JUKI管状供料器
JUKI贴片机的使用教程
贴片机的介绍与使用目录一:贴片技术与贴片机关系讲解二:贴片机的编程循序三:贴片机的保养目的贴片技术与贴片机关系讲解(一)X-Y 与Z轴X-Y 定位系统是评价贴片机精度的主要指标,它包括传动机构和伺服系统;贴片速度的提高意味着X-Y 传动机构运行速度的提高而发热,而滚珠丝杆是主要的热源,其热量的变化会影响贴装精度,最新研制的X-Y 传动系统在导轨内设有冷却系统;在高速机中采用无磨擦线性马达和空气轴承导轨传动,运行速度做得更快。
西门子贴片机是采用同步带-直线轴承驱动,该系统运行噪声低,工作环境好。
X-Y 伺服系统(定位控制系统)由交流伺服电机驱动,并在传感器及控制系统指挥下实现精确定位,因此传感器的精度起关键作用。
位移传感器有园光栅编码器、磁栅尺和光栅尺。
1.园光栅编码器园光栅编码器的转动部位上装有两片园光栅,园光栅由玻璃片或透明塑料制成,并在片上镀有明暗相间的放射状铬线,相邻的明暗间距称为一个栅节,整个园周总栅节数为编码器的线脉冲数。
铬线的多少也表示精度的高低。
其中一片光栅固定在转动部位作指标光栅,另一片则随转动轴同眇运动并用来计数,因此指标光栅与转动光栅组成一对扫描系统,相当于计数传感器。
园光栅编码器装在伺服电机中,它可测出转动件的位置、角度及角加速度,它可以将这些物理量转换为电信号舆给控制系统。
编码器能记录丝杆的放置数并将信息反馈给比较器,直至符合被线性量。
该系统抗干扰性强,测量精度取决于编码器中光栅盘上的光栅数及溢珠丝杆导轨的精度。
2.磁栅尺由磁栅尺和磁头检测电路组成,利用电磁特性和录磁原理对位移进行测量。
磁栅尺是在非导磁性标尺基础上采用化学涂覆或电镀工艺在非磁性标尺上沉积一层磁性膜(一般10~20um)在磁性膜上录制代表一定年度具有一定波长的方波或正弦波磁轨迹信号。
磁头在磁栅尺上移动和读取磁恪,并转变成电信号输入到控制电路,最终控制AC伺服电机的运行。
磁栅尺的优点是制造简单、安装方便、稳定性高、量程范围大,测量精度高达1~5um,贴片精度一般在0.02mm。
JUKI KE2050&KE2060相关资料

怎样发这些资料KE2050/KE2060给大家分享为了安全使用机器I1 XY装置1-11-1.同步皮带的更换和张力调整1-11-1-1.同步皮带XM1-11-1-2.同步皮带XB1-31-1-3.同步皮带YM1-61-1-4.同步皮带YB1-71-2.各皮带轮的更换1-101-2-1.皮带轮XA的更换1-101-2-2.皮带轮XM(X马达组件)的更换1-101-2-3.皮带轮YA的更换1-101-2-4.皮带轮YM(Y马达组件)的更换1-101-2-5.皮带轮YB的更换1-101-3.伺服马达的更换1-111-3-1.X马达的更换1-111-3-2.Y马达的更换1-111-4.电磁标尺的更换1-121-4-1.电磁标尺安装位置1-121-4-2.电磁标尺的盖子1-141-4-3.传感器头和后通路的间隙(Y轴)1-161-5.限制传感器、X轴原点附近传感器的更换1-171-5-1.X轴限制传感器、X轴原点附近传感器的更换1-171-5-2.Y轴限制传感器的更换1-181-6.原点传感器的更换1-191-6-1.X轴1-191-6-2.Y轴1-191-7.塑料导轨的更换1-201-7-1.X轴塑料导轨的更换1-201-7-2.Y轴塑料导轨的更换1-211-8.XY塑料导轨束线的更换要领说明1-22 1-8-1.拆下X电缆1-221-8-2.在电缆上作记号(X)1-241-8-3.电缆的装配1-251-8-4.电缆粘连部的分离1-271-8-5.拆下Y轴电缆1-281-8-6.给Y轴塑料导轨作记号1-281-8-7.电缆支座的装配1-291-8-8.贴片头周围的配线1-342 贴装头装置2-12-1.贴装头装置的更换和更换后的调整2-1 2-1-1.LNC贴装头2-12-1-2.IC贴装头2-32-2.马达的更换2-42-2-1.Z马达(LNC贴装头)2-42-2-2.θ马达(LNC贴装头)2-62-2-3.Z马达(IC贴装头)2-82-2-4.θ马达(IC贴装头)2-102-3.Z传感器的更换2-112-3-1.LNC贴装头2-112-3-2.IC贴装头2-122-4.激光传感器的更换2-132-4-1.LNC60的更换2-132-4-2.触点传感器的更换2-142-5.贴装头提升气缸的更换2-162-6.皮带的更换2-182-6-1.LNC贴装头2-182-6-2.IC贴装头2-192-7.Z滑动轴的更换2-202-8.更换后重新调整项目一览2-213 贴装头周边3-13-1.推顶器的更换3-13-2.坏标记传感器的更换3-23-2-1.传感器部3-23-2-2.传感器高度的调整3-23-2-3.放大器部3-33-2-4.光学纤维往放大器的安装3-33-2-5.坏标记传感器组件的开关设定3-43-3.HMS的更换3-43-3-1.HMS头部的更换3-43-3-2.放大器的更换3-53-3-3.贴标签3-53-3-4.HMS高度调整3-63-4.贴装头电路板的更换3-73-4-1.贴装头主电路板的更换3-74 OCC装配4-14-1.OCC装配件更换4-14-2.CCD摄像机、镜头的更换4-24-3.OCC同轴/角度照明电路板组件的更换4-3 4-4.滤光镜的更换4-44-5.对焦调整4-64-6.OCC照明的光亮调整4-74-7.更换后的重新调整一览4-75 基板传送装置5-15-1.传送皮带的更换5-15-2.传送皮带轮的更换5-25-2-1.传送皮带轮A组:E21117150A05-2 5-2-2.传送皮带轮B组:E20897210A05-2 5-3.IN/OUT马达的更换5-35-4.CENT马达的更换5-45-5.IN/OUT传感器的更换5-55-6.WAIT传感器的更换5-65-6-1.光纤部的更换5-65-6-2.放大器的更换5-75-7.STOP/C.OUT传感器的更换5-85-8.止动器缸筒的更换5-95-9.支撑台原点传感器(BU原点传感器)的更换5-10 5-10.T-PIN传感器的更换(选购品)5-115-11.推顶器Y缸筒的更换(外形基准)5-125-12.推顶器X缸筒的更换(外形基准)5-135-13.减压阀的更换5-135-14.中心销的更换5-145-15.支撑台马达的更换(BU马达的更换)5-155-15-1.转矩架和支撑台马达的间隙5-155-15-2.BU驱动用同步皮带的张力调整5-165-15-3.BU台的平面调整5-175-16.BUENC的更换5-185-17.后备止动器(CE机)5-196 CAL块6-16-1. CAL基板组的更换6-16-2. 更换取出器6-27 ATC7-17-1. 气缸的更换7-17-2. ATCOPEN/CLOSE传感器的更换7-47-3. 速度控制器的调整7-48 VCS8-18-1. CCD摄像机、镜头的更换8-18-2. 标准VCS→选购品VCS变换气缸的更换8-38-3. 各照明基板的更换8-48-3-1. 透过照明基板、同轴照明基板8-48-3-2. 下方照明基板、侧照明基板8-59供料器・一次更换台车(选购品)9-19-1. 整体图9-19-2. 驱动器气缸的更换9-29-3. 驱动器气缸的速度控制调整9-49-4. 供料器基板、供料器I/F基板的更换9-59-5. 供料器上升气缸的更换9-69-6. 供料器提升气缸的速度控制调整(选购品、一次更换台)9-7 9-7. 供料器UP检测传感器的更换(选购品、一次更换台)9-8 9-8. 选择器的更换(选购品、一次更换台)9-99-9. 辊拨杆的更换(选购品、一次更换台)9-1010 空气机器10-110-1. 数字压力开关的更换10-110-1-1.数字压力开关的调整10-110-2. 滤清器的更换10-311 SW类11-111-1.按键开关的更换11-111-2.紧急停止开关的更换11-211-3.护罩打开开关的更换11-311-3-1.开关主体11-311-3-2.操作键11-411-4.