CP新程式制作
fuji cam程式制作

一、A NY TOOLS選擇[ FILE]→[NEW JOB],建立新的檔名。
二、L OAD CAD1.先由GERBER FILE中將*﹒NTD檔解壓縮,COPY至自建之目錄。
2.CAD TOOLS選擇[CAD]→[LOAD CAD FILE],出現LOAD CAD FILE 視窗,從LIST OF SUPPORTED TYPE列表中選擇MENTOR,按[OK],進入MENTOR資料格式視窗,選擇自建目錄中,解壓縮之*﹒NTD檔,按[OK]。
此時電腦會詢問是否載入所選之CAD FILE,按﹝YES﹞3.待CAD 載入後,按﹝OK﹞由ANY TOOLS→﹝VIEW﹞→﹝OPEN VIEW﹞,出現OPEN VIEW視窗,選擇GLOBL,按[OK],出現所載入之CAD 圖形,由圖示中定義FIDUCIALS,FIDX的圖示由[EDIT]→[EDIT PART]也可快按右鍵二下後出現視窗,點取CLASS下拉式功能表,選擇[FIDUCIAL],再到左邊之功能鍵選擇FIDUCIAL,將定義之FIDUCIAL ENABLE即可。
定義流向及CAD之原點,流向由板邊機構圖得知,CAD原點由[EDIT BOARD LOACTION]中的X、Y值得知,假設流向與所LOAD CAD不符可由PNL TOOL中[EDIT]→[COORDINATE SYSTEM]出現CHANGE BOARD COORDINATE視窗,點選ROTATE之功能鍵,此時可由左邊之圖示得知CAD 的方向,並且可將X、Y值鍵入﹝MOVE ORIGIN﹞之欄位中定義CAD原點,在VIEW ITEM中可看見結果。
5.定義好流向之後,由VIEW PANEL可見圖形與定義之流向不同,由PNL TOOL中﹝EDIT﹞→﹝CLEAR PANEL DATA﹞,清除先前之PANEL資料,使定義能夠一致。
三、LOAD BOM1.須由SAP系統將BOM存成試算表格式(*.XLS),在EXCEL編輯,其編輯格式依序為料號、插件位置、註解(注意:若有代用料請留一種,其他刪除掉,RJ不可有AB),完成後存成*﹒PRN(FUJICAM BOM FILE) 。
CP 系列操作手册

4. 错误和警告
29
4.1. 一般信息 ...................................................................................................... 29
4.1.1. 错误和警告类型
29
4.1.2. 检查错误和警告信息
4.4.1. HV 001
41
4.4.2. HV 002 放电管过压错误
41
CP Manual 中文 0546-396-OE Rev B
Page 3
INDEX
4.4.3. HV 003 高压电源错误
41
4.4.4. HV 004 变压器箱温错误 > 70 °C
41
4.4.5. HV 005 放电管在 2 分钟内 10 不平衡错误-放电管 x
版权 © 2005 Convergent(科威晶激光)保留所有版权。在未得到科威晶激光许可的前提下,本书的
任何部分不得以任何形式,任何方法(电子,影印,录制或其他)复制或传播。
CP Manual 中文 0546-396-OE Rev B
Page 1
INDEX
索引
操作手册 ........................................ 8
1.8.1. 安全标识位置
20
1.9. 培训课程 ...................................................................................................... 21
2. 规格
22
2.1. CP系列CO2 激光器...................................................................................... 22
SMT程式制作手册

SMT 程式制作手册目录一程式制作流程 (2)二产品试产流程 (7)三程序治理与维护 (11)CM402 是目前 SMT 行业最先进的贴片机之一,贴装速度快 0.06S/点, 贴装精度高±5um(Cpk≥1.0)。
CM402贴片机程序制作是通过在线网络监控电脑 PT200 系统制作完成的。
程序制作的好坏与否,将会直接影响到 CM402 设备性能的发挥,以下是我的一些工作心得—程式制作流程㈠程式制作流程图:㈡程式制作主要包含:1、BOM 的整理a、BOM 表需保存的工程:料号、位置号b、BOM 格式需保存为文本文档.txt 格式c、有替代料号的只保存原料号,替代料号删除2、CAD 坐标档生成CM402 程序制作时数据来源有两种类型: 1 MACHINE DATA 2 CAD DATA 。
