连接座工序卡
工序卡(1)
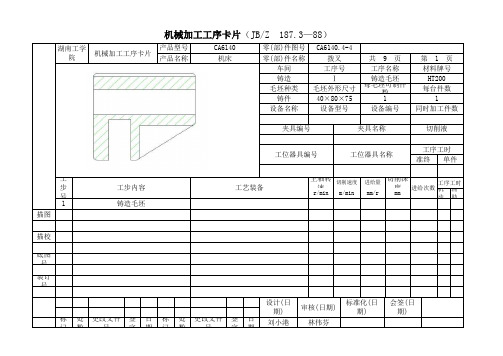
主轴转速切削深度r/min mm机动辅助1描图描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港审核(日期)标准化(日期)林伟芬会签(日期)机械加工工序卡片(JB/Z 187.3—88)工步号工步内容工艺装备设计(日期)m/min mm/r 工序工时准终单件切削速度工序工时切削液HT200设备名称设备型号铸件40×80×7511机械加工工序卡片铸造Ⅰ铸造毛坯 工序号工序名称产品型号产品名称CA6140机床湖南工学院每台件数车间材料牌号夹具编号夹具名称同时加工件数第 1 页零(部)件图号CA6140.4-4工位器具编号工位器具名称零(部)件名称拨叉共 9 页设备编号毛坯种类毛坯外形尺寸每毛坯可制件数进给量进给次数铸造毛坯主轴转速切削深度r/min mm机动辅助1300 1.3描图1501###描校底图号机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号CA6140.4-4产品名称机床零(部)件名称拨叉共 9 页第 2 页材料牌号铣床Ⅱ粗、半精铣左端面C面HT200车间工序号工序名称设备型号设备编号每台件数铸件40×80×75毛坯种类毛坯外形尺寸每毛坯可制件数设备名称夹具名称切削液气动夹具1同时加工件数铣床X5032工序工时准终单件工步号工步内容工艺装备切削速度进给量工位器具编号工位器具名称1夹具编号1.粗铣表面75×40专用夹具、高速钢镶嵌式端面铣刀,游标卡尺500.2进给次数工序工时1m/min mm/z 2.精铣表面75×40专用夹具、高速钢镶嵌式端面铣刀,游标卡尺800.51装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度r/min mm机动辅助127220CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 3 页材料牌号铣床III 钻孔并扩花键底孔Φ22并锪2×30°倒角HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数铣床X5032设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工步号工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数钻孔φ20专用夹具、直柄麻花钻,卡尺,塞规17.10.48进给次数工序工时1mm/r mm/r描图21402###3描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度r/min mm机动辅助1300 1.5 倒角30°专用夹具、卡尺,塞规扩孔至φ22专用夹具、直柄麻花钻,卡尺,塞规9.670.621CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 4 页材料牌号拉床Ⅳ拉花键Φ25H7HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数矩形花键拉刀L6120设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工步工步内容工艺装备切削速度齿开量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数拉花键Φ25H7专用夹具、拉刀30.06进给次数工序工时1m/min mm/z描图 ###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度r/min mm机动辅助14602 CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 5 页材料牌号铣床 Ⅴ粗、半精铣底面D面HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数铣床X5032设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工步工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数粗铣表面 80× 30专用夹具、高速钢镶嵌式端面铣刀,18.29124.2进给次数工序工时1m/min mm/r描图24601###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度精铣表面80× 30专用夹具、高速钢镶嵌式端面铣刀,2282.81CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 6 