焊条发放记录表
焊条发放记录表
相不
符符
□□
药皮损伤
完轻严
度重
损损
好伤伤
□□□
偏芯程度
正一严
常般重
□□□
验收结论
同意接收□降级使用□拒绝接收□
其它情况说明
仓库管理员
物资计划员
焊接项目工程师
质检焊接工程师
焊条发放领用记录
编号
建设单位
黄石德威能源股份有限公司
工程名称
黄石市城市集中供热工程
施工单位
江苏天利建设有限公司
分项工程
焊接
45
09 12 25
刘军
王军
J422Φ3..2
09100067
10
09 12 26
刘军
王军
J422Φ3..2
09100067
5
09 12 27
刘军
王军
J422Φ3..2
09100067
5
09 12 28
刘军
王军
J422Φ3..2
09100067
5
09 12 30
刘军
王军
J422Φ3..2
09100067
施工单位
江苏天利建设有限公司
分项工程
烘焙温度
150℃
恒温温度
150℃
保温温度
烘烤人
牌号规格
批号
数量(kg)
日期
领用人
发放人
J422Φ3..2
09100067
75
10 1 26
刘军
王军
J422Φ3..2
09100067
45
10 1 28
刘军
王军
J422Φ3..2
《焊工手册》
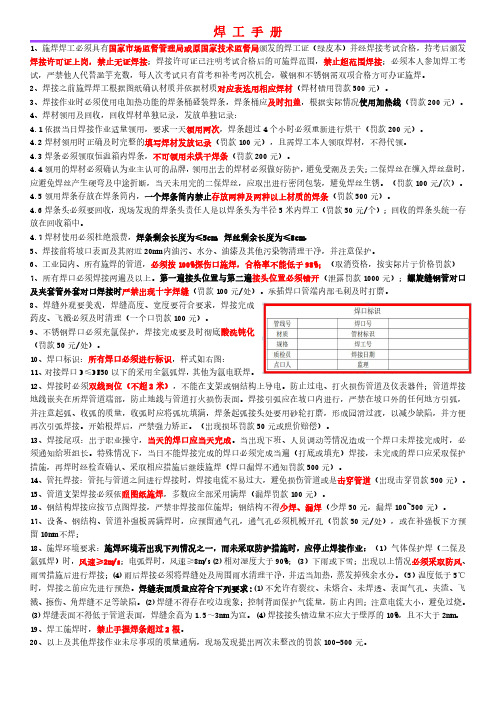
焊接许可证上岗,禁止无证焊接;焊接许可证已注明考试合格后的可施焊范围,禁止超范围焊接;必须本人参加焊工考试,严禁他人代替滥竽充数,每人次考试只有首考和补考两次机会,碳钢和不锈钢需双项合格方可办证施焊。
2、焊接之前施焊焊工根据图纸确认材质并依据材质对应表选用相应焊材(焊材错用罚款500元)。
3、焊接作业时必须使用电加热功能的焊条桶盛装焊条,焊条桶应及时扣盖,根据实际情况使用加热线(罚款200元)。
4、焊材领用及回收,回收焊材单独记录,发放单独记录:4.1依据当日焊接作业适量领用,要求一天领用两次,焊条超过4个小时必须重新进行烘干(罚款200元)。
4.2焊材领用时正确及时完整的填写焊材发放记录(罚款100元),且需焊工本人领取焊材,不得代领。
4.3焊条必须领取恒温箱内焊条,不可领用未烘干焊条(罚款200元)。
4.4领用的焊材必须确认为业主认可的品牌,领用出去的焊材必须做好防护,避免受潮及丢失;二保焊丝在缠入焊丝盘时,应避免焊丝产生硬弯及中途折断,当天未用完的二保焊丝,应取出进行密闭包装,避免焊丝生锈。
(罚款100元/次)。
4.5领用焊条存放在焊条筒内,一个焊条筒内禁止存放两种及两种以上材质的焊条(罚款500元)。
4.6焊条头必须要回收,现场发现的焊条头责任人是以焊条头为半径5米内焊工(罚款50元/个);回收的焊条头统一存放在回收箱中。
4.7焊材使用必须杜绝浪费,焊条剩余长度为≤5cm,焊丝剩余长度为≤8cm。
5、焊接前将坡口表面及其附近20mm内油污、水分、油漆及其他污染物清理干净,并注意保护。
6、工业园内、所有施焊的管道,必须按100%探伤口施焊,合格率不能低于98%;(取消资格,按实际片子价格罚款)7、所有焊口必须焊接两遍及以上。
第一遍接头位置与第二遍接头位置必须错开(泄露罚款1000元);螺旋缝钢管对口及夹套管外套对口焊接时严禁出现十字焊缝(罚款100元/处)。
承插焊口管端内部毛刺及时打磨。
8、焊缝外观要美观,焊缝高度、宽度要符合要求,焊接完成药皮、飞溅必须及时清理(一个口罚款100元)。
焊条烘烤、发放记录
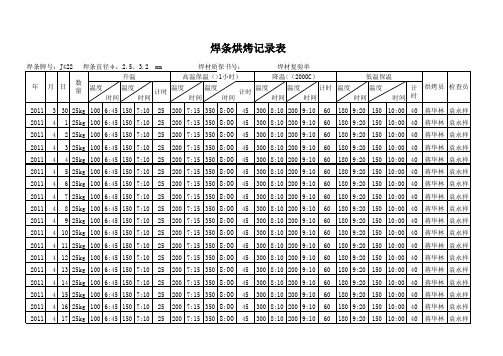
300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10
180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40
焊条烘烤记录表
焊条牌号:J422 年 月 日 数 量 焊条直径φ :2.5、3.2 升温 温度 时间 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 5 5 5 5 温度 时间 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 计时 mm 温度 时间 焊材质保书号: 高温保温(>1小时) 温度 时间 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 计时 温度 时间 焊材复验单 降温<(200OC) 温度 时间 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 计时 温度 时间 低温保温 温度 时间 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 计时 烘烤员 检查员
焊接材料检查记录
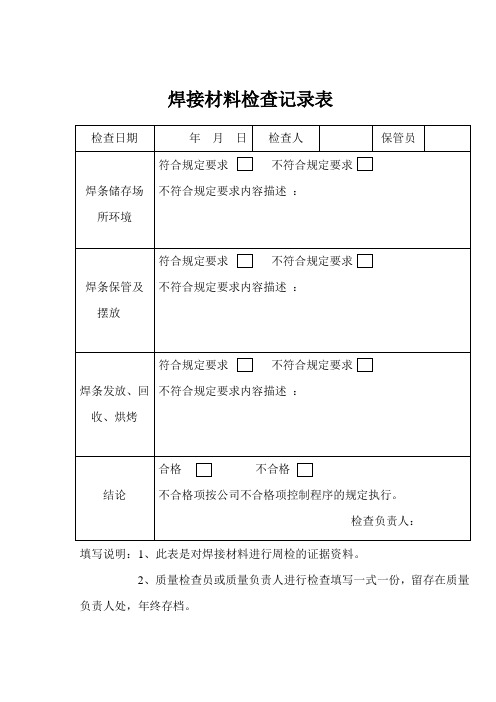
焊接材料检查记录表
填写说明:1、此表是对焊接材料进行周检的证据资料。
2、质量检查员或质量负责人进行检查填写一式一份,留存在质量负责人处,年终存档。
焊接材料检查记录表
填写说明:1、此表是对焊接材料进行周检的证据资料。
2、质量检查员或质量负责人进行检查填写一式一份,留存在质量负责人处,年终存档。
焊接材料检查记录表
填写说明:1、此表是对焊接材料进行周检的证据资料。
2、质量检查员或质量负责人进行检查填写一式一份,留存在质量负责人处,年终存档。
焊条烘烤、发放记录
2011 4 5 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 6 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 11 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 12 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 11 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 12 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 1 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 2 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