第一类,MACHINE DATA 是原有的机器程序数据,可以是PT200 系统中FILER 文件,也可以是同系列设备类型的程序格式文件。
MACHINE DATA 数据文件可以直接从 LINE CONVERTER 中导入,进展重优化成我们所需的程序文件。
其次类 CAD DATA 是其它不同贴片机设备类型使用的程序文件数据。
这些文件数据,不能直接为我们使用,必需经 Microsoft EXCEL 软件处理后才能使用.这类数据必需按以下要求处理:a、只保存X.Y 坐标数据,贴装角度,部品名称,部品代号〔BOT/TOP〕五列数据,其余统统删除.b、X.Y 坐标数据中不允许有负数,有负值的需要原点补偿c、经EXCEL 处理后必需以文本文档格式保存。
d、假设坐标档是英制的,乘以 0.0254 转换为公制e、一般状况下客供坐标文件的坐标原点与我们要求的坐标原点不相符,所以在收到坐标文件后,必需去进展确认更改,以保证坐标的正确性,CAD DATA 按上述要求处理后才能在LINE CONVERTER 中导入使用3、CAD&基板信息导入基板信息可以从 GERBER 文件,翻开CAM 等相应软件来测量出它的长宽厚,基板厚度范围为 0.3~4 之间,超过该范围设备无法生产4、PARTS LIBRARY 的建立CAD DATA 经处理导入 LINE CONVERTER 后,只完成 BLOCK DATA 转化、BOARD DATA、BLOCK ATTRIB DATA 、MARK DATA、PARTS DATA 都未完成。
汽车行业cp制作流程

汽车行业cp制作流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!汽车行业 CP 制作流程一、准备工作阶段在进行汽车行业CP(控制计划)制作之前,需要充分做好准备工作。
SMT FUJI FLEXA程式制作说明书

Page4of 764.2 SMT程式命名規範:4.2.1 程式命名示例例: XXXXXXXXXXX-XXX機種名稱版本4.2.2 以FM8為例:41FM8SS0030-E3Aa.程式名稱:由11個字元構成,按ME提供的BOM中P/N決定。
例:41FM8SS0030b.版本:由3個字元構成,按ME提供的BOM中REV決定。
例:E3A4.2.3 若Board有大小板組成,程式名稱與版本用MB料頭。
4.3 程式製作準備階段4.3.1 PMC於產銷會上提出試產需求4.3.2 由ME於試產前72小時提供相關資料給SMT工程ME需提供資料清單:CAD Data/ BOM Data / PCB Gerber/ PCB Sample/ ECN Data。
如圖(圖1,2)說明:在後續程式製作講解中均以FM8 SS面機種為例子進行。
圖1資料清單示意圖圖2資料清單示意圖his Information Is Confidential And Proprietary To Quanta And Shall Not Be Reproduced Or Otherwise closedPage5of 764.4 SMT程式製作步驟4.4.1 Editor BOM(編輯BOM)在程式製作過程中,FUJIFLEXA無法導入ME提供的原始BOM D ATA,因此,在程式製作前,我們需要對BOM DATA進行編輯,其體步驟如下。
4.4.1.1 ME提供的資料都會采用壓縮檔,因此需要對此文檔進行解壓縮作業,在FM8文件夾下再新建二個文件夾,命名為BOM Data & CAD Data。
如圖(圖3)圖3新建文件夾示意圖4.4.1.2 將FM8 BOM & CAD數據解壓縮至相應文件夾下。
如圖(圖4)備註:BOM 資料解壓縮至BOM Data文件夾下CAD 資料解壓縮至CAD Data文件夾下圖4解壓縮檔示意圖his Information Is Confidential And Proprietary To Quanta And Shall Not Be Reproduced Or Otherwise closedPage6of 764.4.1.3 在D\WORK DATA\FM8文件夾下開啟BOM文檔,刪除資料列中未使用到的資料,只留下 Part Number & Location & Material Description三列數據。
pt程式制作

1 提前要有已经做好的CAD文件和 BOM表. 2 打开PT200系统,双击工具菜单栏下的 生产线转换器,开始准备进行CAD和 BOM表的配置.
双击此处,打开生产 转换器
1点击此处,进 行导入
1在打开的生产线 转换中,展开线体, 直接点击导入. 2 在打开的导入界 面中,选择CAD 数据,点击参考, 选择CAD数据.
CAD数据 2点击参考,在弹出的对话 框中找CAD文件.