页材料牌号钻床Ⅵ钻孔攻螺纹HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数钻床Z525设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数进给次数工序工时16809.5描图23929.5###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港主轴转速切削深度钻孔2×φ8并钻Φ5锥孔专用夹具、麻花钻,内径千分尺14.90.361攻螺纹2×M8专用夹具、M8细柄机用丝锥,内径千9.8 1.252CA6140.4-4产品名称机床设计(日期)审核(日期)标准化(日期)会签(日期)林伟芬机械加工工序卡片(JB/Z 187.3—88)湖南工学院机械加工工序卡片产品型号CA6140零(部)件图号设备名称设备型号零(部)件名称拨叉共 9 页第 7 页材料牌号铣床Ⅶ粗、半精铣槽HT200每台件数车间工序号工序名称毛坯种类铸件40×80×7511同时加工件数X5032设备编号夹具编号夹具名称切削液专用夹具工序工时准终单件工工步内容工艺装备切削速度进给量工位器具编号工位器具名称毛坯外形尺寸每毛坯可制件数进给次数工序工时146030描图24605###描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港专用夹具工位器具编号工位器具名称工序工时准终单件每台件数铸件40×80×7511切削液同时加工件数设备型号设备编号车间工序号工序名称毛坯种类夹具编号夹具名称毛坯外形尺寸每毛坯可制件数设备名称零(部)件图号CA6140.4-4材料牌号铸造Ⅷ去毛刺HT200产品名称机床零(部)件名称拨叉共 9 页第 8 页湖南工学院机械加工工序卡片产品型号CA6140粗铣18H11槽专用夹具、铣刀游标卡尺250.091半精铣18H11槽专用夹具、铣刀游标卡尺220.061林伟芬设计(日期)审核(日期)标准化(日期)会签(日期)r/min mm机动辅助1描图描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期刘小港单件切削液专用夹具工位器具编号工位器具名称工序工时准终铸件40×80×7511毛坯外形尺寸每毛坯可制件数铸造同时加工件数设备名称设备型号设备编号每台件数共 9 页车间工序号工序名称毛坯种类夹具编号夹具名称机床Ⅸ终检,入库HT200零(部)件图号CA6140.4-4材料牌号零(部)件名称拨叉设计(日期)审核(日期)标准化(日期)第 9 页湖南工学院机械加工工序卡片产品型号CA6140产品名称会签(日期)林伟芬去除毛刺m/min mm/r 步r/min mm机动辅助1描图描校底图号装订号标记处数更改文件号签字日期标记处数更改文件号签字日期徐菠林伟芬设计(日期)审核(日期)标准化(日期)会签(日期)1.检验2.入库m/min mm/r 步。
工序流程卡

工艺顺序
□下料□粗加工□精加工□检验□包装
材质
25#
附图纸1张
成品数量
50
完成截止时间
2022年5月17日
:□全检 □部分检,其检验比例为%
数量
尺寸、未标注公差、工艺及注意事项
需用工时
完成时间
合格品数量
不合格
品数量
不合格原因
操作人
签字
本工序对上道
工序检测说明
仓库主管
年月日
公司意见
本产品合格,已办理完结财务审核手续,同意发货。
公司负责人签批
年月日
发货说明
本产品完好,共计件,已于年月日,通过,
发往,收件人是。预计年月日到达。
发货人年月日
说明:本表随产品一同流转,加盖公司“质检专用章”并公司负责人签批后有效,原件由公司保存,复印件加盖公司质检专用章后随货同行,同原件具有同等的效力。
质检员监督情况说明
下料
50
按图纸要求
0.33
车加工
50
按图纸要求
5
划线
50
按图纸要求
0.5
铣加工
50
按图纸要求
1
钳工
50
按图纸要求
0.33
编制: 工艺检查: 质量会签: 批准:
质检部意见
本产品共计件,经检验合格,同意入库。
质量检验部主管
年月日
包装
本产品共计件,包装完好,已办理完结入库手续,同意入库。
连杆机械加工工序卡片模板
平面磨床
M7120
6
夹具编号
夹具名称
切削液
MJ-001
连杆两平面磨夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
磨削深度
mm
进给
次数
工步工时
机动
辅助
1
磨上平面至杆身中心平面
砂瓦
1000
1100
0.02
0.5
20
描图
同时加工件数
多功能专机
专-005
1
夹具编号
夹具名称
切削液
ZJ-002
钻螺纹孔夹具
乳化液
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
钻2~12.8至尺寸
锥柄麻花钻Ф12.8 GB1438/85
切削深度
mm
进给
次数
工步工时
机动
辅助
1
精铣接合面至尺寸
可转位套式面铣刀200X18 YT5(精)
600
377
0.08
0.5
1
描图
连杆接合面及止口专用检具
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
机械制造连接座工序卡

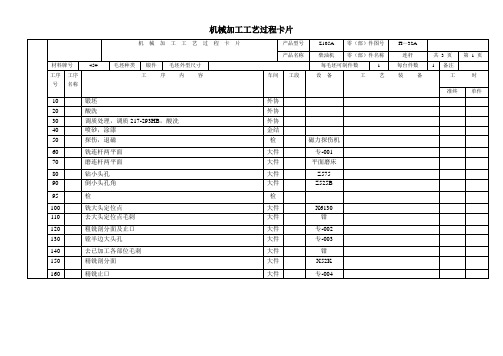