按键开关(CE对应机)11-512 供料器跳起传感器的更换、调整12-113 其它机器13-113-1.CRT(视觉监视器)的更换13-113-2.FDD的更换(选购品)13-213-3.LCD监视器的更换13-313-3-1.LCD监视器的更换13-313-3-2.LCD监视器背灯的更换13-613-3-3.RS232C CHANGE PCB ASM的跨接设定13-713-3-4.选购后置监视器(REAR MONITOR OPTION)时的设置及连接13-8 13-4.系统盘的更换13-1013-4-1. SSD的更换13-1013-4-2. HDD的更换方法13-1213-4-3. BIOS的设定13-1313-4-4. 网络的设定(与HLC通讯时设定)13-1613-4-5. KE2000系列系统程序和Flexline DB的安装13-2513-4-6. 系统版本升级要领13-3414电气部14-114-1.电气部的布局14-114-1-1.各部的名称14-114-2.底座上部的布局14-214-2-1.各部的名称14-214-3.电源装置14-314-3-1.電源装置的构成14-314-4.控制装置14-1214-4-1.控制装置的构成14-1214-4-2.CPU基板(40044475) 14-1414-4-3.定位板(40044540)14-1514-4-4.IEEE1394A电路板(40044519)14-1614-4-5.母线联桥接口(40003313)14-1714-4-6.SAFETY基板(40044553) 14-1814-4-7.BASE FEEDER 基板组(40001941)14-2214-4-8.I/O控制基板组件(40001943)14-2414-4-9.LIGHT CTRL基板组件(40001904)、LIGHT CTRL基板(50)组件(40001918)的调整14-2514-4-10.IP-X3R电路板组A(40052359,KE-2070用)、IP-X3R电路板组B(40052360,KE-2080用)14-2614-4-11.XY中继电路板(40044557)14-2714-5.XY装置14-2814-5-1.XY装置构成14-2814-5-2.XY伺服放大器的显示器显示14-2914-6.Z/θ装置14-3014-6-1.Z/θ装置的构成14-3014-6-2.LED显示14-3114-7.传送装置14-3214-7-1.传送装置的构成14-3214-7-2.CARRY中转基板的调整14-3914-7-3.步进驱动器的调整14-4014-8.贴装头装置14-4214-8-1.贴装头装置的使用基板14-4214-8-2.贴装头部基板的调整14-4214-9.护罩关系14-4714-9-1.操作装置的构成14-4714-9-2.操作电路基板组件(40001953)、操作电路基板组件[EN] (40001954)的跨接设定14-4714-9-3.操作SW电路基板开关的安装14-4914-10.UPS(40003292)14-5514-10-1.确认UPS电池(E9659729A000)电压14-5514-10-2. UPS电池的更换14-5614-11.AC输入装置保险丝的更换方法14-5915 自動基板幅調整15-115-1.AWC支架的组装15-115-2.向主体的安装15-215-2-1.AWC支架的安装15-215-2-2.AWC支架的安装15-315-3.原点SW.配件的安装15-415-4.支撑销检测传感器15-515-4-1.支撑销检测传感器的安装15-515-5.支撑销检测传感器的束线15-715-5-1.支撑销检测传感器的安装(束线) 15-715-5-2.支撑销检测传感器的安装(束线) 15-815-6.传感器调整15-915-7.驱动器支架的安装15-915-8.驱动器的设定15-1015-9.支撑销探测头的安装15-11 16供料器部位标尺16-116-1. FPI(前)的拆卸16-1 16-2. FPI(后)的拆卸16-2 17 KE2070/2080夹具表17-1。
JUKI维修经验
JUKI维修经验我们提高生产速度的改善,希望对大家有帮助呀.上个月,老大要求我们对生产线的速度改善提升,我们的生产型号有两个IC,其余都是1005的CHIP,编辑程序的时候把IC用2060的右头生产,由于CHIP用FF05HP(占两个料位)而IC用12MM的供料器(占3个料位),所以存在一个8.5MM的偏差,导致2060的5个头(4L+1R)不能同时吸取料.因此首先人为的要求5个头一起吸取,把12MM供料器的供料位置向优化的位置调整,非正常的调偏,导致料位配合在允许的范围内,结果5个头同时取料,效率提升了7%呢,JUKI2000系列程序经验贴在JUKI2000系列的贴片机中,设备的稳定性还算理想.出现问题常常都是操作不当或经验不足所造成!除了这些,我想很有必要谈一谈程序的制作和效率!在设备正常的情况下,怎样提高效率是我们工程人员必须思考的问题,针对JUKI2000,我认为有几点非常重要:1.认真培训好你的操作员.在这之中包括他们对设备的操作,技巧的应用,物料的更换等等!例如,很多操作往往是可以使用键盘操作的,刚开始比较慢,但习惯之后效果非常明显:某站报警(不卷带或过接料带时),这时在没有托盘IC 的情况下完全可以按暂停后把料带搞好马上操作完全补充元件,这样到最后就会再停下来报警;某站本应同时吸取的没同吸,这时在吸到那一站时马上按停止可以用HOD移动吸取坐标,直到同吸,不用去编程里调;物料的进位可以根据料带上的进位孔来算(一个孔是4个MM),这样就不会把大飞达的进位搞错而浪费时间处理了.......2.做好你的数据库.在我去过的很多工厂面试(只面试并没去工作,因为这样我觉得我可以知道我哪一方面不足)中,他们的数据库基本上是不使用的,其实JUKI的数据大有必要使用,即使你是离线编程!因为在转线或者特殊情况时,你是要在线上调试或做程序的,数据库可以帮你减少三分之二的时间.但我不主张用JUKI原有的数据库.那太多了,你找都找不来,还不如自己动手.要根据自己的产品做一个最理想的数据库.当然0402 0805 1206 三极管二极管这是必须要的!另外IC等特殊物料可根据常做产品而定,数据库里的包装不需要太多,常用就可,太多你找都找不来,哪还会省时间呢?数据库里的东西要最理想化,不要吸嘴,速度不理想而生产时又改,这样就失去了数据库的意义了!在2050下克隆成2060的方法这些天,我们公司仅有一台的2060硬盘出现了故障.现将处理方法与大家分享.星期天早上由于突然停电,我们公司一台2060在UPS失灵的情况下自动关机.后来开机时出现兰平,上面显示一联串的数字,后来确定为硬盘故障,由于公司仅有一台2060.无法在其他机器上GHOST过来,没办法,先想把硬盘接在台式电脑上进行修复,但还是不能修复.后来采用recovermyfile软件读出了硬盘上的文件,意外的发现上面有JUKI2060的安装软件的备份,于是,就采用了以下的思路对2060进行了处理,1、首先,准备一个新的硬盘,2,在一台同操作系统为NT的2050上对硬盘进行成功GHOST3.将GHOST的硬盘上的有关JKUI2050方面的文件全部给删了,大家在删文件时可千万要悠着点,不要错删或多删,否则有可能不能成功引寻2060系统,只在将目录为JUKI下面的给咔嚓了就行了,尽量少删,DB文件尽量保住,以便在安装2060系统后能使用此DB.当然,不小心删了也没多大关系,DB在论坛上有,下一个安装下也行.4、将JUKI2060的备份系统文件拷到目标硬盘上,5、将GHOST的盘接在2060上启动到操用系统NT下6、安装JUKI2060的系统文件,7、导入机器参数。
JUKI基本操作及程式制作

十二﹒FEEDER 前后兩個平台
放置FEEDER
使FEEDER自動送料
FRONT(前面)
REAR(后面)
二.基本操作
調機(一)
1.用鍵盤上的ALT鍵將光標激活. 2.選擇4/setup下的4/ manual control…. 并打開.ent contol of conveyou…. 4.出現以下畫面:
(×)stop pin
( )support plate . . .