1选中CAD文件, 2点击打开
3点击此处进行 格式编辑
此处为导入的CAD文档
在读取方式中右击 选择列类型
在读取开始行右击CAD表的 第一行,结束行右击CAD表 的最后一行
在定界字符选中一个逗号,右击 即可显示如图
CAD文件所必须设定的格式 如图左边
2在确认中点击 是,进行元件分配
1点击下一步
分配结束后,此处显示各个 TAB的时间
对程式进行优化,减少Cycle time提高产能
优化结束后,点击下一步
执行数据检验,结束后 直接点击完成
在确认信息中,点击是 保存数据
注解:1,2,3,4序号表示操作步骤
在开始导入过程中,弹出的 确认信息根据需要选是或 否结束后点击关闭
此刻即可看到所导入的 PT文件,双击此文件进入 PCB编辑器
基板长宽后尺寸
坐标起始点方向 在基板数据中填加 基板数据信息
Mark点识别方式
基板识别(Mark)
Mark点坐标
基板识别点A,B坐标
确认后点击下一步
进入区块数据中 确认元件坐标及 是否有跳跃
在此处添加拼板 数据信息
在此处,按住Ctrl+A 可添加拼板
点击是,进行执行扩展
新代程式说明书
目录铣床程序制作指令说明 1一. G码指令说明 21.1G码指令一览表3 1.2 G码指令说明4 1.2.1G00:直线快速定位5 1.2.2G01:直线补间、切削进给6 1.2.3G02、G03:顺时针、逆时针圆弧切削8 1.2.4G04:暂停13 1.2.5G09、G61:确实停止检测14 1.2.6G10:可程序资料输入15 1.2.7G15、G16极坐标命令16 1.2.8G17、G18、G19:工作平面设定19 1.2.9G28:参考点复归20 1.2.10G29:从参考点回归21 1.2.11G30:任意参考点回归23 1.2.12G31:跳越机能24 1.2.13G33:螺牙切削26 1.2.14G40/G41/G42:刀具半径补正27 1.2.15G43/G44/G49:刀具长度补正33 1.2.16G51、G50:比例功能36 1.2.17G51.1、G50.1:镜像机能38 1.2.18G52:局部坐标设定43 1.2.19G53:机械坐标定位46 1.2.20G54...G59.9:工作坐标系统设定48 1.2.21G64:切削模式50 1.2.22G65:单一宏程序呼叫51 1.2.23G66、G67:模式宏程序51 1.2.24G68/69:坐标旋转52 1.2.25G70/G71:英制/公制单位设定指令56 1.2.26G73:高速啄式钻孔循环59 1.2.27G74:左手攻牙循环62 1.2.28G76:精细搪孔循环651.2.29G81:钻孔循环68 1.2.30G82:孔底暂停钻孔循环70 1.2.31G83:啄式钻孔循环72 1.2.33G85:钻孔循环78 1.2.34G86:高速钻孔循环80 1.2.35G87:背面精细搪孔循环82 1.2.36G88:半自动精细搪孔循环85 1.2.37G89:孔底暂停搪孔循环87 1.2.38G90/G91:绝对/增量指令89 1.2.39G92:绝对零点坐标系统设定90 1.2.40G94/G95:进给量单位设定91 1.2.41G96/G97:等表面线速度控制92 1.2.42G134:圆周孔循环93 1.2.43G135:角度直线孔循环94 1.2.44G136:圆弧孔循环95 1.2.45G137.1:棋盘孔循环96 1.2.46刀具机能:T码指令97 1.2.47主轴转速机能:S码指令971.2.48进给机能:F码指令97二、M码指令说明:98铣床程序制作指令说明一.G码指令说明1.1G码指令一览表※SYNTEC 900M G code 采用国际通用RS274D 规格,与FANUC 0M 规格唯一差异是G70,G71(公,英制)相对G20,G21G 码指令说明1.2.1 G00:直线快速定位 (POSTIONING)指令格式:G00 X Y Z ;X 、Y 、Z :指定点坐标说明:各轴以最短距离在无切削状态下快速移动至指定点,X 、Y 、Z 为终点的坐标,以G90/G91决定绝对或是增量值。
Datacon 2200evo System1程式制作
預劃膠起點和終點重合距離 預劃膠氣壓
Hon Hai Precision Industry
Epoxy application
預劃膠線預擠膠和預收膠時間 預劃膠線速
預劃膠高度
Hon Hai Precision Industry
Epoxy application
7.2劃膠設置
EHponoHaxi Pyrecaisiopn Ipndluistcryation
1.預劃膠參數設定; 2.預劃膠處測高
4.Substrate
1.基板參數設定;
2.基板測高; 3.矩陣; 4.基板劃膠PR製作。
5.Bond position
1.Bond位置設定;
6.Epoxy application 2 1.劃膠參數設定
Hon Hai Precision Industry
新建一個程式
設定軌道 先真空后升降 的顺序
Hon Hai Precision Industry
Dispenser
