Courtoy压片机的新技术与实际应用
实验室压片机

MYCRO 实验室压片机应用:材料研发:陶瓷、化合物、建筑材料、化妆品、药品、粉末金属、印刷电路板、橡胶、硅树脂及其他弹性体、热塑性塑料、热固性塑料等。
质量控制和物理性能测试:各种力学性能测试、热学性能测试、光学性能测试、电学性能测试等压合生产:信用卡、身份卡、各种板材和印刷电路板等。
其他应用:组合模塑、压缩模塑、粉碎、封装、挤压、成型、嵌入挤压、生产溴化钾用于红外光谱测量、金属成型、夹物模压、油品提取、造粒、样品制备、粘结成型、分离冷油、传递模塑、橡胶平板硫化等MYCRO 公司推出美国Carver 闻名世界的实验室压片机/红外压片机/粉末压片机/平板硫化仪/已有85年以上的历史,其产品遍布世界,被推崇为行业的国际标准。
Carver 可提供各种实验室压片机,主要有双柱和四柱式热压机,从驱动方式分为气动、油压和电动等;从档次上分为手动和自动的;从款式上分为台式和落地式(12吨到100吨);Auto 系列自动压片机包含了界面友好的微处理器控制和智能安全保障,包含相关配件,自动控制,电动AutoPak 动力用以升级手动压片机。
Carver 压片机遍布全世界,被推崇为行业的国际标准。
迈可诺提供中国技术服务。
需要更详细的实验室压片机资料咨询,请与迈可诺技术有限公司中国营销服务中心区域办公室联系!欢迎垂询和选购MYCRO 压片机自动化Carver 实验室压片机自动化Carver实验室制丸机独立式25吨位自动化Carver 实验室制丸机(AutoPellet press )一台台面式实验室压片机,配备一个5英寸的钢板及一体式安全防护罩、电驱动液压机系统。
坚实的板坯侧压结构保证了精密的调准,包括一个用于真空管线连接至颗粒模的装置。
Carver 实验室压片机汇聚了85年之久的实验室压片机制造经验,融合成一套具有自动化电气控制的台面式压力机系统(automatic electrically powered bench top presses )。
红外压片机模具使用方法

红外压片机模具使用方法红外压片机是一种常用的压片设备,它可以将粉末状的物料压制成各种形状的片状物。
在使用红外压片机时,模具的选择和使用非常重要,因为模具的质量和使用方法直接影响到压片的效果和成品的质量。
本文将介绍红外压片机模具的使用方法。
一、模具的选择在选择模具时,需要根据压片的要求和物料的性质来选择合适的模具。
一般来说,模具的材质应该与物料的性质相匹配,以保证压片的效果和成品的质量。
常用的模具材料有钢、硬质合金、陶瓷等。
钢模具适用于一般的压片工作,硬质合金模具适用于高硬度的物料,陶瓷模具适用于高温和腐蚀性较强的物料。
二、模具的安装在安装模具时,需要注意以下几点:1.清洁模具:在安装模具之前,需要将模具清洁干净,以免影响压片的效果和成品的质量。
2.调整模具间隙:在安装模具时,需要调整模具的间隙,以保证压片的均匀性和成品的质量。
一般来说,模具的间隙应该在0.1-0.5mm之间。
3.固定模具:在安装模具时,需要将模具固定好,以免在压片过程中出现移动或者松动的情况。
三、模具的使用在使用模具时,需要注意以下几点:1.预热模具:在使用模具之前,需要将模具预热,以保证压片的效果和成品的质量。
一般来说,模具的预热温度应该在100-200℃之间。
2.调整压力:在使用模具时,需要根据物料的性质和压片的要求来调整压力,以保证压片的效果和成品的质量。
一般来说,压力的调整应该在10-50MPa之间。
3.调整温度:在使用模具时,需要根据物料的性质和压片的要求来调整温度,以保证压片的效果和成品的质量。
一般来说,温度的调整应该在100-200℃之间。
4.清洁模具:在使用模具之后,需要将模具清洁干净,以免影响下一次的压片工作。
红外压片机模具的选择和使用非常重要,需要根据压片的要求和物料的性质来选择合适的模具,并且在安装和使用模具时需要注意各种细节,以保证压片的效果和成品的质量。
压片机工作原理

压片机工作原理压片机是一种常见的制药设备,用于将药粉或颗粒压制成片剂。
它主要由上下两个压辊、进料器、压力调节器、电机等部分组成。
压片机的工作原理是将药粉或颗粒填充到压片机的进料器中,随后通过压力调节器调节压力和速度,将药粉或颗粒压制成为一定厚度和形状的片剂。
本文将对压片机的工作原理进行详细介绍。
一、进料器进料器是压片机的重要组成部分,它用于将药粉或颗粒填充到压片机中。
进料器通常由料斗、旋转盘、传送带等部分组成。
药粉或颗粒首先被放入料斗中,然后通过旋转盘的转动,将药粉或颗粒均匀地分配到压片机的模具中。
传送带也可用于将药粉或颗粒从料斗中传送到压片机中。
二、压辊压辊是压片机的核心部件,它主要用于压制药粉或颗粒成为片剂。
压片机通常有两个压辊,一个固定在上部,另一个固定在下部。
压辊通常由金属材料制成,表面光滑,可保证片剂的质量。
压辊的直径、长度、凸度等参数会影响片剂的厚度、硬度、直径等性能。
三、压力调节器压力调节器是压片机的另一个重要部分,它用于控制压辊的压力和速度。
压片机的压力调节器通常由油压系统或气动系统组成。
油压系统可提供更大的压力和更稳定的压力,但需要更多的维护和维修。
气动系统则更容易维护和维修,但压力和速度较低。
四、电机电机是压片机的动力来源,它通常与压力调节器和压辊相连。
电机的功率和转速会影响压片机的生产效率和片剂的质量。
电机的转速可以通过调节电压或改变齿轮比来调节。
五、工作流程压片机的工作流程通常包括以下步骤:1. 准备工作:清洁压片机、检查压辊和进料器的状态、准备好药粉或颗粒等。
