塑机螺杆机筒的基本参数
注塑机的主要参数

注塑机的主要参数
注塑机的主要参数包括螺杆直径、注射容量(理论)、注射重量、注射压力、注射行程、螺杆转速、机筒加热功率、锁模力、拉杆内间距(水平×垂直)、允许模具厚度(最大、最小)、移模行程、模板开距(最大)、液压顶出行程、液压顶出力、液压顶出杆数量、油泵电机功率、油箱容积、机器尺寸(长×宽×高)、机器重量、最小模具尺寸(长×宽)、模具平行度等。
其中,螺杆直径是注塑机的重要参数之一,它决定了塑料在注塑过程中的流量和塑化能力。
注射容量是指注塑机在一次注射行程中能够注射的塑料体积,通常以克或盎司表示。
注射重量则是指每次注射时所注入模具中的塑料重量,通常以克为单位。
注射压力是指在注塑过程中,塑料通过螺杆进入模具腔体时所承受的压力。
注射压力的大小取决于塑料的种类、模具的结构和注塑机的型号等因素。
此外,注射行程是指注塑机在注射过程中,螺杆能够向前移动的最大距离。
螺杆转速是指在注塑过程中,螺杆的旋转速度,通常以转/分或转/秒表示。
机筒加热功率是指注塑机加热系统对塑料进行加热所需的功率。
锁模力是指注塑机在锁模过程中能够施加的最大压力,以保证模具紧密闭合,防止塑料溢出。
以上参数的选择将直接影响注塑机的性能和生产效率,因此在实际使用中需要根据具体的生产需求和材料特性进行选择和调整。
注塑机螺杆选型及技术参数计算

基材 42CrMo 38CrM 合金成份:oAlA 镍基合金 镶镍基 (85%) 合金+ +碳化钨 氮化。 (15%)。
DC53( SKD61 )整体淬 火。
DC5 3(SK 38CrMo D61) AlA调质 整体 +氮化。 淬火。
38CrM oAlA调 质+氮 化。
玻璃 纤维 30% 以内
螺杆的使用范围
料管组件 配置选型
重要参数的计算 设备选型的注意
事项
螺杆的使用范围
料管组件 配置选型
重要参数的计算 设备选型的注意
事项
螺杆的使用范围
料管组件 配置选型
重要参数的计算 设备选型的注意
事项
螺杆长度及注射行程范围
料管组件 配置选型
重要参数的计算 设备选型的注意
事项
塑化料管组件选型原则
事项
长压径缩比比=L/=D h3/h1
长径比= L/D
行程直径比= S(注射行程)/D
止回阀(三小件)
料管组件 配置选型
重要参数的计算 设备选型的注意
事项
过胶垫圈
注射时此处贴紧闭 合封胶,承受高压, 如材质强度不够, 或有杂质,此处易
有凹坑。
过胶圈(止逆环)
熔胶时,此 处相对旋转, 有摩擦,易
磨损。
注射压力的计算(一)
同一台机不同螺杆,如何计算不同螺杆注射压力?
料管组件 配置选型
重要参数 的计算
设备选型的注意 事项
UN260A5机型生产PC制 品,需要较高注射压力, 现由原D60mm螺杆更换 为D53mm ;原D60mm 螺杆注射压力为 169.4Mpa,
求:更换D53mm螺杆 后的注射压力?
注塑机的基本参数
注塑机参数与注塑工艺参数注塑成形技术系统培训教材SANSEI精密注塑成形蔡军注塑机装置的技术参数1.螺杆直径mm2.螺杆长径比L/D3.螺杆压缩比4.螺杆行程cm5.理论注射容积cm36.最大注射重量(以PS计算)g7.螺杆最大转速r/min8.最大塑化能力kg/h9.注射压力MPa10.注射速率g/s11.注射时间s12.注射座推力及喷嘴推力kN13.喷嘴行程cm14.喷嘴伸出量(即伸出模具安装平面的长度)cm 进一步的技术参数:15.注射速度mm/s16.螺杆最大扭矩N/m17.螺杆驱动功率kW18.喷嘴球半径mm19.螺杆驱动方式(如油压马达、电动马达等)20.回复率。
合模装置的技术参数1.合模力kN2.开模力kN3.开模行程cm4.拉杆有效间距mm5.最大、最小模厚mm6.模板间的最大间距mm7.顶出力kN8.顶出行程mm9.模板定位孔直径mm10.移模速度m/s11.模板尺寸(H*V)mm12.模具安装尺寸可进一步提供的参数:13.拉杆直径mm14.调模驱动功率kN15.调模方式:如手动、电动、液压、马达等。
16.合模方式:如机械式、液压式、机械-液压式等。
17.顶出方式:机械、液压、气动等。
18.顶针数量19.顶出次数20.顶针速度其它整机性能参数1.油泵马达功率kN2.电热量kW3.油箱容量L4.料斗容量kg5.外形尺寸(长*宽*高)m6.机器重量kg7.空循环时间s8.单耗Kw/kg9.最大油泵压力MPa10.总用电量kW与成形工艺有关的参数1.最大的注射量(通常要求制品及浇注系统所需塑料量为注射重量75%-80%)2.合模力(足够的合模力才能保证成形模具的锁紧,精密制品需要的合模力为模具所需合模力的1.5倍)与模具有关的参数1.嘴头部球面半径2.模板上的定位孔3.拉杆间的有效间距4.模具的厚度5.模板上模具安装螺孔(或T形槽)的尺寸与取出制品有关的参数1.合模距离必须小于注塑机的最大开模距离,确认最大开模距离2.顶出装置及顶出行程距离的确认和顶杆位置及顶杆数量的确认与机器安装有关的参数1.总用电量的确认2.贮油箱容量的确认3.注塑机外形尺寸的确认4.整机重量的确认5.冷却介质的确认螺杆结构形式的选用渐变形螺杆是一种有较长压缩段的螺杆,塑化时能量转换较为缓和,主要用于非结晶型材料,如:PVC、PS、HIPS等。
挤塑机螺杆的的基本参数
挤塑机螺杆的的基本参数1、螺杆直径Ds 螺杆直径即螺纹的外径,挤塑机的生产能力(挤塑量)近似与螺杆直径的平方成正比,在其它条件相同时,螺杆直径少许增大,将引起挤出量的显著增加,其影响甚至比螺杆转数的提高对挤出量的影响还大。
故常用螺杆直径来表征挤塑机规格大小的技术参数。
2、螺杆长径比L/Ds 螺杆工作部分长度L与螺杆直径Ds之比称为长径比,在其它条件一定时(如螺杆直径),增大长径比就意味着增加螺杆的长度。
L/Ds值大,温度分布合理有利于塑料的混合和塑化,此时塑料在机筒中受热的时间也较长,塑料的塑化将充分、更均匀。
从而提高机塑质量。