焊材的烘干发放管理制度
焊材的烘干发放管理规定1.焊材从焊材一级库房领出后,要妥善保管在焊材二级库内。
焊材二级库内的温度要保持在5℃以上,相对湿度不大于60%。
库内温度、湿度应按时控制调整并填写室内《气象记录》。
2.焊条使用前,需经严格烘干才能发给焊工。
焊条的烘干条件,见附表1,常见国产焊条的烘干条件。
3.焊条烘干员负责焊条的烘干工作。
焊条的烘干数量要有计划,根据工程进展情况,准备适量的烘干焊条。
焊条烘干时,要做好《焊条烘干记录》。
4.烘干箱、保温箱焊条烘干时,要使用远红外线式的焊条烘干箱和保温箱。
烘干箱、保温箱由焊条烘干员负责保管。
温度计要定期检验校核。
箱内不得烘烤有碍焊条质量的物品。
5.在烘干焊条时,要经常打开通风孔并开动风扇,驱除潮气。
焊条放进或取出时,烘干箱内的温度不得超过200°C。
6.保温箱存放焊条烘干之后,存放于保温箱内,要尽快使用完,保温箱温度始终保持在100-150°C,特殊情况下(停电、故障检修等)不得低于50°C。
否则,要根据放置时间重新干燥。
焊条再干燥的温度和时间,由焊接责任工程师决定。
7.焊条领用发放a.焊工领取焊条。
一定要有焊条筒,无焊条筒或筒盖,可拒发焊条。
在一个焊条筒内,不准装入两种不同性质的焊条,以免用错。
b.焊工领取焊条时,要携带《焊条发放记录》(即领料卡)等必要的凭证。
c.烘干员当天首次发放焊条时,要将现场监控识别标志(焊条牌号)贴在焊条筒上。
d.烘干员要按规定的焊条数量控制发放。
当发放超量时,要及时报告焊接责任工程师处理。
e.烘干员发放焊条时,一定要核对焊条型号和色标,防止发错。
f.烘干员一次发给焊工的焊条不要太多,一定要控制在四小时内用完。
当夏季阴雨潮湿时,要根据焊接责任工程师的意见,每次少发焊条,控制焊条在1-2小时内用完。
8.烘干后的低氢焊条、酸性焊条在外放置时间不得超过4小时。
当另有特殊要求时,要在焊接施工方案中注明。
9.焊工施工结束后剩余的焊条返回焊条烘干室。
焊材管理规定全含各种用表

目录1总贝!| (1)2职责 (1)2.1物资部职责 (1)2. 2焊接工程师职责 (1)2. 3质量检验工程师职责 (1)2. 4焊材库保管员职责 (2)2. 5焊材烘干房管理员职责 (2)3焊接材料的验收 (2)3. 1焊接材料的验收组织 (2)3. 2焊接材料的外观检验 (3)3. 3质量证明书检验 (3)3. 4焊接材料的验收记录 (3)3.5其他要求 (3)4焊接材料的保管 (4)4.1焊接材料的库房设置要求 (4)4.2焊接材料的保管要求 (4)4.3其他要求 (4)5焊接材料的烘干 (5)5.1焊材烘干房环境要求 (5)5.2焊材烘干要求 (5)5.3其他要求 (5)6焊接材料的发放 (6)6.1焊材发放程序 (6)6.2焊材发放要求 (6)7.3其他要求 (7)7焊接材料的回收 (7)7.1焊材回收程序 (7)8.2焊材回收要求 (7)8焊条发放和焊条头回收的奖惩规定 (8)9.焊材管理有关表格清单 (9)1总则1.1为确保伊拉克哈法亚项目部焊接施工质量,规范项目部焊接材料的验收、保管、烘干、发放、回收管理工作,特编制本规定。
1.2本规定适用于伊拉克哈法亚项目部所有活动范围中焊接材料的管理。
2职责2.1物资部职责(1)负责根据焊接工程师提出的焊材需求计划进行焊材的采购。
(2)设立能满足使用要求的焊接材料库,并配置温湿度计、烘干箱、保温箱、暖风机、除湿机、换气扇等设施。
(3)配备相应的焊材库保管员、烘干房管理员,并按本规定要求对焊材的验收、保管、烘干、发放、回收过程进行管理。
2. 2焊接工程师职责(1)负责焊接专业施工方案及焊接相关管理制度的编制、实施工作。
(2)负责编制、汇总项目部焊接施工所需焊接材料的需求计划,并经项目领导签字确认后交由物资部。
(3)负责对项目部与焊接作业相关人员的技术交底工作,尤其应对焊材库保管员和烘干房管理员进行上岗前技能培训,使其掌握本项目焊材型号、规格、性能及对应使用母材情况。
焊材发放和领用管理制度
焊材发放和领用管理制度焊材领用回收管理制度0. 适用范围适用于本公司所有焊材的管理,不分受监和非受监产品。
1. 本制度对焊材的发放及发放过程中涉及的焊材烘干,焊材回收作出规定。
焊材发放工作由焊材库管员进行,焊接检验员核验。
2. 焊材发放2.1 领料申请登记2.1.1 领料人持工艺文件到焊材库按“焊材领用单”的要求逐项填写,应对填写的正确性负责。
2.1.2 对所有产品焊材均应办理发放领用手续。
2.1.3 对提前制作的,即图纸、工艺均未编制完成、发放的产品部件,在焊材领用时,先记录在本子上标明领用人、日期、产品名称及规格。
待技术资料发放后,再根据记录本上的内容将“焊材领用单”填写正确。
2.1.4 受控容器的“焊材领用单”由仓库单独提出,交质检科,质检科重新按质保体系程序文件之规定开出符合容器制造规范要求的“焊材领用单”放入容器制造档案内存档。
2.1.5 “焊材领用单”的填写要求,“焊材领用单”还是用目前使用的印刷品,认真填写,焊工一栏填写真是的施焊焊工姓名,由班组长签字。
2.2 焊材备料准备2.2.1 库管员应按照备料申请或通知的要求准备;2.2.2 有烘干要求的焊材,应按相应规定做好准备;2.3 实际发放2.3.1 领料人员携带焊条保温筒进行领料。
保温筒应干燥无污染。
2.3.2 每天上班后焊检员对发放的焊材进行抽查核验,核验的内容包括:准备的焊材牌号规格与工艺文件图纸相符。
2.3.3 焊材发放应按焊材限额卡发放,每次实发放数量以保温筒容量为限,使用时限不超过4小时,超时应退库重新烘焙。
当超过限额发放总量应增补限额方可再行发放。
焊接发放记录应能追踪到实际施焊每条焊缝。
发、领料人员在“焊材领用单”和“焊接发放记录表”上签字。
并且每天下班前,库管员应及时填写“焊材二级库发放台帐”。
2.3.4 本次发放时,应收回上次发出的焊条头和剩余焊材,否则,不予发放。
3. 焊材烘干3.1 当焊材有烘干要求时,必须进行烘焙,烘干应采取用多少烘多少,随烘随用的原则。
焊条发放回收及使用规定
焊条保管、发放、回收及使用规定
1.为了保证焊接材料在其有效期内得到使用,避免库存超期引起的不良后果,焊接材料的发放应按先入先出的原则进行;
2.禁止使用受潮、变质的焊接材料,并做好相应的记录;
3.焊接材料进场前要由焊接材料检查员进行验收,验收内容包括外观检验和合格证、检试验报告等资料检验;
