转杯纺纱产品的开发
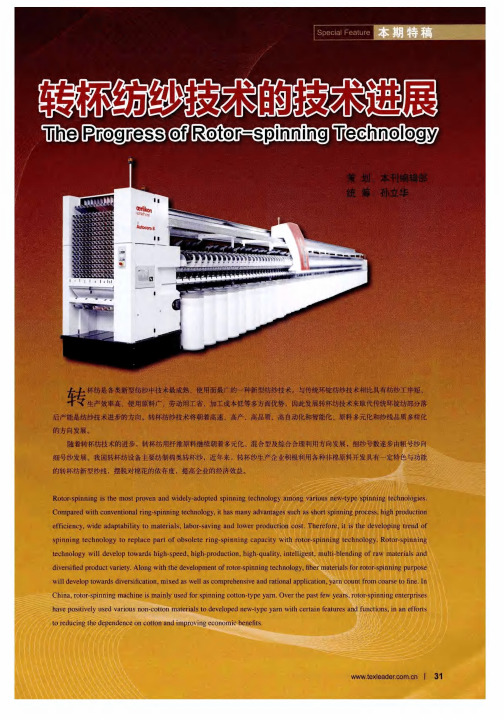
转杯纺纱技术的技术进展——转杯纺纱发展战略的探讨
盎7
嘲 6
、
一 . . √ r
. . -
姜s
蟾 4
啦
2
作 者简 介 :徐 惠君, 男, 1 9 4 0 年生, 现 任 全国新 型纺纱专业委 员 会副 主任, 主要从事转杯纺纱及其装 备的开发研 究。
抖
J 斗
- 一
J 斗
J 廿
J 廿
J 廿
廿
抖
晷
誊
蘩
-_
重
 ̄ - 1
蓍
e , i
§
詈
作者单位 :上海淳瑞机械科技有限公司。
图1 1 9 8 8 —2 0 0 9 年世界转杯纺总量 变化
3 2 l 纺织导报 C h i n a T e x t i l e L e a d e r - 2 0 1 3 N o . 7
A D i s c u s s i o n o n t h e S t r a t e g y f o r D e v e l o p i n g
R o t o r . s p i n n i n g
- ,一
Ab s t r a c t :Th e a r t i c l e e l a b o r a t e s t h e d e v e l o p me n t h i s t o r y o f r o t o r - s p i n n i 1 1 g t e c h n o l o g y a t h o me a n d a b r o a d a s we l l a s r e n ov a t i Ot i S i n p r o c e s s , c h a r a c t e r i s t i c s o f t h e d e v e l o p me n t a l l d d e t f c i e n c i e s , a n d b a s e d O i l wh i c h, i t di s c u s s e d
转杯纺纱机纺纱原理及适纺原料

转杯纺纱机纺纱原理及适纺原料来源:中国纺机网发布时间:2011年05月13日转杯纺纱机纺纱原理及适纺原料一、纺纱原理转杯纺纱机无论是自排风式还是抽气式,其纺纱原理均为内离心式,即纺杯高速旋转,纺杯内便产生离心力,离心力可使从分梳腔转移到纺杯内的棉纤维产生凝聚而成为纤维环(须条),须条被加捻以后便成为纱条,纱条被引出纺杯后,棉纤维又在纺杯凝聚形成新的纤维环,以达到连续纺纱的目的。
自排风式纺纱原理如图1—13所示,抽气式纺纱原理如图1—14所示。
目前,我国运转生产的转杯纺纱机绝大多数为自排风式机型,纺纱机上配置的多为CEⅡ型纺纱器或是在CEⅡ型纺纱器基础上改进的D型纺纱器,这两种型号的纺纱器基本一样,只是在密封橡胶圈和输棉通道结构上略有区别。
CEⅡ型纺纱器的构造如图1—15所示,其工艺原理如图1—16所示。
喂入的棉条经给棉喇叭集束以后便进入给棉板与给棉罗拉的握持区,在压簧的作用下对给棉板产生26.5N的压力。
这时由给棉罗拉把棉条按牵伸倍数需要均匀地向前输送至高速旋转的分梳辊的抓取范围。
分梳辊对棉条进行开松并分解成单根纤维(单纤化过程),由于附面作用棉纤维便紧紧地附着在分梳辊齿端。
当分梳辊对棉条进行分解时,原来夹裹在棉纤维中的杂质,由于质量较大(较重),其离心力亦较大,便从棉条中分离出来,如图1—16所示。
杂质被分离出来后,在进入分梳腔排杂区时,借助排杂负压气流的吸引作用,通过纺纱器的排杂通道和排杂玻璃管被排到机身中部的总排杂管道中。
在自排风式转杯纺纱机中,由于高速旋转的纺杯把杯中原有的空气从底部的排气孔排出以后,纺杯内便产生负压(真空度),因纺杯的直径有大小之分,转速有快慢差别,并且又受纺纱器密封性能好坏的影响,因此,纺杯内负压高低存在着较大的差别。
