012AA040102)资助[通信作者]丁运虎(1981-),主要从事环保电镀的研究及推广,电话:134****1485,E -mail :dtiger1386@yahoo.com.cn0前言电镀黑铬具有良好的耐蚀性、耐磨性和诱人的外观,被广泛应用于光学仪器、仪表、太阳能及电子产品的塑胶外壳等方面。
传统的黑铬电镀液以铬酐为主要成分,其毒性大、污染严重,受到严格限用。
当前,国内外对三价铬镀液做了大量的研究[1 7],以三价铬镀液替代六价铬镀液在装饰性镀铬方面已经得到逐步推广应用,但对三价铬电镀黑铬的研究较少,且主要为氯化物体系[8 10],存在着抗杂质能力差、阳极不时有氯气产生、镀液维护要求高等问题。
环保型三价黑铬电镀工艺
三价黑铬电镀添加剂哪家好?传统六价铬电镀工艺对人类健康和环境保护构成日趋严重的威胁。
相对于六价铬电镀工艺而言,三价铬电镀工艺的体系更复杂,对杂质的敏感性更高,对添加剂的质量要求也更高。
汇利龙科技从2006年起即开始着手三价铬电镀工艺的研发工作,2008年就开发出了第一代的三价铬电镀添加剂,是目前国内研发最早,工艺最先进、最成熟的三价铬电镀添加剂供应商。
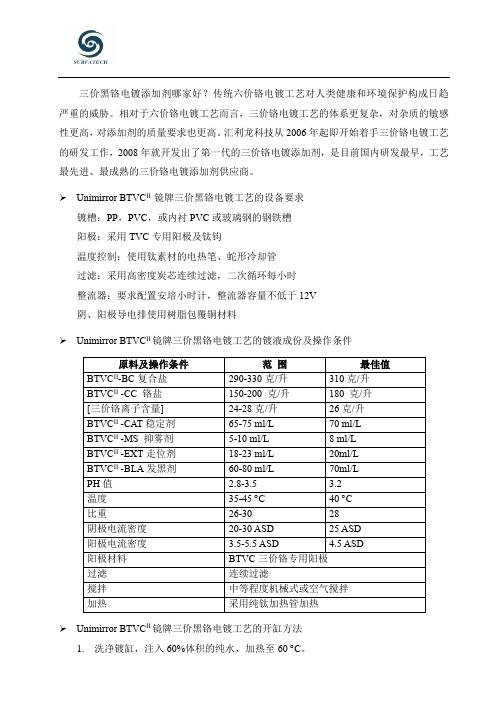
➢Unimirror BTVC II 镜牌三价黑铬电镀工艺的设备要求镀槽:PP,PVC,或内衬PVC或玻璃钢的钢铁槽阳极:采用TVC专用阳极及钛钩温度控制:使用钛素材的电热笔、蛇形冷却管过滤:采用高密度炭芯连续过滤,二次循环每小时整流器:要求配置安培小时计,整流器容量不低于12V阴、阳极导电排使用树脂包覆铜材料➢Unimirror BTVC II镜牌三价黑铬电镀工艺的镀液成份及操作条件➢Unimirror BTVC II镜牌三价黑铬电镀工艺的开缸方法1.洗净镀缸,注入60%体积的纯水,加热至60 ︒C。
2.开启空气搅拌,缓慢加入310克/升的BTVC II-BC 复合盐,搅拌至完全溶解。
注意:加入BTVC II -BC复合盐后,镀液温度会急剧下降,必须维持加入以防温度下降导致溶解不彻底。
再加入180克/升的BTVC II -CC铬盐,搅拌至完全溶解。
3.注入纯水使液面之规定体积的85%,同时调整镀液温度至50 ︒C,检查BTVC II -BC复合盐及BTVC II -CC铬盐是否已溶解完全,否则继续搅拌至完全溶解。
4.使镀液温度恒定在50 ︒C,保持搅拌,加入70ml/L的BTVC II-CAT稳定剂,混合均匀,恒温搅拌至少3小时。
5.安装并检查阳极,紧固所有螺丝。
将所有裸露之铜阳极表面用PVC胶带纸包覆好。
6.边搅拌边加入8ml/L的BTVC II -MS与20ml/L的BTVC II -EXT。
7.边搅拌边加入70ml/L的BTVC II -BLA。
电镀铬的工艺及应用

2 镀铬的分类及应用
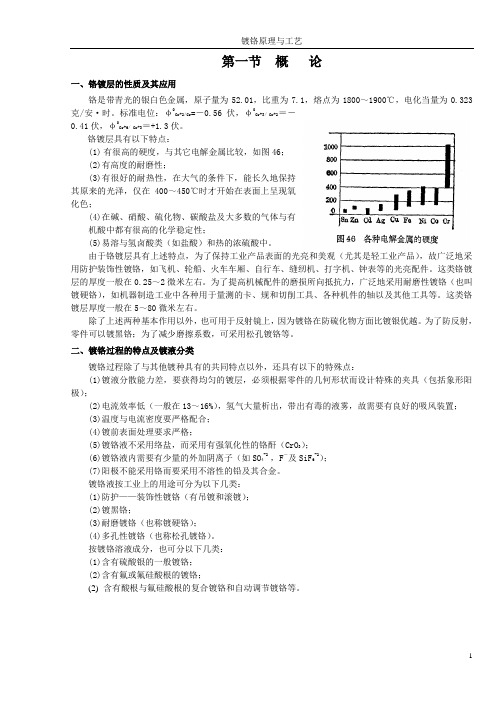
镀铬可按其工艺及溶液不同来分类,所得到的铬层可应用于不 同的场合。 1)按工艺: (1) 防护装饰性镀铬 利用铬镀层的钝化能力、良好的化学稳定性 和反射能力,铬层与铜、镍及铜锡合金等组成防护装饰性体系,广 泛用于汽车、自行车、缝纫机、钟表(历史上聘礼三大件)、仪器 仪表、日用五金等零部件,既保持产品表面的光亮和美观,又达到 防护目的。 这类铬层的厚度一般为0.25µm~1µm。
0.54 0.19 淬火钢与青铜
0.30 0.20 淬火钢与巴比特合金
静 摩 擦 滑动摩擦
系数
系数
0.06 0.05 0.08 0.22 0.11 0.19
• 三一是中国最大、全球第五的工程机械制造商“创建一流企业 ,造就一流人才,做出一流贡献”(挖掘机录像)
(4)光学性能
铬镀层具有良好的化学稳定性,碱、硫化物、硝酸和大多数 有机酸对其均不发生作用,但能溶于氢卤酸(如盐酸)和热的硫酸中。
(5) 黑铬 与其它上黑色镀层(如黑镍镀层)相比,有较高的硬度,