4. 焊接材料检查员对已验收的焊条进行确认和编号,焊接材料管理员记录在专用记录本上,记录本内容还应包括焊条牌号,直径、批号和入库时间等。
5.焊接材料管理员在焊条发放前或将在焊条烘干前,要检查焊条标记是否清晰、焊条药皮是否有损坏等,焊条标记不清晰和药皮损坏的不合格焊条应予报废,对焊条的回收也应按上述要求进行。
6. 焊接材料管理员根据烘干要求进行焊条烘干,烘干日期、开始烘干时间、烘干温度、烘干终了时间、烘干总时间和记录人的姓名,都应记录在记录本上,已烘干好的焊条应放到恒温箱中恒温保存,其温度为100-150℃。
7. 焊条发放数量为每个焊工一次最多为5KG,焊工领用焊条时焊条保温筒完好;
8. 焊工应保证自己所使用的焊条保温筒总是封盖着的。
从焊条保温筒取出的焊条应立即使用;
9. 当焊条在外存放时间不超过4小时,应立即将焊条放入恒温箱中。
当焊条在外存放时间超过8小时应按照制造厂家说明重新进行烘干,
第一次重新烘干的焊条在夹持端头部涂上黄颜色,第二次重新烘干涂上红颜色,反复烘干的次数不得多于三次;。
焊接材料领用、发放、回收制度
焊接材料领用、发放、回收制度
一、焊接材料领用、发放、回收工作由焊条烘干室实行统一管理,施工班组不得存放焊材。
二、焊材由烘烤员按工程施工需要从焊材一级库领取。
压力容器设备及管道焊接用焊材,领用量不应超过两天的计划用量;非标设备制作和大型钢结构焊接用焊材领用量不应超过十天的计划用量。
三、焊工领用焊条或焊丝必须由负责工号技术员出据结构、设备位号材质单,单线图管线号、管线材质,方可到焊条烘干室领用焊条;设备、管线需焊接支架吊耳等与管线材质不符的要加以备注说明。
四、领用焊条时必须使用焊条保温筒,收工时剩余焊条连同焊条保温筒退回烘烤室;如烘干后在常温下搁置 4 h 以上,在使用时应再次烘干,(不超过4h的放入恒温箱中);对烘干温度超过 350℃的焊条,累计的烘干次数一般不宜超过 3 次。
五、焊接材料领用、发放、回收应作详细记录,发放人认真核对并签字,负责工号技术员对焊工的焊材领用不定期检查并确认,以保证焊材使用的可追溯性。
六、回收的焊材还应标记清楚、干净无污染。
编制:审核:批准:。
焊条发放记录
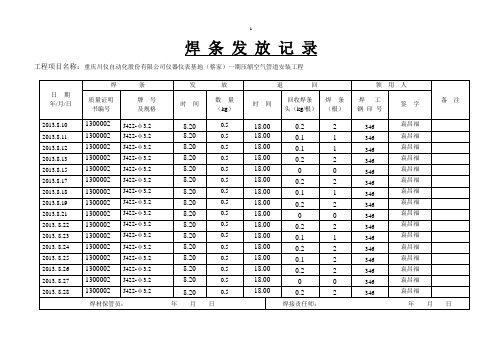
焊条发放记录工程项目名称:重庆川仪自动化股份有限公司仪器仪表基地(蔡家)一期压缩空气管道安装工程日期年/月/日焊条发放退回领用人备注质量证明书编号牌号及规格时间数量(kg)时间回收焊条头(kg/根)焊条(根)焊工钢印号签字2013.8.10 1300002J422-φ3.2 8.20 0.5 18.00 0.2 2 346 袁昌福2013.8.11 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013.8.12 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013.8.13 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013.8.15 1300002J422-φ3.2 8.200.5 18.000 0 346 袁昌福2013.8.17 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013.8.18 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013.8.19 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013.8.21 1300002J422-φ3.2 8.200.5 18.000 0 346 袁昌福2013. 8.22 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013. 8.23 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013. 8.24 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013. 8.25 1300002J422-φ3.2 8.200.5 18.000.1 2 346 袁昌福2013. 8.26 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013. 8.27 1300002J422-φ3.2 8.200.5 18.000 0 346 袁昌福2013. 8.28 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福焊材保管员:年月日焊接责任师:年月日焊条发放记录工程项目名称:重庆川仪自动化股份有限公司仪器仪表基地(蔡家)一期压缩空气管道安装工程工程代号:文件编号:SJHJHF2013-01日期年/月/日焊条发放退回领用人备注质量证明书编号牌号及规格时间数量(kg)时间回收焊条头(kg/根)焊条(根)焊工钢印号签字2013.9.5 1300002J422-φ3.2 8.20 0.5 18.00 0.2 2 346 袁昌福2013.9.10 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013.9.11 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013.9.12 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013.9.13 1300002J422-φ3.2 8.200.5 18.000 0 346 袁昌福2013.9.15 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013.9.17 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013.9.18 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013.9.19 1300002J422-φ3.2 8.200.5 18.000 0 346 袁昌福2013.9.21 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 