2. 将药粉或颗粒填充到进料器中。
3. 通过压力调节器调节压力和速度,将药粉或颗粒压制成为片剂。
4. 通过传送带或手工将片剂从压片机中取出。
5. 对片剂进行检查和包装等后续处理。
六、常见问题与解决方法在使用压片机时,可能会出现以下常见问题:1. 片剂的硬度不均匀:可能是因为压辊的凸度不一致、药粉或颗粒填充不均匀等原因。
旋转式压片机工作原理
旋转式压片机工作原理
进料机构:进料机构是将原料送入压片机的部分。
常见的进料机构有
手动骨架进料、旋转进料和连续进料等。
进料机构的作用是保证原料均匀
地进入压片机的模具。
压片机构:压片机构是整个压片机的核心部分,主要由模具、上下压
辊和凸轮机构组成。
模具是将原料压制成固体制剂所使用的工具。
上下压
辊是将原料送入模具,并施加一定压力使原料变形并形成固体制剂的部分。
凸轮机构是通过旋转压片机的凸轮,推动上下压辊运动。
出料机构:出料机构是将已经压制完成的固体制剂从模具中取出并排
放的部分。
常见的出料机构有手动排料、旋转排料和压片机配有送料装置等。
出料机构的作用是及时、准确地排放固体制剂,保证生产效率。
旋转式压片机的工作原理是,首先将粉状原料经过混合、筛选等工艺
步骤处理后,送入进料机构。
进料机构将原料均匀地送入压片机模具中,
然后通过凸轮机构驱动上下压辊运动,施加一定的压力将原料压制成固体
制剂。
压制过程中,上下压辊会不断旋转,使得原料受到多方面的力作用,从而使得原料形成所需的形状、尺寸和重量。
最后,通过出料机构将已经
压制好的固体制剂从模具中取出并排放。
总之,旋转式压片机通过进料机构将原料送入压片机的模具中,然后
通过上下压辊施加一定压力,将原料压制成具有一定形状、尺寸和重量的
固体制剂。
其工作原理简单易懂,广泛应用于制药、化工、食品、农药等
行业中。
压片机的分类及原理
压片机的分类及原理压片机可分为单冲压片机和多冲旋转式压片机。
单冲压片机是通过凸轮(或偏心轮)连杆机构(类似冲床的工作原理),使上、下冲产生相对运动而压制药片。
单冲式并不一定只有一副冲模工作,也可以有两副或更多,但多副冲模同时冲压,由此引起机构的稳定性及可靠性要求严格,结构复杂,不多采用。
单冲压片机是间歇式生产,间歇加料,间歇出片,生产效率较低,适用于试验室和大尺寸片剂生产。
多冲旋转式压片机是将多副冲模呈圆周状装置在工作转盘上,各上、下冲的尾部由固定不动的升降导轨控制。
当上、下冲随工作转盘同步旋转时,又受导轨控制做轴向的升降运动,从而完成压片过程。
这时压片机的工艺过程是连续的,连续加料、连续出片。
就整机来看,受力较为均匀平稳,在正式生产中被广泛使用。
多冲旋转式压片机多按冲模数目来编制机器型号,如俗称19冲、33冲压片机等。
压片机制片原理:1.剂量的控制各种片剂有不同的剂量要求,大的剂量调节是通过选择不同冲头直径的冲模来实现的。
在选定冲模尺寸之后,微小的剂量调节是通过调节下冲伸入中模孔的深度,从而改变封底后的中模孔的实际长度,达到调节模孔中药物的填充体积的目的。
因此,在压片机上应具有调节下冲在模孔中的原始位置的机构,以满足剂量调节要求。
2.药片厚度及压实程度控制药物的剂量是根据处方及药典确定的,不可更改。
为了贮运、保存和崩解时限要求,压片时对一定剂量的压力也是有要求的,它也将影响药片的实际厚度和外观。
压片时的压力调节是必不可少的。
这是通过调节上冲在模孔中的下行量来实现的。
有的压片机在压片过程中不单有上冲下行动作,同时也可有下冲的上行动作,由上、下冲相对运动共同完成压片过程。
但压力调节多是通过调节上冲下行量的机构来实现压力调节与控制的。
标签:压片机。
压片机_绝密
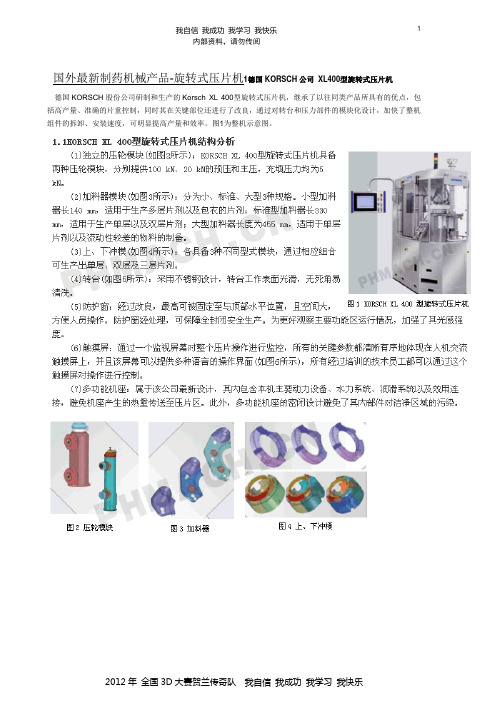
国外最新制药机械产品-旋转式压片机1德国KORSCH公司XL400型旋转式压片机德国KORSCH股份公司研制和生产的Korsch XL 400型旋转式压片机,继承了以往同类产品所具有的优点,包括高产量、准确的片重控制,同时其在关键部位还进行了改良,通过对转台和压力部件的模块化设计,加快了整机组件的拆卸、安装速度,可明显提高产量和效率。
图1为整机示意图。
国外压片机技术的战略升级——上海天祥·健台制药机械有限公司伍善根摘要:德国Fette公司和Korsch公司是世界上最具影响力的压片机制造商,本文重点介绍了Fette公司和Korsch 公司在本届interpack展会上展出的最新的二个产品,FE55型和XL400 FT型压片机。
这二款压片机代表着压片机行业的发展方向和潮流,也是压片机技术的战略升级,企业的未来在于创新,只有持久的研发投入,才能保证在市场竞争中处于不败之地。
笔者在此将这二个展品详细介绍给我国压片机行业,以及药厂用户的同仁,目的是与大家一个共同学习提高的机会。
关键词:压片机、工艺、技术、GMP由杜塞尔多夫展览机构主办,每三年一届的国际加工与包装机械展览会(interpack)是全球规模最大、影响力最大、最具有专业性的展览。
今年5月12-18日在德国杜塞尔多夫市举行的第19届interpack,吸引了来自约60多个国家的2700多家展商。
展出面积约174000平方米,19个展馆,参观人数达17万人。
压片机是这个展会中最重要的展出商品之一,每届展会,世界一些主要的压片机制造商都会派出强大的参展团参加,并带来最新的产品和技术,同时也将这个展会作为展示自己产品和形象的重要舞台。
天祥公司已经连续多次参加了interpack,这次带了三台最新的高速压片机参展,受到许多外商的好评。
笔者虽然已经退休,但受公司领导的重托,再次有幸参加这次盛会,亲眼目睹了压片机世界的进步和发展。