图1—17所示为自排风式及抽气式纺杯内的负压值。
气压为了达到平衡,纺杯内原有的空气被排出后,外界的空气通过分梳腔和引纱玻璃管两个渠道源源不断地向纺杯内补充。
转杯色纺纱的纺纱实践_桂亚夫
2006年2月第34卷第2期SHANGHA I T EXT I LE SCI ENCE&TEC HNOL OGY上海纺织科技Vo.l34N o.2,2006专题论坛转杯色纺纱的纺纱实践桂亚夫1,耿琴玉2(1.宁海华联纺织有限公司,浙江宁海315600;2.江苏南通纺织职业技术学院,江苏南通226007)摘 要:从原料选配与染色、混色方法的采用、并条工艺和转杯纺纱等方面,探讨了纯棉色纺纱的转杯纺技术,并与环锭色纺、转杯本色纺技术进行了比较。
关键词:色纺纱;混色;转杯纺;环锭纺中图分类号:TS104.71 文献标识码:B 文章编号:1001-2044(2006)02-0023-02Practice in spi n ning colourf ul yarn on rotor spi n ni n g fram eGUI Ya-fu1,GE NG Q in-yu(1.N inghai Huali an T ex tile Co.,L t d.,N inghai315600,China)(2.N an t ong Tex til e V oca tiona l Techno l ogy Co ll ege,N antong226007,China)Ab strac t:In t h is ar ticle is resea rched the spi nning techno l ogy o f dyed pure cott on ya rn on ro tor sp i nn i ng fra m e from raw co tt on se lec-tion,co tton dye ing and its co lou rm i x ing me t hod opti m iza tion up t o t he draw i ng and ro t o r s p i nni ng processe s.Its co m pa rison w it h dyed cott on ring s p i nni ng and gray co tt on ro tor spinning are also done.K ey words:c o lo u r-spun y ar ns;m ix i ng colours;r o t o r spinn i ng;ri ng spinning 色纱生产方法按纺纱和染色的顺序不同可分为两种:一是先纺后染法,即用本色纤维纺成本色纱再染色,这是传统的方法。
纺纱新技术发展现状及趋势

纺纱新技术发展现状及趋势摘要探讨纺纱新技术的发展现状及趋势。
分析了近年来环锭纺纱新技术和新型纺纱新技术的发展现状,综述了环锭纺、转杯纺和喷气涡流纺在纺纱方法、自动化智能化以及器材与专件等方面的进展,展望了纺纱新技术在全流程连续化、短流程、节能降耗、提高纺纱速度等方面的发展趋势,介绍了梳并联、细纱自动接头、超大牵伸、节能集聚纺、多级气圈、双分梳转杯纺和离心纺等新技术,并给出了对未来纺纱技术的预期。
认为:加强纺纱理论研究是纺纱新技术发展的基础,多学科特别是信息学科与纺纱结合将为纺织行业进步提供强大动力,螺旋式发展模式是纺纱新技术进步的特征。
关键词纺纱新技术;环锭纺;新型纺纱;智能化;短流程;节能纺纱活动伴随着人类文明的推进而发展。
回顾纺纱技术的发展历程,离不开开松、梳理、牵伸和加捻四大原理,目前纺纱技术也基本没有完全突破这些原理,只是在实现方式上有所区别或者在细节方面有所丰富。
从动力驱动和控制技术的角度来看,由于蒸汽机、电动机、变频技术和伺服电机等的应用,极大提高了纺纱效率和成纱质量的稳定性。