9.22 1300002J422-φ3.2 8.20 0.5 18.000.1 1 346 袁昌福2013.9.23 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 9.24 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 9.25 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 9.26 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 9.27 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福焊材保管员:年月日焊接责任师:年月日焊条发放记录工程项目名称:重庆川仪自动化股份有限公司仪器仪表基地(蔡家)一期压缩空气管道安装工程工程代号:文件编号:SJHJHF2013-01日期年/月/日焊条发放退回领用人备注质量证明书编号牌号及规格时间数量(kg)时间回收焊条头(kg/根)焊条(根)焊工钢印号签字2013.10.5 1300002J422-φ2.5 8.20 0.5 18.00 0.2 2 346 袁昌福2013.10.10 1300002J422-φ2.5 8.200.5 18.000.1 1 346 袁昌福2013.10.11 1300002J422-φ2.5 8.200.5 18.000.1 1 346 袁昌福2013. 10.12 1300002J422-φ2.5 8.200.5 18.000.2 2 346 袁昌福2013. 10.13 1300002J422-φ2.5 8.200.5 18.000 0 346 袁昌福2013. 10.15 1300002J422-φ2.5 8.200.5 18.000.2 2 346 袁昌福2013. 10.17 1300002J422-φ2.5 8.200.5 18.000.1 1 346 袁昌福2013. 10.18 1300002J422-φ2.5 8.200.5 18.000.2 2 346 袁昌福2013. 10.19 1300002J422-φ2.5 8.200.5 18.000 0 346 袁昌福2013. 10.21 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 10.22 1300002J422-φ2.5 8.20 0.5 18.000.1 1 346 袁昌福2013. 10.23 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 10.24 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 10.25 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 10.26 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 10.27 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福焊材保管员:年月日焊接责任师:年月日焊条发放记录工程项目名称:重庆川仪自动化股份有限公司仪器仪表基地(蔡家)一期压缩空气管道安装工程工程代号:文件编号:SJHJHF2013-01日期年/月/日焊条发放退回领用人备注质量证明书编号牌号及规格时间数量(kg)时间回收焊条头(kg/根)焊条(根)焊工钢印号签字2013.11.5 1300002J422-φ2.5 8.20 0.5 18.00 0.2 2 346 袁昌福2013.11.10 1300002J422-φ2.5 8.200.5 18.000.1 1 346 袁昌福2013.11.11 1300002J422-φ2.5 8.200.5 18.000.1 1 346 袁昌福2013. 11.12 1300002J422-φ2.5 8.200.5 18.000.2 2 346 袁昌福2013. 11.13 1300002J422-φ2.5 8.200.5 18.000 0 346 袁昌福2013. 11.15 1300002J422-φ2.5 8.200.5 18.000.2 2 346 袁昌福2013. 11.17 1300002J422-φ2.5 8.200.5 18.000.1 1 346 袁昌福2013. 11.18 1300002J422-φ2.5 8.200.5 18.000.2 2 346 袁昌福2013. 11.19 1300002J422-φ2.5 8.200.5 18.000 0 346 袁昌福2013. 11.21 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 11.22 1300002J422-φ2.5 8.20 0.5 18.000.1 1 346 袁昌福2013. 11.23 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 11.24 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 11.25 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 11.26 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福2013. 11.27 1300002J422-φ2.5 8.20 0.5 18.000.2 2 346 袁昌福焊材保管员:年月日焊接责任师:年月日焊条发放记录工程项目名称:重庆川仪自动化股份有限公司仪器仪表基地(蔡家)一期压缩空气管道安装工程工程代号:文件编号:SJHJHF2013-01日期年/月/日焊条发放退回领用人备注质量证明书编号牌号及规格时间数量(kg)时间回收焊条头(kg/根)焊条(根)焊工钢印号签字2013.12.5 1300002J422-φ3.2 8.20 0.5 18.00 0.2 2 346 袁昌福2013.12.10 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013.12.11 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013. 