如果在塑化质量要求不变的前提下,长径比增大后,螺杆的转速可提高,从而增加了塑料的挤出量。
但是,选择过大的长径比,螺杆消耗的功率将相应增大,而且螺杆和机筒的加工和装配鸡难度增加;螺杆弯曲的可能性也会增加,将会引起螺杆与机筒内壁的刮磨,降低使用寿命。
另外,对于热敏性塑料,过大的长径比因停留时间长而热分解,影响塑料的塑化和挤出质量。
因此,在充分利用长径比加大后的优点,选取时要根据加工塑料的物理性能和对产品的挤塑质量要求而定。
3、压缩比ε亦称为螺杆的几何压缩比,是螺杆加料段第一个螺槽容积与均化段最后一个螺槽容积之比。
它是由塑料的物理压缩比――即制品的密度与进料的表现密度之比来决定的。
使挤塑机压缩比较大,目的是为了使颗粒状塑料能充分塑化、压实。
加工塑料的种类不同时,压缩比的选择也应不同。
按压缩比来分,螺杆的型式可分为三种:等距不等深、等深不等距、不等深不等距。
其中等距不等深是最常用的一种,这种螺杆加工容易,塑料与机筒的接触面积大,传热效果好。
信息来源:东莞华鸿塑料机械厂。
注塑机技术参数

注塑机相关技术参数注塑机技术参数 1型号单位80×A80×B80×C86×2A86参数螺杆直径mm343640理论注射容量cm3111124153注射重量PS g101113139注射压力Mpa206183149注射行程mm122144螺杆转速r/min0~2200~240料筒加热功率KW 5.7 5.7锁模力KN800860拉杆内间距(水平×垂直)mm365×365360×3允许最大模具厚度mm360360允许最小模具厚度mm150150移模行程mm310310移模开距(最大)mm670670液压顶出行程mm100100液压顶出力KN3333液压顶出杆数量PC55油泵电动机功率KW1113油箱容积l200200机器尺寸(长×宽×高)m 4.3×1.25×1.8 4.5×1机器重量t 3.22 3.45最小模具尺寸(长×宽)mm240×240255×2注塑机技术参数 2型号单位110×1A110×1B110×1C160×2A161参数螺杆直径mm34364040454理论注射容量cm3131147181253323注射重量PS g119134165230293注射压力Mpa2061831492注射行程mm144201螺杆转速r/min0~2150~230料筒加热功率KW 5.79.3锁模力KN11001600拉杆内间距(水平×垂直)mm400×400455×45允许最大模具厚度mm410500允许最小模具厚度mm160180移模行程mm340420移模开距(最大)mm750920液压顶出行程mm100140液压顶出力KN3333液压顶出杆数量PC55油泵电动机功率KW1318.5油箱容积l210240机器尺寸(长×宽×高)m 4.7×1.3×1.85 5.4×1.机器重量t 3.45最小模具尺寸(长×宽)mm280×280320×32注塑机技术参数 3型号单位200×A200×B200×C300×A303参数螺杆直径mm45505560657理论注射容量cm3334412499727859注射重量PS g304375454662779注射压力Mpa210170*********注射行程mm210257螺杆转速r/min0~1500~160料筒加热功率KW12.4517.25锁模力KN20003000拉杆内间距(水平×垂直)mm510×510660×66允许最大模具厚度mm510660允许最小模具厚度mm200250移模行程mm470660移模开距(最大)mm9801260液压顶出行程mm130160液压顶出力KN6262液压顶出杆数量PC913油泵电动机功率KW18.530油箱容积l300580机器尺寸(长×宽×高)m 5.2×1.6×2.1 6.9×2.机器重量t611.5最小模具尺寸(长×宽)mm350×350460×46注塑机技术参数 4型号单位360×2A 360×2B360×2C450×2A454参数螺杆直径mm65707570808理论注射容量cm31068123914231424182注射重量PS g972112712951296161注射压力Mpa208180156204151注射行程mm322370螺杆转速r/min0~1800~160料筒加热功率KW19.6523.85锁模力KN36004500拉杆内间距(水平×垂直)mm710×710780×78允许最大模具厚度mm710780允许最小模具厚度mm250330移模行程mm660740移模开距(最大)mm13701520液压顶出行程mm160200液压顶出力KN110110液压顶出杆数量PC1313油泵电动机功率KW3745油箱容积l9221050机器尺寸(长×宽×高)m7.6×2.1×2.58.2×2.机器重量t1519最小模具尺寸(长×宽)mm550×550550×55注塑机技术参数 5型号单位530×A530×B53参数螺杆直径mm758090理论注射容量cm31749199125注射重量PS g1592181222注射压力Mpa20518014注射行程mm397螺杆转速r/min0~120料筒加热功率KW41.85锁模力KN5300拉杆内间距(水平×垂直)mm820×820允许最大模具厚度mm820允许最小模具厚度mm350移模行程mm820移模开距(最大)mm1640液压顶出行程mm200液压顶出力KN158液压顶出杆数量PC17油泵电动机功率KW55油箱容积l1250机器尺寸(长×宽×高)m8.7×2.3×2.7机器重量t30最小模具尺寸(长×宽)mm570×570注塑机技术参数 6型号单位780×1A 780×1B780×178参数螺杆直径mm9010011012理论注射容量cm327993456418149注射重量PS