ON OFF ON/OFF
State . . . . . .
EXIT
基本操作
調機(二)
5.將光標用TAB鍵移動到 (×)stop pin 上,再將光標移動到 上O按N下Enter鍵升起stop pin . 6.用同樣的方法將貼片平台上下來調整PCB的固定邊的PIN. 7.調整完后請按正常步驟退出,也就是將光標移到EXIT上 按下ENTER鍵.
3/prod
4/setup
5/maint
……
選取主畫面的file命令﹐在彈出的下拉式菜單中選取new命令即 可完成新建一個程式﹒按下enter后它會自動進入PWB DATA
PWB 基本參數(一)
程式地址
PWB 基本參數(二)
寫完后按OK
PWB 基本參數(三)
Pwb size:板的長和寬. Hole referencn:孔定位的坐標. Pwb layout offset:參考點與板邊的距離 Circuit layout:單片的大小. Circuit layout offset:第一連片到連
注意:退出后會提示要不要優化和存檔直接按ENTER. 程式編寫我們到此告一段落,下面我們了解一下生產情況。
Juki 機生產模式
JUKI 配置的说明

CF081P
适用于0603,0805,2012等封装形式为8mm 纸带的所有元件 适用于二极管,三极管,钽电容等用8mm塑料带封装的元件 **CF081E可兼容CF081P,但CF081P不可以兼容CF081E 也就是说同时适用于0603,0805,2012等用8mm纸带封装的元件 适用于所有用12mm塑料带封装的元件 适用于所有用16mm塑料带封装的元件 适用于所有用24mm塑料带封装的元件 适用于所有用32mm塑料带封装的元件 适用于所有用44mm塑料带封装的元件 适用于所有塑料管包装的元器件,而不管元件的尺寸大小或封装类型 适用于所有托盘包装的元器件,而不管元件的尺寸大小或封装类型 *备注:可自制或者购买仿制品。自制类型有很多种,最多的类型可放 置4个托盘,也就是说用这种方式,1台机器最多贴4种托盘包装的元件
CF081E
FF12FS FF16FS FF24FS FF32FS FF44FS SF70ES
托盘支架 *自制
Байду номын сангаас
托盘装元件供料器,适用于托盘包装的QFP, BGA, CSP, PLCC, 连接器等元件
5). [OTHER OPTIONAL ACCESSORIES ] (其他选件) HMS HEIGHT MEASUREMENT SYSTEM (HMS) ASM 高度测定装置。用于测量供料 这是JUKI的一项专利,可快速并精确测出所需的Z轴高度,即进行三维 器上元件的Z轴高度, 即吸取深度,并将所测数值自动记入吸取数据信息中. 测量。特别是目前小尺寸元件的大量使用,这个功能尤为重要。 不间断电源。 在突然断电时,可以保证系统软件的继续运行,以便保存生产程 KE2050/KE2060机器的UPS是标准配置,FX-1R机器是选购件。 序和正常关机退出。可以保护KE2050/KE2060的硬盘不受损伤。 因为FX-1R的硬盘是采用闪存芯片,突然断电不会损伤硬盘。 是除标准配置摄像机以外的一个选购件。如果没有如左边所列的细间距 的QFP或BGA,则不用选购
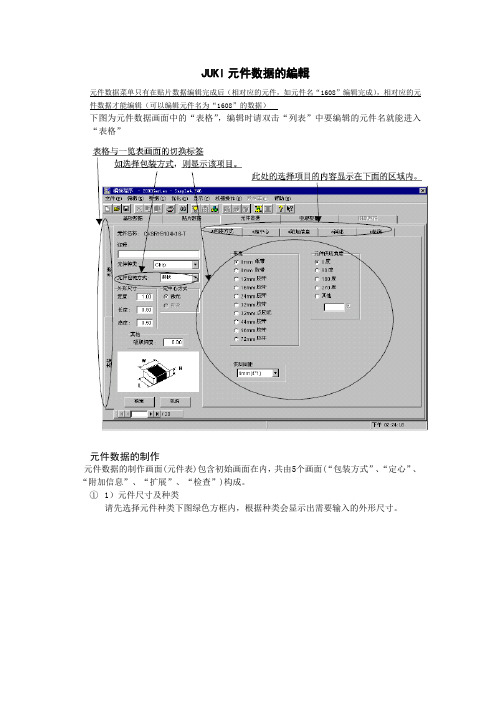
JUKI元件数据的编辑
HOD : XY 位 置 示教 用 的 CAMERA, Z 轴用的 HMS 请不要选错 否则无法示教
HMS 时只看“Z”,X Y 数据不用看。
使用特殊吸嘴时需要设置 (通常情况下不用设置)
接上页 元件拒绝
注:由于附加信息中“试打“和“元件忽略”需要结合贴片数据中的“试打”和“忽略”联 系起来,所以下面一起解释。
2)编辑生产程序中的元件忽略(SKIP),试打设置 元件忽略分为忽略位号,整元件忽略(既 SKIP) 如:料名为 1608 此料所贴位置为 C1。C2。C3 贴片数据中的“忽略位号”—— 需要跳贴 C2,此位号 C2 跳贴后 C1,C3 在以后的生产中 还继续贴装,即此料 1608 还是要用到。
① 1)元件尺寸及种类 请先选择元件种类下图绿色方框内,根据种类会显示出需要输入的外形尺寸。
长 宽 高 输 入 处
元件种类选择
选择元件种类后,请根据 下图中,要求的“长宽高” 输入外形尺寸
2)元件包装方式和定中心方式选择 从显示的包装方式一览表中选择元件供给装置的种类。需要进行变更时,请从下拉 式一览表中选择元件包装方式。
按检查(F10)进入图象识别
④ 检测后如果通过则在检查结果中显示 OK,反之则显示 NG,在下方的注释中会给你 说明
检测结果:OK 为通过 如果 NG 可以在注释中查看错误信心 根据信息去调整相关数据
检查退出后,会弹出此询问菜单, (是否归还元件),根据情况选择。 (通常选“是”)
3) 控制 如果图象识别没有通过,可能涉及到很多方面,下面图象控制数据中的也有些数据会影响 到图象识别。
JUKI2050贴片机操作指引

JUKI2050贴片机操作指引1.准备工作在使用JUKI2050贴片机之前,确保你已经完成以下准备工作:-根据JUKI2050贴片机的安装说明,将设备正确地安装在工作台上。
-确保设备的电源已经连接,并且通电开机。
-连接必要的导线,如平行线、气动线等。
2.软件设置-打开JUKI2050贴片机软件,选择正确的设备模型。
-在软件中设置并校准设备的各项参数,例如纸带尺寸、胶水厚度等。
-载入需要贴片的电子元件的CAD文件,确保软件正确识别并显示元件。
3.贴片准备在开始贴片之前,需要进行一系列的贴片准备工作:-安装正确的贴纸供料器头,确保它能顺利供料。
-在电子元件的容器中,放置相应的贴纸带,确保它们能够顺利供给贴片机。
-根据贴片工艺流程,准备好所需的胶水、焊锡等附加材料。
-通过电脑软件确定贴片机需要使用的制程程序。
4.调整设备参数在进行第一次贴片之前,需对贴片机的参数进行调整:-使用机器软件选择要贴片的CAD文件,并根据需要对元件位置和旋转等参数进行微调。
-导入校准文件或进行设备校准,确保设备能够准确识别电子元件的位置。
-设置贴片机的运动速度和准确度,并确定贴片顺序和方式。
5.进行贴片完成准备工作后,可以开始进行实际的贴片操作:-将待贴片的PCB板放置在设备的工作台上,并确保其位置准确。
-启动设备,贴片机将自动识别电子元件的位置,并进行相应的操作。
-在贴片过程中,要注意观察设备是否正常运行,以及元件是否准确粘贴。
-如果需要同时进行多个贴片任务,可以通过机器软件设置贴片机的工作任务和顺序。
-完成贴片后,及时清理设备,保持其正常运行和使用寿命。
6.故障排除在贴片机操作过程中,可能会遇到一些问题和故障,需要及时进行排除:-如果贴片机在贴片过程中出现错误或停止工作,请立即停机并检查设备是否正常。
-根据设备的错误提示和故障代码,找到相应的故障解决方法,修复设备。
通过以上步骤,你可以有效地使用JUKI2050贴片机进行贴片操作。
JUKI 培训资料1

JUKI SMT生产线培训资料(深圳福好运)目录一、培训计划二、培训内容1.安全生产2.操作规程3.工艺规程注意:本资料仅供参考,详细内容以JUKI公司提供的设备说明书为准。
SMT生产线培训计划1. SMT生产线的组成:KL205上板机KS1700印刷机KE750贴片机KE760通用贴片机KZ115检测段KR310N回流焊KU205下板机2. 培训的主要内容:2.1设备的操作规程包括安全注意事项、设备按钮的功能说明、操作步骤、设备的日常维护、重要的注意事项(简要)2.2 SMT工艺流程包括各工艺的工艺规程安全生产一、人身安全实际使用贴片机和附属装臵的操作人员以及保养、维修人员为了避免发生人身伤害事故,须注意以下事项:1.为了防止触电事故,在打开电源的情况下请不要打开电器箱。
2.为了防止人身伤害,请不要在卸掉安全外罩、装臵等情况下运转机器。
3.为了防止人身伤害,请不要把头发、衣服等卷进传送带链条中。
4.工作中不要戴手套。
5.为了防止人身伤害,维修时(加油、调整、日常维修)请关掉电源。
6.为了防止人身伤害,请在供电电路上安装漏电断路器。