耐磨损及耐热性能好,而且有极好的消光性能。常用于光学仪器、 航空仪表等零件的镀覆。此外,黑铬镀层也可用于装饰。
2) 按镀铬溶液组成及性能
((1)普通镀铬液 以硫酸根作催化剂的镀铬溶液。铬酐和硫
酸的比例一般控制在CrO3/H2SO4:100/1,铬酐浓度在150g/L~ 450g/L之间变化。根据铬酐浓度的不同,可分成高浓度、中等浓 度和低浓度镀铬液。习惯上把CrO3 250g/L和H2SO4 2.5g/L的中 等浓度镀液称之谓“标准镀铬液”。低浓度镀液的电流效率较高, 铬层的硬度也较高,但覆盖能力较差;高浓度镀液稳定,导电性好, 电镀时槽电压较低,覆盖能力较稀溶液好,但电流效率较低;标准 镀铬液的性能介于两者之间。
高耐蚀性三价铬黑铬镀层制备工艺

•144•DOI: 10.19289/j.1004-227x.2020.03.005 高耐蚀性三价铬黑铬镀层制备工艺陈康*,郭崇武(广州超邦化工有限公司,广东广州510460)摘要:介绍了一种高耐蚀性三价铬黑铬镀层电镀工艺,包括在金属基体(如钢铁和锌合金)上制备预镀铜层、中间镀铜层、光亮镀铜层、镀镍层、高耐蚀性三价铬白铬镀层和三价铬黑铬镀层。
这种三价铬复合镀层可耐中性盐雾试验96 h(无白锈),比普通三价铬黑铬镀层长一倍。
关键词:三价铬电镀;白铬镀层;黑铬镀层;复合;耐蚀性中图分类号:TQ153.17; TQ153.2 文献标志码:A 文章编号:1004 – 227X (2020) 03 – 0144 – 02Process for preparation of highly corrosion-resistant black chromium coatings in trivalent chromium electrolyte // CHEN Kang*, GUO ChongwuAbstract: A process for preparing highly corrosion-resistant black chromium coatings on metal substrate such as iron, steels, and zinc alloys in a trivalent chromium electrolyte, was introduced, including the copper pre-electroplating, intermediate copper electroplating, bright copper electroplating, nickel electroplating, highly corrosion-resistant white trivalent chromium electroplating, and black trivalent chromium electroplating. The trivalent chromium composite coating can endure 96 hours of neutral salt spray test without the formation of white corrosion product on its surface, which is twice as long as that of a common trivalent black chromium coating.Keywords: trivalent chromium electroplating; white chromium coating; black chromium coating; combination; corrosion resistanceFirst-author’s address: Guangzhou Ultra Union Chemicals Ltd., Guangzhou 510460, China三价铬电镀黑铬用于取代六价铬电镀黑铬已经获得了广泛的应用[1],并且取得了良好的环境效益和社会效益。