德国、英国、意大利、美国、西班牙、阿根廷、韩国、印度等国以及中国台湾的压片机厂商都带产品参加了展会,在众多的参展商中最受人瞩目或最具影响力的还是德国Fette和Korsch公司。
压片机使用说明范文
压片机使用说明范文压片机是一种常用的机械设备,用于将粉末状物质压制成固体片状。
以下是压片机的使用说明:一、压片机的基本构造:1.上、中、下模块:上模块是用于压制物料的模具,中模块是用于控制压力和压力释放的模块,下模块是用于接收成品片状物料的模具。
2.控制台:用于控制整个压片机的工作,包括控制压力、温度、压力释放等参数。
3.电源及电控系统:提供电力供应,并控制压片机的各项功能。
二、压片机的工作原理:1.准备工作:将需要压制的物料按照一定比例混合均匀,并过筛除去颗粒较大的杂质。
2.加料:将准备好的物料均匀地放置于上模块中。
3.开机:将电源接通,在控制台上设置好所需的压力、温度等参数。
4.压制:启动压片机,上、中、下模块开始工作。
上模块往下移动,施加压力将物料压制成片状。
5.压力释放:压制一定时间后,压力自动释放,上模块回升至原位,成品片状物料留在下模块中。
6.取片:打开模具,取出成品片状物料。
三、安全操作:1.严禁在压制过程中随意触摸或接近模具,以免造成伤害。
2.使用压片机时,必须佩戴防护眼镜和手套,确保自身安全。
3.在清洁模具时,需先切断电源,并等待机器冷却后再进行操作。
四、维护保养:1.每次使用后,应将模具清洗干净,并涂抹一层薄薄的润滑油。
2.定期检查电源线路和电控系统,确保正常工作。
3.如发现异常情况,应立即停机检修,切勿强行使用。
五、故障排除:1.压片机无法正常启动:检查电源线路是否接触良好,电源是否供应正常。
2.压制物料不牢固或成品片状物料出现瑕疵:检查模具是否清洁,并适当调整压力和时间参数。
3.压片机产生异常声音或发热:立即停机检查是否存在机械故障或电路问题。
六、常见问题解答:1.压片机如何调节压力参数?在控制台上找到压力调节按钮或旋钮,根据需要逐步调整至合适的压力值。
2.压片机如何调节压制时间?在控制台上找到压制时间调节按钮或旋钮,根据需要逐步调整至合适的时间值。
3.如何获取适合的压片模具?。
从实际应用角度看Courtoy公司压片机效果
压 片 机 的 效 果
2 0 年 末 , o r y 司 和 比 利 时 S nc 公 司 进 行 08 C ut 公 o a io
2 1 在 传 统 压 片 机 上 比 较 难 于 压 制 的 产 品 配 方 上 的 .
效 果 对 比
合 作 , 从 实 验 到 实 际 生 产 的 方 式 评 估 了C uty 司 以 or 公 o 最 新 两 类 压 片 机 P R O M AM 和 M0 U T P 最 终 , E F R TP D LM 。
司 , 为 医药 、 医药 行 业 以 及 医 院 小 试 提 供 全 方 位 的 其 非 非无菌 药物配方 的开发 、 产加 工 , 括 配方分 析 、 生 包 新 产 品开 发 、 品验 证 以及 稳 定 性 测 试 等 等 。 产 在 片 剂 生 产 中 , ai 公 司 使 用 了 非 常 多 的 旋 转 Snc o 式 片 机 。 除 了C u o 的压 片 机 以外 , 有 很 多 欧 洲 o ̄ y 还 著 名 生 产 厂 商 的压 片 机 。 由 于这 些 压 片 机 在 压 片 过 程 中, 剂 的重 量 是 通 过 测 量 压 片压 力 来 控 制 的 , 时这 片 同 类 压 片 机 也 不 具 有 延 长 压 片 停 留 时 间 的 功 能 ,所 以我
生产效果非常喜人,a io  ̄ S nc / 司购买了 一台P RF _ T , z E 0R ̄ M P 将 其 安 装 在 了 片剂 生 产 车 间 ,现 该 机 每 年 能够 压 片近
5亿片 。 0
211 布 洛 芬 ( u rf ) 4 0m . . I poe / 0 g b n 配 方 : 洛 芬 ( urf ) 0 , 粉 ( ac) 0 布 i poe 8% 淀 b n s rh 1%。 t
国外现代压片技术的发展研究_伍善根

图5 Manes t y公司Xpr es s 700型压片机
Zhuanti Jujiao◆专题聚焦
2 CIP /WIP 技术
时下,GMP要求越来越高,药厂用户越来越注重生 产过程中的交叉污染以及设备的CIP/WIP,该理念引入 在 压 片 机 上 的 时 间 不 长 ,但 发 展 很 快 ,目 前 国 外 著 名 的 压片机生产厂商几乎都能生产。图6~图8为国外几家公 司的WIP功能图。然而,国内至今未有一家企业能生产 CIP/WIP技术的压片机。
利用Gratex检测仪可为压制的药片清除毛刺、飞边, 清除粉尘。功能选项“吸尘监控”利用流量监控仪定期对 气管中指定位置的吸气压力进行检测。同时,连续地对 设定值和实测值进行比较,若Gratex检测仪在吸气管中 10 s内没有检测到吸气压力(没有流量),压片机即发出 故障报警提示并停止运行。此功能最大程度地保障了生
笔者根据多年的从事压片机的设计、研究和开发实践,并对国外压片机技术进行跟踪和学习; 同时,参加了德国“杜塞多夫国际包装机械展”、印度CPHI展以及日本JackPark包装机械展,考察了 国外压片机生产企业,收集了国外压片机的技术资料。在此,主要介绍压片机最新的技术及动向, 从笔者多年观察总结国外压片机发展的趋势来看,高速高产量是压片机首要发展方向,CIP/WIP技 术、密闭性、模块化以及在线检测等自动化控制技术也是发展得比较快的项目。