g25473145380545注射压力Mpa22818415212注射行程mm440螺杆转速r/min0~110料筒加热功率KW58.45锁模力KN7800拉杆内间距(水平×垂直)mm980×980允许最大模具厚度mm980允许最小模具厚度mm400移模行程mm980移模开距(最大)mm1960液压顶出行程mm260液压顶出力KN186液压顶出杆数量PC21油泵电动机功率KW37+37油箱容积l1778机器尺寸(长×宽×高)m10.1×2.6×3.8机器重量t45最小模具尺寸(长×宽)mm690×690注塑机技术参数 7型号单位120W1×A120W1×B120W1×C90W1×90参数螺杆直径mm364045 理论注射容量cm3173214270 注射重量PS g157195246 注射压力Mpa210171135 注射行程mm170 螺杆转速r/min0~190 料筒加热功率KW9.75 锁模力KN12 拉杆内间距(水平×垂直)mm410×410 允许最大模具厚度mm450 允许最小模具厚度mm150 移模行程mm360 移模开距(最大)mm810 液压顶出行程mm 120 液压顶出力KN 33 液压顶出杆数量PC 5 油泵电动机功率KW 13 油箱容积l 280 机器尺寸(长×宽×高)m 4.83×1.26×1.96 机器重量t 4.6 最小模具尺寸(长×宽)mm 290×290 um 50 um 60 um 80 模 ≥150-160mm 模 具 具 >160-250mm 平行度 厚 >250-400mm 度 >400-430mmum100注塑机维修及保养常识注塑机安装及使用时注意事项:① 仔细阅读说明书,熟悉机器结构,了解操纵面板、仪表面板上各电器开关、仪表及电器元件的作用。
注塑机螺杆的选择
一.注塑机螺杆作用螺杆是注塑机的重要部件。
它的作用是对塑料进行输送、压实、熔化、搅拌和施压。
所有这些都是通过螺杆在料筒内的旋转来完成的。
在螺杆旋转时,塑料对于机筒内壁、螺杆螺槽底面、螺棱推进面以及塑料与塑料之间在都会产生摩擦及相互运动。
塑料的向前推进就是这种运动组合的结果,而摩擦产生的热量也被吸收用来提高塑料温度及熔化塑料。
螺杆的设计结构将直接影响到这些作用的程度。
二.注塑机螺杆简介1.螺杆的类型和特点渐变型螺杆特点:压缩段较长,占螺杆总长的50%,塑化时能量转换缓和,多用于PVC等热稳定性差的塑料。
突变型螺杆特点:压缩段较短,占螺杆总长的5%~15%左右,塑化时能量转换较剧烈,多用于聚烯烃、PA等结晶型塑料。
通用型螺杆特点:适应性比较强的通用型螺杆,可适应多种塑料的加工。
2.注塑机螺杆分段说明注塑机螺杆一般情况下可分为加料段、压缩段、均化段(也称为计量段)。
(注:不同的螺杆三段所占的比值不一样,螺杆槽深不一样,螺杆底径过渡形式不一样)(1)加料段说明:此段螺沟深度固定,其功能为负责预热与塑料固体输送及推挤。
必须保证塑料在进料段结束时开始熔融。
(2)压缩段说明:此区段为渐缩螺杆螺沟牙深,其功能为塑料原料熔融、混炼、剪切压缩与加压排气。
塑料在此段会完全溶解,体积会缩小,压缩比的设计很重要。
(3)均化段说明:此段为螺杆螺沟固定沟深,其主要功能为混炼、熔胶输送、计量,还必须提供足够的压力,保持熔胶均匀温度及稳定熔融塑料的流量。
3.注塑机螺杆选择参数D—螺杆直径(多用Φ表示),螺杆直径的大小直接影响塑化能力的大小,影响理论注射容积的大小。
L/D—螺杆长径比,L是螺杆螺纹部分的有效长度。
螺杆直径一定的前提下,螺杆长径比越大,说明螺纹长度越长,直接影响到物料在螺杆中的热历程,也影响吸收能量的能力;如果L/D太小,直接影响到物料的熔化效果和熔体质量;如果L/D太大,则传递扭矩加大,能量消耗增加。
L 1—加料段长度,L1的长度应保证物料有足够的输送空间,因为过短的L1会导致物料过早的熔融,从而难以保证稳定压力的输送条件,也就难以保证螺杆以后各段的塑化质量和塑化能力。
各规格注塑机技术参数

各规格注塑机技术参数注塑机是一种用于制造塑料制品的机械设备,主要通过将熔融塑料注入模具中,然后冷却硬化成型,最后取出成品。
不同型号和规格的注塑机具有不同的技术参数,下面将介绍一些常见的注塑机技术参数。
第一个重要的参数是注射容量(注射量),它表示每次注射到模具中的塑料量,单位通常是克(g)或立方厘米(cm³)。
注射容量是根据注射缸和螺杆的直径和行程来计算的,决定了每个周期注塑的质量。
然后是射出压力,它表示材料被注入模具时所需的压力。
通常用千帕(KPa)或兆帕(MPa)来表示。
射出压力取决于注射容量和注射速度,因此注射容量和射出压力之间有一定的关联。
接下来是射出速度,它表示注射材料进入模具的速度。
射出速度是由液压系统控制的,通常用毫米/秒(mm/s)来表示。
射出速度是根据注射时间和注塑机的射出行程来计算的。
注塑机的闭模力也是一个重要的技术参数。
闭模力表示模具在注射材料时需要施加的力量,单位通常是吨(T)。
闭模力的大小取决于模具大小和复杂性,以及注射材料的特性。
另一个重要的参数是射出时间,它表示注射材料进入模具所需的时间。
射出时间是根据射出速度和注射容量来计算的,通常用秒(s)来表示。
接下来是保压时间,它表示注塑材料在模具中保持压力的时间。
保压时间取决于材料的特性和模具的要求,通常用秒(s)来表示。
注塑机的开模力也是一个重要的技术参数。
开模力表示打开模具时所需的力量,单位通常是吨(T)。
开模力的大小取决于模具大小和复杂性。
最后一个重要的参数是机器尺寸,包括注塑机的长度、宽度、高度和重量。
机器尺寸是根据每个型号的注塑机的设计和要求来确定的。
总之,注塑机的技术参数包括注射容量、射出压力、射出速度、闭模力、射出时间、保压时间、开模力和机器尺寸等。
不同的注塑机具有不同的技术参数,根据实际生产需求选择适合的注塑机是非常重要的。
90挤塑机技术要求

90挤塑机技术要求一. 主要技术参数:1. 螺杆直径:Φ90mm+Φ45mm2. 螺杆长径比:25:13. 螺杆最高转速:100r/min4. 挤出料:PVC、PE、低烟无卤、辐照交联聚烯烃等5、挤出前外径Φ5-Φ45mm;挤出后外径Φ8-Φ55mm。