12.12 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013. 12.13 1300002J422-φ3.2 8.200.5 18.000 0 346 袁昌福2013. 12.15 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013. 12.17 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2013. 12.18 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2013. 12.19 1300002J422-φ3.2 8.200.5 18.000 0 346 袁昌福2013. 12.21 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 12.22 1300002J422-φ3.2 8.20 0.5 18.000.1 1 346 袁昌福2013. 12.23 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 12.24 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 12.25 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 12.26 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福2013. 12.27 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福焊材保管员:年月日焊接责任师:年月日焊条发放记录工程项目名称:重庆川仪自动化股份有限公司仪器仪表基地(蔡家)一期压缩空气管道安装工程工程代号:文件编号:SJHJHF2013-01日期年/月/日焊条发放退回领用人备注质量证明书编号牌号及规格时间数量(kg)时间回收焊条头(kg/根)焊条(根)焊工钢印号签字2014.1.5 1300002J422-φ3.2 8.20 0.5 18.00 0.2 2 346 袁昌福2014.1.10 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2014.1.11 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2014. 1.12 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2014. 1.13 1300002J422-φ3.2 8.200.5 18.000 0 346 袁昌福2014. 1.15 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2014. 1.17 1300002J422-φ3.2 8.200.5 18.000.1 1 346 袁昌福2014. 1.18 1300002J422-φ3.2 8.200.5 18.000.2 2 346 袁昌福2014. 1.19 1300002J422-φ3.2 8.200.5 18.000 0 346 袁昌福2014. 1.21 1300002J422-φ3.2 8.20 0.5 18.000.2 2 346 袁昌福焊材保管员:年月日焊接责任师:年月日。
焊材的领用、发放和回收管理规定
焊材的领用、发放和回收管理规定1、焊条、焊丝、焊剂必须全部在焊接材料烘干室发放,无焊材筒或筒盖拒发焊条和焊剂。
在一个焊材筒(袋)内,不准装入两种不同性质的焊材。
2、焊接操作人员(焊工)须每人配备焊条保温筒,焊条发放时须装入带电源的焊条保温筒内。
焊条筒内温度应为100~150℃,一次领用焊条不得超过四小时用量,当阴雨潮湿时,焊材发放数量控制在2小时内用完,剩余焊条应退还焊条库。
然后根据焊条烘烤要求重新烘烤,单独存放,做好标识,下次优先发放使用,电焊条只能烘烤两次,否则报废。
2、焊材库保管员发放焊材要核对焊材型号和色标,按照规定的要求详细记录3、焊条按照公斤烘干,按照根数发放;焊丝成筒包装的按照根数发放,焊丝成盘包装的可裁剪成一米一根(自动焊焊丝成盘领取和发放),按照根数发放,焊剂按照公斤发放。
焊接材料领用每次都必须焊工自己签字确认4、焊工施工结束后剩余的焊材要及时返回焊材烘干室,保管员要将焊工返回的焊材分类单独存放,标识清楚,妥善保管。
自动焊焊丝成盘领取,当天没有使用完成在机器上必须有使用者做好防护工作。
保证使用的质量需要。
5、焊工领用焊材必须持技术人员填写的《焊接材料领用卡》领取焊材。
6、焊材发放时,焊条库保管员应填写焊材发放记录,注明焊材使用的产品部位(管线号和焊口号),由焊工签收。
焊接工程师应在焊材发放记录上签字认可。
7、回收的焊条应该对标记并检查药皮是否损坏,有损坏的不得使用。
在4小时内回收的焊条应按不同的牌号、规格分开存放,并对回收的焊条标识,不得混淆。
回收的焊条必须重新烘烤后方可发放使用,回收的焊条头、焊丝头集中存放在专用的木箱里,定期运出处理。
8、发放时应先发放回收和重新烘烤的焊条。
焊工领到有回收和重新烘烤的焊条应先用并一次性用完,以避免再次退库烘烤。
焊接资料样本
焊接工艺卡
焊接记录表表H-02
材质标记及焊工钢印分布位置示意图
焊接返修工艺卡
表H-04 №:
焊缝返修记录表
焊工技术档案
焊工业绩档案
编制:
焊接工艺评定指导书
焊接工艺评定指导书(续表)
焊接工艺评定报告(PQR)
表
焊接工艺评定试件施焊及焊缝外观检查记录
上海宝冶建设工业炉工程技术有限公司
焊接工艺评定资料存档目录
焊条(剂) 烘烤记录表
上海宝冶建设工业炉工程技术有限公司
焊条发放及回收记录表
审核:年月日
上海宝冶建设工业炉工程技术有限公司
焊剂、焊丝发放记录
上海宝冶建设工业炉工程技术有限公司
持证焊工一览表
上海宝冶建设工业炉工程技术有限公司。
焊条领用发放管理制度

焊规定保管烘干室焊 材,并烘干、发放和回收焊条; 2、认真填写焊条烘干记录,焊材发放记录; 3、保持焊条烘干室通风干燥、清洁卫生; 4、按制度使用、维护焊条烘干室的一切设备。
200-300
1