三价铬镀液电镀黑铬工艺研究
文章编号:1001-3849(2008)07-0039-03 三价铬镀液电镀黑铬工艺研究①刘存琨, 屠振密, 李 宁, 毕四富(哈尔滨工业大学(威海)应用化学系,山东威海 264209) 摘要:经正交试验确定了三价铬电镀黑铬的最佳镀液组成和工艺条件,并对优选的三价铬镀液及镀层进行性能测试,结果表明:镀液的分散能力约为15%;镀液的覆盖能力约为95%;还测定了几种镀液的阴极极化曲线,并进行了比较,最优镀液的阴极极化曲线的极化度最大。
电镀5min的镀层厚度约为0.5μm,镀层的主要组分为Cr、O、Co、P和Na。
关 键 词:三价铬镀液;电镀黑铬;分散能力中图分类号:TQ153.11 文献标识码:AThe Technology Research of Black Chromium Electroplatingwith Trivalent Chromium Electrolyte LIU Cun-kun,TU Z hen-mi,LI Ning,BI Si-f u(Depa rtment o f Applied Chemist ry,H a rbin Institute o f Technolog y a t W eihai,W eihai 264209,China)Abstract:The technolog y processes was fix ed based o n the sing le facto r test,and com pa rison analysis fro m the results of Hull cell test.The best composition and opera ting conditio n w ere ob-tained by o rthog o nal tests.Perfo rmance of the optim al ba th and coatings w ere tested.The re-sults sho w tha t the throwing pow er and cov ering po wer of the ba th are o f15%and95%respec-tiv ely;the la rg est pola riza tion deg ree of the cathode polariza tion curv e is o btained from the o pti-mal bath;the co mposition elements of the coa ting are Cr,O,Co,P and Na,and the thickness of the co ating with5min plating is abo ut0.5μm by X RF.Keywords:triv alent chromium pla ting bath;black chromium plating;throw ing pow er引 言电镀黑铬一般都用含铬酐镀液,但六价铬镀液毒性大,污染环境、效率低。
电镀黑铬的低电流区域的处理方法

电镀黑铬的低电流区域的处理方法电镀黑铬是一种常用的表面处理方法,可以为金属制品提供优异的耐磨、耐腐蚀和装饰性能。
然而,在电镀过程中,低电流区域往往会出现一些问题,如颜色不均匀、气泡和表面粗糙等。
为了解决低电流区域的处理问题,可以采取以下方法:1. 调整电流密度:低电流区域通常是由于电流密度不均匀引起的。
通过调整电流密度分布,可以使低电流区域得到更均匀的沉积。
可以采用减小阳极或增大阴极的面积来调整电流密度,或者使用专门设计的电极来改变电流分布。
2. 优化电解液配方:电解液的成分对电镀黑铬的质量有重要影响。
通过优化电解液的成分,可以改善低电流区域的沉积效果。