当前的纺纱产业界,环锭纺仍占主导地位,而转杯纺和喷气涡流纺也得到了迅速发展,成为新型纺纱中的主力军。
环锭纺的发展出现了集聚纺、低扭矩纺、全聚纺、聚纤纺、赛络纺和数码纺等,而新型纺纱技术中出现了静电纺、转杯纺、摩擦纺、喷气涡流纺、自捻纺和离心纺等新方法。
本文分别就环锭纺纱与新型纺纱两种体系来分析近年来纺纱新技术的进展,并展望未来的发展趋势。
1纺纱新技术的进展1.1环锭纺纱新技术的发展现状迄今为止,环锭纺依然是纺纱技术应用的主体,其优点和不足均非常明显。
环锭纺的优势体现在成纱结构合理、适纺号数范围广等方面,尤其是在特细号纱领域。
其缺点是工序长、纺纱速度受限、卷装尺寸受限、用工相对较多。
以下从3方面阐述环锭纺新技术的发展。
1.1.1环锭纺的改良技术近年来,集聚纺、低扭矩纺(假捻纺)、柔洁纺、复合纺和数码纺等技术的涌现和应用,使环锭纺纱技术得以进步与改良,成纱质量得到提高与改善。
新型纺纱技术的应用——转杯竹节纱
30 0
30 0
07 8 . 7
08 1 . 2
08 9 .8
09 6 .0
五 、 某 电 业局 lk 在 O V线 路 补 偿 中 的 实践
20 0 5年 8 1 , ~ 0月 某节能公 司生 产的 6套 1k 0 V线 路杆上 自动无功补偿装置 , 在某电业 局的 6条功率 因数
是 转 杯 纺 一 头 的七 分 之 一 , 就 是 说 , 头 的产 量 相 当 也 一
1 . 竹节纱的特征参数 。竹节纱是一 种花式纱线 , 转
杯 竹 节 纱 的最 基 本 参 数 有 以 下 四 个 : 纱 线 密度 、 节 基 粗 倍数 同市场上转杯纺 的市场份 不
较 低 的 1k 0 V公 用 线 路 上 安 装 , 于 厂 家 技 术 服 务 人 员 由
彭 柏 吕南
30 0 30 0
07 5 . 4 07 0 . 7
084 .9 090 .1
f 半煤
30 0
07 3 .1
07 4 .7
09 . 7
0.8 82
细致认真 , 抱着为用户负责 、 为取得好 的无 功补偿效果
艺 参数 控 制伺 服 电机 由快 而慢 再快 ,周 而 复始地 运 行, 从而 使 引纱罗拉 以相 同规律 运转 , 纺制 出粗细 节 相间 的竹节纱 。同时 , 过将控 制变速 过程 加减速 速 通 率 的参数赋 值 0 可 实现伺服 电机 的恒 速运行 , , 纺制普
通纱 。
设 L为喂给罗拉高速情况下 引纱罗拉输 出的纱 线 长度 , D为转杯 的直径 , S为竹节长度 。 当 L 叮D即在喂给罗拉升速 的时间 内引纱罗拉输 >r 出的纱线长度大于纺杯的周长时 , 竹节长度 S 2r + , = 叮D a ( = 一 叮D) 为纺杯周长 的两倍 以上。 aL 2r , 当 L 叮D即在 喂给罗 拉升速 的时间内引纱罗拉输 <r 出的纱线长度小于纺杯 的周长时 , 竹节 的长度 s 叮D b =r +
智能化高速转杯纺研发生产方案(一)

智能化高速转杯纺研发生产方案一、实施背景随着科技的飞速发展和人们对纺织品品质要求的提升,传统纺织技术已经面临挑战。
为了满足市场需求,提升纺织产业的竞争力,我们计划研发智能化高速转杯纺,以实现生产效率的提升、产品质量的优化以及成本的降低。
二、工作原理智能化高速转杯纺是一种先进的纺纱技术,其工作原理主要基于气流纺纱技术。
具体步骤如下:1.纤维原料:首先,纤维原料通过输送装置进入纺纱杯。
2.纤维凝聚:在纺纱杯内,纤维原料受到强大的气流作用,纤维被拉伸并凝聚成束。
3.纤维加捻:随后,气流旋转纤维束,对其进行加捻。
4.输出纱线:加捻后的纤维束通过输出装置形成纱线。
5.智能化控制:整个过程由智能控制系统进行监控和调整,确保生产过程的稳定和产品的质量。