划膠 系統開關選擇 划膠 系統名稱設置
膠水型號設置
7
Hon Hai Precision Industry
Configuration
S1 PP tools 不做設 定 直接點擊OK 進入 下一步
Hon Hai Precision Industry
Hon Hai Precision Industry
Epoxy application
7.3劃膠檢測設置
Hon Hai Precision Industry
Epoxy application
Hon Hai Precision Industry
Post BOND
設置1個檢測位置 選擇檢測模式
FUJI_FLEXA程式制作范例

FLEXA程式架構Flexa 分為六大部份:2.按new 進入ProgramEditor WindowsFUJI FLEXA基礎班講義及新機種程式製作範例(1) Top Data :此為X 、Y 座標及角度,料站等資料,相當於MCS 系統的N-Data 。
(2) Panel Information Data :此為PC 板的相關資料,相當於MCS 系統之PCB-Data 及部份的Machine-Data 。
(3) Mark Data :此為Mark 的相關資料,相當於MCS 系統之Mark-Data 。
(4) Shape Data :此為Part 的相關資料,相當於MCS 系統的Part Data 。
(5) Package Data :此为Feeder的相关资料,相當於MCS 系統的Part Data 的一小部分。
(6)Part Data :此为零件名资料,相当于MCS系统的D Data 。
**該6項Data 結合成一個完整的程式,且該6項Data 一旦建立完成,可供不同的程式所取用。
Flexa 建立新程式1. 開啟Director 內之Main Jobs 在空白出按鼠标右键点击new 写入程式名及版本资料。
3. 進入PCB Edit 畫(1)PCB Size X/Y :(2)Thickne ss :輸入 (3)点击OK 完4. 拼板的建立 (2)Board Szie输入即可)5.进入Shape(1)点击Tools Panelize… newboard按鼠标右键点击newShapePitchTolerance :Element Information Length Horizontal Length Vertical :Width :脚宽CP4以下及IP1-Picth :脚间距LeadInformationColor :零件本体颜色(如若零件实体与设置的颜色不对将发生错误CP7以上Machine 用Stand Off :IC 本体缺口尺寸XP Machine 用Height Tolerance :零件厚度公差CP7以上Machine 用。
NPI(新品试制)作业流程
IE
1
Complete preliminary mfg process flow chart & manpower arrangement
2 Line layout ( "X" version )
3 Estimate the stardard time
4 Complete SMT and PTH SOP ( Final Version )
Customer:
PCBA P/N
H1754
Revision
X28-00
PCB P/N
D1656
PCB Revision
X04-00
Characteristic
1*1
This document should be submitted to Dell GSQE and reviewed at ESI meetings
Parts)
送Dell 確認
Dell 認可Risk Buy CCL
按Schedule下單 確認交期
制作并定期更新 物料RYG
向供應商索取樣 品及Datasheet
新進物料送工程/ 品保簽樣
關務
依關務BOM向海關 申請新備案
工程部門
PE 依產品料號獲取 (BOM/Gerber/Drawin
g/Schematic)
Status
2/29
Done
2/1
Done
4/1
Done
3/29
Done
LH Foxconn
Alexander Lee Kevin / Lisa Fang Bob Chen Bill Tsao / Jiamou Jechael Zeng
COMMENTS Keep updating
程式制作教程(Gerber)

BOT面的圖層是透視過來的,放大後可以看到文字是反的,需要做鏡像 點選[Edit]-[Mirror],按快捷鍵[A],選中所有圖層,選擇Mirror Axis點擊後 開始翻轉,見下圖
點擊設定 點擊設定Mirror Axis
Gerber整理
9.連板制作 9.連板制作
遇到連板時,Gerber只有一塊板子上的圖層資料,故需要復制成多個小板,做成連板 點選[Edit]-[Copy],按快捷鍵[W],框選中有圖層的小板,點擊復制目標點位置,完成 一個復制動作,按上述步驟直至完成
Gerber整理