添加一些特殊的添加剂,如表面活性剂、增稠剂和催化剂等,可以提高低电流区域的沉积速度和均匀性。
3. 增加搅拌和冲洗:低电流区域往往是由于电解液在该区域停滞或流动不畅引起的。
通过增加搅拌和冲洗的力度,可以有效改善低电流区域的沉积效果。
可以使用机械搅拌或气体搅拌来增加液体的流动性,同时增加冲洗时间和冲洗强度,使电解液更好地覆盖低电流区域。
4. 控制温度和pH值:温度和pH值对电镀过程也有重要影响。
适当的温度和pH 值可以提高低电流区域的电流密度和沉积均匀性。
通过调节加热或冷却系统,以及添加酸碱调节剂,可以控制温度和pH值在合适范围内。
5. 改进工艺参数:除了上述方法外,还可以通过改进工艺参数来解决低电流区域的问题。
例如,增加电镀时间、调整电压和电流密度的波动范围、改变阳极和阴极的距离等。
综上所述,电镀黑铬的低电流区域问题可以通过调整电流密度、优化电解液配方、增加搅拌和冲洗、控制温度和pH值以及改进工艺参数等方法得到解决。
这些方法可以提高低电流区域的沉积效果,使电镀黑铬的表面质量更加均匀和美观。
电镀黑铬工艺2

电镀黑铬工艺黑铬镀层是由铬和三氧化二铬的水合物组成,由于对光波的完全吸收而发黑。
黑铬的耐蚀性优于普通铬,耐磨性同于常规铬层,已被广泛应用现代工业中。
电镀黑铬工艺1、工艺过程前处理→电镀中间镀层→清水洗→镀黑铬→清洗→干燥→抛光处理(视需要)→上油(锭子油)→检验→包装。
2、配方及工艺条件本工艺配方较为简单,溶液稳定,易于维护和调整,镀液分散能力较好。
铬酸酐(CrO3)/ (g/L) 250~300硝酸钠(NaNO3) / (g/L) 5~12硼酸(H3BO3)/(g/L) 20~30添加剂 (ml/L) 50ml三价铬/(g/L) 3g阴极电流密度 30~60 A/dm2槽电压 10~15V温度(最佳)/(℃) 15~30℃时间/( min) 5~15阴极板铅锡合金(Sn含量在5%~7%)或石墨、碳钢添加剂:氟硅酸2ml/l+硝酸银4g/l=25升3、溶液配制1) 将计算量的铬酸酐溶于适量的蒸馏水中,搅拌使铬酐全部溶解。
2) 升温至50~60℃,在不断的搅拌下,加入5~6g/L碳酸钡以除去铬酸溶液中SO42-,待溶液澄清后,滤去碳酸钡沉淀。
3)用蒸馏水分别溶解硝酸钠和硼酸,倒入槽内,加蒸馏水至规定体积,加添加剂充分搅拌均匀,电解处理后,试镀。
4、镀液各成分作用1) 铬酸酐:镀液中的主要成分。
含量太高:镀层硬度降低;含量过低(200g/l):镀液变化较快,镀层易烧焦,覆盖能力差、耐磨性差。
一般控制在250~300g/l之间。
2)硝酸钠:发黑剂。
含量偏高:分散能力和覆盖能力恶化;含量偏低:镀层黑度差,颜色淡且发灰,有时会出现无黑色镀层,一般控制在8~10g/l。
也可加入硝酸铬和硝酸作发黑剂。
3)添加剂:是一种催化剂,有助于活化阴极表面,兼顾去除氯离子作用,提高镀液的覆盖能力,只要在镀液内含有添加剂50ml/l,就能提高镀液的分散能力和镀层的黑度;含量过高,呈灰褐色、分散能力差,太高会引起镀层的脆性、脱壳,因此必需严格控制含量,也可加入氟化钾0.2~0.5g/l或氟化钠0.3~0.8g/l;含量过低分散能力也差。
镀铬原理与工艺
在日常生产过程中是否有方法来证明:铬是由铬酸根离子放析出而不是由重铬酸根离子放电析出的呢?在一般镀铜、镀镍、镀锌、镀合金等溶液中,采用搅拌会减少阴极极化作用而增加阴极电流效率。但在镀铬溶液中正好相反,搅拌会使阴极极化作用增大,电流效率下降。原因是搅拌使阴极区电解液的碱化趋向消除(PH很少上升,Cr2O7-2向CrO4-2转化受到限制),CrO4-2浓度降低,以致使金属铬正常析出的条件受到破坏,这样也就必然使阴极极化作用提高,大量析出氢气,减少金属铬的析出。这个例子即说明了阴极上的铬是由CrO4-2离子放电而不是由Cr2O7-2放电。
硫酸含量少时阴极上泛泡很多,就是这个道理。
当硫酸根含量太多时,情况又怎样呢?