7.机器运转时,注意手不要碰到驱动部分。
8.为了防止炎症,皮肤皱裂,如果眼睛或身体上沾到润滑油请立即清洗。
9.为了防止突然启动造成事故,维修之前请卸掉空气供给源的管子,排放出内部的空气后再进行维修。
10.为了防止人身伤害,进行修理、调整、更换零件的作业后,请一定确认螺丝、螺母是否拧紧。
11.拔掉电源时,请手拿插头,不要拿电线拔。
12.机器运转时,请不要将身体探入机器内。
二、设备安全1.发生异常、故障或停电时,请立即关掉电源。
2.机器抬起或移动时,请注意不要让机器翻倒或倒下。
3.为了避免机器在工作中移动发生事故,请把脚轮固定锁紧。
4.设备应水平放臵。
5.为了防止触电、漏电、火灾事故,机器工作中请不要对电缆施加力量。
6.为了防止因不熟练造成的事故,请由熟悉机器的维修人员来修理、调整机器。
JUKI KE-760

序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 参数对象 温度 湿度 电源供给 电源功率 空气供给 最大输出产能8mm供料器 贴装精度X/Y 贴装精度角度 元件范围 最小元件厚度 最大元件厚度 没有吸嘴时真空值 适合基板尺寸(最小) 适合基板尺寸(最大) 基板限制条件 最大搬运能力 基板厚度 基板传输方向 基板传输高度 基板定位方式 镭射的曲线值 标准参数 15-35°C 20-95% (不结露) AC220伏 单相,50/60HZ, 2.5KW 0.5±0.05Mpa 11250/CPH 方形片±0.1mm,BGA±0.2mm(±0.02mm KE-760用视觉时) 0ቤተ መጻሕፍቲ ባይዱ05° SMD 1.0×0.5mm-40×40mm 0.3mm 10.5mm -140~-200mmhg 50×30mm 330×250mm 基板搬运方向上的元件与基板边缘3mm内不能贴装元件 1kg 0.4mm-4mm 从左到右 900mm±20mm 基板厚度H≥1.0mm时,边缘夹具定位PCB,基板厚度<1.0mm时, 加设顶针 90~160 Pixel 备注
制表:
审核:
JUKI贴片机百科

JUKI自推出扩大贴装元件范围的简单、引进顺利的精巧、高速、高效能通用贴片机“JX-200”。
该机适于用拟将手工贴装及手工插件的工作切换到使用贴片机贴装的用户。
新产品“JX-200”以当前热销的精巧、高速、高效能贴片机JX-100为基础,加上了JUKI 独特的激光识别功能,并在标准配备了图像识别功能,因而可以识别从芯片元件到33.5mm 方形小型密间距IC以及各种特殊形状元件的贴装作业,扩大了贴装范围。
该机型除可生产尺寸为410mm×250mm的标准基板外,还可通过使用选购件,生产用于LED等产品中的尺寸达800mm×250mm的长尺寸基板。
此外,该机型中采用触摸屏,可确保初次导入贴片机的客户也能通过简单明了的视觉效果掌握机器的使用。
“JX-200”体积之小巧在业内亦属首屈一指,只需一台贴片机就可完成从芯片元件到特殊形状元件的贴装;并且可用于生产长尺寸LED基板, 具有卓越的通用性。
该机型的主要特性如下:出色的通用性备有JUKI独特的识别功能——激光识别功能。
并标准配备摄像装置,可实现图像识别,从而扩大了可贴装元件的范围;贴装范围广,支持从芯片元件到33.5mm方形小型密间距IC 以及各种特殊形状元件等的贴装作业。
芯片元件贴装速度18,050CPH(0.199秒/芯片:最佳条件;IPC9850条件:13,900CPH)、IC元件贴装速度可达4,400CPH。
简单的操作性采用GUI(图形用户界面),操作画面采用简单易懂的视觉触摸屏,初学者也可轻松操作。
通过公认的数据制作简单性能,可以缩短熟练时间,确保顺利导入设备卓越的经济效益外形尺寸为宽1,455mm×纵深1,295mm×高1,460mm、重约1,000㎏,体积小重量轻,可节省作业空间。
额定功率为1.6 kV A,设计中充分考虑到了节电。
吸嘴及带式供料器、生产数据与上一代机型具备兼容性,可确保有效运用资产。
JUKI_贴片机操作指引
JUKI_贴片机操作指引JUKI贴片机是一种用于电子元件贴装的设备,能够高效地将电子元件精确地粘贴在电路板上。
本文将详细介绍JUKI贴片机的操作流程和注意事项。
一、操作前的准备工作1.确保贴片机的电源已连接并打开,检查设备是否正常工作。
2.准备好需要贴装的电子元件和电路板。
二、设置设备参数1.打开贴片机的控制面板,进入设置界面。
2.根据需要贴装的电子元件的尺寸和类型,设置相应的参数,包括贴装速度、吸嘴吸力、贴装定位数据等。
3.保存设备参数,确保在下次使用时可以直接加载。
三、加载电路板和元件1.将电路板放置在贴片机工作台上,并将其固定好,以防其移动。
2.按照元件的封装类型和规格,选择合适的吸嘴,并将其安装在贴片机的吸嘴头上。
3.将需要贴装的元件按照正确的方向放在供料器中,并确保其排列整齐。
4.启动设备,使其自动将元件从供料器中吸取,并精确地放置在电路板上。
四、监控贴片过程1.一旦设备开始工作,应密切监控贴片过程,确保元件的贴装位置准确无误。
2.如发现贴装错误,例如元件位置偏移、缺失或倾斜,应立即停止设备工作,并进行相应的调整。
3.贴片过程中需定期清理吸嘴和设备工作区域,以防元件堵塞或污染。
五、完成贴装并检查1.当所有元件贴装完成后,关闭贴片机并将电路板取出。
2.仔细检查贴装效果,确保所有元件已正确贴装,无误操作或缺失。
3.如发现贴装问题,应追踪到具体元件,重新贴装或更换。
4.检查完毕后,可以进行一轮功能性测试,确保电路板能正常工作。
六、注意事项1.操作贴片机时需佩戴静电手套,以防止静电对元件产生损害。
2.在更换元件尺寸或类型时,需重新设置设备参数,以确保贴装的准确性。
3.定期清洁设备和更换吸嘴,以保持贴片机的正常工作。
4.注意操作过程中的安全,避免手指触碰设备运动部件。
5.如需长时间放置贴片机不用,应关闭电源并进行适当的维护。
七、故障排除1.如出现贴装错误或设备故障,应先停止设备工作,检查设备和元件是否存在问题。
JUKI系列机器性能参数列表

JUKI系列机器性能参数列表!FX-1R为对应高速贴装采用先进的线性马达、独特的HI-Drive机构即继承了模块式贴片机的传统理念,又实现了高速贴装的贴片机。
合理调整各个部位,提高了实际贴装速度。
■33,000CPH:芯片(最佳条件)/ 25,000 CPH:芯片(IPC 9850)■激光贴片头×2个(8吸嘴)■0603(英制0201)芯片~20mm方形元件、或26.5×11mm0402(英制01005)芯片为出厂时选项※贴装速度条件不同时有差异基板尺寸L基板用(410×360mm)○元件尺寸激光识别0603芯片(英制0201)芯片~20mm方元件或26.5×11mm*1元件贴装速度芯片元件33,000CPH*2(最佳条件)25,000CPH(IPC9850)元件贴装精度激光识别±0.05mm元件贴装种类最多80种(换算成8mm带)装置尺寸(W×D×H*3)1,880×1,731×1,490mm重量约2,000kg图片:KE2050R适用于小型元件的高速贴装。
作为模块理念的单模块,可以根据生产能力组成灵活的贴片机生产线。
■13,200CPH:芯片(激光识别/ 实际生产工效)■激光贴片头×1个(4吸嘴)■0603(英制0201)芯片~20mm方形元件、或26.5×11mm0402(英制1005)芯片为出厂时选项※贴装速度条件不同时有差异基板尺寸M基板用(330×250mm)○L基板用(410×360mm)○Lwide(510×360mm)○E基板用(510×460mm)*1○元件尺寸激光识别0603芯片(英制0201)芯片~20mm方元件或26.5×11mm(0402(英制01005)芯片需要选项)*5元件贴装速度芯片元件13,200CPH*2元件贴装精度激光识别±0.05mm元件贴装种类最多80种(换算成8mm带)装置尺寸*3(W×D×H*4)1,400×1,393×1,440mm重量约1,400kgKE2070适用于高速贴装小型元件的贴片机。
SMT-JUKI贴片机常见问题及解决方法,你值得拥有!