三、实施计划步骤1.研发团队建设:组织机械工程、纺织工程、自动化控制等领域的专家,组建研发团队。
2.市场调研与需求分析:对目标市场进行深入调研,明确客户需求和期望。
3.技术研究与方案设计:对高速转杯纺的关键技术进行深入研究,设计智能化控制系统和生产流程。
4.设备选型与采购:根据技术方案,选择合适的机械部件和器材,进行采购。
5.系统集成与调试:将各个系统集成在一起,进行调试和优化。
6.试点生产与验证:在确保技术成熟后,选择试点工厂进行生产验证,收集反馈并优化方案。
7.全面推广与培训:在试点成功后,进行全面推广,并对员工进行培训。
四、适用范围此方案适用于各种纺织企业,特别是对生产效率、产品质量有较高要求的企业。
此外,对于传统纺织企业进行技术升级和改造,或者新建工厂而言,都是非常合适的方案。
五、创新要点1.智能化控制:通过引入先进的传感器和算法,实现了对生产过程的实时监控和自动调整,提高了产品质量和生产效率。
2.高速转杯纺技术:结合气流纺纱技术,实现了高速、高效的纺纱,降低了生产成本。
3.一体化设计:将机械、电气、控制等系统整合在一起,减少了设备占地面积,提高了空间利用率。
转杯纺纱工艺设计

转杯纺工艺流程班级:纺织****班姓名:********学号:****0051****日期:20**/**/**牛仔布转杯纱36.4tex设计过程以产品要求为基础,配置转杯纺纱的工艺设计,36.4tex纯棉转杯纺纱,设计捻系数选定361,成纱质量中档,但毛羽要少些,配棉成分中档,相关工艺计算如下:1、转杯转速、引纱线速度、设计捻度:根据机型、纱线密度、纱的用途可选择转杯凝聚槽型、直径和转速,分别为T形槽、直径40mm、转杯转速78000r/min,也可选择选择设计捻系数为361。
由此计算:设计捻度(捻/10cm)=线密度制捻系数/√Tt=361/√36.4= 59.8捻/10cm 修正为60捻/10cm引纱线速度(m/min)=转杯转速/设计捻度(捻/10cm)×10=78000÷600=130(m/min)2、分梳辊及其转速的选择:36.4tex纯棉纱,根据棉纺手册(第三版)中的表3-2-16和所选转杯纺纱机型,可以选择OB20或OK40齿形、直径为65mm的分梳辊,根据表3-2-19,可以选择分梳辊转速为7500r/min。
3、假捻盘与阻捻器的选择:用途要求毛羽较少、捻度适中,可选择适合40mm 转杯直径的光面KN4型的假捻盘和光面阻捻器。
假如在设定捻系数条件下,断头较多,可改用沟槽少的假捻盘。
4、输纤通道和隔离盘:根据所选机型和转杯直径40mm,选择整体式输纤通道和相应的隔离盘。
5、条子定量、牵伸倍数、喂给罗拉线速度:根据机型、纱线密度48.6tex转杯纱可选择18.5g/5m 的条子定量,然后计算:实际牵伸倍数= 条子的定量(g/5m)×200/纱的标准定量(g/1000m)=18.5×200÷48.6= 101.6机械牵伸倍数= 实际牵伸倍数÷牵伸系数=101.6÷1.02= 99.7牵伸系数根据转杯纺落棉率、纤维损失、埝缩、卷绕张力、牵伸倍数等综合因素而定,一般在1.02~1.05之间。
转杯纺开发麻类产品的探讨

提下,锡林与刺辊的速比以1.8~2为宜. 2提高分植质量重点应注意锡林与盖板隔距和道夫速度.由于麻纤维抗阻系数大,纤维与 钢针摩擦易产生麻结,因此锡林与盖板隔距不宜过小,一般以配置0.3、0.28、0.25、0.25、0.28 mm为宜。道夫速度与生条定量有关。在生条定量适中的条件下,道夫速度适当减慢。此时,产 量虽有降低,但锡林针面负荷减轻,有乖J于提高分梳质量。一般生条定量在20克/5米左右时, 道夫速度配22r/m。盖板速度适当减慢,可兼顾排杂与提高制成率。 (----)并条熟条的内控质量是重不匀率和条干不匀率。其工艺要点如下:
{1,_■]
一、原料选用
