ABS塑料表面化学镀镍无钯活化工艺研究
ABS塑料胶体钯 化学镍电镀前处理工艺

ABS塑料胶体钯化学镍电镀前处理工艺塑料具有轻质、可塑性好、表面细致、光滑等特点,并可以根据需要制成不种形状,再经过电镀起装饰、防护等作用。
电镀后的塑料制品和普通塑料相比,具有更强的装饰性。
而和金属电镀加工件比,塑料电镀产品具有轻质、易加工[1]、表面光泽性和整平性好等优点,因而在汽车、摩托车、五金、日常家用品中有广泛的用途。
随着塑料电镀越来越广的应用,对电镀质量的要求也会越来越高。
传统的硝酸银化学镀铜工艺,具有操作简易、成本低等特点,但工艺稳定性差,镀层表面易产生麻点。
化学镀铜多采用甲醛作还原剂,对身体有较大的伤害[2]。
此工艺也不适合自动化生产,很难适应塑料的高品质电镀要求。
胶体钯化学镀镍工艺已问世近30年,与硝酸银化学镀铜相比,此工艺稳定、简便、所需的劳动力少、得到的镀层质量更好,并可用于自动线生产。
但传统的胶体钯化学镀镍工艺成本较高,特别是胶体钯活化液,钯含量一般为150~600mg/L,同样的活化,其成本是硝酸银的10倍以上。
而传统的化学镀镍溶液自身仍存在一定的稳定性问题,使用周期较短。
为此,开发了一种低成本、高稳定性的塑料胶体钯化学镀镍前处理工艺。
此工艺的胶体钯活性极高,在15mg/L左右的钯含量下,活化液仍可使用;化学镀镍溶液成本低、稳定性更好、使用周期更长,并开发了一种比传统性能要好的解胶剂。
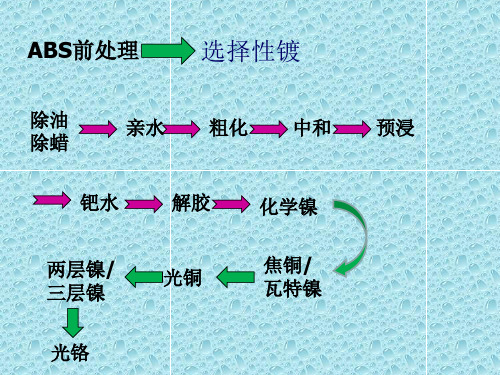
1工艺流程除油→水洗→酸洗→粗化→回收→水洗→还原→水洗→还原→水洗→预浸→胶体钯活化→回收→水洗→解胶→水洗→化学镀镍→回收→水洗→预镀。
2工艺处理及配方2.1除油一些应力高的ABS塑料应先适当去应力后再除油,而多数ABS塑料可以直接进行除油。
在注塑加工及其他处理过程中,塑料上难免沾上油迹,通过除油可以有利于塑料表面粗化均匀,同时增加粗化液的使用寿命。
对于手工线、塑料镀件可以采用手工擦洗除油后再上挂;对于自动线、塑料镀件可以直接上挂除油。
配方及工艺条件为:SP120~40g/L温度40~50℃时间3~10min2.2酸洗主要是延长粗化液的使用寿命,配方为硫酸100ml/L。
无钯活化的化学镀镍工艺的研究
2 加速剂 的选择
根 据对 文 献 资料 的查 阅 和实 际 情况 ,我 们 对 丁
二 酸钠 、氟化钠 及 甘 氨 酸 等对 化 学 镀 镍 具 有 加速 作 用 的 物 质 进 行 对 比 实 验 。
镀 液 的基 本组 成 如下 : 硫 酸 镍 23g/L,次 磷 酸钠 24g/L,乳 酸 5mL/L,柠 檬 酸钠 35g/L,pH值 8.5~9.0,实验 的其 他 条 件 保 持 一 致 ,实 验 结 果 如 表 1所 示 。
陈 均 , 朱 爱平 (1.盐城 卫 生职 业技 术 学 院 化 学 系 ,江 苏 盐城 224006; 2.常德 力元新 材 料有 限责任 公 司,湖 南 常德 415001)
CHEN Jim ,ZHU Ai-ping (1.Chemistry Department,College of Yancheng Sanitar y Occupation Technology,Yancheng 224006,China;
ABS电镀的工艺流程
③除油。可以采用以下配方:
磷酸钠 乳化剂 氢氧化钠 温度
20g/L lmL/L 5g/L 60℃
碳酸钠
时间
20g/L
30min
常用于除油的碱性试剂有硅酸盐和磷酸盐 两类。其中硅酸盐会在表面形成硅酸盐薄 膜,对后续浸蚀处理有影响,所以通常使 用磷酸盐除油剂。
除油之后,先在热水中清洗,然后在清水 中清洗干净,再在5%的硫酸中中和后, 再清洗,才进入粗化工序,这样可以保护 粗化液,使之寿命得以延长。
①表面整理