在发达国家中压片机做的好的或者讲领先的公司有:德国Fette公司、Korsch公司,英国Manesty 公司,意大利IMA公司,包括后来兼并的Kilian公司和比利时Courtoy公司。近年来,日本HATA公司 (畑铁工所)和KIKUSU(I 菊水)公司以及韩国SEJONG公司的压片机发展速度已趋于缓慢。
压片机的工作原理
压片机的工作原理
压片机是一种用于制造片剂的设备,其工作原理主要包括以下几个步骤:
1. 准备阶段:首先将所需的药材或药物成分按照配方准确称量,并进行混合、研磨以获得均匀的颗粒状物料。
2. 预压阶段:将混合均匀的颗粒物料放入预压室,通过预压器使其形成初步的片状结构。
此阶段的目的是消除颗粒之间的空隙,增加密实度,为后续压制步骤做准备。
3. 主压阶段:将经过预压的物料置于主压室中,并通过压模进行连续压制。
压片机通常采用双压辊结构,辊上设有凹凸的模具,使得物料在压制过程中逐渐被挤压、变形,使颗粒之间产生内聚力,形成更加坚固的片剂。
4. 松香剂喷涂:某些情况下,为了使片剂表面更加光滑且不易粘连,会在主压阶段中使用松香剂进行喷涂。
松香剂通过喷嘴均匀地涂覆在片剂表面,形成一层保护性的薄膜。
5. 除尘与包装:最后,通过除尘器将制得的片剂表面多余的药材颗粒去除,然后进行包装和封装。
通常将片剂装入药品包装袋中,并用热封技术将包装袋密封,以保证片剂的质量和药效。
总之,压片机利用预压和主压两个阶段对颗粒物料进行挤压、变形,形成坚固的片剂。
同时,可以通过喷涂松香剂和去除多余颗粒,使得片剂表面更加光滑和整洁。
最新型压片技术的应用
• percolation segregation 下移分层 • elutriation segregation 上移分层 • projection segregation 抛洒分层 • feed or heap segregation 装料分层 • shear segregation 移动分层
-Using an optimal pellet/excipient ratio优化配方比率
(pellet-pellet contact has to be avoided, at least 30% to 50% of excipient is required to fill the inter -pellet space为避免微丸 直接接触,建议至少30%至50%的辅料)
modes
• PAT-enabling • Available since January
2007
• Batches of 1kg or more • Single Punch Production • Single Tablet Production
D
P
21 126.000
B 26 187.000
D
D
53 540.000
B 67 722.000
BB 81 875.000
BBS 89 1.069.000
GEA Pharma Systems
Courtoy – Product & Service Range
Spares and Service
Our dedicated, highly skilled Courtoy Customer Care team offers:
现代口服固体制剂工艺技术与设备

健康世界 太极无限
TAIJI
目 录 图例:压片机
健康世界 太极无限
TAIJI
目 录 图例:压片机 (BOSCH)
健康世界 太极无限
TAIJI
目 录 压片机 -移动转盘技术
健康世界 太极无限
TAIJI
目 录 压片机 -全封闭
健康世界 太极无限
TAIJI
目 录
健康世界 太极无限
TAIJI
缺点: 1 价格贵,交货周期长(基本上在一年左右)。 2 售后及备品备件价格贵。
健康世界 太极无限
TAIJI
口服固体制剂工艺技术-工艺流程
药物 处方 粉碎 过筛 混合
造粒
压片
散剂
颗粒剂
片剂
胶囊剂
健康世界 太极无限
TAIJI
口服固体制剂的处方构成
主药(API)-活性成分
1 2
辅料:无生理活性、不与主药反应、无毒无害
健康世界 太极无限
TAIJI
目 录 包衣机
有孔和无孔包衣机
进风处理系统 排风机
Schlick 喷枪,具有防堵气帽。 该喷枪的材质是AISI316不锈钢, 能够满足最严格的cGMP要求。
操作系统 除尘系统
计量系统
搅拌罐
糖包衣系统(无气喷射)配有 高压气动柱塞泵、糖包衣喷枪 和自动循环系统。
健康世界 太极无限
Manestry(BOSCH) Xpress700型
运转线速度达到200m/分钟
健康世界 太极无限
TAIJI
目 录 压片机技术创新与研究
2 过 程 控 制 检 测
健康世界 太极无限
TAIJI
目 录 国外压片机技术创新与研究
2 全封闭一体化片剂成型系统。 全封闭的、一体化的片剂成型系统(上料机、压片、吸尘器、 筛片机、检测等) 。防外泄系统使操作者的接触药物的水平降低 到0.7mg/m以下。全封闭压片机 3 集成化、模块化使压片机获得巨大进步 压片机上靠近转台所有接触成品的零部都可装在一个可以更换 的压缩的模块化组件ECM上(ExchangeableCompressionModule)。 优点:产品加工完成之后可简单迅速断开一个ECM,用另一个 清洁的ECM来替换它。整个更换过程不超过30min,而传统的 压片机需8h。具体如FETE 压片机。
国外压片机及压片技术的创新与研究