1原料苎麻、亚麻、大麻、罗布麻等是麻类纺织品的主要原料,由于它们的脱胶方法和初加 工方法不同,纤维的化学成份及含量也不一样。苎麻纤维含纤维索最多,含胶杂物最少,是麻纺 织品的最佳原料}亚麻除木质素稍高外,其它与苎麻基本接近.故具有与苎麻一样的使用价值; 大麻与罗布麻的纤维素较少,而胶质杂物比苎麻又多得多,故必须尽量除去其含胶杂物,以提 高纤维的可纺性。 脱胶后的麻类纤维均具有纤维长度差异大、平均长度短、断裂强度高、断裂伸长小等共同 特点。必须注意,长纤维纺纱工艺路线的不同,使转杯纺选用原料的来源也不一样。例如苎麻 选自长麻纺新工艺路线中的精梳落麻,或老工艺路线中的第二道圆梳机落麻;亚麻选自其初加 工过程中的二粗亚麻;大麻选自短麻条工艺路线的搓条梳麻;罗布麻纤维长度较短,一般选用 脱胶罗布麻即可。不论何种麻纤维,都必须逐批检验,掌握其质量指标.合理选配.这是纺好转 杯麻纱的根本保证。 2混纺比由于麻类纤维的长度整齐度较差,纤维表面光滑,且刚性大,硬脆易断裂.因此,一 般常与其它天然纤维或化学纤维混纺,以提高可纺性。 麻类纤维与其它纤维的混纺比决定于最终产品的风格、出口产品的要求和原料成本。如要 求最终产品具有某种纤维的织物风格,则在混纺比中这种风格的纤维须占主体成份(即大于 50%)。对于出口麻类纺织品,在混纺纱中麻的混比要求不低于55%。原料成本应在保证织物 风格的前提下,以配最低混纺比为原则。由于麻纤维表面光滑、粗硬,在加工过程中易散落,因 此投料量一般要增加1s~20%,以确保最终产品中规定的含麻量。
RFRS30转杯纺纱机的特点与生产实践

RFRS30转杯纺纱机的特点与生产实践柏银燕、高立峰、吕永法(浙江日发纺织机械有限公司)我公司于2001年在国内最早成功推出第一台半自动接头抽气式RFRsl0转杯纺纱机,经过不断完善与创新,消化吸收国外转杯纺技术并综合我国科技成果的基础上,于2004年公司又推出第二代国产新型RFRS30型转杯纺纱机,至今为止,二种机型共售出1000多台,并出口到俄罗斯、巴基斯坦、印度、缅甸等众多国家,国内市场有一定的占有率,创造了可观的经济效益和社会效益。
1 RFRS30型转杯纺纱机带来了更多新的优势(1)采用一体式输纤通道,可以使纺纱号数更细,纺纱稳定性和质量得到更大的提高,尤其适合纺48.6tex(Nel2)以上的中细号纱。
(2)采用陶瓷滚珠轴承和新型无接口高速进口龙带,更适合高速运转,转杯速度可达100000rpm,在纺中细号纱产量得到了保证。
(31合理可靠的引纱和卷绕系统,保证了成型筒子良好,可选配平筒和锥筒任意一种,保证了不同织机的退绕要求,引纱速度最高可达170m/min。
(4)卷绕容量加大,可达4.5kg,降低了挡车工的劳动强度,纺纱器最多头数可增加到288锭,提高了生产效率和降低了生产成本。
(5)更多的运用变频技术,除RFRsl0型机原来的引纱、给棉、横动速度变频调整外,又新增加了分梳辊速度、转杯速度和风机负压变频调整。
(6)更多元件系列化,可根据不同品种选择不同直径转杯、不同形式分梳齿条、上输纤通道、假捻盘、阻捻器等专件,可纺制机织纱、针织纱和起绒纱。
(7)排杂带两侧单独正反转间歇传动,配自动清洁手、清洁排杂箱杂质,改善纺纱环境和保证了纺纱质量,降低了挡车工劳动强度。
(8)增加了留尾纱装置,使纺纱无中断,减少了工作强度并提高了后道工序的工作效率。
(9)可选配上蜡功能和电子清纱功能,使纱线质量更有保证。
(10)全机采用微电脑闭环控制,大液晶触摸屏能显示工艺参数、设定工艺参数、工艺参数管理、报警显示、密码管理、产量统计与单锭定长等多种功能。
转杯纺

• back
• 国产设备代表流程
– 1
圆盘抓棉机自动混棉机+A034 +A034六 A002D 圆盘抓棉机-A006B 自动混棉机+A034六