这时硫酸根与三价铬生成复杂的硫酸铬阳离子的数量增加,它跑向阴极去溶解碱式铬酸铬薄膜的机会也增加,即膜的溶解机会大于生成的机会。在阴极上铬和氢气的析出减少,而六价铬还原成三价铬的过程增多,即会使镀液内三价铬逐步增加。在日常生产中看到阴极上泛泡较少,就是由于硫酸含量高的缘故。
3.镀铬过程的阴极反应
2H++ 2e→H2↑
Cr2O7-2+ 8H++ 6e→Cr2O3+ 4H2O
由于氢气的析出,阴极区内的pH上升,发生如下的转化:
Cr2O7-2+H2O2CrO4-2+ 2H+
于是CrO4-2+ 8H++ 6e→Cr0+ 4H2O
从上述四个反应方程式可以看出:当镀铬电解液接通电流时,H+首先放出电析出H2,Cr2O7-2还原为Cr2O3。
硫酸 2.5克/升
三价铬(需要时加入) 12克/升
镀铬工艺流程镀铬工艺流程1铁件镀铬工艺流程除蜡→热浸除油

镀铬工艺流程镀铬工艺流程1、铁件镀铬工艺流程:除蜡→ 热浸除油→ 阴极→ 阳极→ 电解除油→ 弱酸浸蚀→ 预镀碱铜→ 酸性光亮铜(选择)→ 光亮镍→ 镀铬或其它除蜡→ 热浸除油→ 阴极→ 阳极→ 电解除油→ 弱酸浸蚀→ 半光亮镍→ 高硫镍→ 光亮镍→ 镍封(选择)→ 镀铬2、锌合金镀铬工艺流程除蜡→ 热浸除油→ 阴极电解除油→ 浸酸→ 碱性光亮铜→ 焦磷酸铜(选择性)→ 酸性光亮铜(选择性)→ 光亮镍→镀铬3、不锈钢直接镀铬工艺1) 电化学除油→热水洗→冷水洗→浸酸活化(1ml/L HCL、10ml/L H2SO4,室温,半分钟;适用于自动线上不锈钢镀铬,不宜镀铜或镍)→水洗→镀铬。
2) 阴极电化学除油→清洗→阳极活化(10A/dm2)→直接镀铬。
3) 化学除油→清洗→阳极电化学除油(0.5A/dm2)→清洗→浸酸活化(1ml/L HCL、10ml/L H2SO4,室温,45S)→清洗→镀铬注:镀铬时,应先用是正常电镀时电流密度的1.5~2倍镀3~5分钟,然后再正常电流密度电镀,要尽量缩短各工序之间的过渡引起的停留时@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@@电镀相关基础知识一、基础化学知识1.盐酸有何特征?答:纯净的盐酸是无色透明的液体,一般因含有杂质三氯化铁而呈黄色。
常用浓盐酸中约含37%的氯化氢。
盐酸易挥发,是一种强酸。
在电镀生产中广泛使用盐酸作为浸蚀剂。
2.硫酸有和特征?答:浓度为96%的硫酸溶液,比重为1.84。
浓硫酸具有吸水性,吸水过程中放出大量的热量。
在电镀生产中广泛使用硫酸作为浸蚀剂,由于其挥发性低,所以可利用加热提高浸蚀速度。