国外压片机及压片技术的创新与研究压片机与压片技术是医药制剂工业中最普遍的亦是最重要的尽管压片机从19世纪初已经出现(Korsch、Manesty、Courtoy公司都有80多年的历史),但时至今日21世纪,新的压片机及压片技术仍在不断涌现。
近十年来,随着GMP改造在我国的推行,压片机及压片技术亦获得了快速发展,中国的压片机制造商已有近30多家,能够生产高速压片机的亦有5~6家之多。
然而长期以来,由于基础研究的薄弱,人才的贫乏以及缺乏完善的创新机制,因此与国外先进的压片机及压片技术还存在着很大的差距。
近几年来国外的压片机又进了一步。
特别是在连续参加了2005年4月在德国杜塞多夫举行的Interpack展会,2006年5月在德国法兰克福举行的Achem展会和2006年12月在印度孟买举行的CPHIindia展会之后,对这些世界性的医药、化工、包装机械巨会感触颇深,我们与国外发达国家的压片机与压片技术的差距还在扩大。
根据笔者多年从事压片机生产和开发的经验来看,密闭性、模块化、自动化、规模化及先进的检技术将是压片机技术最主要的发展方向,压片机将朝着完善生产不断进步。
1.向高速高产量发展是压片机首要发展方向高速高产量是压片机生产厂商多年以来始终追求的目标,目前世界上主要的压片机厂商都已拥有每小时产量达到100万片的压片机。
目前国内YY0020-90行业标准中规定高速压片机的转台节圆线速度应超过60m/min。
按这目前个标准国外生产的压片机大多数均超过这个速度,有些压片机转台节圆线速度已达200m/min。
如:Manestry公司生产的Xpress700型压片机最高产量达100万片/11;Korsch公司生产的XL800型压片机最高产量达102万片/h;Courtoy公司生产的ModulD型压片机最高产量达107万片/h;Fette公司生产的3090i型压片机最高产量达100万片/h;Fete公司生产的4090i型压片机最高产量达150万片/小时;4090i压片机有三个压轮架,也即有三个主压三个预压。
压片机使用经验

压片机使用经验我:自一立的说给你们加工的钨合金的中模用了两年多还没坏?:是的,但是使用上我们也优化了不少的,两年多前我就专门招了个磨具工程师的,现在我们在所有零部件的使用上成本都比法国那低不少,尤其是冲模具上,算下来应该比他们低了两倍不止我:你们怎么改的?:不是改,是使用上的优化我:哦,象你以前说的,排列组合什么的?:一句话两句话说不清楚,:对我:中模你们没改过吧:中模深度:压片深度也可以优化我:我们也尝试过,就是成型位置吧:最近我们才发现,中模磨损还会影响上下冲寿命我:我们中模有过磨痕:中模除了可以翻面使用外:我们还原创了,用四面:同一面可以用两个深度,如果优化好的话我:成型深度调整,先用深的位置,再用浅的位置?:由于钨金寿命太长,还没能研究到,先深再浅与先浅再深的差别,我们现在是先用深的再用的浅的,在加上翻面,这样可以极大的提高中模的寿命我:上、下冲的寿命大概怎么样?:还有上下冲的磨损速度是不一致的,上冲快下冲慢,所以上下冲要岔开更换的不是一起换的,还要配对使用,以保证对中模的磨损的一致性:相对于钨金中模,上下冲的寿命就是相当短:我们一台压片机二十几天就要换一副冲大约我:你们多冲头的有在用吗:所以冲具的拆装,调试,测量,检验得跟的上:开始测试了,没量产呢我:效果怎么样:还没完全评估好,太贵了,只买了三分之一副进行测试,然后再规模化,但是需要时间和精力,没放到最优先的事情上。
2021新压片机使用说明专业资料
12. 将上模从模槽中推出,模槽套在下模上进行下 一个样品的操作。操作步骤与步骤4、5、6、7、 8、9、10、11相同。
13. 使用完后关闭压片机总开关,拔下电源线插座, 清理干净后罩上保护袋。模具用酒精棉擦拭干
净放回原处。同时关闭数显天平,拔下电源线 罩上保护袋。
压。待达到最大压力后保压30秒。逆时针旋转 压力阀放气解压。
9. 摇动垂直螺杆手柄上移。取下模具,拿去下模 放置在试验台上。将模具倒置套上压铁放在载 物台上。
10. 手摇垂直螺杆手柄下移,直至下模将模槽中的 压片顶出模槽。
11. 将垂直螺杆摇上取出模具,拿下压铁,用干净 的镊子取下压片,检查压片是否有裂纹,然后
将装好的模具放在压底片机座载物台正中心。
上模 模槽
下模
压铁
Байду номын сангаас
压片机操作方法
1. 压片前准 模具用酒精棉擦拭干净放回原处。
提前半小时打开数字天平预热。 手摇垂直螺杆使下移压在模具上,并用力压实。 清洁试验台,检查压片机有无损坏、清洁。 压片开始前应做好准备工作,关闭实验室门窗。 在天平上称量一定量药品导入模槽的模孔内,轻轻摇晃使药品均匀铺在模孔内。
压片时应注意的事项
压片开始前应做好准备工作,关闭实验室门窗。 加压前检查压力表压力是否为自己需要压力。 模具要放置在载物台的中心。 运行前一定要关闭压力阀 模具使用几次后要用酒精棉球重新擦拭干净,晾干
后再使用。
压力表使用说明
30
20
40
10
50
0
60
液压千斤顶工作原理
根据静压力基本方程 (p=p0+ρgh),盛放在密闭容器 内的液体,其外加压强p0发 生变化时,只要液体仍保持 其原来的静止状态不变,液 体中任一点的压强均将发生 同样大小的变化。 这就是说, 在密闭容器内,施加于静止 液体上的压强将以等值同时 传到各点。这就是静压传递 原理或称帕斯卡原理。 加压时截止阀5关闭,解压 时打开截止阀5放出液压缸6 内的液体。
国内外压片机研究现状