SMT-JUKI贴片机常见问题及解决方法,你值得拥有!展开全文一、JUKI贴片机元件吸取不良/识别错误处理方法1、JUKI贴片机抛料:操作员俗称。
实际细分为两类:吸取不良和识别错误2、吸取不良识别错误区分:吸取不良:元件未吸取或吸取后掉落。
元件一般会在料仓或供料器附近。
识别错误:元件在激光器/照相识别过程中发生错误,将元件抛至回收装置(弃料盒)。
3、吸取不良处理措施:吸取坐标:示教吸取坐标,吸取坐标中心为料仓中心。
供料器问题:通过更换供料器方式可快速判断。
更换供料器请注意更换现用的同型号、同包装、同进位的供料器,以确保判断的准确性。
吸嘴问题:按下停止按钮停止生产,检查放回的吸嘴。
损坏或动作不良请联系维修。
二、JUKI MTC E063:Head Err现象:MTC吸嘴Z轴下降后不上升。
手柄报警“E063:Head Err”故障判断:Z轴气缸下降端磁性传感器已触发。
由“近及远”判断顺序1,吸嘴滑轨问题阻力大;2,气缸故障(一般为密封圈漏气);3,电磁阀故障;4,控制部分问题;首先判断Z轴滑轨,手动动作上升下降正常,排除。
判断气缸,再次报警时气缸应该回收,所以下端气管应有压缩空气,上端无压缩空气。
拔掉上端气管发现有气体从气缸漏出。
故判断气缸密封圈漏气。
后面的问题也就不用判断了。
下一步要拆卸气缸,使用密封油脂密封气缸密封圈。
拆卸过程遇到顶丝难拆卸,此时不要暴力拆卸容易弄滑顶丝造成维修难度扩大。
使用热风加热顶丝部分使螺丝胶失效后方便拆卸。
不过这个顶丝到最后发现是不用拆的。
卸下气缸将气缸密封圈涂抹油脂后恢复!OK三、JUKI贴片机激光器脏相关报警及擦拭方法激光器相关报警信息:1,吸嘴姿势错误吸嘴长度超过0.3mm 请取下吸嘴上的不详物2,元件废弃失败(废弃异常)3,因Z轴下降无法移动Xy轴4,在Z轴带回了贴片元件5,因吸嘴安装姿势不对,不能放回吸嘴6,吸嘴上可能附有元件,无法归还吸嘴7,吸嘴测定的吸嘴宽度与设定的不一致8,返回原点时报E601201 Z轴错误:因Z轴下降,9,不能移动XY轴放回吸嘴后,检查吸嘴是否存在时发现阴影四、Z 轴归零时报 Return to home has not been completed原因分析: 1.Z 轴马达损坏处理方法: 1.更换.Z 轴马达,如下图所示原因分析: 2.Z 轴马达皮带损坏处理方法: 2.更换.Z 轴皮带马达原因分析: 3.NOZZLE OUT SHIFT 轴杆弯曲处理方法: 3.更换 NOZZLE OUT SHIFT 轴杆弯曲,如上图所示原因分析: 4.Z 轴马达控制卡处理方法: 4.更换 Z 轴马达控制卡二.X 轴和 Y 轴归零时有异响,且报 Return to home has not been completed 原因分析: 1.X 轴和 Y 轴马达损坏(各有两只). 处理方法: 1.更换.X 轴和 Y 轴马达,如图下所示原因分析: 2.X 轴和 Y 轴马达皮带损坏处理方法: 2.更换 X 轴和 Y 轴皮带马达,如上图所示原因分析: 3.X 轴和 Y 轴线性磁尺(光学尺)损坏处理方法: 3.更换 X 轴和 Y 轴线性磁尺(光学尺)损坏,如下图所示原因分析: 4.X 轴和 Y 轴 INCODE 损坏处理方法: 4. X 轴和 Y 轴 INCODE 损坏,如上图所示原因分析: 5.X 轴和 Y 轴马达电源卡损坏(没有供给 x 轴和 Y 轴马达电压)处理方法: 5.更换 X 轴和 Y 轴马达电源卡原因分析: 6. X 轴和 Y 轴马达控制卡损坏处理方法: 6.更换 X 轴和 Y 轴马达控制卡五、MARK CAMERA 无法读取机器的原点原因分析: 1.CAMERA 不亮处理方法: 1.检查 CAMERA 的电源线,接口和给 MARK CAMERA 供电的电源卡.原因分析: 2.机器的校准块的原点赃污.处理方法: 2.清洁赃物,如图所示原因分析: 3.与机器的原点偏差太大处理方法: 3.重新校准六、真空检测吸嘴时报错. 原因分析: 1.真空切换电磁阀损坏处理方法: 1 更换电磁阀,如图所示原因分析: 2.吸嘴的滤芯赃污处理方法: 2.清洁滤芯,不行就更换. 原因分析: 3.真空气路有故障. 处理方法: 3.检查真空气路.七、“System file was lost” 故障原因分析: 非正常操作或意外删除或移动系统文件,导致系统文件丢失原因分析: 1.系统文件路径变动或损坏.处理方法:1.重新把系统文件移至原来的路径中去或重新COPY 其他同种机台同种系统的系统文件重新放置于原来的路径中,关机重启.2.上述还是不能解决问题,就请重新 GHOST 硬盘,步骤如下 (1)准备一张 98 启动软盘,一张存有 GHOST 文件的软盘,双接口的数据线,硬盘跳线接口一个,在同机种同系统的机台上进行硬盘对拷. (2)关机,拆下硬盘,用跳线设置该硬盘为从盘;拿至同机种同系统的机台处,同样把备份系统的机台关机,拆下数据线,换上双接口的数据线,把系统损坏的硬盘一起插上. (3)开机,进入 SET UP 模式下,设置机器从 A 盘启动,关机. (4)在软驱中插入先前准备好的98 启动盘,开机,直至机台读入A 盘,显示>A:\ (5)取出 98 启动盘,插入 GHOST 软盘,手工键入 GHOST ,按回车键,直到画面显示 GHOST 程序接口. (6)同时按下 CTRL 和 ESC 键,在左下角弹出菜单中,选者 DISK\DISK TO DISK,按下回车键,在出现的对话框中,选者冲主盘到从盘对拷,按下OK 键执行此项操作. (7)GHOST 完成后,退出此程序后,返回至 A:\,取出软盘,关机,. (8)拆下 GHOST 后的软盘,取下跳线,拿至原来的机台安装,重新启动. (9)在机器正常开启至主画面未归零之前,取消归零动作.在菜单栏中选择fire\control data management… \data manager,在出现的对话栏中,选择 master data 中的每一项,点选restor 一下,恢复机台原有的calibration 数据.然后再归零.原因分析: 2.硬盘损坏处理方法: 2.更换新的硬盘,按上述介绍,重新GHOST 硬盘,恢复系统.八、“Laser sensor is dirty” 故障原因分析: laser sensor 赃污1.原因分析: 1. laser sensor 赃污.处理方法: 1.清洁laser sensor. 方法:用无尘布小心擦拭LASER SENSOR 的两面镜面, 2.在菜单栏中,选择控制--head 控制—激光控制,出现以下图示再选择图像显示,检查 LASER 曲线是否在 65~200 之间,且起伏不大,否则得重新擦拭 LASER 的镜面.原因分析: 2. laser 损坏.处理方法: 2.更换 LASER .原因分析: 3. laser 控制卡损坏.处理方法: 3.