3.硝酸有何特征?答:硝酸是一种氧化型的强酸,在见光受热时分解放出氧而使别的物质氧化,所以硝酸应盛在棕色瓶内,电镀生产中广泛使用权有作为浸蚀剂。
4.现有浓盐酸、浓硝酸、浓硫酸各一坛,能凭目测将它们分辨出来吗?答:冒白雾的是盐酸,冒黄烟的是硝酸,无烟雾的是硫酸。
H59黄铜表面发黑镀黑铬

H59黄铜表面镀黑铬新工艺研究摘要:电镀方法制备黑铬镀层是进一步提高黄铜耐磨性及降低光学仪器中黄铜对光的反射率的有效途径。
本研究是在H59黄铜的表面通过电镀黑铬方法制备铬镀层以达到表面改性的目的。
实验中,黄铜通过超声波清洗、碱性除油、酸洗、活化的前处理后采用成分不同的镀液配方施镀。
本研究在总结镀铬工艺成功经验的基础上,对黄铜进行了镀前表面活化,通过多次实验得到活化液最佳配方为60%磷酸、8%硝酸混合溶液,该活化液能有效去除黄铜表面的钝化膜,且对黄铜基体的腐蚀小。
经过多次试验得出结论:将试样在碱液中碱洗3分钟,活化三分钟,采用电流密度为35mA时得到的镀层最光亮、均匀,晶粒细致。
通过电镀前后试样重量差计算沉积效率,利用光学显微镜对镀层进行了金相组织分析,采用扫描探针显微镜(AFM)对镀层表面形貌进行观察,利用x衍射技术(XRD)对镀层的物相结构进行分析,用维氏硬度计测定镀层的硬度,最后用电化学分析仪测试镀层的极化曲线,为在室温条件下黄铜镀铬工艺提供了可靠的数据。
目录1 引言 (1)1.1 黑铬镀层的组成及其性能 (1)1.2 镀黑铬工艺的应用及发展现状 (1)1.3 镀黑铬工艺过程的研究 (2)1.4 课题要研究或解决的问题 (4)2 实验方案与设备 (5)2.1 实验材料 (5)2.2 实验方案 (5)2.3 主要设备及简介 (6)3 电镀过程 (8)3.1 试样前处理 (8)3.2 电镀 (10)4 镀层分析 (12)4.1 沉积效率分析 (12)4.2 镀层显微形貌分析 (13)4.3 原子力显微形貌分析 (14)4.4 黑铬镀层物象分析 (15)4.5 镀层显微硬度分析 (15)4.6 腐蚀极化曲线分析 (16)结论 (18)1 引言黄铜的表面镀黑铬处理一般是通过用化学法在其表面生成一层黑色的表面膜。
它在光学仪器、无线电工业以及工艺品加工过程有着广泛的应用。
黄铜的表面镀黑铬处理主要目的是消光、装饰和防腐[1]。
铬酸盐镀黑铬工艺
铬酸盐镀黑铬工艺
刘文侠
【期刊名称】《材料保护》
【年(卷),期】1994(27)5
【摘要】铬酸盐镀黑铬工艺江苏连云港江苏自动化研究所(222001)刘文侠1前言黑铬是单金属黑色镀层中较稳定较实用的一种,与其它黑色涂层、镀层和膜层相比,黑铬镀层吸光率高、黑度均匀、耐磨和结合力好。
它可以大量应用于各种精密仪器、仪表中。
近年来作为防护装饰性镀层...