机械加工工艺过程卡片兰州理工大学机械加工工艺过程卡片产品型号零(部)件图号共12页产品名称零(部)件名称连接座第1页材料牌号HT200毛坯种类铸造件毛坯外形尺寸142×142×83每坯件数1每台件数1工序号工序名称工序内容车间工段设备工艺装备工序时间准终单件0 备料铸造毛坯铸造车间5 热处理进行人工时效处理热处理车间10 粗车粗车右端面至78粗车外圆Φ125×5钻通孔Φ16粗镗内孔Φ34×29粗车小凸台端面至20机加工车间CA6140 三爪卡盘15 粗车粗车右端面至71粗车外圆Φ128×9粗车内孔Φ98×6.8机加工车间CA6140三爪卡盘,90度偏刀,盲孔偏刀,游标卡尺20 半精车半精车端面保70半精车外圆Φ121.4×5法精镗内孔Φ39.6×27半精镗内孔Φ32×28半精镗内孔保Φ17.5机加工车间CA6140三爪卡盘,YT590度偏刀,YT5镗刀,游标卡尺,内径百描图25 半精车半精车右端面到69半精车外圆Φ125.4长9半精镗内孔Φ199.6长7机加工车间CA6140三爪卡盘,90度偏刀,盲孔偏刀,游标卡尺张泽剑30 钻钻通孔机加工车间Z5125A 钻模,Φ7钻头,游标卡尺描校35 钻钻孔、攻螺纹机加工车间Z5125A 钻模,Φ7钻头,Φ4.1钻头,M5丝锥,游标卡尺,螺纹塞规张泽剑40 钳去毛刺机加工车间底图号45 磨磨内孔保Φ40x5 磨外圆保Φ121x5机加工车间万能外圆磨床专用夹具,砂轮,内径千分尺,外径千分尺,50 磨磨内孔保Φ100x7 磨外圆保Φ125x9机加工车间万能外圆磨床专用夹具,砂轮,内径千分尺,外径千分尺,装订号55 检验机加工车间设计(日期)审核(日期)会签(日期)a 5.28标记处数更改文件号签字日期标记处数更改文件号签字日期田宇文件编号兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第2页车间工序号工件名称材料牌号铸造车间0 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 铸造毛坯保证各尺寸游标卡尺描校 2 清砂张泽剑底图号装订号5.28 编制审核会签兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第3页车间工序号工件名称材料牌号热处理车间5 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑1 时效处理,硬度要求达到HBS1187-220游标卡尺描校张泽剑底图号装订号5.28 编制审核会签更改签日标处更改兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第4页车间工序号工件名称材料牌号机加工车间10 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1 夹具编号夹具名称冷却液三爪自定心卡盘工序时间机动单件63工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图基本辅助张泽剑 1 粗车右端面至7890度偏刀、Φ16钻头、盲孔车刀、游标卡尺660 120 0.45 0.9 1 11描校 2 粗车外圆Φ125x5 660 143 0.45 0.9 1 10 张泽剑 3 钻通孔Φ16 1000 45 0.48 3.5 1 12 底图号 4 粗镗内孔Φ34x29 510 55 0.3 0.9 1 195 粗车小凸台断面至20 660 120 0.45 0.9 1 11 装订号5.28 编制审核会签兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第5页车间工序号工件名称材料牌号机加工车间15 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1 夹具编号夹具名称冷却润滑液三爪自定心卡盘工序时间准终单件63工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 粗车右端面至7190度偏刀,盲孔偏刀,游标卡尺660 120 0.45 0.9 1 15描校 2 粗车外圆Φ128x9 660 143 0.45 0.9 1 9 张泽剑 3 粗车内孔Φ98x6.8 510 55 0.3 7.3 1 39 底图号装订号5.28 编制审核会签兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第6页车间工序号工件名称材料牌号机加工车间20 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1 夹具编号夹具名称冷却润滑液三爪自定心卡盘工序时间准终单件123工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 半精车端面保70YT5 90度偏刀,YT5镗刀,游标卡尺,内径百分尺660 120 0.45 0.9 1 21描校 2 半精车外圆Φ121.4×5 660 143 0.45 0.9 1 19 张泽剑 3 法精镗内孔Φ39.6×27 510 55 0.3 0.9 1 36 底图号 4 半精镗内孔Φ32×28 510 51 0.3 0.9 1 305 半精镗内孔保Φ17.5 510 26 0.3 0.9 1 10 装订号 6 半精车小凸台端面保16 660 120 0.45 0.9 1 75.28 