6. 最高产量(PVC):280kg/h7. 设备中心高:1000mm8. 电机功率:90kW(或根据设计选择更大功率),采用交流变频9、加热:机筒5段、机颈1段、机头2段10、机筒冷却形势:风冷,加料区水冷11、机头:采用圆柱形可调偏机头,配有机头液压支架12、减速箱:采用硬齿面减速机13、牵引型号:TQDV-250014、牵引电缆直径:≤φ80 mm15、牵引线速度≤80m/min16、放线盘径:φ1250—φ2500mm17、收线盘径:φ1250—φ2500mm二、设备主要配置1、2500上龙门地轨可移动式主动放线架1套2、自动对中导辊支架1台,适应线径φ5—φ80 mm。
3、1000张力轮1台4、φ90挤塑主机1台+φ45挤塑机1台,配套:可调偏双色机头1件(带双色注条口);φ90挤塑主机配套PVC(PE)螺杆,低烟无卤聚烯烃螺杆各1件;φ45挤塑主机配套PVC(PE)螺杆、低烟无卤聚烯烃螺杆各1件;主控柜1套;螺杆连接方式:花键连接。
6、上料器800kg/h 1台,150kg/h 1台;烘干器280kg/h 1台,100kg/h 1台。
7、冷却水槽:采用两段式不锈钢冷却水槽,首节水槽可伸缩8、吹干器1台(带旋涡泵)9、上海欧勒在线测径仪1报警输出10、上海蓝波 25kV工频火花机1台11、机械+电子计米器2台12、TQDV-2500气动履带牵引机 1台13、闭线器1台14、2500上龙门地轨可移动式收线架1套15、机组同步控制系统1套三、主要配置技术要求(一)2500龙门下地轨可移动式主动放线架1套1、技术参数:适应线径:5—80 mm ;最高放线速度:80 m/min放线线盘规格: PN1250—2500线盘夹紧宽度:800-2200mm;载重量:20T2、结构特点龙门地轨行走,横梁上置式结构,电动升降,电动夹紧和放松线盘。
注塑机的螺杆选择

第四章如何选择注塑机螺杆螺杆的基本型式及主要参数一般螺杆分为三段即加料段,压缩段,均化段。
加料段——底经较小,主要作用是输送原料给后段,因此主要是输送能力问题,参数(L1,h1),h1=(0.12-0.14)D。
压缩段——底经变化,主要作用是压实、熔融物料,建立压力。
参数压缩比ε=h1/h3及L2。
准确应以渐变度A=(h1-h3)/L2。
均化段(计量段)——将压缩段已熔物料定量定温地挤到螺杆最前端、参数(L3,h3),h3=(0.05-0.07)D。
对整条螺杆而言,参数L/D-长径比L/D利弊:L/D与转速n,是螺杆塑化能力及效果的重要因素,L/D大则物料在机筒里停留时间长,有利于塑化,同时压力流、漏流减少,提高了塑化能力,同时对温度分布要求较高的物料有利,但大之后,对制造装配使用上又有负面影响,一般L/D为(18~20),但目前有加大的趋势。
其它螺距S,螺旋升角φ=πDtgφ,一般D=S,则φ=17°40′。
φ对塑化能力有影响,一般来说φ大一些则输送速度快一些,因此,物料形状不同,其φ也有变化。
粉料可取φ=25°左右,圆柱料φ=17°左右,方块料φ=15°左右,但φ的不同,对加工而言,也比较困难,所以一般φ取17°40′。
棱宽e,对粘度小的物料而言,e尽量取大一些,太小易漏流,但太大会增加动力消耗,易过热,e=(0.08~0.12)D。
总而言之,在目前情况下,因缺乏必要的试验手段,对螺杆的设计并没有完整的设计手段。
大部分都要根据不同的物料性质,凭经验制订参数以满足不同的需要,各厂大致都一样。
下面就几种专用螺杆的设计结合其物料特性简介:一、PVC(聚氯乙烯)热敏性塑料,一般分为硬质和软质,其区别在于原料中加入增塑剂的多少,少于10%的为硬质,多于30%为软质。
特点:①无明显熔点,60℃变软,100℃~150℃粘弹态,140℃时熔融,同时分解,170℃分解迅速,软化点接近于分解点,分解释放于HC1气体。
注塑机的基本参数..

注塑机参数与注塑工艺参数注塑成形技术系统培训教材SANSEI精密注塑成形蔡军注塑机装置的技术参数1.螺杆直径mm2.螺杆长径比L/D3.螺杆压缩比4.螺杆行程cm5.理论注射容积cm36.最大注射重量(以PS计算)g7.螺杆最大转速r/min8.最大塑化能力kg/h9.注射压力MPa10.注射速率g/s11.注射时间s12.注射座推力及喷嘴推力kN13.喷嘴行程cm14.喷嘴伸出量(即伸出模具安装平面的长度)cm 进一步的技术参数:15.注射速度mm/s16.螺杆最大扭矩N/m17.螺杆驱动功率kW18.喷嘴球半径mm19.螺杆驱动方式(如油压马达、电动马达等)20.回复率。
合模装置的技术参数1.合模力kN2.开模力kN3.开模行程cm4.拉杆有效间距mm5.最大、最小模厚mm6.模板间的最大间距mm7.顶出力kN8.顶出行程mm9.模板定位孔直径mm10.移模速度m/s11.模板尺寸(H*V)mm12.模具安装尺寸可进一步提供的参数:13.拉杆直径mm14.调模驱动功率kN15.调模方式:如手动、电动、液压、马达等。
16.合模方式:如机械式、液压式、机械-液压式等。
17.顶出方式:机械、液压、气动等。
18.顶针数量19.顶出次数20.顶针速度其它整机性能参数1.油泵马达功率kN2.电热量kW3.油箱容量L4.料斗容量kg5.外形尺寸(长*宽*高)m6.机器重量kg7.空循环时间s8.单耗Kw/kg9.最大油泵压力MPa10.总用电量kW与成形工艺有关的参数1.最大的注射量(通常要求制品及浇注系统所需塑料量为注射重量75%-80%)2.合模力(足够的合模力才能保证成形模具的锁紧,精密制品需要的合模力为模具所需合模力的倍)与模具有关的参数1.嘴头部球面半径2.模板上的定位孔3.拉杆间的有效间距4.模具的厚度5.模板上模具安装螺孔(或T形槽)的尺寸与取出制品有关的参数1.合模距离必须小于注塑机的最大开模距离,确认最大开模距离2.顶出装置及顶出行程距离的确认和顶杆位置及顶杆数量的确认与机器安装有关的参数1.总用电量的确认2.贮油箱容量的确认3.注塑机外形尺寸的确认4.整机重量的确认5.冷却介质的确认螺杆结构形式的选用渐变形螺杆是一种有较长压缩段的螺杆,塑化时能量转换较为缓和,主要用于非结晶型材料,如:PVC、PS、HIPS等。