11.導出Gerber文件 11.導出Gerber文件 Gerber 点击[File]-[Export]-[Gerber Data],选择输出路徑后,点击[Apply]后, 選擇上述顯示並整理後的圖層後点击[OK]. 即完成這一面的Gerber资料的输出。再進行另一面的設置,步驟同上
Outline. art-PCB上的轮廓资料 (BOT&TOP均要選擇) Drill. art-PCB 上的钻孔资料 Mask. art -PCB上的钢板资料(分BOT&TOP) Past. art-PCB上的零件资料(分BOT&TOP) Silk. art-PCB上的图文资料(分BOT&TOP)
Gerber整理
Gerber整理
10. 10.設置PCB原點坐標為(0,0) PCB原點坐標為(0,0) 原點坐標為
a.量取PCB原点的坐标,在右下角點選[Z],点击[Info]-[Measure]-[Point-Point]
选中[Z]选项 选项 选中
Gerber整理
b.分別點擊PCB左下角的板邊,在Measure Distance中顯示的pt1的X坐标和pt2的Y坐 标即为PCB原点在GERBER中的坐标 如下图所示为(-308.6697,215.1002)
ASM XTREME焊线机程式编辑流程

SMD程式编辑流程(以PPA2835三晶为例) 1.所需配件PPA2835焊线治具一套2.所需工具内六角扳手,更换治具专用柱子3.所需物料料盒两个,PPA2835支架一片4.改机步骤4.1程序编辑4.1.1进入菜单PROGRAM→Program Management→Clear Program把原来的程序删除掉。
4.1.2进入菜单PROGRAM→MHS(WH)Teach→Setup MHS Device Parameters→Lead Frame Parameters→Setup Lead Frame Parameters→输入PCB的参数进入菜单PROGRAM→MHS(WH)Teach→Setup MHS Device Parameters→Magazine Handler→输入料盒参数进入菜单PROGRAM→MHS(WH)Teach→Setup MHS Device Parameters→Lead Frame Parameters→Lead Frame Device Offset→Adjust Indexer Offset,此时将拉一片材料在轨道中,按左右键调整PCB第一个单元的位置→按Enter继续调整第二单元的位置→同样按Enter后继续调整第三、四…单元的位置→调完后按Enter完成拉料位置调整4.2编辑程序:4.2.1支架对点:进入PROGRAM→Edit bond Program→Edit Master bond Program教读一个新程序。
选择支架对点1→鼠标右键→点确认→选择支架对点2→鼠标右键→点确认→做对点1PR,调整灯光,黑白清楚→点确认→做对点2PR→点确认继续,完成支架PR设置。
4.2.2晶片对点:完成支架PR后,会对晶片晶片进行设置→一个碗背有几颗晶片(以长盈2835三晶为例)输入3→NEXT→晶片对点(1个晶片两个对点)第一个晶片对点1Die112Point1→鼠标右键→点确认→第一个晶片对点2Die1Point2→鼠标右键→点确认→Die2Point1→鼠标右键→点确认→Die2Point2→鼠标右键→点确认→Die3Point1→鼠标右键→点确认→Die3Point2→鼠标右键→点确认→做晶片1PR ,调整灯光,晶片识别一次,用Shape 里面的模板包含2个晶片电极就可以,搜素范围不要太大→点确认继续→晶片2PR →点确认继续→晶片3PR→点确认继续4.2.3编写焊线:Bond on 切换编线的点,焊接顺序:DIE3→LEAD,DIE2→DIE3,DIE1→DIE2,DIE1→LEAD (焊线方式为BSOB,要求正极值球,所以2打3),编完线之后退出.4.2.4测量焊针高度:进入PROGRAM →上面第三个BOND ASSISTANT SETUP →cantactlevel →Reference cantact 测量PCB 及芯片的高度,操作方法:鼠标右键材料图像出→鼠标右键测量→鼠标左键LEAD,选择DIE1→右键→右键→DIE2→右键→右键→DIE3→右键→右键完成。
MPM程式制作

2脫模速度 3脫模速度 4脫模速度 5脫模速度 6脫模速度
八、
TEACH is now complete. (程式現在設定完毕) Press SELECT to save now, or(按SELECT現在存入檔案) Press NEXT to continue. (按NEXT繼續回主畫面
九、輸入程式名稱並保存
This Utility will set the SQUEEGEE height.(使用測刮刀高度) Press NEXT to Continue, or EXIT to quit. (按NEXT繼續, 按EXIT離開)
六、選擇Print Parameters進入印刷參數設定
Print Parameters
Board Parameters
基板(PCB)參數設定
Snap off 0.000
Tooling Type Unier. Dedicat.