辊简开棉机(附A045B凝棉器)一A036豪猪开棉机(附 辊简开棉机( A045B凝棉器) A036豪猪开棉机( 凝棉器 豪猪开棉机 凝棉器) FA101四刺辊开棉机一FA061强力 四刺辊开棉机一FA061 A045B 凝棉器)一FA101四刺辊开棉机一FA061强力 除尘器一A062二路电气配棉器一AO92A 除尘器一A062二路电气配棉器一AO92A 双棉箱给棉 A062二路电气配棉器一 机(附A045B凝棉器)-A076C单打手成卷机一A186D A045B凝棉器) A076C单打手成卷机一A186D 凝棉器 单打手成卷机一 梳棉机或A190双联梳棉机-A272F头 梳棉机或A190双联梳棉机-A272F头、二道并条机一 A190双联梳棉机 国产第一代气流纺纱机 back
转杯纺纱前纺工艺
• 气流纺纱工艺配置,应遵循以下原则: 气流纺纱工艺配置,应遵循以下原则: – ① 清花工序:先松后打、多松轻打、早落防碎、多排少返、均匀 清花工序:先松后打、多松轻打、早落防碎、多排少返、 混合,尽量排除杂质、微尘和短缄。 混合,尽量排除杂质、微尘和短缄。 – ② 梳棉工序:强分梳、快转移、繁隔距、台理车速、增加除杂。 梳棉工序:强分梳、快转移、繁隔距、台理车速、增加除杂。 – ③ 并条工序:以掌握提高纤维的清洁度、分离度、伸直度为原则, 并条工序:以掌握提高纤维的清洁度、分离度、伸直度为原则, 并改善棉条的长片段不匀率。
• 当纤维主体长度在 当纤维主体长度在29—31mm时,喂给板与分梳辊 时 进口隔距应保持在2.6mm,出口隔距(即分梳点 最 ,出口隔距 即分梳点 即分梳点)最 进口隔距应保持在 小隔距应为0.15mm.分梳面长度为27—28mm。 .分梳面长度为 小隔距应为 。 • 当纤维主体长度为 当纤维主体长度为27mm或以下时,喂给板与分梳 或以下时, 或以下时 辊进口隔距应为2.0mm,出口分梳点隔距为 , 辊进口隔距应为 0.15mm,分梳面长度为23—25mm。 ,分梳面长度为 。
发展高档转杯纺纱机

作 者简 介 : 秦贞 俊 ( 1 9 3 6 一) , 男, 济南人 , 教 授 级 高 级 工 程师 , 主 要 从 事 纺 织 新 技 术 的开 发 研 究 。
图2 S C - R纺纱器 ( 箱)
Te x t I l e Ac c e s s o r i e s
织卷
V o 1 . 4 0 S u p p l e m e n t
第4 o 卷 增 刊 2 0 1 3年 6月
Te x t _ I e Ac c e s s o r i e s
织卷l ; }
发 展 高档 转 杯 纺 纱 机
秦 贞俊
( 中 国纺 织 工 程 学 会 棉 纺 织 委 员 会 , 北京 1 0 0 0 2 5 )
摘要 : 转 杯 纺纱技 术近 4 O年来发展 很 快 , 从 2 0世 纪末 到现在 , 随 着 电子计 算机技 术 、 变频调 速技
S E7 、 S E 8 、 S E 9 、 S E 1 0 、 S E 1 1 及 S E 1 2型供 赐莱 福 生 产 转杯 纺纱 机 。 1 . 2 . 2 德 国 Oe r l i k o n S c h l a f h o s t在 2 0 1 1巴塞 罗 那 I TMA 展 出的最 新 型 的 AUT OC ORO 8型转 杯
转杯纺高支纯粘胶色纺纱的研制开发
王桂珍 ’ 龚 卫东 (江 阴市行业 管理 中心 江 苏江 阴 243 , 14 1 江 苏康妮 集 团有 限公 司 江 苏江 阴 242 ) 145
【 摘要】 本文介 绍 了在德 国赐 来福 A tc r3 0 uo oO 6 转杯 纺纱机 上研 制 开发 1 . e 纯 粘胶 色 95 x t 纺纱 的生产 实践 , 分析 了各 主要 工序 的技 术难 点 , 出了解决措施 。 提