编制审核会签更改签日标处更改兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第7页车间工序号工件名称材料牌号机加工25 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1 夹具编号夹具名称冷却润滑液三爪自定心卡盘工序时间准终单件51工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 半精车右端面至6990度偏刀,盲孔偏刀,游标卡尺660 120 0.45 0.9 1 6描校 2 半精车外圆Φ125.4长9 660 143 0.45 0.9 1 9 张泽剑 3 半精镗内孔Φ99.6长7 510 55 0.3 0.9 1 36 底图号装订号5.28 编制审核会签更改签日标处更改签兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第8页车间工序号工件名称材料牌号机加工车间30 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数立式钻床Z5125A 1 夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件72工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 钻通孔3×Φ7Φ7钻头游标卡尺1000 45 0.48 3.5 1 72描校张泽剑底图号装订号5.28 编制审核会签兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第9页车间工序号工件名称材料牌号机加工车间35 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数立式钻床Z5125A 1 夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件218工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 钻通孔6xΦ7Φ7钻头,Φ4.1钻头,M5丝锥,游标卡尺,螺纹塞规1000 17.1 0.22 2.5 1 72描校 2 钻孔4xΦ4.134深12 960 20.2 0.1 3.35 1 116 张泽剑 3 攻螺纹4-M5深10 195 4.9 1.25 1 30 底图号装订号5.28 编制审核会签兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第10页车间工序号工件名称材料牌号机加工车间40 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称工序时间准终单件10工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 去毛刺10描校张泽剑底图号装订号5.28 编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第11页车间工序号工件名称材料牌号机加工车间45 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数万能外圆磨床1 夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件29工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 磨内孔保Φ40x5 砂轮,内径千分尺,外径千分尺,16描校 2 磨外圆保Φ121x5 13 张泽剑底图号装订号5.28 编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期兰州理工大学机械加工工序卡片产品型号 零(部)件图号 共12页 产品名称连接座 零(部)件名称 第12页车间 工序号 工件名称 材料牌号 机加工车间50连接座 HT200 毛坯种类 毛坯外形尺寸 每坯件数每台件数铸件142*69 1 1 设备名称 设备型号设备编号同时加工件数 万能外圆磨床1 夹具编号夹具名称 冷却润滑液专用夹具工序时间准终 单件 工步号 工步内容工艺装备主轴转速/ (r/min) 切削速度 (m/mim) 进给量 (mm/r) 进给深度(mm) 走刀次数工时定额 描图 机动 辅助 张泽剑 1 磨内孔保Φ100x7 砂轮,内径千分尺,外径千分尺描校 2 磨外圆保Φ125x9 张泽剑底图号装订号5.28 编制 审核 会签标记 处数 更改 文件号 签字 日期 标记 处数 更改文件号签字 日期。
连杆机械加工工序卡