PCB與鋼板之間隙(數字越大,間隙越大)
治具
不使用治具 使用治具
Press Done when finished. (按Done完毕)
七、輸入印刷參數
Slow Snop off
十三、Mark點旳制作
你按ADD之後,出現下列訊息: Are you training synthetic fiducials? SELECT for YES, NEXT for NO
Are you training synthetic fiducials? (你要選擇自設Mark點嗎?) SELECT for YES, NEXT for NO (按SELECT要;按NEXT不要) 按NEXT之後,出現下列視窗:
Please install a stencil now. (請現在放入鋼板) The FRAME CLAMPS will activate when (按NEXT後,啟動鎖住鋼板)
NPM程式制作及优化元件库编辑ppt课件

零件资料编辑
25
眼睛是心灵的窗户,是人体中最宝贵的感觉器官,可很多孩子对眼睛的重要性不重视。在每学期的视力测查中情况都不容乐观
① 一般元件信息
② 元件形状信息
零件资料编辑
主要设定元件的极性标志,及该零件 功能类别。
根据选择的识别类别不同,输入的项目不同; 根据实际零件大小输入相应的尺寸,包括零 件长宽厚及零件引脚或球距等数据。
眼睛是心灵的窗户,是人体中最宝贵的感觉器官,可很多孩子对眼睛的重要性不重视。在每学期的视力测查中情况都不容乐观
NPM 学习报告(二)
——程式制作及优化.元件库编辑.
1
眼睛是心灵的窗户,是人体中最宝贵的感觉器官,可很多孩子对眼睛的重要性不重视。在每学期的视力测查中情况都不容乐观
本周重点熟悉了通过DGS制作程式及优化,包括元件资 料库的制作编辑(POP参数设定),通过在MPU学习,能独 立制作新程式,并down load机台试生产正常。以下是学习 中的一些心得体会:
眼睛是心灵的窗户,是人体中最宝贵的感觉器官,可很多孩子对眼睛的重要性不重视。在每学期的视力测查中情况都不容乐观
1. CAD输入的设定
CAD数据导入
在此栏输入描述备注(任意输入均可)
在此栏选择该程式所需要的零件资料库
在此栏选择CAD源文件内的分隔符, CSV格式的文件均为逗号分隔! 在此处选择该程式的CAD源文件路径
产品管理菜单(可以编辑CAD,PCB及识别标记)
3.点击新建菜单建立建立新的CAD数 据,这里我们重点介绍制作新程式。
CAD数据导入
2.点击该下滑菜单可以选择 PCB&CAD及标记,我们 先选择导入CAD数据
1.点击进入产 品管理菜单
AOI程式制作步骤
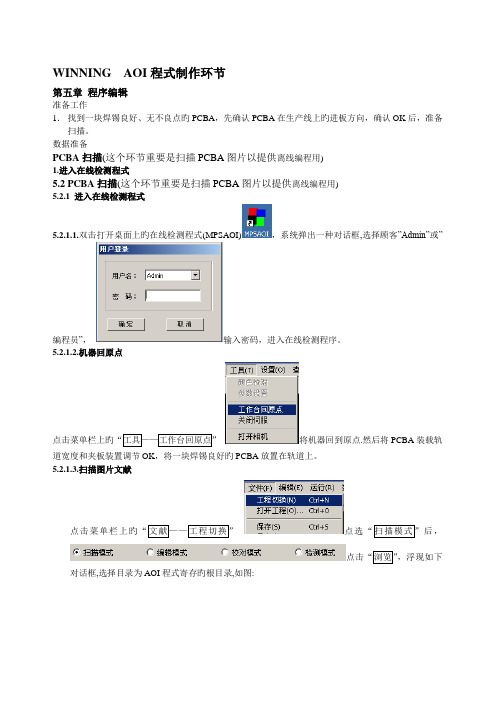
WINNING AOI程式制作环节第五章程序编辑准备工作1.找到一块焊锡良好、无不良点旳PCBA,先确认PCBA在生产线上旳进板方向,确认OK后,准备扫描。
数据准备PCBA扫描(这个环节重要是扫描PCBA图片以提供离线编程用)1.进入在线检测程式5.2 PCBA扫描(这个环节重要是扫描PCBA图片以提供离线编程用)5.2.1 进入在线检测程式5.2.1.1.双击打开桌面上旳在线检测程式(MPSAOI),系统弹出一种对话框,选择顾客”Admin”或”编程员”,输入密码,进入在线检测程序。
5.2.1.2.机器回原点点击菜单栏上旳“工具——工作台回原点”将机器回到原点.然后将PCBA装载轨道宽度和夹板装置调节OK,将一块焊锡良好旳PCBA放置在轨道上。
5.2.1.3.扫描图片文献点击菜单栏上旳“文献——工程切换”点选“扫描模式”后,点击“浏览”,浮现如下对话框,选择目录为AOI程式寄存旳根目录,如图:点击New Folder。