在ABS塑料进行各项处理之前,要对其进行表面 整理,这是因为在塑料注塑成型过程中会有应力 残留。特别浇口和与浇口对应的部位,会有内应 力产生。如果不加以消除,这些部位会在电镀中 产生镀层起泡现象。在电镀过程中如果发现某一 件产品的同一部位容易起泡,就要检查是否是浇 口或与浇口对应的部位,并进行内应力检查,但 是为了防患于未然,预先进行去应力是必要的。 一般性表面整理可以在20%丙酮溶液中浸5~10s。 去应力的方法是在80℃恒温下用烘箱或者水浴处 理至少8h。
④粗化。粗化是塑料电镀过程中很重要 的一环,粗化的好坏直接影响到镀层的结 合力、光亮度及镀层的完整性。通过粗化, ABS塑料表面的球状橡胶被氧化溶解,镀 件表面具备了亲水性,同时表面形成微孔 状,以保证胶体钯的吸附和镀层的附着力。
ABS塑料的粗化方法有三类,即高硫酸型、 高铬酸型和磷酸型,从环境保护的角度看, 现在宜采用高硫酸型。
硝酸银 温度 氨水 时间
3~5g/L 室温 加至透明 5~lOmin
这种活化液的优点是成本较低,并且较容易根据活化表面 的颜色变化来判断活化的效果。因为硝酸银还原为金属银活 化层的颜色是棕色的,如果颜色很淡,活化就不够,或者延 长时间,或者活化液要补料。
ABS塑料低温化学镀镍新工艺

2 结果与讨论
2. 1 正交试验结果及讨论 实验结果如表 2 所示 。
表 2 正交实验结果
试验 号
1 2 3 4 5 6 7 8 9 K1 K2 K3 R K′1 K′2 K′3 R′ K″1 K″2 K″3 R″
为了进一步避免镀层裂纹的出现 ,本文在上
(1) 化学镀镍液的最佳配方及工艺条件为 :
硫酸镍 30g/ L
次亚磷酸钠
25g/ L
柠檬酸钠
20g/ L
三乙醇胺 20ml/ L
碳酸钠
4g/ L
氨水
20ml/ L
香豆素
0. 03g/ L
温度
55 ℃
pH 值
9. 3
(2) 在 最 佳 配 方 条 件 下 , 装 载 量 为 1dm2/ L
C
(1) (2) (3) (2) (3) (1) (3) (1) (2) 9. 7 12. 0 10. 4 2. 3 4. 7 3. 0 2. 3 2. 4 6. 5 7. 4 4. 8 2. 6
镀速 孔隙 D mg/ cm2 率 (1) 12. 2 5 (2) 11. 2 5 (3) 12. 1 3 (3) 12. 3 1 (1) 8. 2 2 (2) 8. 4 4 (2) 10. 8 2 (3) 8. 6 5 (1) 12. 5 3 11. 0 10. 1 11. 0 0. 9 3. 3 3. 7 3. 0 0. 7 6. 5 6. 0 6. 2 0. 5
A
(1) (1) (1) (2) (2) (2) (3) (3) (3) 11. 8 9. 6 10. 6 2. 2 4. 3 2. 3 3. 3 2. 0 8. 5 4. 0 6. 1 4. 5
ABS塑料电镀工艺课件tsu
Cl- 0.181 nm
Cl-
Cl-
Cl-
Pd 0.128 nm
- CCllSn2+
Sn2+ Sn2+ Sn2+
Cl-
Hale Waihona Puke Cl-Sn Sn2+ Pd
Pd
Sn Pd Sn2+
Cl-
Sn2+ 0.093 nm
Cl- Sn2+
Sn Pd Sn
Sn
Sn
Sn2+
Pd Pd
Sn Sn2+
Pd
Sn2+ Cl-
ClCl-
Cl- Sn2+ Sn2+ Sn2+ Sn2+ Cl-
(Pd)m 是胶核,m表示胶核中所含Pd的分子数,
Cl-
Cl-
Cl-
[(Pd)mnSn2+,2(n-x)Cl-]2x+是胶粒,n表示胶核所
胶体直径 :
三价铬含量:
随着粗化的进行,化学粗化液中的六价铬会被 还原为三价铬,当三价铬达到一定量时,粗化槽中 的有机杂质结到一定数量,粗化速度和效果显著下 降,造成镀层结合力下降,也即粗化液老化。