A202 A207 A302 A307 CHN327
150-200 200-300 150-200 200-300 150-200
0.5-1 1
0.5-1 1 1
焊工姓名
焊材领用卡
单线号
焊口量
焊材型号
焊材规格
焊材量
焊材领用卡
焊工姓名
单线号
焊口量
焊材型号
焊材规格
焊材量
焊接技术负责人:
各类焊条烘干温度、烘干时间表
牌号
J422 J426 J427 J506 J507 R107 R307 R507 A102 A107
烘干条件
温度℃ 时间(h)
150-200 0.5-1
350-400
1
380-400
1
350-400
1
380-400
1
380-400
1
380-400
1
380-400
1
150-200 0.5-1
焊材发放人:
焊材领用卡
焊工姓名
单线号
焊口量
焊接技术负责人:
焊材发放人:
焊材领用卡
焊工姓名
单线号
焊口量
焊材型号
焊材规格
焊材量
焊材型号
焊材规格
焊材量
焊接技术负责人:
焊材发放人:
焊接技术负责人:
焊条烘烤、发放记录
焊条烘烤、发放规定1、焊接采购时,必须要求有供应商提供所购焊材的材质证明书原件,若为复印件必须加盖经销商的印章。
项目部供应部门应保管好焊材的材质证明书,以备查证及作为存档、交工资料。
2、焊材在入库前,应经材料责任师、焊接责任师和质检员检查合格后,方可入库贮存(必要时,经质量检验人员确认)。
检查验收的主要内容为:焊材的型号(牌号)规格、炉批号是否与材质证书一致;焊材的外观是否合格,应无锈蚀、药皮脱落等现象。
如上述内容不全或有怀疑时,应对焊材进行复验。
3、焊材库必须干燥通风,库房内不得放置有害气体和腐蚀介质。
焊材应存放在架子上,架子离地面的高度和墙壁的距离均不少于300mm,严防焊材受潮。
库房内的焊材应按种类牌号、批号、规格和入库时间分类堆放,每垛应有明确的标识,不得混放。
焊材库内应配备抽湿设备、温度计、湿度计,保持库内温度为5~35℃,相对湿度不大于60%,并做好焊材库监测记录。
4、设专人负责焊材的保管、烘烤、发放、和回收,并有详细记录。
5、焊条、焊丝启封后,应进行表面检查,凡药皮脱落、腐蚀严重的焊材严禁使用。
6、焊条使用前,应按设计文件要求或本身的说明书进行烘焙。
当设计文件、本身的说明书均无特别要求时,按下列要求进行烘烤。
a、低氢型焊条烘焙温度为350~400℃,恒温时间为1小时,烘焙结束后120℃保温贮藏,本工程涉及焊条有J427、J507、R307等;b、酸性焊条和不锈钢焊条烘焙温度为100~150℃,恒温时间为1小时,烘焙结束80℃保温贮藏;7、焊条在使用前,应按设计文件、焊接工艺规程或标准、规范要求,在恒温箱中保存,但保存时间不宜超过七天。
8、焊条、焊剂烘干后,由焊材烘焙员按焊接责任师交底单统一发放。
每次发放量以焊工能在4小时内用完的数量为限。
(每位焊工焊条一次发放量以3千克为限)焊工应用焊条保温筒领取焊条、用容器领取焊剂。
每次领取的焊条型号(牌号)以一种为宜。
发放的焊条、焊剂应在4小时之内用完。
焊条发放管理制度

焊条发放管理制度一、为了规范焊条的使用管理,减少浪费,提高效益,保障焊接质量,制定本管理制度。
二、适用范围本管理制度适用于所有使用焊条进行焊接作业的单位及相关人员。
三、发放对象1. 本单位所有具备焊接资质的员工;2. 外来人员进入施工现场进行焊接作业的人员。
四、发放原则1. 焊条发放应坚持实行领用、归还制度;2. 发放按需合理分配;3. 焊条要在有效期内使用,过期焊条不得使用。
五、发放程序1. 领用:员工提出焊条领用申请,填写领用单,由班组长签字确认后,交相关部门进行领用;2. 归还:焊条使用完毕后,要进行清理处理,并填写归还单,进行归还。
六、管理责任1. 班组长对班组内焊条领用、归还工作负总责;2. 检修部门对焊条库存进行管理和保管;3. 对外来人员进行焊条发放和管理。
七、库存管理1. 维修班组定期清点焊条库存,做好库存台账;2. 对库存过期的焊条要进行淘汰处理;3. 外来人员的焊条库存要进行严格管理。
八、安全管理1. 使用焊条要进行安全培训;2. 焊条使用过程中要严格遵守操作规程,做好相关防护措施;3. 对焊条使用中的安全事故要进行及时录入、整改和汇报。
九、防止浪费1. 做好焊条的定期维护和检修,提高焊条的使用寿命;2. 对员工进行节约使用教育,减少浪费。
十、违规处理1. 对非正常领用、滥用焊条的行为,进行相应的纪律处罚;2. 对超期使用、过期领用、浪费使用的焊条,要进行责任追究。
十一、验收评估1. 对经常领用的焊条,要进行定期的检查和评估;对发现问题的进行及时整改;2. 对每年的焊条使用情况进行总结评估,做好经验总结,提高焊条使用的效益。
十二、制度执行1. 相关部门要对本管理制度进行宣传和培训,确保全员知晓;2. 对领用、归还进行严格管理,确保制度得以执行。
十三、其他1. 本管理制度由维修部门负责解释和更新;2. 对本管理制度的内容和执行情况进行定期的检查和修改。
十四、附则1. 本管理制度自发布之日起生效;2. 本管理制度解释权归本单位。
2021年-焊材管理规定
焊接材料管理规定1、编制目的为确保公司脱硫、脱硝等项目钢结构焊接质量,规范公司的焊接材料管理,特别编制本规定。
2、编制依据2.1JB/T 323-1996《焊接材料质量管理规程》2.2GB/T 983-1995《不锈钢焊条》2.3GB/T 984-2001《堆焊焊条》2.4GB 3669-2001-T《铝及铝合金焊条》2.5GB/T 3670-1995《铜及铜合金焊条》2.6GB 3864-2008-T《工业用气态氮》2.7YB/T 5092-2005《焊接用不锈钢丝》2.8GB 4842-2006《氩气》2.9GB/T 5117-1995《碳钢焊条》2.10 GB 5293-1999T《低合金钢焊条》2.11 GB 6052-1993《工业液体的二氧化碳》2.12 GB/T8110-2008《气体保护电弧焊用碳钢、低合金钢焊丝》2.13 GB/T 9460-2008《铜及铜合金焊丝》2.14 GB 10044-2006《铸铁焊条及焊丝》2.15 GB 10045-2001《碳钢药芯焊丝》2.16 GB 10858-2008《铝及铝合金焊丝》2.17 GB 12470-2003《低合金钢埋弧焊用焊剂》2.18GB/T 13814-2008《镍及镍合金焊条》2.19GB/T 15620-2008《镍及镍合金焊丝》2.20JB/T 3168《喷焊合金粉末技术》2.21JB/T 6964-93《特细碳钢焊条》3、焊接材料的采购3.1 为确保焊接质量稳定、降低检验成本,焊材订货采购要遵循“质优价廉”的原则,尽量采用国内大中型名牌焊材企业生产的焊材。