更换 LASER 控制卡损坏九、KE2050M Z轴故障E620014报错处理方法生产中突然听到啪的一声.机器停止故障为E620014Z轴驱动警报.查看驱动器.为Z驱动1第三灯亮(闪烁).头部保护开关断开.确认各吸杆轴无明显异常.于是把保护开关按下开机归原点仍出现报错.不能归原点.(心想一下:因第一次遇到)把全部Z轴跳过再归原点.OK.可回原点.于是再一个.一个头跳回.问题出来了.为L2头不良所致.手动转动.上下.明显感觉较紧.找来备品更换.开机OK.校正后生产.问题解决.建议大家:一般易损.易坏配件还是要订点库存.以备急用.就如今天如没备品更换.跳过头贴装可要少打很多点哦!十、KE2050机器不能贴装状况:机器不能贴装基准台MARK识别超出允许范围分析:1.关机重启后无效2.检查头部、OCC线路3.调整OCC光亮度4. 对换IPC-X3 CTL BOARD5.OCC/LASER/HEAD OFFSET校正6.对换SAFTY CTL BOARD7.检查MSP CTL参数,将基准台MARK识别范围由初始化“0”改为“5000、3000”后OK十一、Z3轴错误,返回原点失败在生产中突然出现错误提示:Z3轴错误,返回原点失败。
JUKI各型FEEDER讲解
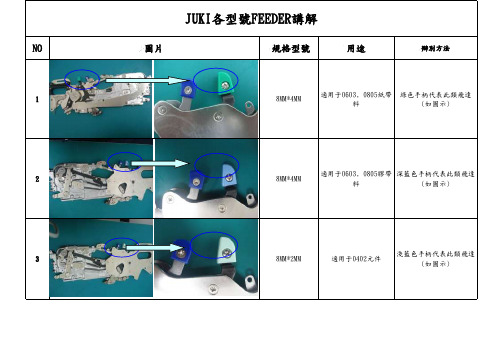
NO圖片 規格型號用途辯別方法
18MM*4MM 適用于0603﹐0805紙帶
料
綠色手柄代表此類飛達
(如圖示)
28MM*4MM 適用于0603﹐0805膠帶
料
深藍色手柄代表此類飛達
(如圖示)
38MM*2MM適用于0402元件淺藍色手柄代表此類飛達
(如圖示)
JUKI各型號FEEDER講解
48MM*4MM(舊式飛
達)
適用于0603﹐0805紙膠
帶料
此飛達目前為底板線所用
512MM舊式多用於8PIN SOP,保險
絲等物料
在飛達尾部標識為“
NF12FS”字樣
612MM新式多用於8PIN SOP,保險
絲等物料。
在飛達尾部標識為“
FF12FS”字樣
716MM
適用於中型三極管及
14PIN,16PIN IC及小
型QFP等物料。
在飛達尾部標識有“
FF16FS”字樣
824MM 多用於大型三極管及
24PIN IC等物料
在飛達尾部標識為“
NF24FS”字樣
932MM 用於卷裝32PIN腳座及
卷裝48PIN IC等物料
在飛達尾部標識為“
FF32FS”字樣
適用于所有來料包裝方式為管裝的物料\
10管狀飛達。
SC-025 JUKI-FX-3RAL作业指导书

质量管理系统程序QUALITY SYSTEM PROCEDURE主题:JUKI-FX-3RAL作业指导书文件编号:SC-WI- 文件版本:A/0页数:第1页共4页发布日期:2014-3-28变更历史版本号修订日期修订内容编制/日期:审核/日期:批准/日期:质量管理系统程序QUALITY SYSTEM PROCEDURE主题:JUKI-FX-3RAL作业指导书文件编号:SC-WI- 文件版本:A/0页数:第2页共4页发布日期:2014-3-281.目的为提供机器操作标准,促使操作人员能准确的规范的操作,进而提高工作效率,并能确保设备与操作者安全2.范围SMT部JUKI-FX-3RAL贴片机3.开机前检查:3.1 检查电源供给是否为指定三相四线制电源;3.2 检查设备是否完好接地;3.3 检查‘EMERGENCY STOP’紧急开关是否弹起;3.4 检查面板电源开关是否处于(OFF)状态;3.5检查机內有无异物。
4.开机:4.1 以上检查项目OK后,将墙上电源开关拨到(ON)状态;4.2把机器上的总电源开关(MAIN SWITCH)至‘’;4.3待WINDOWS XP系统启动后机器应用程序至主画面,应用程序自动跳转至返回原点页面,点击你‘确定’键,机器自动进入全轴返回原点,完成后进入菜单页面;5.操作步骤5.1流程图接通电源返回原点预热安装基板制作程序生产准备生产生产结束关闭电源日常检查5.2操作概要5.2.1启动Windows XP和主机软件后,画面显示‘返回原点’,点击‘确定’,机器进入归零界面;5.2.2在命令栏点击‘预热’按钮,画面显示‘预热’,输入需要时间、次数,选择条件和速度后确认安全盖关闭,点击控制面板绿色按钮开始预热。
完成预热后点击控制面板的红色按钮,机器自动停止。
5.2.3在命令栏点击‘文件打开’按钮,选择需要生产的程序,然后点击‘打开’,画面显示‘通知’移动基板幅宽,点击‘确定’,输入PCB的宽度后点击‘移动’,机器自动调整宽度;请确认移动部位无障碍物5.2.4在命令栏点击‘基板生产’按钮,输入生产计划数量,点击控制面板的绿色按钮开始生产,机器进入自动生产页面5.2.5生产完成后在命令栏点击‘结束’按钮,画面显示生产确认信息,点击‘是’,系统自动保存生产过程中的文件和管理信息。
CTF8_JUKI飞达说明书

10.选购品 ................................................................... 20
1. 条码标签 .................................................... 20 2. 轧花垫片 .................................................... 20 3. 支撑拉条 ..................................................... 21
维修
1. 为了防止由于不熟悉机器而发生的事故,有关修理调整工作,请由熟悉机器的维修技术人员来进行。另外, 更换零部件时,请使用本公司的标准正牌零部件。对于使用非标准正牌零部件发生的故障,本公司不负任何 责任。
2. 为了防止由于不熟悉机器而发生触电事故,有关电气的修理、维修保养(包括配线),请委托具有电气专业知 识的技术人员或本公司、销售公司的技术人员来进行。
带式供料器
(CTF8mm 型)
使用说明书
感谢您购买本公司的产品。
注意
为了能让您安全地使用供料器,在您使用前,请一定仔细阅读本说明书。 阅读完本书之后,请妥善保管,以便能随时查阅。本说明书仅就带式供料 器的有关功能进行说明。
Rev. 01a 40003351
注意事项
(1) 严禁复写、复制本书的全部或部分内容。 (也包括软件和程序)
- i-
1. 产品概要
本装置是为了高速和高精度地使用本公司高速 FLEX 贴片机 KE-2050/2060 而改进的 8mm 带式供料器 (CTF)。这是用带子把需要供料的元件,整齐地排列到元件吸附位置进行供料的元件供料装置。过去生 产的 KE-2010/2020/2030/2040、KE-750/760 也可以使用。
JUKI公司KE系列的英汉互译