粗化液再生
隔膜电解:
隔膜电解实质上是电解和电渗的组合,借助隔
膜使电解槽分隔成阴极室和阳极室,在直流电场
的作用下,通过隔膜产生离子的迁移,同时在电
粗化
主要成分: 铬酸CrO3 380-420 g/L 硫酸H2SO4 380-420 g/L 雾化剂 适量
使用温度:65℃ 粗化是塑料电镀最关键的工序之一,它对镀层与塑料之
ABS塑料表面镀NiW镀层工艺与性能及机理研究
the
structure
the
composition of the coating were
studied,the structure
of the
Ni-W
alloy of different
tungsten’S content was
analyzed.
Through investigation and analysis,the following about ABS surface metalzed could be
Ni-W
alloy coating
on
ABS surface,can raise wear-resistanc
and the
hardness of film greatly,
and expand
the application of ABS.
In this paper,a
Ni—W
alloy coating was plating
广东工业大学 硕士学位论文 ABS塑料表面镀Ni-W镀层工艺与性能及机理研究 姓名:郭振伟 申请学位级别:硕士 专业:材料学 指导教师:朱有兰 20080501
摘要
摘要
ABS塑料质轻,无毒,具有良好的成型加工性,制品表面光洁度高,且具有良好的 涂装性和染色性,容易进行电镀加工,但ABS塑料也有它不足之处如:不耐磨、不导 电、硬度低等。正是这一些缺陷限制了ABS塑料在工业上的应用,使其不能满足某些 工业上的特殊应用。Ni.W合金镀层具有优良的硬度和耐磨性同时具备良好的外观形貌 和光泽。对ABS进行Ni.W合金电镀可以大大提高镀层的硬度和耐磨性,并赋予ABS 表面金属光泽,扩展ABS塑料的应用范围。 本文首次将Ni.W合金镀层应用到ABS塑料表面上,先后采用除油、粗化、敏化、 离子型活化、化学镀铜、加厚镀铜,使ABS表面金属化,通过实验确定表面金属化最 佳工艺。对金属化后的ABS塑料进行合金电镀,并通过显微观察、表面硬度测试、表 面形貌判定、结合力测试等手段研究了工艺参数的改变对电沉积速度、试样表面硬度的 影响;应用EDS能谱分析和X射线衍射等现代材料测试技术研究了镀层的组成及结构, 分析研究镀层中不同W含量的Ni.W合金的结构形式。 ABS塑料表面金属化实验结果和理论分析表明: 1)通过反复实验,确定了ABS塑料合会电镀的工艺流程:除油、粗化、敏化、活 化、化学镀铜,使ABS表面金属化,再进行加厚电镀铜,最后电沉积Ni-W合 金镀层。 2)对常用的粗化工艺和活化工艺进行探讨,综合考虑成本及效果,确定了采用高 铬酐型粗化液和硝酸银离子型活化液。 3)对塑料表面金属化过程的化学镀铜工艺进行了实验,论述了化学镀铜对ABS塑 料基体的影响,并探讨化学镀铜参数对镀液稳定性及镀层与基体结合力的影响。 根据实验结果,确定了化学镀铜工艺及工艺参数。 Ni-W合金电镀试验结果和研究表明: 1)随着镀液中硫酸镍含量的提高,镀液中镍离子数量增加,阴极表面集聚的镍离 子比氢离子越来越多,析氢反应减少,镀速、表面硬度也随之提高,表面形貌
塑料电镀中的一步法表面敏化和活化处理

3
3.1
解胶
解胶原理 经过胶体钯溶液处理过的塑料件 ,其表面吸附
一层胶体钯的颗粒 ,经解胶处理后胶体钯外面的锡 离子被溶解面去掉 ,从而将钯裸露出来 。 这些裸露 出来的钯核在化学镀时起催化作用 ,见图 l 。
Sn2+ Sn2+ Sn2+
Pd
Sn2+
Pd
Sn2+ Sn2+ Sn2+