国内外压片机研究现状王笛;赵文昌;赵振昇;宋丽军;石敏;叶伟萍【摘要】压片机是药物固体制剂制备中生产片剂最为重要的设备之一,目前国内外对压片机的研究热点主要在生产的封闭性、片剂质量检测、高速高质量生产及在位清洗等.该文就目前国内外压片机技术的研究现状进行总结,并针对当今片剂生产中出现的问题对未来压片机的发展方向进行展望.【期刊名称】《中国药业》【年(卷),期】2013(022)016【总页数】3页(P111-113)【关键词】压片机;固体制剂;研究现状【作者】王笛;赵文昌;赵振昇;宋丽军;石敏;叶伟萍【作者单位】广东医学院药学院,广东东莞523808;广东医学院药学院,广东东莞523808;广东医学院药学院,广东东莞523808;广东医学院药学院,广东东莞523808;广东医学院药学院,广东东莞523808;广东医学院药学院,广东东莞523808【正文语种】中文【中图分类】TQ460.5压片机是药物固体制剂制备中生产片剂最为重要的设备,目前机型可大体分为单冲式、旋转式、亚高速旋转式、全自动高速压片机以及旋转式包芯压片机,可压制圆形片、刻字片、异型片、双层片、多层片、环型片、包芯片等片型。
从近十几年国内外研究方向来看,压片机的研制正向智能化、精密化、个性化、人性化以及更加符合药品生产质量管理规范(GMP)的方向发展。
现对当今压片机技术现状进行了总结,并展望其未来的发展前景,为压片机设计提供借鉴。
1 研究现状1.1 高速高质量生产高速高质量生产始终是压片机制造厂家多年来追求的目标。
目前,国内高速旋转压片机最高产量达70万片/h,而国外压片机最高产量超过100万片/h。
如英国Manesty公司的Xpress700型压片机可达101万片/h,比利时Courtoy公司的ModulD型压片机可达 107万片/h,德国 Fette公司的 4090i型压片机可达150万片/h等。
设计者主要基于压片机的转台加大,来增加冲位数进而提高压片产量,如Fette公司的4090i型压片机冲位数多达122冲。
“创新源于经验”- 菲特压片机优势及新应用

“创新源于经验”- 菲特压片机优势及新应用(菲特(南京)压片机械有限公司,江苏南京211100)摘要:阐述了菲特P2020压片机在设计方面同国内压片机的不同之处,介绍了菲特公司对于粘冲物料的解决方案-硬脂酸镁雾化系统(PKB)关键词:菲特;P2020压片机,压片机,粘冲解决方案,硬脂酸镁雾化系统,PKB“创新源于经验”,是菲特压片机百年来所秉持的一贯理念。
菲特公司自1948年起由生产金属切割刀具转移到生产制药压片设备,至今已有60年的历史,事业不断发展壮大,已覆盖了欧美等全球各主要市场。
在全球压片机市场销量中占有主导地位。
自2004年7月,菲特公司携带P2020产品在南京江宁建厂至今已有将近5年的时间,所组装的 P2020机器在中国的销量显著增长,其良好的稳定性,广泛的实用性及生产的经济性得到了国内外客户的充分肯定的认可。
P2020压片机是菲特压片机家族中技术成熟的中等高速机型,产量可调节范围大,转台最大转速可达115rpm/min,最大产量可达32万片/小时。
适合于中试放大及产品大批量生产的需要。
设备采用菲特公司具有专利的转台整体更换技术,可安装47冲、43冲、36冲、30冲、27冲、22冲的转台,可使用EU19,EU1’,EU1’-441, EU35,IPT/TSM 19, IPT/TSM 1’模具。
现把菲特P2020压片机同国内一般高速压片机作一些比较,从而所呈现出许多国产同类设备所没有的优点,现从以下几个方面分别进行阐述:1.控制系统相对于国内压片机普遍采用的PLC控制系统具有的反应时间较长,压力数据采集不够精确等缺点,菲特P2020压片机采用广泛应用于航天核电高尖端领域的摩托罗拉VME-bus电脑控制系统,性能稳定,具有极高的安全性,高速、实时数据处理及反馈,可通过与PC连接存盘进行再编程,数据可从操作终端进行输入输出。
由于P2020压片机的压力传感器安装在压轮正下方,当压片机高速运转时,压力传感器对每一个冲进行多点测量,将数据传输到VME-BUS 进行实时处理,如果压力出现偏差,VME-bus经过数据处理后再将信息反馈到伺服电机进行调节,从而可以实现主压、预压及填充量在压片机高速运转状态下的精确调节。
压片机冲模最全汇总贴
压片机冲模最全汇总贴压片机冲模又是最常用的片剂设备压片机上不可缺少的一种附件。
压片机选购之后如何正确地选择合适的冲模也是一件十分重要的工作,在日常不少片剂药厂因冲模选择不当而导致所购的压片机不能正常使用。
使用最新的CAD/CAM 技术,选择高级的合金钢材、卓越的热处理技术以及科学的检测手段来生产各式压片机冲模。
冲模的种类繁多,但我们可以根据所使用设备的不同,材料的不同,标准的不同,形状的不同而加以区分:1.1 按使用的设备不同,有单冲压片机冲模、旋转式压片机冲模、花篮式压片机冲模以及压力机冲模;按制造的材料不同,有合金钢冲模、硬质合金冲模、陶瓷冲模、镀铬、镀钛冲模;国产冲模最常见的合金钢材料为:GCr15,Crl2MoV,CrWuMn,9Mn2V,9CrSi;进口冲模最常见的材料为:A2、O1、S1、S7、PHG.S、PHG-P。
按标准不同,有ZP标准(GB12253.90)冲模、IPT国际标准冲模、EU标准冲模以及各种非标准的专用压片机冲模及电池环冲模;(高速压片机冲模的标准JB/T20080.1-2006(T系列)近期通过会审)单冲的模具压片机冲模因其标准及机器款式不同,有单冲压片机冲模和旋转压片机冲模之分。
单冲压片机和旋转式压片机的冲模根据规格、直径大小、片剂形状的不同又可分为圆形冲模和异形冲模。
圆形冲模:浅弧圆冲、深弧圆冲、斜平圆冲、纯平圆冲异形冲模:除圆形以外的几何形状,诸如椭圆形、键形(胶囊形)、三角形等具体需要什么样的冲模,均可根据需方要求定做。