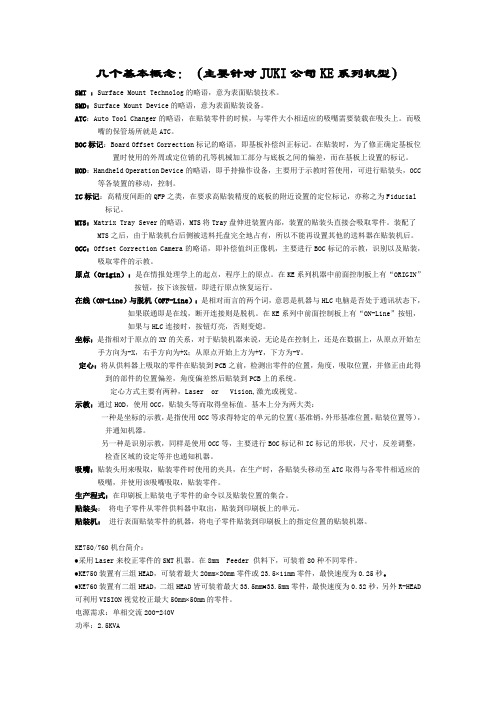
几个基本概念:(主要针对JUKI公司KE系列机型)SMT :Surface Mount Technolog的略语,意为表面贴装技术。
SMD:Surface Mount Device的略语,意为表面贴装设备。
ATC:Auto Tool Changer的略语,在贴装零件的时候,与零件大小相适应的吸嘴需要装载在吸头上。
而吸嘴的保管场所就是ATC。
BOC标记:Board Offset Correction标记的略语,即基板补偿纠正标记。
在贴装时,为了修正确定基板位置时使用的外周或定位销的孔等机械加工部分与底板之间的偏差,而在基板上设置的标记。
HOD:Handheld Operation Device的略语,即手持操作设备,主要用于示教时笞使用,可进行贴装头,OCC 等各装置的移动,控制。
IC标记:高精度间距的QFP之类,在要求高贴装精度的底板的附近设置的定位标记,亦称之为Fiducial 标记。
MTS:Matrix Tray Sever的略语,MTS将Tray盘伸进装置内部,装置的贴装头直接会吸取零件。
装配了MTS之后,由于贴装机台后侧被送料托盘完全地占有,所以不能再设置其他的送料器在贴装机后。
OCC:Offset Correction Camera的略语,即补偿值纠正像机,主要进行BOC标记的示教,识别以及贴装,吸取零件的示教。
原点(Origin):是在情报处理学上的起点,程序上的原点。
在KE系列机器中前面控制板上有“ORIGIN”按钮,按下该按钮,即进行原点恢复运行。
在线(ON-Line)与脱机(OFF-Line):是相对而言的两个词,意思是机器与HLC电脑是否处于通讯状态下,如果联通即是在线,断开连接则是脱机。
在KE系列中前面控制板上有“ON-Line”按钮,如果与HLC连接时,按钮灯亮,否则变熄。
坐标:是指相对于原点的XY的关系,对于贴装机器来说,无论是在控制上,还是在数据上,从原点开始左手方向为-X,右手方向为+X;从原点开始上方为+Y,下方为-Y。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
料管供料器使用说明书感谢您购买本公司的产品。
为了能让您安全地使用料管供料器,在您使用前,请一定仔细阅读并理解本说明书。
阅读完本书之后,请妥善保管,以便能随时查阅。
本说明书仅对料管供料器所具有的特殊功能进行说明。
有关本说明书及本产品,请与下述联系方式咨询: 产业装置事业部 技术服务部:邮编182-8655 东京都调布市国领町8-2-1电话:03-(3488) 9201 FAX: 03-(3480) 0281Rev. 02E0120HSF0A0注意注意事项(1) 严禁复写、复制本说明书的全部或部分内容。
(包括软件和程序)(2) 有关本书的内容,会存在内容变更的地方,恕不通知说明。
(3) 本说明书的内容虽然进行了认真查对,万一有不符之处或错误,望您与购买机器设备的代理商社或直接与本公司联系。
(4) 对于不符合操作规程等的操作造成的损害,除(3)项的原因以外,一概不负任何责任,敬请了解。
注意为 了 安 全 使 用 机 器实际使用贴片机及其配套装置(以下简称机器)的操作员及进行保养、修理等的保全员,应在认真阅读以下有关安全的注意事项后再使用机器,以免受伤。
本使用说明书的“安全注意事项”内容中,记述有顾客购买的产品的规格中未包含的项目。
此外,为了使您能更充分地理解本使用说明书及产品的警告标识,对警告标识进行了如下分类。
请充分理解这些内容,并遵守指示内容。
1)危险程度危险表示在进行机器操作、保养时,如果当事人、第三者操作错误,或不防止该情况,则有导致死亡或重伤的重大危险。
警告 表示在进行机器操作、保养时,如果当事人、第三者操作错误,或不防止该情况,则有导致死亡或重伤的潜在性危险。
注意表示在进行机器操作、保养时,如果当事人、第三者操作错误,或不防止该情况,则有造成中度或轻度伤残的危险。
2)警告标识、禁止标识及指示标识警告、禁止及指示,用下述标识表示。
指示标识安全注意事项危为防止触电引起的事故,需打开电器设备箱时,请切断电源。
为慎重起见,注意使用前,请务必阅读使用说明书、本功能追加部分的使用说明书、以及附件中的所有说明材料,并注意保管好这些使用说明书,以便可随时阅读。
本项内容,也包括您购买的机器规格之外的项目内容。
3. 本机器的操作,仅限于掌握了该机器操作的操作员使用。
使用说明书指定之外的事项)5. 一般性的维护检查、修理(本使用说明书中指定的事项),应由受过本公司指定的保全培训的修理时(本使用说明书中指定的事项),请使用本公司的纯正部件。
切断电源:出现异常、故障或停电时,请立即切断电源。
为防止机器意外起动引发事故,在检查、修理、清扫时,请切断电源后再进行。
拔出电源插头时,不要握住导线,而要握住插头拔出。
为了防止炎症、斑疹,黄油附着在眼睛里或身体上时,请立即进行清洗。
误食时,为防止腹泻、呕吐,请立即请医生诊断。
为了防止因操作不熟悉而引起的事故,修理、调试作业应由熟悉机械的保全技术员进行。
更换零部件时,请使用本公司的纯正部件。
对使用非纯正部件所引起的事故,本公司概不负责。
为了防止因操作不熟悉而引起的事故,以及触电引起的事故,安全使用料管供料器的注意事项1 : 为了防止因触电而引起的事故,请不要在接通电源状态下打开电气盒盖。
1 : 为了防止对人身造成损伤,请不要在卸下安全盖罩、装置等的状态下运转。
2 : 为了防止对人身造成损伤,在维护时(注油,调整,日常检查)请切断电源。
注意危险目 录1.产品概要 (1)2.产品规格和对象元件 (1)2-1. 料管供料器的规格 (1)2-2. 对象元件与料管供料器类型 (2)2-3. 限制事项 (4)2-4. 各部分的名称 (5)3.开箱与装置的使用方法 (7)3-1. 开箱程序 (7)3-2. 装置的搬送方法 (9)3-3. 装置在台面上放置的方法 (10)4.各部分的调整 (11)4-1. 元件尺寸的确认 (12)4-2. 元件宽度(导轨宽度)相关的调整 (14)4-3. 元件高度的相关调整 (16)4-4. 元件长度的相关调整 (19)4-5. 料管的安装/取下 (29)4-6. 角部的调整 (35)5.在贴片机上的装卸 (37)5-1. 料管供料器在贴片机上的装卸 (37)5-2. 取出位置的位置调整 (39)5-3. 元件移动至取出位置(元件的手动传送) (40)6.其它操作 (41)6-1. 元件的回收 (41)6-2. 元件堵塞时的对应 (42)6-3. 搬送带张力的调整 (43)7.日常点検 (44)7-1. 清扫位置 (44)8.加油位置 (45)请务必在阅读4.、5.项目的内容之后实施调整。
1. 产品概要本装置是将料管供给的元件,整列提供到KE系列芯片贴片机的取出位置的供料器装置零件。