Sn2+
2.3.2
在化学镀铜或化学镀镍时具有诱导作用但是在生产过程中很难保证这层催化中心的均匀性和连续性因而极易形成化学镀层的缺陷在工件进行化学粗化清洗后将敏化活化合并成一步进行可以提高产品的一次合格率其工艺过程如下此述化学粗化11化学粗化机理abs塑料内部结构由a丙烯腈s苯乙烯b丁二烯三种单体聚合而成a共聚物的刚性骨架中为另一相粗化时制件表面的b组分被as构型不受太大影响这样就形成了密度很高的微观凹坑从而达到了微观上的粗糙要求同时由于铬酸的化学作用使塑料件表面形成亲水性的羟基oh羰基c磺酸基so12粗化液的配方组成
入胶体钯活化液 。
(4) 发现分层现象时 , 及时加入 10~20 g/L 氯
化亚锡溶液 , 可使分层消失 。
所以随着 Sn2+ / Pd2+的增加 , 生成物的稳定性 提高了 , 因此 ,Sn2+ / Pd2+要大于 2。 但过大时会使胶 团微粒过大 , 降低吸附效果 , 减少催化中心的数 量 , 以致影响镀层与基体的结合力 。
4.3 化学镀镍 4.3.1 配方和工艺
组 分 : 硫 酸 镍 (NiSO4 · 7H2O) 20 g; 次 亚 磷 酸 钠 (NaH2PO2· H2O) 30 g; 柠 檬 酸 钠 (Na3C6H4O7· 2H2O) 10 g;氯化铵(NH4Cl) 30 g 。 工艺条件 :pH 8.5~9.5; 温度 35~45 ℃ ; 时间
ABS塑料表面无钯化学镀镍新工艺

万方数据
ABS塑料表面无钯化学镀镍新工艺
作者: 作者单位: 刊名:
英文刊名: 年,卷(期): 被引用次数:
黄洁, 刘祥萱, 吴春, HUANG Jie, LIU Xiang-xuan, WU Chun 第二炮兵工程学院,陕西,西安,710025
材料保护 MATERIALS PROTECTION 2009,42(4) 1次
活化时间对活化效果的影响见表l。 表1 50℃下活化时间对活化效果的影响
2.2活化液pH值对活化效果的影响 用氨水调节活化液的pH值,活化液的pH值与镀
层覆盖率之间的关系见图1。
loo
泳∞
翟60
Q 40
20 6
8
lO
12
pH值
图1 pH值与镀层覆盖率0之间的关系
从图1可以看出,活化液的pH值高于8时,活化 效果急剧下降。将KBH4溶液和活化液以l:10的比 例混合,通过测量溶液变黑的时间,可以得知当活化液 pH>9时,反应不能立刻发生。另一方面,如果活化液 的pH值太低,则需要较高的温度才能够预镀,并且会 导致活化液稳定性下降。结果表明,pH值控制在8左 右活化效果较好。
柳馁秒
e ooo
942卷.第4期.2伽9年4篾2/
ABS塑表面无钯化学镀镍新工艺
黄洁,刘祥萱,吴春 (第二炮兵工程学院,陕西西安710025)
[摘要】 为了解决贵金属化学镀工艺中活化成本高和环境污染重的问题,利用废弃的碱性镀镍液匆有 机添加荆A制得了胶体镍盐活化液,用KBH。将其中的镍离子还原为金属镍作为活化中心,诱导ABS塑料表 面无钯化学镀镍。讨论了活化时间、温度、pH值对活化效果的影响,对镀层的结合力、耐蚀性、表貌形貌及组 成进行了表征。结果表明:胶体镍盐活化液pH值为8左右,活化温度50℃,活化时间2—3 min,活化效果显 著;镀层平整、光亮,结合力好,耐蚀性高。本工艺操作简单,绿色环保,成本低廉,具有一定的应用价值。
ABS塑料表面化学镀镍工艺研究

中 图 分 类 号 :T Q 1 5 3
文 献 标 识 码 :A
文章 编 号 :1 0 0 5 — 5 7 7 0( 2 0 1 7 )l 0 — 0 1 2 2 - 0 3
塑料工业
・
1 2 2・
CHI NA PLAS TI CS I NDUS TRY
第4 5卷第 l 0期 2 0 1 7年 l 0月
A B S塑 料表 面 化 学 镀镍 工 艺研 究 术