3.2供应部门提供的焊材应符合GB/T5117-1995《碳钢焊条》、GB/T5118-95《低合金钢焊条》、 GB/T5293-1999《埋弧焊用碳钢焊丝和焊剂》、GB/T12470-2003《埋弧焊用低合金钢焊丝和焊剂》GB/T10045-2001《碳钢药芯焊丝》 GB/T8110-2008《气体保护电弧焊用碳钢、低合金钢焊丝》等标准要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
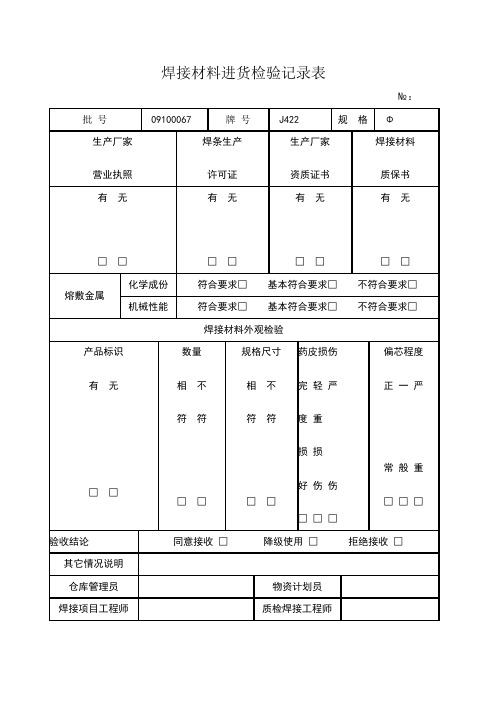
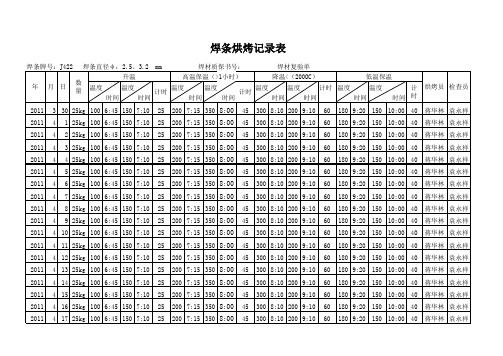
焊接资料进货查验记录表№:批号09100067牌号J422规格Φ生产厂家焊条生产生产厂家焊接资料营业执照有无允许证有无资质证书有无质保书有无□□熔敷金属化学成份机械性能□□切合要求□切合要求□□□基本切合要求□基本切合要求□□□不切合要求□不切合要求□焊接资料外观查验产品表记数目规格尺寸药皮损害偏芯程度有无相不相不完轻严正一严符符符符度重损损常般重□□好伤伤□ □□ □□ □ □□ □ □查收结论赞同接收□降级使用□拒绝接收□其余状况说明库房管理员物质计划员焊接项目工程师质检焊接工程师焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程焊接烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..2091000673509 12 17刘军王军J422Φ 3..2091000675509 12 18刘军王军J422Φ 3..2091000673509 12 19刘军王军J422Φ 3..2091000671009 12 20刘军王军J422Φ 3..2091000676009 12 21刘军王军J422Φ 3..2091000674509 12 22刘军王军J422Φ 3..2091000672509 12 23刘军王军J422Φ 3..2091000673509 12 24刘军王军J422Φ 3..2091000674509 12 25刘军王军J422Φ 3..2091000671009 12 26刘军王军J422Φ 3..209100067509 12 27刘军王军J422Φ 3..209100067509 12 28刘军王军J422Φ 3..209100067509 12 30刘军王军J422Φ 3..2091000671509 12 31刘军王军J422Φ3..209100067151011刘军王军J422Φ 3..2091000672010117刘军王军J422Φ 3..20910006715010118刘军王军备注 : 当日用不完的焊条一定退回入库 , 次日参加回烘后方可使用 , 回烘不得超出两次 , 不然降级使用 .焊接查验员 :施工员:日期:年代日日期:年代日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..2091000677510126刘军王军J422Φ3..2091000674510128刘军王军J422Φ3..2091000673510129刘军王军J422Φ3..2091000673010130刘军王军J422Φ3..2091000672010131刘军王军J422Φ3..209100067151021刘军王军J422Φ3..209100067151022刘军王军J422Φ3..209100067201023刘军王军J422Φ3..2091000671010228刘军王军J422Φ3..2091000672010229刘军王军J422Φ3..209100067251031刘军王军J422Φ3..209100067101039刘军王军J422Φ3..209100067101034刘军王军J422Φ3..209100067251035刘军王军J422Φ3..2091000672010310刘军王军J422Φ3..2091000675510311刘军王军J422Φ3..209100067510318刘军王军备注 : 当日用不完的焊条一定退回入库 , 次日参加回烘后方可使用 , 回烘不得超出两次 , 不然降级使用 .焊接查验员 :施工员:日期:年代日日期:年代日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..2091000677510126刘军王军J422Φ3..2091000674510128刘军王军J422Φ3..2091000673510129刘军王军J422Φ3..2091000673010130刘军王军J422Φ3..2091000672010131刘军王军J422Φ3..209100067151021刘军王军J422Φ3..209100067151022刘军王军J422Φ3..2091000671010228刘军王军J422Φ3..2091000672010229刘军王军J422Φ3..209100067251031刘军王军J422Φ3..209100067151032刘军王军J422Φ3..209100067101039刘军王军J422Φ3..209100067101034刘军王军J422Φ3..209100067251035刘军王军J422Φ3..2091000672010310刘军王军J422Φ3..2091000675510311刘军王军J422Φ3..209100067510318刘军王军备注 : 当日用不完的焊条一定退回入库 , 次日参加回烘后方可使用 , 回烘不得超出两次 , 不然降级使用 .