2. 产品规格和对象元件2-1. 料管供料器的规格外形尺寸如下图所示。
图2-1-1. 装置外形尺寸图2-2. 对象元件与料管供料器类型请参考料管供料器和元件对应表。
料管供料器和元件对应表【料管供料器规格:SFN1~SFN4】类型种类 N1 N2 N3 N4型号 SFN1AS SFN2AS SFN3AS SFN4AS导轨宽度(mm) 7.2 9.2 11.2 13 标称尺寸(mil) 225 300 ―375 ― 450 ― W(mm) 5.72~6.99 7.62~8.89 9.53~10.811.43~12.7SOP T(mm) ~1.5 2.02.53.0 标称尺寸(mil) ― 285 x 425290 x 490350 350 x 550450 450 x 550W(mm) ― 8.05~8.318.13~8.519.78~10.03 12.32~12.57 QFJ (PLCC) T(mm)4.20~4.57 标称尺寸(mil) ― 300 ―350 ― 400450W(mm)― 8.38~8.76 9.65~10.03 10.92~11.30 12.19~12.57SOJ T(mm) 3.25~3.76 垫片(垫片类型和个数)无B(E1112719000) x2 (板厚1mm)D(E1113719000) x2 (板厚2mm)F(E1114719000) x2 (板厚2.9mm)※ 调整为其它类型宽度时使用的变换用垫片和配套元件(B,D,F×各2个),作为可选项目由型号『E111-719-0B0:垫片和配套元件』进行设定,请另外选购。
※ (注)对于元件的长度及高度,不论任何类型均可通过调整达到下述设定值。
元件长度:5~31mm/元件高度:1~5.5mm(表述尺寸为参照过去机型的推荐值。
)【料管供料器规格:SFW1~SFW5】(导轨宽度为15mm ~31.2mm 的装置)类型W 导轨宽度/通称类型 15mm/类型W1 18.2mm/类型W2 20.8mm/类型W326mm/类型W431.2mm/类型W5SOP(元件长度~27.94)(元件高度)→ 525mil 13.34~14.61 (元件宽度) 3.5 600mil 15.24~16.51 (元件宽度) 4.0SOJ(元件长度~29.006) (元件高度 3.25~3.76)QFJ 正方形 (PLCC) (元件长度17.4~30.35)(元件高度4.20~4.57)650mil 17.40~17.65 (元件宽度)750mil 19.94~20.19 (元件宽度)950mil 25.02~25.27 (元件宽度)1150mil 30.10~30.55 (元件宽度)QFJ 长方形(PLCC) (元件长度11.61~15.11) (元件高度4.20~4.57)导轨宽度 15mm 18.2mm 20.8mm 26mm 31.2mm 垫片无垫片C (E2111719000) ×2个 (板厚1.6mm)垫片F (E1114719000) ×2个 (板厚2.9mm)垫片F×2个 (板厚2.9mm) 垫片E×2个 (E2112719000) (板厚2.6mm)垫片F×2个 (板厚2.9mm) 垫片E×4个 (板厚2.6mm)【料管和供料器规格:SFN0】是在SFN1和N2的对象零件中,对于相对元件宽度(料管和供料器的导轨宽度)元件长度(D)较短的SOP,附带了可以微细调节导轨宽度专用垫片的类型。
类型种类 N0型号 SFN0AS导轨宽度(mm) 6.9(出库时的调整宽度)/6.6~9.1(调整可能宽度)225 300 对象元件(mil)可能调整的导轨宽度(mm) 6.6,6.9,7.2 8.2,8.3,8.5,8.6,8.8,8.9附属垫片 垫片A(E1111719000) t0.5 x 2 垫片G(E1115719000) t0.3 x 4※ 出库时,已对框架宽度6.6mm安装1个 t0.3mm的垫片进行了调整。
※ 如果元件的长度比宽度短,元件在导轨中容易翻转,所以需要尽量保证导轨宽度接近元件宽度,该规格可以进行细微调整以避免造成翻转。
225mil时(8Pin)对于使用元件的宽度,请选择使用追加0.8mm以内尺寸的垫片例:使用元件的宽度 6.0 →使用6.6的框架尺寸(取下t0.3的垫片)6.3 →将框架宽度调整为6.6或6.9的(框架宽度6.6 + t0.3垫片)300mil时(8Pin,10Pin)对于使用元件的宽度,请选择使用追加0.6mm以内尺寸的垫片例:使用的元件宽度 8.3 →调整为8.8 的框架宽度(6.6 + t0.5 x 2 + t0.3 x 4)7.8 →调整为8.3 的框架宽度(6.6 + t0.5 x 1 + t0.3 x 4)注)请在安装垫片时尽量使其左右对称。
【补充说明】元件尺寸以EIAJ 规格为基准。
EIAJ 将元件宽度作为标称尺寸,以mil(E)表示。
(对于元件的长度,只规定了间距,管脚数越多长度越长) 标称尺寸E 表示贴片整个宽度的中心。
标称尺寸E 表示贴片整个宽度的中心。
因此,元件宽度的外形尺寸W,在元件对应表中有对应的规格宽度,如果与元件的宽度相比较,元件长度较短时,需要对导轨宽度进行细微调整。
2-3. 限制事项因为没有相对于元件宽度的料管宽度规格,如果对于元件宽度,料管的宽度很大或者比较软,会造成元件阻塞在射入器的入口。
此时请手动推送元件。
元件的长度8Pin 10Pin 12Pin 14Pin 16Pin•••: D = 6.35: D = 8.89: D = 8.89: D = 11.43: D = 11.43• • •2-4. 各部分的名称各部分的名称,如下所示。
图2-4-1搬送カバー部Aコーナーカバー部スティック受部上面拡大図(A から見た図)料管接收部角部护罩部 搬送罩部上面扩大图(A 处的视图)取出位置线 料管导轨A取出位置(PP)基准板 料管宽度调整刻度盘护罩托架A 滑车F(组件)取出止动器 摇动臂F(总组)滑动护罩 碰撞推杆(组件)遮挡器 固定针遮挡器弹簧 遮挡器推杆(组件)遮挡器(总组) 活塞(组件)位置决定针(组件) 振动环橡胶振动环F 锁定环(组件)导轮滑车(组件) 返回弹簧取出止动器 锁定弹簧滑动护罩 料管座遮挡器 搬送导轨偏心轮毂 护罩遮挡器弹簧 驱动环R护罩托架A(组件) 搬送环带振动环(组件) 导轮搬送罩 导轮座搬送罩按压部 手动推杆锁定松开推杆 滑车R(组件)搬钮 摇动臂R(总组)摇动臂 滑车托架R(组件)摇动臂调节旋钮 止动器导轨角部护罩托架 料管上下调整刻度盘元件止动器弹簧 料管放置台推杆(组件)元件止动器 料管放置台(组件)元件停止推杆 滑车托架F(组件)料管按压刻度盘 取出推杆(组件)料管按压 遮挡器F料管导轨B注意请不要取下和分解位置决定针(组件)/活塞(组件)/摇动臂F(总组)/摇动臂R(总组)。