注塑机的基本参数

注塑机参数与注塑工艺参数注塑成形技术系统培训教材SANSE精密注塑成形蔡军1.螺杆直径mm2.螺杆长径比L/D3.螺杆压缩比4.螺杆行程cm5.理论注射容积cm36.最大注射重量(以PS计算)g7.螺杆最大转速r/min8.最大塑化能力kg/h9.注射压力MPa10.注射速率g/s11.注射时间s12.注射座推力及喷嘴推力kN13.喷嘴行程cm14.喷嘴伸出量(即伸出模具安装平面的长度)cm 进一步的技术参数:15.注射速度mm/s16.螺杆最大扭矩N/m17.螺杆驱动功率kW18.喷嘴球半径mm19.螺杆驱动方式(如油压马达、电动马达等)20.回复率。
1.合模力kN2.开模力kN3.开模行程cm4.拉杆有效间距mm5.最大、最小模厚mm6.模板间的最大间距mm7.顶出力kN8.顶出行程mm9.模板定位孔直径mm10.移模速度m/s11.模板尺寸(H*V)mm12.模具安装尺寸可进一步提供的参数:13.拉杆直径mm14.调模驱动功率kN15.调模方式:如手动、电动、液压、马达等。
16.合模方式:如机械式、液压式、机械-液压式等。
17.顶出方式:机械、液压、气动等。
18.顶针数量19.顶出次数20.顶针速度其它整机性能参数1. 油泵马达功率kN2. 电热量kW3. 油箱容量L4. 料斗容量kg5. 外形尺寸(长*宽*高)6. 机器重量kg7. 空循环时间s8. 单耗Kw/kg9. 最大油泵压力MPa10. 总用电量kW与成形工艺有关的参数1.最大的注射量(通常要求制品及浇注系统所需塑料量为注射重量75%-80%)2.合模力(足够的合模力才能保证成形模具的锁紧,精密制品需要的合模力为模具所需合模力的1.5倍)与模具有关的参数1.嘴头部球面半径2.模板上的定位孔3.拉杆间的有效间距4.模具的厚度5.模板上模具安装螺孔(或T形槽)的尺寸与取出制品有关的参数1.合模距离必须小于注塑机的最大开模距离,确认最大开模距离2.顶出装置及顶出行程距离的确认和顶杆位置及顶杆数量的确认与机器安装有关的参数1.总用电量的确认2•贮油箱容量的确认3.注塑机外形尺寸的确认4.整机重量的确认5.冷却介质的确认螺杆结构形式的选用渐变形螺杆是一种有较长压缩段的螺杆,塑化时能量转换较为缓和,主要用于非结晶型材料,如:PVC、PS HIPS等。
PET专用注塑机螺杆简单介绍
PET专用注塑机螺杆简单介绍1.熔点250℃-260℃,吹塑PET成型温度较广,约255℃-290℃,增强级GF-PET可达290℃-315℃等;2.熔点高,粘度低,与金属附着力大,易水解;3.亲水性,粘料在高温下对水比较敏感,干燥温度150℃-160℃,时间4小时以上。
参数选择:1.L/D一般取20-22,三段分布L1=50-60%,L2=20-30%;2.采用低剪切,低压缩比的螺杆压缩比ε=1.8-2.2,因为剪切过热导致变色或不透明h3=0.09-0.10D;3.使用回收料(片料)时,加大加料段的输送能力,采用强制进料塑化系统。
PET瓶注拉吹技术发展趋势随着食品(包括饮料)及医疗产品等对包装瓶的大量需求,极大地带动了PET注拉吹设备和技术的发展,而啤酒和果汁等对长货架期的要求,则大大促进了PET瓶阻渗技术的提高。
塑料拉伸吹塑又称双轴取向吹塑,是一类在聚合物的高弹态下通过机械方法(拉伸杆或拉伸夹具)轴向拉伸型胚、用压缩空气径向吹胀(拉伸)型胚以成型包装容器的方法。
按型胚的成型方法分,拉伸吹塑有注射拉伸吹塑和挤出拉伸吹塑两种。
若按工序来分,拉伸吹塑又可分成一步法和两步法两种。
在一步法中,型胚的成型、冷却、加热、拉伸和吹胀以及瓶子的取出均在一台机械上依次完成;两步法则先成型出型胚,并使之冷却至室温,成为半成品,过后再把型胚送入经加热的拉伸吹塑机械中,成型为瓶子,即型胚的成型及其拉伸与吹胀分别在两台机械上进行。
拉伸吹塑成型可使聚合物分子链沿轴向和周向排列,从而使制品的机械性能、阻渗性能、光学性能和耐化学药品性得到提高。
目前应用于拉伸吹塑成型的塑料主要有PET、PVC、PP、PAN这四种,而其中的PET则主要是通过注射拉伸吹塑的方法(包括一步法和两步法)成型为瓶,以用于液体的包装。
塑料拉伸吹塑又称双轴取向吹塑,是一类在聚合物的高弹态下通过机械方法(拉伸杆或拉伸夹具)轴向拉伸型胚、用压缩空气径向吹胀(拉伸)型胚以成型包装容器的方法。
挤塑机的螺杆

a
10
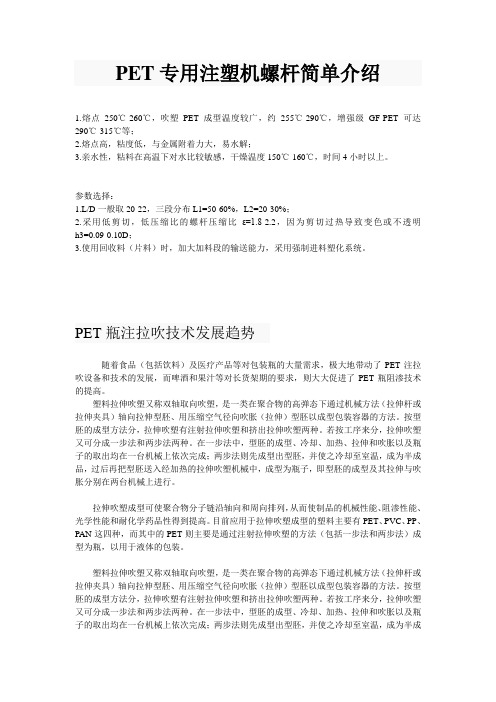
8、螺杆与机筒的间隙δ 即机筒内径与螺杆外径之差的一半。螺杆与机
筒间隙的大小,对挤塑质量和产量都有很大的 影响,特别是对塑化起着主要作用。当螺杆与 机筒的间隙太大时,尤其时均化段间隙增大, 则塑料的逆流、漏流现象增加,引起挤出压力 的波动,影响挤出量;由于这些回流的增加, 使塑料过热,这是由于摩擦加剧的结果,这种 过热,尤其发生在散热不良的环境中,往往导 致塑料分解,造成塑化差、成型困难。螺杆与 机筒间隙一般控制在0.1~0.6mm间。
塑化时间,降低螺杆的塑化质量,太小则螺纹密, 螺槽容积减小,影响挤出量。对于送料段,30o螺 旋角最合适于粉料;15o螺旋角合适于方形料粒; 17o左右螺旋角合适于球状或柱状料粒。
a
8
6、螺距S和螺槽宽度W 螺距即螺纹的轴向距离,螺槽宽度即垂直于螺
棱的螺槽宽度。在其它条件相同时,螺距和槽 宽的变化,不但决定螺杆的螺旋角,而且还影 响螺槽的容积,从而影响塑料的挤出量和塑化 的程度。螺槽宽度加大则意味着螺棱宽度减小 ,螺槽容积相应增大,挤出量提高;同时螺棱 宽度减小,螺杆旋转摩擦阻力减小,所以功率 消耗低。
a
5
3、螺杆三段长度 ①加料段长度L1 对物料压实、预热和输送。有固体输送理论可