郑 晓辉 ,单 冬冬 ,宋 皓 ,叶 雄 ,张 庆 ,谭 俊
( 装 甲兵工 程学 院 装备维修与再制造工程 系 ,北京 1 0 0 0 7 2 )
o p t i mi z e d t o i mp r o v e t h e e l e c t r o l e s s n i c ke l p l a t i ng pe fo r r ma n c e a n d b r o a de n i t s a p p l i c a t i o n a r e a . Th e e f f e c t s o f p l a t i n g t i me, s e ns i t i z a t i o n t e mpe r a t u r e a n d a c t i v a t i o n t e mpe r a t u r e o n t h e s u fa r c e mo r p h o l o g y, c o a t i n g ha r d n e s s a n d s u fa r c e r o u g h n e s s we r e r e s e a r c h e d. Th e mi c r o mo r p h o l o g y o f t h e c o a t i ng s u fa r c e wa s o b s e r v e d b y s c a n n i n g e l e c t r o n mi c r o s c o pe, a n d t h e ha r d n e s s a n d s u fa r c e r o ug h n e s s o f t h e c o a t i n g we r e me a s u r e d. Th e o p t i mi z e d p r o c e s s c o n di t i o ns a r e: s e n s i t i z a t i o n a t 4 5 o C f o r 2 0 mi n, a c t i v a t i o n a t 4 5 c c f or 2 0 mi n, a n d p l a t i n g a t 4 5 o C f o r 3 0 mi n. I n t h e 1 0 ~3 0 mi n p l a t i n g t i me, wi t h t h e p l a t i n g t i me i nc r e a s e s, t h e t hi c k n e s s o f e l e c t r o l e s s ni c k e l c o a t i n g o n t h e s u fa r c e o f ABS p l a s t i c s i n c r e a s e s, t h e s u fa r c e r o u g h ne s s d e c r e a s e s ,a n d
非金属基体化学镀无钯活化及化学镀低活性金属的方法[发明专利]
![非金属基体化学镀无钯活化及化学镀低活性金属的方法[发明专利]](https://img.taocdn.com/s3/m/bdebe8c04b73f242326c5f7a.png)
专利名称:非金属基体化学镀无钯活化及化学镀低活性金属的方法
专利类型:发明专利
发明人:代竟雄,钟良,崔开放,周彬
申请号:CN201710583841.3
申请日:20170718
公开号:CN107313030A
公开日:
20171103
专利内容由知识产权出版社提供
摘要:本发明涉及一种非金属基体化学镀无钯活化及化学镀低活性金属的方法。
非金属基体化学镀无钯活化的方法包括:将活化液涂覆于粗化后的非金属基体表面进行预活化;再采用激光扫描活化,得到活化的非金属基体。