解 为主 , 辊转 速不 宜过 高 , 刺 以免损 伤纤 维 , 主刺
辊 转 速 为4 0/ m; 0r mi 转 纺纱 对 杂 质 、 尘 的处 微
除杂 机一 F 5型 除微尘 机一F 7 型 喂棉箱 一 Al6 A18
F 23 A 0 A型 梳 棉 机 ) A l 第 一 道 并 条 机 一 一F 3 5
【 关键 词】 转杯 纺 ; 高支纯粘胶 色纺纱 ; 艺过程 ; 工 生产控制 [ 中图分类号 】 S 5 . T 147
转杯 纺纱一 般用 于 中粗支 纯棉纱 的生产 , 它 的成纱结 构决定 了纱 的捻 度较 高 ,手感偏 硬 , 主 要 应 用 于机 织产 品 的生 产 ,但 是 它 的 生产 效 率 高, 特别 是赐来 福A tem3 0 自动 转杯 纺纱 机 uoo 6 全
收稿 口期 :o 8 0 —) 20 — 848
理 要求 比较 高 ,纤 维在 梳理 前经 过F I6 A5除微 尘
机, 使生 条含杂率 可 达00 %~ . %。 .7 00 8
ห้องสมุดไป่ตู้JAN UT X I E 江苏纺织 I GS E T L
国
32 梳棉 工序 .
条 工序工 艺参数 调整 后 见表 2。
第二章转杯纺纱
第二节 转杯纺纱机组成机构及 其作用
二. 分梳机构
(三)分梳辊 2. 作用比较 (2) 针辊 利用钢针刺入纤维层进行梳理来开
松纤维束,钢针由细变粗,作用力由弱 变强,作用力缓和细致,作用力分布在 一个曲面上,不易损伤或切断纤维。
第二节 转杯纺纱机组成机构及 其作用
二. 分梳机构
(四)分梳辊速度与转杯真空度的匹配 1. 符号 QT —— 分梳辊带动气流量 QR —— 转杯吸气量 vT —— 分梳辊表面速度 vA —— 输送管出口气流速度 -Pa —— 转杯真空度 nR —— 转杯速度
转杯纺纱工艺过程
第一节 转杯纺纱概述
一. 转杯纺纱基本原理 (二)成纱基本原理
须条一端握持,另一端与喂入须条断 开,形成自由端,使自由端相对握持点 发生回转,从而给须条加上真捻而成纱。
第一节 转杯纺纱概述
一. 转杯纺纱基本原理 (三)工艺路线
1. 第一条 高效开清棉联合机组(附高效除杂
装置) → 高产梳棉机 → 两道并条机 → 转杯纺纱机
调节式排杂装置
分梳棍
A为排杂通道补气调节孔
C孔
B为排杂区调节孔
B孔
C为输送管补气调节孔
A孔
第二节 转杯纺纱机组成机构及 其作用
四. 凝聚加捻机构 (一)组成
输送管、隔离盘、转杯、假捻盘、引 纱管等
第二节 转杯纺纱机组成机构及 其作用
四. 凝聚加捻机构
(二)作用 1. 凝聚 将分梳后的纤维和输送纤维的气流在
第一节 转杯纺纱概述
二. 转杯纺纱技术的发展及现状 (一)发展历程
2. 发展阶段 (1) 第一代转杯纺纱机
转杯速度:30000 ~ 40000 r/min 无排杂装置,头距小,自动化程度低 国产A591
新型纺纱技术的应用——转杯竹节纱

头 的产 量相 当于七个 纱锭 的产 量 。 目前 , 同市 场 上转 杯 纺 的市 场 份额 差 别很 大 。例 如 , 美 国转 杯 纺 不 在
占到 6 % , 0 在亚洲 国家仅 占 1 % 左右 。最 近我 国发 展很 快 , 占 比重 有所 增加 。这 与各个 国家 的产 品结构 0 所
1 新 型 纺 纱
新 型纺 纱技 术从诞 生 到现 在 , 经过 半个 世 纪 的发 展 , 出现 了各 种 形 式 的 纺纱 方 式 。迄今 为 止 , 后 出 先 现 了转 杯纺 ( o r pnig ,自捻纺 (e - i pnig , R t inn ) oS Slt sSinn ) 摩擦 纺 ( rCi pnig , fw t Fi tnSinn ) 喷气纺 ( ijt pn o AreS i— .