知,增大L1,有利于Qs的提高. ②熔融段长度L2 使物料得到进一步的压缩,以排除所夹杂的空
气或挥发性气体,能保证物料得以完全熔融。 ③均化段长度L3
a
6
4、压缩比ε 亦称为螺杆的几何压缩比,是螺杆加料段第一个螺
a
17
⑵口模的几何形状和机头阻力特性 不同几何形状的口模,对物料挤出时的阻力特
性是不同的 ⑶机筒的结构形式和加热冷却情况 加料段机筒采用IKV结构并进行强行冷却会大
几种常用塑料的螺杆工艺参数参考
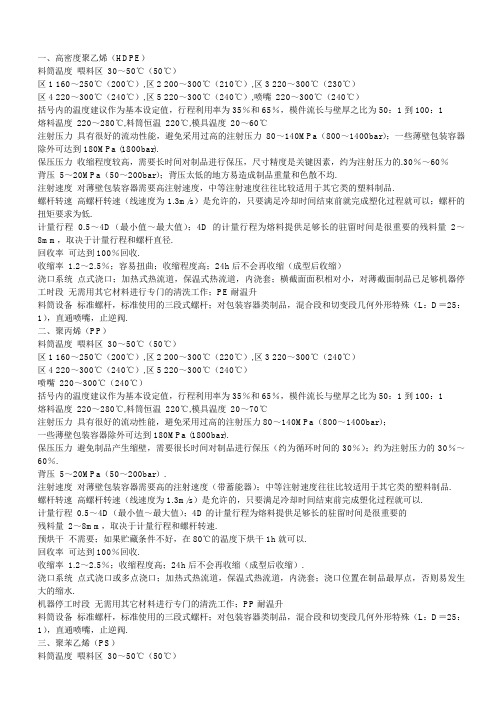
一、高密度聚乙烯(HDPE)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃),区2 200~300℃(210℃),区3 220~300℃(230℃)区4 220~300℃(240℃),区5 220~300℃(240℃),喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃,料筒恒温220℃,模具温度20~60℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa (1800bar).保压压力收缩程度较高,需要长时间对制品进行保压,尺寸精度是关键因素,约为注射压力的.30%~60%背压5~20MPa(50~200bar);背压太低的地方易造成制品重量和色散不均.注射速度对薄壁包装容器需要高注射速度,中等注射速度往往比较适用于其它类的塑料制品.螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前就完成塑化过程就可以;螺杆的扭矩要求为低.计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆直径.回收率可达到100%回收.收缩率 1.2~2.5%;容易扭曲;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;横截面面积相对小,对薄截面制品已足够机器停工时段无需用其它材料进行专门的清洗工作;PE耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀.二、聚丙烯(PP)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃),区2 200~300℃(220℃),区3 220~300℃(240℃)区4 220~300℃(240℃),区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃,料筒恒温220℃,模具温度20~70℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa (1800bar).保压压力避免制品产生缩壁,需要很长时间对制品进行保压(约为循环时间的30%);约为注射压力的30%~60%.背压5~20MPa(50~200bar).注射速度对薄壁包装容器需要高的注射速度(带蓄能器);中等注射速度往往比较适用于其它类的塑料制品.螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前完成塑化过程就可以.计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速.预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以.回收率可达到100%回收.收缩率 1.2~2.5%;收缩程度高;24h后不会再收缩(成型后收缩).浇口系统点式浇口或多点浇口;加热式热流道,保温式热流道,内浇套;浇口位置在制品最厚点,否则易发生大的缩水.机器停工时段无需用其它材料进行专门的清洗工作;PP耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀.三、聚苯乙烯(PS)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(210℃)区3 220~300℃(230℃)区4 220~300℃(230℃)区5 220~300℃(230℃)。
螺杆的基本参数
东莞华鸿生产出的螺杆的基本参数08:30东莞华鸿螺杆专注十年,专业生产螺杆、料筒。
拥有专业加工生产流水线,工艺先进,技术独特,引进欧美先进的专业制造技术。
产品材质选用优质合金钢(38C r M O A L A)或铬钼合金钢黑色十字(S A C M645)经过调质、定型、成型、精磨、表面氮化或喷焊合金(双金属)、抛光等工艺精制而成,具有高耐磨、抗腐蚀之优点。
并为客户上门测绘、设计等业务。
东莞华鸿螺杆除了在双合金螺杆、料筒的制造上有显著的成效外,工程技术人员又结合中国传统工艺,研发了以双合金喷涂修复旧螺杆的特殊工艺,且该工艺保证了所喷焊的合金层绝不脱落、无裂缝、无气孔,严格控制了工件变形等问题。
料筒则采用镗磨内孔或镶套。
修复后,整机中的塑化参数无需做任何修改,其使用寿命大大高于你所采购的常规材料部件。
我厂成立十多年来,一直专注于螺杆、料筒、塑料机械的研究开发,对螺杆的了解颇深,现针对E K A S螺杆机组与S J S Z锥形双螺杆挤出机进行一次特点的比较,希望能给大家提供帮助。
一般螺杆分为三段即加料段,压缩段,均化段。
加料段——底径较小,主要作用是输送原料给后段,因此主要是输送能力问题,参数(L1,h1),h1=(0.12-0.14)D。
压缩段——底径变化,主要作用是压实、熔融物料,建立压力。
参数压缩比ε=h1/h3及L2。
准确应以渐变度A=(h1-h3)/L2。
均化段(计量段)——将压缩段已熔物料定量定温地挤到螺杆最前端、参数(L3,h3),h3=(0.05-0.07)D。