化学镀低活性金属的方法包括:对经过激光扫描活化的非金属基体进行化学镀低活性金属的处理,在非金属基体表面形成低活性金属层。
本发明通过对激光运动控制,可以保证活化的质量和实现选区活化;工艺简单,非金属基体经过表面预处理后只需经过简单的预活化和激光活化便能实现化学镀活化处理,且活化效果好。
该工艺不仅可用于镀镍,同时也适用于低活性金属的化学镀。
申请人:西南科技大学
地址:621000 四川省绵阳市涪城区青龙大道59号西南科技大学
国籍:CN
代理机构:成都中玺知识产权代理有限公司
更多信息请下载全文后查看。
非金属工件化学镀的无钯活化配方与工艺
非金属工件化学镀的无钯活化配方与工艺现代电镀网讯:一、关于化学镀化学镀具有设备简单、价格低廉、可连续生产的特点,是一种应用前景广阔的方法,传统的基体前处理工艺主要有:贵金属钯的两步敏化—活化处理法、胶体钯一步处理法、液态离子钯活化法、光化学方法等。
这些方法都主要借助贵金属钯来实现后续化学镀过程中金属的连续沉积,成本高,且易污染镀层。
二、新型无钯化学镍工艺工艺流程:粗化→水洗→敏化→活化处理→水洗→化学镀镍→性能测试。
1.粗化:按各基体的性质选择合适的粗化处理工艺。
将粗化后的产品用蒸馏水漂洗干净,进行敏化—活化预处理。
2.敏化:取一定量的硫酸镍和柠檬酸,将两种药品分别用少量蒸馏水溶解后混合,再加水至质量浓度分别为20g/L和5g/L,浴比为20∶1~30∶1,敏化10min后取出,用蒸馏水漂洗后烘干准备活化。
3.活化:用蒸馏水溶解少量的硼氢化钾,再调至质量浓度为2g/L,将产品放入其中进行活化。
4.化学镀镍:将活化后的产品投入碱性化学镀镍溶液中,进行表面镀镍处理。
化学镀镍配方:硫酸镍:20~25g/L次磷酸钠:30~40g/L柠檬酸钠:15~20g/L氯化铵:10~15g/L反应条件:pH值8.5~9.5,温度40~50°C,浴比1∶50~1∶100。
根据镀镍的时间来控制表面金属的沉积量,两种前处理工艺经过相同的化学镀时间。
其中硫酸镍是主盐,次磷酸钠为底盘原剂,柠檬酸钠是络合剂,氯化铵为缓冲剂。
三、另一种新型无贵金属活化化学镀铜工艺1.配制胶体铜活化液。
活化液配方为:明胶、CuSO4•5H2O,硼氢化钾,按一定比例混合,配制过程中加入药品的顺序,以及溶液pH值很重要,最后加入正辛醇作为消泡剂,保持在室温。
2.将产品放入,活化10min,然后解胶。
3.预处理后的产品放入镀液中,进行化学镀铜,镀液配方:CuSO4•5H2O:16g/LEDTA-2Na:25g/L酒石酸钾钠:15g/LNaOH:15g/L2,2-联吡啶:5mg/LK4Fe(CH):615mg/L甲醛:6mg/L。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3 把切好的 ABS塑料片放进烘箱中 ( 60 ℃) 3 h以 上 ,取出让其自然冷却 。
3 3 工艺条件为 : 19 g/L 乙酸镍 ; 0. 02 mL /L 水合肼 ; 22 g/L 次亚磷酸钠 ; 40 g/L 糖精 ; pH值 5. 0;温度 70~80 ℃。
6
0. 02 10
100
1
4. 4 0. 25 1. 50 1. 00 2. 75
5
5
21
4
18
1
0
6
50
11
5. 4
0
0
1. 00 1. 00
6
6
21
10
21
9
0. 04
2
20
8
5. 1 0. 25 0. 50 0. 25 1. 00
7
7
22
3
18
4
0. 01 11
120
pH 值
外观 镀层厚 镀液 指数 度 /μm 稳定性
1
1
19
6
19
8
0. 03
9
85
10
5. 3 0. 50 0. 50 0. 50 1. 50
2
2
19
12
22
3
0. 01
5
40
7
5. 0 0. 50 2. 00 0. 75 3. 25