焊接查验员 :施工员:日期:年代日日期:年代日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..2091000672510319刘军王军J422Φ3..2091000672010321刘军王军J422Φ3..2091000673010322刘军王军J422Φ3..209100067510327刘军王军J422Φ3..2091000672010328刘军王军J422Φ3..20910006710329刘军王军J422Φ3..209100067351042刘军王军J422Φ3..209100067101048刘军王军J422Φ3..209100067401046刘军王军J422Φ3..209100067201047刘军王军J422Φ3..209100067501049刘军王军J422Φ3..209100067510413刘军王军J422Φ3..2091000675010414刘军王军J422Φ3..2091000671510416刘军王军J422Φ3..2091000671010417刘军王军J422Φ3..2091000672510418刘军王军J422Φ3..2091000671510419刘军王军备注 : 当日用不完的焊条一定退回入库 , 次日参加回烘后方可使用 , 回烘不得超出两次 , 不然降级使用 .焊接查验员 :施工员:日期 :年月日日期 :年月日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..2091000672510420刘军王军J422Φ3..2091000672010422刘军王军J422Φ3..2091000672510424刘军王军J422Φ3..2091000671010426刘军王军J422Φ3..2091000671510428刘军王军J422Φ3..2091000673010429刘军王军J422Φ3..209100067301052刘军王军J422Φ3..209100067451053刘军王军J422Φ3..209100067351058刘军王军J422Φ3..209100067101059刘军王军J422Φ3..2091000672510510刘军王军J422Φ3..2091000672010512刘军王军J422Φ3..2091000672510513刘军王军J422Φ3..2091000671510514刘军王军J422Φ3..2091000674010515刘军王军J422Φ3..2091000671010516刘军王军J422Φ3..2091000671010517刘军王军J422Φ3..2091000671010519刘军王军备注 :当日用不完的焊条一定退回入库, 次日参加回烘后方可使用, 回烘不得超出两次 ,不然降级使用 .焊接查验员 :施工员:日期:年代日日期:年代日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..209100067201051刘军王军J422Φ3..2091000671510429刘军王军J422Φ3..209100067510430刘军王军J422Φ3..209100067151052刘军王军J422Φ3..209100067151053刘军王军J422Φ3..209100067351055刘军王军J422Φ3..20910006751056刘军王军J422Φ3..209100067301057刘军王军J422Φ3..209100067101058刘军王军J422Φ3..2091000675510523刘军王军J422Φ3..2091000673010521刘军王军J422Φ3..2091000673010522刘军王军J422Φ3..2091000676510525刘军王军J422Φ3..2091000671510526刘军王军J422Φ3..2091000673510528刘军王军J422Φ3..209100067510529刘军王军J422Φ3..2091000673010530刘军王军备注 : 当日用不完的焊条一定退回入库, 次日参加回烘后方可使用 , 回烘不得超出两次 ,不然降级使用 .焊接查验员 :施工员:日期:年代日日期:年代日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..209100067201051刘军王军J422Φ3..2091000671510429刘军王军J422Φ3..209100067510430刘军王军J422Φ3..209100067151052刘军王军J422Φ3..209100067151053刘军王军J422Φ3..209100067351055刘军王军J422Φ3..20910006751056刘军王军J422Φ3..209100067301057刘军王军J422Φ3..209100067101058刘军王军J422Φ3..2091000675510523刘军王军J422Φ3..2091000673010521刘军王军J422Φ3..2091000673010522刘军王军J422Φ3..2091000676510525刘军王军J422Φ3..2091000671510526刘军王军J422Φ3..2091000673510528刘军王军J422Φ3..209100067510529刘军王军J422Φ3..2091000673010530刘军王军备注 :当日用不完的焊条一定退回入库不然降级使用 .焊接查验员 :, 次日参加回烘后方可使用施工员 :, 回烘不得超出两次,日期:年代日日期:年代日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..2091000671510531刘军王军J422Φ3..2091000672010 6 2刘军王军J422Φ3..2091000672510 6 3刘军王军J422Φ3..2091000672510 6 4刘军王军J422Φ3..2091000673010 6 5刘军王军J422Φ3..209100067651066刘军王军J422Φ3..20910006751067刘军王军J422Φ3..209100067501069刘军王军J422Φ3..2091000677010610刘军王军J422Φ3..2091000672510611刘军王军J422Φ3..2091000675010612刘军王军J422Φ3..209100067510613刘军王军J422Φ3..2091000673510614刘军王军J422Φ3..2091000672510615刘军王军J422Φ3..2091000674510616刘军王军J422Φ3..209100067510617刘军王军J422Φ3..2091000674010618刘军王军J422Φ3..209100067刘军王军备注 :当日用不完的焊条一定退回入库, 次日参加回烘后方可使用 , 回烘不得超出两次 ,不然降级使用 .焊接查验员 :施工员:日期:年代日日期:年代日。