对整条螺杆而言,参数L/D-长径比L/D利弊:L/D与转速n,是螺杆塑化能力及效果的重要因素,L/D大则物料在机筒里停留时间长,有利于塑化,同时压力流、漏流减少,提高了塑化能力,同时对温度分布要求较高的物料有利,但大之后,对制造装配使用上又有负面影响,一般L/D为(18~20),但目前有加大的趋势。
其它螺距S,螺旋升角φ=πD t gφ,一般D=S,则φ=17°40′。
单螺杆挤出机的规格型号与基本参数

单螺杆挤出机的规格型号与基本参数单螺杆挤出机是一种常用于塑料制品加工的设备,具有广泛的应用领域。
它通过将固态物料加热、熔融,然后通过螺杆的旋转运动将熔融物料从模具中挤出,形成所需的产品形状。
以下是单螺杆挤出机的规格型号和基本参数的详细介绍。
1.规格型号:单螺杆挤出机的规格型号有很多种,常见的有:SJ-45、SJ-65、SJ-75、SJ-90、SJ-120、SJ-150等。
其中,SJ代表单螺杆挤出机的标志,数字代表螺杆直径(单位:mm)。
不同规格型号的挤出机适用于不同的生产要求和产品类型。
2.基本参数:- 螺杆直径:螺杆直径是指螺杆的最大直径,常见的螺杆直径有20mm、30mm、45mm、65mm等。
螺杆直径的选择与所需挤出产品的尺寸和要求密切相关,一般来说,较大的螺杆直径适用于生产大尺寸的产品。
-螺杆转速:螺杆转速是指螺杆的旋转速度,通常以转/分钟为单位。
螺杆转速的选择与所用材料的熔融性能、生产速度和产品质量要求有关。
一般情况下,转速越高,熔融过程越充分,产品的均匀性和质量也会提高。
-螺杆长度:螺杆长度指的是螺杆的有效工作长度,一般以毫米为单位。
螺杆长度的选择与螺杆的螺距、螺杆直径、挤出产品的长度等因素有关。
较大的螺杆长度有助于增加螺杆的挤出能力和熔融性能。
-加热功率:加热功率是指单螺杆挤出机的加热能力,通常以千瓦为单位。
加热功率的大小与所用材料的熔点、熔化温度、螺杆直径和长度等因素有关,需要根据具体的生产要求进行选择。
-挤出能力:挤出能力是指单螺杆挤出机每单位时间内可以挤出的物料量,通常以千克/小时或克/秒为单位。
挤出能力的大小与螺杆的直径、转速、长度等参数密切相关,一般来说,较大的挤出能力可以提高生产效率。
除了以上基本参数外,单螺杆挤出机还涉及到其他一些辅助参数,如:模具尺寸、压力控制系统、温度控制系统、冷却系统等。
这些参数可以根据生产需要进行调整和配置,以满足不同产品的生产要求。
综上所述,单螺杆挤出机的规格型号和基本参数是根据生产需求和产品要求来确定的,它们的选择和配置可以对挤出产品的质量、生产效率和经济效益产生重要影响。
注塑机重要的技术参数解析

1.注射量其定义为对空注射PS塑料的zui大重量。
当塑料制品的材料有别于PS时,注射量换算为:m=cb/1.05(其中b为该塑料的密度,c为以PS塑料表示的注射量)。
制品的总重量控制在注射量的85%以内,对非结晶性塑料可取zui大值,对于高粘度的塑料宜取小些。
2.锁模力其定义为合模终结,熔料注入模腔时,模板对模具形成的zui终锁紧力。
锁模力通常用型腔内的平均压力与模腔投影面积的乘积来计算。
其中型腔内平均压力一般取20-40Mpa。
3.注射压力和注射速率注塑机的规格参数中注射压力是注射时料筒内的zui高压力,而非注射系统油压的zui 高压力,注射压力与油压的关系反比于螺杆横截面积与射料缸面积之比。
注射速率指单位时间内从喷嘴射出的熔料量,其理论值是机筒内截面积与速度的乘积。
4.模具厚度与zui大开模行程注塑机的规格参数中一般都有zui大模厚和zui小模厚,代表注塑机能容纳的模具厚度。
注塑机的移模行程是有限制的,取出制件所需的开模距离必须小于注塑机的zui大开模行程。
对于单分型面的注塑模具,开模行程为S>=H1+H2+5~10(mm),H1为脱模距离(通常等于模具型芯的高度),H2为制件高度(包括浇注系统),对于三板式双分型面注塑模具,开模距离需要增加定模板与浇口板的分离距离。
5.模具安装部分的相关尺寸模具的长宽尺寸需与注塑机模板尺寸和拉杆间距相适应,保证模具能通过拉杆间距顺利安装到模板上。
定位时应考虑到:模具的主流道中心与料筒喷嘴的中心线相重合;模具上的定位环尺寸要与注塑机定模板上的定位孔尺寸相一致且采用间隙配合;注塑机喷嘴的球面半径应与相接触的模具主流道始端的球面半径相吻合;模具前后模的模脚尺寸应与注塑机动定模上的螺纹孔排列相匹配。
6.顶出行程顶出行程应根据产品的外型和模具的设计结构进行合理的选择,一般机器的顶出行程是固定的,订购机器时,顶出行程宜取大,以便适合更多种的产品。
挤出机螺杆参数及影响

挤出机螺杆参数及影响挤出机是一种常见的塑料加工设备,用于将塑料料粒加热熔化后通过挤出机螺杆的旋转运动,将熔融的塑料挤出成型。
1.螺杆直径:螺杆直径是指螺杆的最大直径,是挤出机螺杆的一个重要参数。
螺杆直径的选择与挤出机的规格有关,一般来说,较大直径的螺杆能提供更大的挤出压力和产量,适用于大规模生产。
而较小直径的螺杆则适用于小规模生产或特殊工艺要求。
2.螺杆长度与直径比:螺杆长度与直径比是指螺杆的长度与其直径之比。
该参数对挤出机的熔融效果和输出能力有着重要影响。
较大的螺杆长度与直径比能够提供更大的塑化能力和更好的熔融效果,适用于高粘度塑料料粒的加工。
而较小的比值则适用于低粘度塑料料粒。
3.螺杆混合段长度:挤出机螺杆一般由若干个区域组成,其中最后一个区域是混合段。
混合段是指将塑料料粒加热熔化并充分混合的区域,其长度对挤出成品的均匀度和质量有着重要影响。
较长的混合段长度有助于提高熔融和混合效果,但也会增加能耗和成本。
因此,混合段长度的选择需要考虑生产要求和经济性。
4.螺杆螺距:螺杆螺距是指螺杆的螺线间距,影响着螺杆的输送能力和熔融均匀度。
较大的螺距可以提供更大的产量,但也可能导致熔融不均匀和混合不充分。
适当的螺距选择应根据塑料的特性和生产需求来确定。
5.螺杆转速:螺杆转速是指螺杆的旋转速度,对挤出机的生产能力和挤出产品的质量起着重要影响。