3
3
20
5
19
11 0. 05
1
15
4
4. 7 0. 50 0. 50
0
3. 61 5. 03 1. 88 7. 68 3. 61
9. 97 8. 07 1. 75 9. 97 5. 80
86. 42 74. 90 11. 18 86. 42 61. 38
从表 4 可以看出 ,镀层中含有 C、O、P、N i元
素 ,由于镀层并不太厚 ,基体的成分也被检测 ,故只
有 P、N i才是镀层的成分 ,其中镍的含量最高 。
表 2 化学镀镍的 U13 ( 1312 )均匀试验方案及结果
配
乙酸镍
次亚磷酸钠
水合肼
糖精 酸碱度 指标 R
综合得分
方 号
水 含量 / 水 含量 / 水 含量 / 水 含量 / 水 平 ( g·L - 1 ) 平 ( g·L - 1 ) 平 (mL·L - 1 ) 平 (mg·L - 1 ) 平
1
半光亮 ,完整覆盖
8. 3
镀液较稳定
2
半光亮 ,完整覆盖
7. 9
镀液较稳定
3
半光亮 ,完整覆盖
8. 7
镀液较稳定
4
半光亮 ,完整覆盖
9. 1
镀液较稳定
2. 3 镀层的形貌 、成分和结构分析 2. 3. 1 AB S塑料镀镍镀层形貌表征
利用扫描电镜对镍镀层进行形貌表征 。从图 1可以明显看出镀层结合致密 ,颗粒分散较均匀 。
(1)回归方程为 : y = 100. 56 - 2. 94x1 - 6. 49x2
+ 20. 04x3 - 0. 007x5 + 0. 07x12 + 0. 17x22 - 179. 58x32 - 0. 07x42 (糖精因最不显著 ,根据要求已将其从回
归方程中剔除 。) (2)根据回归方程 ,采用规划求解 ,得出化学
5
4. 8 0. 25 0. 25 1. 00 1. 50
8
8
22
9
21
12 0. 05
7
60
2
4. 5 0. 50 0. 25
0
0. 75
9
9
23
2
17
7
0. 03
3
25
12
5. 5 0. 50 1. 00 0. 50 2. 00
10
10
23
8
20
2
0
12
130
9
5. 2
0
0
1. 00 1. 00
[参考文献 ]
[ 1 ] 李 宁. 化学镀实用技术 [M ]. 北京 :化学工业出 版社 , 2004.
[ 2 ] L indsay, Debroah J, Feldstein, et al. Activators for col2
3 结 论
(1)在常温下利用硼氢化钠还原制取活性镍 , 以镍取代钯活化 ,方法切实可行 。该活化方法具有 低温的优点 (在常温就可活化 ) ,在 ABS塑料为基 体的表面上 ,可获得均匀 、牢固的镀层 。
(2)优化 活化 工艺 条件 : N i (Ac) 2 ·4H2 O ( g) : NaBH4 ( g) : CH3 OH (mL ) = 1 ζ 1 ζ 15。活化 温度 25~30 ℃; 活化时间 30 m in;化学镀工艺条 件 : 19 g /L N i (Ac) 2 ·4H2 O; 22 g /L N aH2 PO2 ; 0. 02 mL /L N2 H4 ·H2 O; 40 mg /L 糖精 。镀液的 pH 值范 围 5. 0~5. 6;施镀温度 70~80 ℃。
图 1 ABS塑料镀镍层电镜扫描图
2. 3. 2 AB S塑料镀镍镀层相结构分析 利用 D8 2ADVANCE X射线衍射仪对镍镀层进
行相结构分析 ,结果见图 2。
图 2 ABS塑料镀镍镀层曲线图
从图 2可明显看出在 2θ角分别为 19°、45°出 现衍射峰 (弥散峰 ) , 2θ角 19°为磷的衍射峰 , 2θ角 45°为镍的衍射峰 ,说明镀层在镀态下为非晶态结 构 ,具有很好的耐磨 、耐腐蚀性能 。 2. 3. 3 AB S塑料镀镍镀层成分分析