【总页数】2页(P35-36)
【关键词】电镀;铬酸盐;镀铬;工艺
【作者】刘文侠
【作者单位】江苏连云港江苏自动化研究所
【正文语种】中文
【中图分类】TQ153.11
【相关文献】
1.三价铬镀液电镀黑铬工艺研究 [J], 刘存琨;屠振密;李宁;毕四富
2.硫酸盐三价铬滚镀黑铬工艺研究 [J], 郭崇武
3.实用镀黑铬工艺 [J], 李贤成
4.镀黑铬工艺实践 [J], 程沪生
5.四铬酸盐电镀黑铬工艺 [J], 孙乐益
因版权原因,仅展示原文概要,查看原文内容请购买。
黑铬镀层应用在散热中的应用
黑铬镀层应用在散热中的应用黑铬镀层是一种将黑铬涂覆在材料表面的工艺,其在散热中具有广泛的应用。
本文将介绍黑铬镀层在散热中的应用,并探讨其优势和挑战。
黑铬镀层在散热领域中的应用主要体现在散热器和导热材料上。
散热器是一种用于散热的设备,常见于电子设备、汽车发动机等领域。
黑铬镀层能够有效地提高散热器的散热效率,使设备能够更好地散热,从而保证设备的正常运行。
黑铬镀层能够提高散热材料的导热性能。
导热材料是一种能够将热量迅速传导到其他部分的材料,常用于导热片、散热模块等散热设备中。
通过将黑铬镀层应用在导热材料表面,能够提高材料的导热系数,从而提高散热设备的散热效果。
黑铬镀层在散热中的应用主要有以下几个优势。
首先,黑铬镀层具有较高的吸热能力,能够吸收辐射热,并将其传导到散热器或导热材料中,从而提高整个散热系统的散热效率。
其次,黑铬镀层具有较高的导热系数,能够快速将热量传导到散热器或导热材料中,提高散热速度。
此外,黑铬镀层还具有较高的耐腐蚀性和耐磨性,能够保护散热器和导热材料的表面免受腐蚀和磨损。
然而,黑铬镀层在散热中的应用也面临一些挑战。
首先,黑铬镀层工艺相对复杂,需要高温和高真空环境下进行,制造成本较高。
其次,黑铬镀层在制备过程中容易出现气孔和裂纹等缺陷,影响其散热性能。
此外,黑铬镀层的耐腐蚀性和耐磨性虽然较高,但在长期使用过程中仍可能出现腐蚀和磨损现象,需要定期维护和更换。
为了克服这些挑战,研究人员不断探索新的黑铬镀层工艺和材料。
例如,采用新的制备工艺能够提高黑铬镀层的质量和均匀性,减少缺陷的产生。
此外,研发新的合金材料,如钛合金、铝合金等,能够提高黑铬镀层的耐腐蚀性和耐磨性,延长散热器和导热材料的使用寿命。
黑铬镀层在散热中的应用具有广阔的前景。
通过提高散热器和导热材料的散热效率和导热性能,能够有效地提高设备的散热性能,保证设备的正常运行。
尽管黑铬镀层在应用中面临一些挑战,但通过不断的研究和创新,相信会有更好的黑铬镀层工艺和材料出现,进一步提升散热器和导热材料的性能,推动散热技术的发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
H i 2F s 6
2 0~3 0 S L 5 0 / 1rL L . n /
1 8~ 3 ℃ 5
锌染黑 和 镀 黑 镍 等 黑 色处 理 层 。在 3 ℃ 、 5 5 %氯 化 钠 中 进 行 中性 盐 雾 试 验 , 续 喷 雾 连
槽 电压
Dk
t
1 0~1 4V
3 5~6 / m 0A d 2
1 ~2 n 5 0 mi
结 合 力 良好 的黑 铬 镀 层 热 稳 定 性 好 , 度 升 温
阴 极
铅 锡 合 金 板 ( s=7 % ) W
2 2 镀 液 配 制 .