新建一种文献夹作为新旳工程目录,输入它旳名称,如(123456A),完毕后,点击OK,再点击确认,系统会自动在该目录下创立如下几种文献夹:BOM(物料清单):该文献夹用来寄存机种旳生产工程式资料.如料站表等.这些资料在离线编程时需要用到.CAD(元件坐标):该文献夹用来寄存机种生产时旳机器坐标.如机器程式. 这些资料在离线编程时需要用到.(注:无BOM,无CAD资料旳状况下.请将C:\WIN-AOI目录下旳” CADTEMPLA TE.TXT”文献拷贝到此文献夹内.errlog:该文献夹用来寄存在线检测时,机器检查到旳不良点旳图片报告.SCAN:该文献夹用来寄存在线程式MPSAOI扫描出来旳PCBA图片, 这些资料在在线检测和离线编程时都需要用到.5.2.1.4 按此键加载PCBA,用鼠标左键迅速双击将MPSAOI旳画面中心十字架对齐PCBA旳右上角, 得到PCB右上角坐标(即为PCB尺寸),点击窗口右侧旳获取坐标,PCB尺寸和PCB旳名称。
FMEA与CP的开发方法与技巧

FMEA与CP的开发方法与技巧FMEA(潜在失效模式及后果分析——(Potential)Failure Mode and Effect Analysis)默菲定律:所有可能出错的地方都将会出错!FMEA的定义:FMEA是在产品设计阶段和过程设计阶段,对构成产品的系统、子系统、零件(产品),对构成过程的各工序逐一进行分析,找出所有潜在失效模式,并分析其可能的后果,从而预先采取必要的措施,以提高产品的质量和可靠性的一种系统化的活动。
一、FMEA的目的,学习目的:掌握FMEA的概念和运用时机,发现、评价产品/过程中潜在的失效及该失效的后果,确定能够避免或减少这些潜在失效发生的措施。
FMEA是对确定设计或过程必须做哪些事情才能使顾客满意这一过程的补充。
FMEA是一种风险分析的方法,是一种设计评审的活动。
所有的FMEA都关注设计,无论是产品设计或者是过得设计。
FMEA文件是设计(产品、过程)输出的结果。
二、什么是 FMEA ?●FMEA 是先期质量策划中评价潜在失效模式及其起因的一种工具●依照其发生失效的风险优先排列,并采取行动排除或降低其发生的方法●为未来使用和持续改进提供文件化的预防经验/方法●FMEA自身并不是问题的解决者,它通常与其它问题解决的工具联合使用,“FMEA提出问题解决的时机并不是解决问题”●将问题扼杀在摇篮之中。
三、FMEA 的特点和目的特点:——FMEA开始于一个过程所有功能的定义(功能驱动)——FMEA必须由小组进行,以确保其有效(团队力量)1)失效还未产生,可能发生但不一定会发生;2)在产品或过程设计阶段前开始;3)小组活动,小组由各种有经验和专业知识的人构成;4)分析的工具使用专用表格,作为动态文件使用和更改;5)核心是缺陷预防;6)贯穿整个过程、产品和服务周期;7)动态的、文件化的、系统的小组活动。
目的:(主要目的:筛选着重点!)——识别关键特性和重要特性。
——聚焦于产品和过程问题的消除,防止问题再次发生。
关于cp命令的编写

关于cp命令的编写关于cp命令的编写娄⽼师在课上详细的讲了命令who的编写过程~对此,我很有启发!于是想亲⾃动⼿试试~ 有什么不⾜的地⽅请⼤家提出来!Learning by doing ~ 做中学,真的只有⾃⼰动⼿去实践⼀遍,才能体会到其中的精髓!我跟着娄⽼师讲who命令时的思路来做了⼀遍cp,收获颇多~很爽!参考资料——在编写cp命令之前,同样有三个问题:cp命令能做什么cp命令是如何实现的?能不能⾃⼰编写⼀个cp命令?问题1. cp命令能做什么?cp能够复制⽂件,典型的⽤法是:cp source-file target-file如果target-file所指定的⽂件不存在,cp就创建这个⽂件,如果已经存在就覆盖,target-file的内容与source-file相同。
问题2. cp命令是如何实现的?⼀个Linux命令的功能我们可以通过whatis或man -f来查看,当然最好的⽅法是⾃⼰通过使⽤来体验⼀下:要进⼀步了解cp的⽤法,需要借助联机帮助manpages。
我们输⼊man -k cp,再输⼊man 1 cp。
要学会在帮助⽂档中寻找有⽤的信息!到这,即使以前没有⽤过cp命令,也⼤概知道它的功能了。