(2)活化方法 将 1 g乙酸镍溶于 10mL 甲醇 中 ,另将 1 g硼氢化钠溶于 5 mL 甲醇中 。活化时 , 先把 ABS基片放入乙酸镍醇溶液中 ,再把硼氢化 钠醇溶液倒入乙酸镍醇溶液中进行活化 ,将其陈化 30 m in即可 。
(3)化学镀镍速度的测定 采用增厚法测量
2 9
ABS 塑 料 表 面 化 学 镀 镍 无 钯 活 化 工 艺 研 究
并计算平均镀速 (μm / h) 。
2 结果与讨论
2. 1 无钯活化工艺最佳条件的确定 活化效果的考察以成膜及反应状况为指标 ,镀
层能完整覆盖基体 ,化学镀镍速度较快即为最好 。 试验了 4种工艺条件 ,结果见表 1。
表 1 无钯活化工艺最佳条件的确定
配方号
溶剂 /mL
试验结果成膜及反应情况
1
15 (100%甲醇溶液 ) 反应较快 ,镀层完全覆盖
[关键词 ] ABS塑料 ; 化学镀镍 ; 无钯活化 ; 均匀设计 [中图分类号 ] TQ153. 1 [文献标识码 ] A [文章编号 ] 1001 - 1560 (2006) 11 - 0029 - 03
0 前 言
化学镀最先开始于化学镀镍 [ 1 ] , 在非导体上 化学镀镍 ,一般先要在基体上形成一层化学镀的催 化剂 ,传统工艺是采用 PdCl2 - SnCl2活化 - 敏化 法 。该工艺处理过程复杂 ,使用的 PdCl2价格昂贵 , 且还具有毒性 ,使其应用受到一定的限制 。为了节 约贵金属 ,降低生产成本 ,科研工作者对非贵金属 活化液的研究投入了很大精力 ,取得了一定的成 果 ,并有不少专利文献发表 [ 2~9 ] ,但无钯活化工艺 在工业生产中应用还存在很多问题 ,如活化效果总 的来说不及贵金属 ,所要求的活化温度较高 、时间 较长等 。到目前为止 ,还没有非贵金属活化工艺大 规模应用于工业生产 。
镀镍的最佳工艺条件为 : 19 g /L N i (Ac) 2 ·4H2 O; 22 g /L NaH2 PO2 ; 0. 02 mL /L N2 H4 ·H2 O; 40 mg /L 糖精 ; pH 值 5. 0;施镀温度 75 ℃,施镀时间为 1 h。
3 0
ABS 塑 料 表 面 化 学 镀 镍 无 钯 活 化 工 艺 研 究
( 3 )比较回 归方 程 中标 准 回归 系数 绝 对值 的 大小 ,得出对试验结果影响程度顺序为 :水合肼 > 次亚磷酸钠 >乙酸镍 > pH 值 。
按上述最佳工艺条件重复多次进行稳定性试 验 ,结果见表 3。
表 3 无钯活化化学镀镍工艺稳定性试验结果
试验次数
镀层外观
镀层厚度 /μm 镀液稳定性
2
15 (67%甲醇溶液 ) 反应慢 ,镀层仅能覆盖少量
3
15 (33%甲醇溶液 ) 反应微弱 ,基本无镀层形成
4
15 (蒸馏水 )
不反应 ,无镀层形成
注 :所用乙酸镍 、硼氢化钠均为 1 g,活化温度均为常温 。
从表 1可知 :活化液组成以配方 1 为最好 ,按 配方 1重复多次试验 ,结果表明镍活化最佳工艺条 件稳定性和重现性均较好 。
AB S塑料 ,规格为 1 cm ×2 cm。 HH. S 2N i电热恒温水浴锅一列二孔 ; FM 2300 数字显微硬度计 ; DJH 2E型电解式测厚仪 ; D8 2AD2 VANCE X射线衍射仪 ; JSM 25610LW 型扫描电镜 ; JSM 26700F型场渗透扫描电镜 。
1. 2 试验方法
通常认为 ,化学镀镍能够连续进行 ,镍的自催化 起着非常重要的作用 。对非金属材料 ,由于其表面 缺乏初始的催化单元 ,必须先活化 ,以在其惰性表面 上形成初始沉积点 。与其用钯 、银等贵金属来间接 实现这一过程 ,不如设法直接让金属镍来完成 。先 配制一种镍盐溶液 ,把非金属材料浸入到镍盐溶液 中 ,然后加入 NaBH4溶液 ,使它们进行反应 ,生成活 性镍吸附在基体表面上 ,诱发后续的化学镀 。