冲模的材料GrCr15 轴承钢;一般使用轴承钢的大多数是70-80年底的低速压片机,这类压片机主要是精度不搞,旋转速度不快,模具的尺寸精度也不高,容易加工。
目前使用这样的设备在国内体量还是满大的,主要压中药的,因为中药有不同程度上对模具有腐蚀,模具的经常需要更换,在上海的崇明县有专门生产低速模具的厂家,约10多家左右,价格也是非常便宜30-35每副。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Courtoy压片机的新技术与实际应用片剂生产厂家在压片过程中常常会遇到各种各样的问题,如由于颗粒的干湿、松紧不当,或者由于物料批与批之间(甚至同一批物料在不同的压片生产阶段)的物理性质差异,或者由于压片机本身运转发热、冲模磨损等原因,从而产生松片、裂片、药片过硬、粘冲、表面斑点、药片重量硬度不一产生废片等。
这些问题有些可以通过对药粉重新筛分、制粒,或加入适量的粘合剂以及润湿剂,或通过调节压片室温度、湿度控制粉粒性能等方法来解决。
为了确保压片质量,GEA制药集团下属Courtoy(科拓)公司研发了以“空气补偿器”技术及“压轮偏移量”理论为基础的双重控制压片方式,并将运用到实际的压片机当中去。
本文就其理论与应用做一介绍。
1Courtoy 压片机的“空气补偿器”与“压轮偏移量”二项新技术1.1“空气补偿器”技术的引入传统的压片机都是将压轮固定,上下冲头在上、下凸轮导轨的作用下,经过上、下压轮将粉体压制成片剂,其上、下压轮都是固定不动的。
能否把上、下压轮设计成非固定式呢?答案是:引入了空气补偿器(如图1所示)技术后,非固定式压轮压片就成为可能。
“空气补偿器”技术:活塞固定在压轮上,空气补偿器与压轮相连。
活塞在一个充满空气的气缸中可以做往复运动。
空气的压力是预先设定好的,由于活塞的表面积一定,所以压轮向下的压力也是恒定不变的。
即:活塞表面积S = 恒定,空气压力P = 恒定,则压片压力F = P×S = 恒定。
这时,片剂不管厚度有多么不同,但当其经过带有空气补偿器的压轮时,每一个药片所受到的向下的压片压力都是恒定不变的,唯一改变的是活塞在空气补偿器的作用下随着药片厚度的不同上下移动距离不同而已。
这样,就保证了每一个片剂在承受相同的压片压力的同时具有一个相同的粉粒结合度,我们将其称为药片疏松度。
由于压轮在压制粉体的同时,粉体对压轮有一个向上的反作用力,压轮在这个力的作用下会有一个向上的位移。
所以,引入了一个新理论:压轮偏移量。
1.2“压轮偏移量”理论的引入“压轮偏移量”是由于引进了空气补偿器而衍生出来的新的理论,其在本文的原理性描述方面有很重要的地位。
为了更好地解释这个理论,用图2~图7模拟了带有空气补偿器的压片机压片时的6个进程:冲头接触压轮并进入中模→压片力增加→压轮被顶起→压轮最大偏移量→压轮下降压片力减少→冲头离开压轮。
整个压片过程中,压片压力有一个逐渐增加到最大值→保持不变→逐渐减少的过程。
同时,我们看到压轮在物料的反作用力下有一个向上做垂直运动的一个现象,将这个压轮最大移动距离叫做压轮偏移量。
2 Courtoy 压片机的“空气补偿器”与“压轮偏移量”二项新技术在压片机的应用阐述了“空气补偿器”技术及“压轮偏移量”理论后,下面我们来看看这两种新的技术是怎样联系到实际且运用到压片机当中,从而解决了或者大大减轻了传统压片机压片的不完善之处的。
2.1 片重控制片重控制是压片时首先要控制的第一要素。
很难想象片剂的重量如果失去控制,会对我们的片剂生产造成多大的影响。
按照《中华人民共和国药典》规定,平均重量<300 mg的药片,重量差异度需要控制在±7.5%,平均重量≥300 mg的药片,其重量差异度需要控制在±5%。
实际药片的重量差异常会影响片内主药的含量,影响片剂药效。
由于在实际生产当中物料特性随室内的温度、湿度、批次的变化而变化以及压片机冲压模具本身在生产过程中物理特性的改变,从而导致高速运转压片机达到上述要求不是一件容易的事情了。
2.1.1 二种片重控制方式目前,世界上压片机存在的两种片重控制方式如下:(1)压片压力控制。
其是目前典型压片机所用的控制片重方式,即药片的厚度一定,通过测量压片压力来控制药片重量(如8所示)。
在厚度一定的情况下,压片压力与药片的重量不是呈现线性的关系,即(药片重量)×5% ≠ (压片压力) ×5% 。
经过验证,在保持片剂厚度一致的情况下,压片压力与药片重量是一种指数的关系。
(2)压片高度控制。
这是在保证药片疏松度一致的情况下,通过控制压片成型高度来控制药片重量。
这种控制方式有一个前提要求,即要求在药片高度不同的情况下,片子疏松度恒定,这就要求压片压力恒定(如图9所示)。
2.1.2 二种片重控制方式的分析在实际压片生产当中,传统压片机都是在主压处在固定药片厚度的情况下,用压力传感器压力变化来控制压片的重量,即压片压力控制方式。
由于该控制方式中片剂的重量与压片压力不是一种线性的关系,从而导致使用控制压片压力的方式来控制药片重量的方式变的非常繁琐,不易于操作,操作者往往需要花费很多的时间来试出合适的压力,从而易产生很多废片。
而且当粉料物理特性改变时,会导致片剂的重量和硬度的产生不一致,为后续工序以及消费者的使用带来一定的困难。
所以,如何有效地、连续地控制片剂重量以及硬度、崩解时限,尤其是对于一些比较难以压制成型的粉粒就成为传统压片机难以克服的问题。
压片高度控制方式不是由控制压片压力而是用控制药片高度来控制片剂重量,我们看到如果这种高度和重量存在一种比较易于控制的关系(至少不是指数关系),那么就将会导致控制药片重量变得相对比较容易。