了解cp的功能后,写出其伪代码:打开source-file创建target-file从source-file读出⼀段数据把这段数据写⼊target-file关闭source-file关闭target-file现在的问题是如何创建⽂件?如何打开⽂件?如何读⽂件,如何写⽂件?如何创建⽂件:如何读⽂件:我们⽤man -k read | grep file | grep 2搜⼀下,再man 2 read如何打开⽂件:图⽚中红线内部是需要⽤到的库。
然后使⽤grep -nr XXX /usr/include查找相关宏。
如何写⽂件:问题3.能不能⾃⼰编写⼀个cp命令看代码的时候我最先不理解的就是main函数的定义:int main(int argc, char *argv[]){}经查阅得知,argc是⽤来表⽰在命令⾏下输⼊命令时的参数个数,包括指令本⾝;argv[]是⽤来取得你输⼊的参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三. 新程式優化
3.3.點擊Next按鈕,設定程式優化後的名稱(默認為‘原程式名稱+_O’). NextNext…
三. 新程式優化
3.4.點擊Execute按鈕,開始逕行程式優化.
三. 新程式優化
3.5.優化完成後,出現如下介面.點擊View按鈕,可查看優化的詳細時間.
三. 新程式優化
3.6.根據結果,重複調整優化,達到最佳線平衡率.
3.設定完成後,保 存.命名一般為: 機種名稱+PCB 版本(中間不可有 空格).
二. 新程式編輯、設定
2.5點擊工具欄中的 按鈕,設定各CP程式的Contents數據.
為後續的程 式優化做準 備,一般設定 為CP7類型.
二. 新程式編輯、設定
2. 6 將PD/Mark Name 改為ASUS標準MARK 點.
二. 新程式編輯、設定
2. 7檢查零件分配是否符合ASUS2機台的特殊規定.即: A.0402類零件只可分配在CP1、CP2; B.1206類零件只可分配在CP2、CP3; C.06、07類零件只可分配在CP2、CP3.
2. 8如果有料站多於70站的,可在三台CP之間進行調整;並且CP2、 CP3的料站盡可能不多於65站(因為某些大零件需占兩個料站).
2.3若為全新機種單,擊鼠標右鍵,選擇OpenPCB Data,編輯PCB Data.
二. 新程式編輯、設定
2.4 設置PCB板的各項數據
1.如果程式為 CP642,僅設定 PCB Size Thickness即可 (一般設定為1.6)
2.如果程式為 CP643,則還需設 定PCB Distance. 其設定為:-(PCB Size X+20)
Cycle Time
總零件顆數
四. 新程式完成
優化結束後,將程式重新設置為CP642,保存程式.OK
CP642
新程式製作
製作者圖標 ,出現LOGIN 介面,輸入用 戶名&密碼.
進入如下介面:
一. F4G程式原始檔導入
1.2依次輸入CP1、CP2、CP3的 F4G_*.ASC路徑&生成的程式名稱 &對應的機台型號.導入完成後,按OK退出.
一. F4G程式原始檔導入
三. 新程式優化
3.1雙擊圖標 ,出現CP7 Series Optimizer介面,如下:
因為CP6優 化效果不大 理想,因此 在製作CP6 新程式時, 一般先將其 轉化為CP7 程式,優化 結束後,再 將其轉化為 CP6的程式.
三. 新程式優化
3.2選中所要優化的程式,點擊Next按鈕,出現如下介面,進行程式優化的 各項設定.
1.3 點按Start 系統自動導入, 完成後出現下圖.
若無此出現,說 明導入不成功, 重新檢查 F4G_*.ASC所 有數據是否正確, 完整.
二. 新程式編輯、設定
2.1雙擊 DATA MANGER圖標
二. 新程式編輯、設定
2.2點選對應的程式進入GUI EDIT 界面
二. 新程式編輯、設定
機台類型 是否固定Feeder 零件定義 Table的模式
是否按feeder Type來定位feeder
是否使用進階的CP優化功能
是否考慮零件厚度
是否考慮Table速度
是否考慮零件的Transport Speed
是否指定nozzle arrangement 是否考慮避免零件因為位置 過密而產生負面的影響 是否允許料站間跳動及大小