较高的转速可以提高产量,但也可能导致熔融温度升高和产品品质下降。
因此,选择适当的螺杆转速需要综合考虑生产需求和产品要求。
螺杆的参数选择对挤出机的性能和生产效果有着重要的影响。
不同的塑料料粒和生产要求需要不同的螺杆参数来优化挤出过程。
因此,在选择和调整挤出机螺杆参数时,需综合考虑原料特性、产品要求和经济性,通过实际生产验证和调整来获得最佳的挤出效果和产品质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑机螺杆机筒的基本参数
一般螺杆分为三段即加料段,压缩段,均
化段。
加料段——底经较小,主要作用是输送原料给后段,因此主要是输送能力问题,参数(L1,h1),h1=(0.12-0.14)D。
压缩段——底经变化,主要作用是压实、熔融物料,建立压力。
参数压缩比ε=h1/h3及L2。
准确应以渐变度A=(h1-h3)/L2。
均化段(计量段)——将压缩段已熔物料定量定温地挤到螺杆最前端、参数(L3,
h3),h3=(0.05-0.07)D。
对整条螺杆而言,参数L/D-长径比
L/D利弊:L/D与转速n,是螺杆塑化能力及效果的重要因素,L/D大则物料在机筒里停留时间长,有利于塑化,同时压力流、漏流减少,提高了塑化能力,同时对温度分布要求较高的物料有利,但大之后,对制造装配使用上又有负面影响,一般L /D为(18~20),但目前有加大的趋势。
其它螺距S,螺旋升角φ=πDtgφ,一般D=S,则φ=17°40′。
φ对塑化能力有影响,一般来说φ大一些则输送速度快一些,因此,物料形状不同,其φ也有变化。
粉料可取φ=25°左右,圆柱料φ=17°左右,方块料φ=15°左右,但φ的不同,对加工而言,也比较困难,所以一般φ取17°40′。
棱宽e,对粘度小的物料而言,e尽量取大一些,太小易漏流,但太大会增加动力消耗,易过热,e=(0.08~0.12)D。
总而言之,在目前情况下,因缺乏必要的试验手段,对螺杆的设计并没有完整的设计手段。
大部分都要根据不同的物料性质,凭经验制订参数以满足不同的需要,各厂大致都一样。
一.PC料(聚碳酸酯)
特点:①非结晶性塑料,无明显熔点,玻璃化温度140°~150℃,熔融温度215℃~225℃,成型温度250℃~320℃。
②粘度大,对温度较敏感,在正常加工温度范围内热稳定性较好,300℃长时停留基本不分解,超过340℃开始分解,粘度受剪切速率影响较小。
③吸水性强
参数选定:
a.L/D针对其热稳定性好,粘度大的特性,为提高塑化效果尽量选取大的长径比,本厂取26。
由于其融熔温度范围较宽,压缩可较长,故采用渐变型螺杆。
L1=30%全长,L2=46%全长。
b.压缩比ε 由渐变度A需与熔融速率相适应,但目前融熔速率还无法计算得出,根据PC从225℃融化至320℃之间可加工的特性,其渐变度A值可相对取中等偏上的值,在L2较大的情况下,普通渐变型螺杆ε=2~3,本厂取2.6。
c.因其粘度高,吸水性强,故在均化段之前,压缩段之后于螺杆上加混炼结构,以加强固体床解体,同时,可使其中夹带的水份变成气体逸出。
d.其它参数如e,s,φ以及与机筒的间隙都可与其它普通螺杆相同。
二.PMMA(有机玻璃)
特点:①玻璃化温度105℃,熔融温度大于160℃,分解温度270℃,成型温度范围很宽。
②粘度大,流动性差,热稳定性较好。
③吸水性较强。
参数选择
a.L/D选取长径比为20~22的渐变型螺杆,视其制品成型的精度要求一般
L1=40%,L2=40%。
b.压缩比ε ,一般选取2.3~2.6。
c.针对其有一定亲水性,故在螺杆的前端采用混炼环结构。
d.其它参数一般可按通用螺杆设计,与机筒间隙不可太小。
三.PA(尼龙)
特性:①结晶性塑料,种类较多,种类不一样,其熔点也不一样,且熔点范围窄,一般所用PA66其熔点为260℃~265℃。
②粘度低,流动性好,有比较明显的熔点,热稳定性差。
③吸水性一般。
参数选择
a.L/D选取长径比18~20的突变型螺杆。
b.压缩比,一般选取3~3.5,其中防止过热分解h3=0.07~0.08D。
c.因其粘度低,故止逆环处与机筒间隙应尽量小,约0.05,螺杆与机筒间隙约0.08,如有需要,视其材料,前端可配止逆环,射嘴处应自锁。
d.其它参数、可按通用螺杆设计。
四.PET(聚酯)
特性:①熔点250℃~260℃,吹塑级PET则成型温度较广一点,大约255℃~290℃。
②吹塑级PET粘度较高,温度对粘度影响大,热稳定性差。
参数选择
①L/D一般取20,三段分布L1=50%-55%,L2=20%。
②采用低剪切、低压缩比的螺杆,压缩比ε ,一般取1.8~2,同时剪切过热导致变色或不透明h3=0.09D。
③螺杆前端不设混炼环,以防过热,藏料。
④因这种材料对温度较敏感,而一般厂家多用回收料,为提高产量,我厂采用的是低剪切螺杆,所以可适当提高马达转速,以达到目的。
同时在使用回收料方面(大部分为片料),本厂根据实际情况,为加大加料段的输送能力,也采取了加大落料口径在机筒里开槽等方式,取得了比较好的效果。
五.PVC(聚氯乙烯)
热敏性物料,一般分为硬质和软质,其区别在于原料中加入增塑剂的多少,少于10%的为硬质,多于30%为软质。
特点:①无明显熔点,60℃变软,100℃~150℃粘弹态,140℃时熔融,同时分解,170℃分解迅速,软化点接近于分解点,分解释放于HC1气体。
②热稳定性差,温度、时间都会导致分解,流动性差。
设计原则a.温度控制严格,螺杆设计尽量要低剪切,防止过热。
b.螺杆、机筒要防腐蚀。
c.注塑工艺需严格控制。
一般讲,螺杆参数为L/D=16~20,h3=0.07D,ε =1.6~2 ,L1=40%,L2=40%。
为防止藏料,无止逆环,头部锥度20°~30°,对软胶较适应,如制品要求较高,可采用无计量段,分离型螺杆,此种螺杆对硬质PVC较适合,而且为配合温控,加料段螺杆内部加冷却水或油孔,机筒外加冷水或油槽,温度控制精度±2℃左右。
(end)。