而对用这种控制片剂重量的生产方式唯一的要求就是压片压力恒定。
传统压片机由于上、下压轮固定,压片压力必然随着在中模中物料的填充量的改变而改变:物料填充多则压片压力大,药片重量和硬度加大;物料填充少则压片压力小,压片重量和硬度减小。
空气补偿器技术的出现使得“移动”的压轮成为可能,这样作用在每一个药片上的压力不会随着物料填充量的多少而变化,即实现了压片压力恒定。
2.1.3 将空气补偿器运用到压片高度控制压片方式之后药剂重量与高度的关系图10中,左图为预压片高度PCH ,即在压片中为预压阶段控制的压片高度。
右图为引入“压轮偏移量”理论后片剂高度。
相等区域EqAr为相等体积的圆柱体高度。
故药片重量W=物料密度(ρ) ×中模横截面面积(S)×片子高度(Tablet Height)。
其中,片子高度(Tablet Height)= PCH +2EqAr +d。
如图10右图所示。
由此可以推出:W=ρ·S·(Tablet Height)=ρ·S·(PCH +2EqAr +d)= ρ·S·(PCH +2EqAr)+ ρ·S·d令W= k+b d这样f(d)=k+b d,当k以及b为常量时为一元一次线性方程式。
其中,ρ为物料密度,S为中模横截面积,相等区域(EqAr)为等体积的柱形物料高度。
因此,片剂重量与压轮位移量之间的线性关系如图11所示。
在图11中:ρ·S 为斜率, Wn 为片子名义重量(即我们希望药片最终的重量),dn 为压片时理论偏移量,Tol.W为重量上下偏差,Tol.d为压轮偏移量上下偏差。
由图11可以看出:药片的重量与压片时压轮的位移量呈现一种线性的关系,即(药片重量)×5% = (压轮位移量) ×5%,这就为我们控制药片的重量提供了一种非常方便的计算方式,即如果在同一批物料中预减少片子的重量5%,这时只需要通过减少物料填充器的深度,从而减少压轮位移量的5%即可。
反之,如果预增加片子重量也可以通过增加物料填充器深度最终增加压轮位移量来实现。
在实际压片机设计当中,使用一种高精度的LVDT传感器来精确测量这种位移量。
在压片生产当中,同一种物料也会由于批次的不同具有不同的物料特性。
如图11粗线部分,当物料物理特性发生改变时,如由ρ改为ρ’时,设ρ’>ρ,此时物料填充器在中模中填充同一深度的物料,获得相同的压轮偏移dn,而对应的药片重量却由之前的Wn变为Wr,这时我们只需要做的就是减少预压片高度,即由PCH→PCH’。
此时物料填充器相应减少填充物料高度,减少了物料填充量,下压轮相应上升,保持相同的偏移量dn,这时药片最终重量由Wr→Wn,达到我们需要的药片重量,这样不用测量压片压力就解决了由于物料物理特性的改变而引起的片重不一致的问题,该方法方便,快捷,简单易于操作。
可以得出如下结论:(1)片剂重量与压轮位移量是一种线性的比例关系,这为精确的、一致的控制药片重量方面提供了坚实的理论依据;(2)整个片剂的生产过程与模具、冲具的物理特性无关,如冲头模具的发热、磨损等;(3)设备依赖程度更低,产片“放大”功能强大;(4)压片力越低,片剂的重量就越容易控制,精确性以及一致性就越高。
2.1.4 将空气补偿器运用到压片高度控制压片方式的意义将空气补偿器运用到压片高度控制压片方式之后,大大简化了压片机的初始设定时间以及在压片生产当中由于物料的物理特性变化而需要重新设定的时间,无形中增加了实际压片生产时间,减低了工作人员的工作强度以及由此产生的一系列好处,如废片率的大幅降低,物料废率的降低以及生产效率的提高等。
同时,在压片过程当中,不再需要非常大的压片压力就可以将粉料压制成需要达到的要求,相应地提高了设备以及冲模的使用寿命,其特有的“放大”功能更是满足了药厂从小试到中试及到大批量生产的要求,研发周期缩短,使得厂家投入更低,回报周期更短。
2.2 延长压片停留时间压片停留时间在压片机领域当中是一个非常重要的理论,顾名思义就是在高速压片过程中,上、下冲头作用在物料上的力的停留时间。
通常是在上、下冲头在中模中没有上下相对运动时开始计算,在有相对运动时停止。
由于料粉在被挤压的过程中都会有一个“反抗”这种挤压力的表现,如果这种力超过了粉粒之间的结合力,当上冲头抬起离开成型的药片时,则药片很容易因为这种“反抗力”出现裂片的情况。
理论以及实践经验告诉我们,当料粉被挤压成型后的一段时间内,如果能够继续受力,那么产生松片、裂片的可能性呈现抛物线形式大幅下降,这就使得片剂压制成型后在其上停留的时间变的非常重要。
我们希望在药片压制成型后,上、下冲头保持压片姿势时间越长越好,那么这就变相地要求压片时降低压片速度,或者对于压片机制造厂商来说加大压轮直径,只有这样才能生产出符合要求的片剂。
然而,在实际生产当中,都想加快生产速度,在单位时间能生产更多的片剂,而压片机生产厂家也不愿意增大压轮直径,因为这样会导致占地面积更大,增大钢材的耗用量,从而增加生产成本,生产噪音也会相应增加。
现实当中也可以看到为了增加压片速度,很多的压片机生产厂家大幅增加设备尺寸,使得传统压片机有越做越大的趋势。
现在我们看看运用空气补偿器技术给我们带来了什么?在图2~图7中,其实际压片过程是:粉料由料筒通过进给器填入中模,经过刮粉器后在上下凸轮导轨的作用下通过压轮,粉料被压后给压轮一个向上的反作用力,这时由于压轮连接在空气补偿器上,所以当反作用力大于设定的在空气补偿器上的压力以后会推着压轮向上做垂直运动,当这种反作用力与向下的压片压力相等时,压轮则会在某一高度做短暂停留,表现在实际压片中则为压片中有一段时间维持最大压片压力不变,且能够保持一段时间的过程。