收 稿 日期 :0 2—0 20 4—2 2
① 将 计 量 的铬 酐 加 入 12容 积 水 的 预备 /
维普资讯
。
5 ・ 2
Oct 2 02 . 0
Elcr Da i e to ltn ̄
&
Fi s nihi
槽 中 , 加 入 5~6 g L的 碳 酸 钡 , 分 搅 拌 再 / 充 使铬 酐 溶 解 , 使 碳 酸 钡 与 铬 酐 中 的 硫 酸 根 并 全部 生 成 硫 酸 钡 沉 淀 。 静 置 过 夜 。 ②溶 液 澄 清 后 , 虹 吸 法 将 上 层 清 液 加 用 入 镀 槽 , 除槽 底 的硫 酸钡 沉 淀 。 去 ③将 硝 酸 钠 、 酸 分 别 用 热 水 溶 解 , 硼 澄 清后 加入槽 内。
2 0h表 面 无 变 化 。铜 加 速 盐 雾 试 验 ( A S 0 CS) 达 到 l4h表 面 不 腐 蚀 。 室 外 日光 暴 露 一 年 1 不 变 色 。 黑 铬 的 维 氏 硬 度 为 3 0—5 0 k/ 7 4 s m m2 它 的 耐 磨 性 接 近 亮 铬 , 亮 镍 高 一 倍 。 , 比
Ab l a t A lc h o u p a n rc s a d a c d.F r l s c : b a k c r mim lt g p o e sw s a v n e x i omua,p e aa in a d ma ne a c f h lt rp r t i tn n e o e p a— o n t
实用镀黑铬工艺
李 贤成
( 四川 西 南 光 学 仪 器 厂 , 四川 成 都 6 13 ) 17 0 摘 要 : 绍 了一 种 镀 黑铬 工 艺 。 阐述 了镀 液 中各 成 分 的 作 用 及 镀 液 的 维 护 , 析 了 介 分
常 见 故 障 的 原 因并 提 出 了解 决 方 法 。
维普资讯
生! Q
皇 堡 皇 途 笪
箜 ! 鲞箜 塑 : !:
文 章 编 号 : 10 —27 ( 02 0 —0 5 —0 0 1 2 X 2 0 )5 0 1 2
o o o o o o o o
8经 验 介 绍 8
》 (0 > (> 0 (> 0 (> 0 (>() c
④ 镀 液 中应 用 三 价 铬 4~5 g L 可 用 大 / , 阴 极 面 积 钢 板 电解 数 小 时 获 得 。 ⑤ 由于 电 流 密 度 较 高 , 液 易 升 温 , 镀 温 度 高 于 4 ℃ , 层 表 面 有 浮 灰 。 应 安 装 降 o 镀 温设 施 。 ⑥ 挂 具 采 用 钛 制 品 或 铜 材 镀 锡 。再 次 电 镀 时 需 用 盐 酸退 除 黑 铬 层 并 清 洗 干 净 。 ⑦镀黑铬 的 电流 效率 为 1 6% ~2 % , 0 与 亮 铬 相 近 , 规 定 的 工 艺 条 件 下 沉 积 2 在 0 m n 黑 铬 镀 层 厚 度 为 4~5 t 。 i, n a ⑧ 由于 铬 酐 电 导 率 差 , 镀 时 采 用 较 高 电 的槽 电压 。直 流 电 源 采 用 1 2~2 4 V硅 整 流 器。
高 至 5 0℃ , 面 不 变 色 , 发 脆 。 0 表 不
1 前 言
2 工 艺 介 绍
在 航 空 航 天 、 学 仪 器 、 表 、 相 机 等 光 仪 照 产 品 中 , 了提 高 机 件 的 耐 蚀 、 磨 和 消 光 为 耐
性 能 , 要 给 机 件 表 面 镀 黑 铬 。 黑 铬 镀 层 含 需 有 金 属 铬 、 化 铬 、 化 铬 及 其 衍 生 物 。 其 氧 氮 耐蚀 、 磨性远远 优 于铝件 、 件 氧化层 、 耐 铜 镀 2 1 工 艺 配 方 及 操 作 条 件 .
i g ba r s i e n t we e decrb d, c t  ̄ frdee tv h o u e o is we s use d s lto r r s n e . h al s o fc e c r m m d p st r di i i e c s d a ou n we p e e t n i s e d Ke ywor ds: lc h o u pltn ba k c r m m a g i i
关 键 词 : 黑 铬 镀
中 图 分 类 号 :Q13 1 ; G18 T 5 .1 T 7
文 献标 识 码 : B
Bl c h o i m a i g o e s akcrm u pl tn pr c s
L a — he g IXi n c n
( otw s O t a I t m n at,C e gu6 3 ,C ia Su et p cl n r et c、 hnd 17 0 hn ) h i su F 1
① 加 入 以蒸 馏 水 稀 释 的 氟 硅 酸 , 硅 酸 氟
发灰 、 黄。配槽 及补充 铬 酐时 都必 须加碳 发 酸 钡 完 全 除 去硫 酸 根 。 ② 镀 液 中严 禁 带 入 氯 离 子 , 槽 及 添 加 配
均用蒸馏水 。 ③ 药 品 中 除铬 酐 外 均 采 用 化 学 纯 级 。