第3 2卷
第 1期
纺
织
服
装
科
技
2 1 年 2月 0 1
, ’’’’’’ 、
S IN E A DT C N I G FT X IE & G R N C E C N E H O Y O E T L O A ME T
V0 . 2 No. 13 1 Fe .. 01 b 2 1
李继锋 ( 92一) 男 , 17 , 河南濮阳人 , 注册 国际商务师 , 主要从 事纺织工程技术与纺织 品国际贸易工作 。
3 6
纺
织
服
装
科
技
21 0 1年
第3 2卷
3 e 纺纱支数 内几乎可以覆盖应用环锭纺的所有产品。目前 , 国转杯纱在机织 、 2N , 我 针织 的应用 比例约为
C nesr pnig , 罗纺 (i su )赛 罗 菲 尔纺 ( if )索 罗 纺 (oop n 等 。但 目前具 有 应用 价 值 odne inn )赛 S Sr pn , o Sr l , o i Slsu ) 的主要有 转杯 纺 、 喷气 纺 和部分 复合 纺 纱 , 近 发展 起 来 的 紧 密纺 从 产 品 的性 价 比和 投 资产 出效 果 来 看 , 最 目前 市场 利用 价值 不 高 。 近几 年 , 短纤 纺纱方 法 发生 了实 质性 的变 化 , 杯 纺在 世 界 范 围 内取得 了稳定 的市 场份 额 。根据 现 有 转 的纱 锭规 模 , 杯 纺大 约 占 2 % 。就生 产率 而言 , 转 5 一个 环 锭纺纱 锭 仅是 转杯 纺一 头 的七 分 之 一 , 就 是说 , 也
精工智能纺机:数智赋能_2024三大主攻方向决胜未来

精工智能纺机:数智赋能 2024三大主攻方向决胜未来“当前全球经济疲软,消费需求减弱,对行业、企业发展带来很多冲击,特别是出口方面,影响很大。
对此,2023年公司及时调整战略,加大国内国际双循环布局,以技术创新为引领,有力实现了企业的高质量发展。
”浙江精工智能纺织机械有限公司总经理沈建明表示,以上海纺机展为契机,精工智能纺机强势推出JGT 系列假捻变型机、JGR 系列转杯纺纱机、HKV系列包覆丝机、JGW系列络筒机等4款最新设备,凭借优良的产品性能,吸引了如印度、埃及、土耳其等众多国外及国内客户驻足参观,并有不少客户当场达成意向订单,场面十分火爆。
其中,最受欢迎的设备是JGR631型转杯纺纱机和JGT1000HA电子成形假捻变形机。
沈总介绍,该转杯纺纱机最大锭位可达600锭,最高转速120000转/分钟,纺纱器通道设计适纺杂质较少的纯棉和粘胶类产品,纱线品质均匀度高,质量稳定。
电子成形假捻变形机使用电子卷绕技术,实现无油污丝,成形更优良,而且配备晃电不停机功能,实现断电0.5秒不停机生产。
“这些产品不仅是当下最智能、高效、节能环保的,更代表了中国纺机‘智造’的水平。
”作为纺织机械专用装备智能制造、创新解决方案的佼佼者,精工智能纺机始终专注纺机装备技术的提升与产品研发,深受国内外客户认可和好评。
在创新推动下,2023年,精工智能纺机先后研发出自动落纱换管加弹机,目前已进入最后测试阶段,预计于 2024年投产;推出自动落纱换管机器人,并研发出最新型双通道纺纱箱转杯纺纱机,在国内气流纺行业处于领先地位;推出“晃电不停机”配置的加弹机以及飞轮储能装置,最长断电时间可达1秒,该设备主要适用国内及东南亚、中亚等一些电网不稳定的地区;推出单锭单控高速络筒机,可实现定长、定量等络丝操作……这一系列创新,极大提升了企业的市场竞争力。
“目前,精工智能纺机的主要客户主要集中在东南亚、中亚、西亚及非洲等地,这些区域往往是依靠加工为主的劳动密集型的中间段产业,受终端市场需求减少影响巨大。