连杆机械加工工序卡XX 公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00 共 33 页产品名称连杆零(部)件名称连杆第 1页工序号工序 名 称车间材料 牌 号1辊锻40Mn毛坯种类 毛坯外型尺寸 每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数辊锻压力机1夹具编号夹 具 名 称 冷 却 液工位器 具编号 工位器 具名称工主 轴 切 削 吃 刀步工步内容工艺装备转速速度走刀量走 刀号深 度(转/分) (米/ 分)毫米/转次 数(毫米)描图描 校底 图 号编制(日期) 审察(日 期) 赞同(日 期)郭 X标记处数更正文件号签字日期标记处数更正文件号签字日 期连杆机械加工工序卡XX公司(学校)机械加工工序卡片工步工步内容号模锻成型,切边描图描校底图号标记处数更正文件号签字日期标记处数更正文件号产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 2页工序号工序名称车间材料牌号2模锻40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数模锻压力机1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)编制(日期)审察(日期)赞同(日期)郭 X签字日期XX公司(学校)机械加工工序卡片产品型号零(部)件图号LG-00共33页连杆机械加工工序卡工步工步内容号热办理, HRB225 ~262抛丸去除氧化皮描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片产品名称连杆零(部)件名称连杆第3页工序号工序名称车间材料牌号3热40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 4页工步工步内容号1以一大平面定位,将有凸标记面(基准面下同)向上,侧面夹紧,粗铣端面尔后翻转,铣另一面至尺寸39 00.32 mm2以相同定位方式定位,先铣基准面,再以基准面定位精铣描图另一面,精铣两端面至尺寸38 00..170232mm,描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数铣床X52K1夹具编号夹具名称冷却液XX-L-01铣夹具工位器具编号工位器具名称主轴切削走刀量吃刀走刀工艺装备转速速度深度毫米/转次数(转/分)(米/ 分)(毫米)Φ 63 面铣刀340641游标卡尺 0-125425801编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 5页工步工步内容号1以基准大平面定位 3 个自由度以小头孔外圆定位 2 个自由度夹紧工件,钻Φ27mm孔,2扩Φ 20mm 孔至Φ 孔,3铰Φ 孔至Φ 29.29 00.052mm3,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数摇臂钻床Z30801夹具编号夹具名称冷却液XX-L-02钻模工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 27 麻花钻3001Φ 扩孔钻32011Φ 铰刀1371内径千分表编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 6页工步工步内容号1以小头孔及大头孔定位,夹紧工件,粗铣侧面至尺寸98mm2半精铣侧面至 98 0.15 ,3自检描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数全能卧式铣床X62W1夹具编号夹具名称冷却液XX-L-03铣夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 27 面铣刀47516111游标卡尺编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 7页工步工步内容号1以基面、小头孔及大头一侧面定位,夹紧工件,扩孔至Φ 60 1mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数摇臂钻Z30801夹具编号夹具名称冷却液XX-L-04扩夹具工位器具编号工位器具名称主轴切削吃刀工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)Φ 60 扩孔钻41021编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 8页工序号工序名称车间材料牌号工步工步内容号1以基准面,小头孔及大头侧面定位,夹紧工件,铣大头配重块端面,保证尺寸 245 mm,2半精铣至尺寸 243 00.12mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片8铣机加40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式全能铣床X62W1夹具编号夹具名称冷却液XX-L-05铣夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 27 面铣刀47516111游标卡尺编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 9页工序号工序名称车间材料牌号9铣40Mn工步工步内容号1以基准平面,小头孔及大头侧面定位,夹紧工件,铣开连杆保证尺寸 49.5 00.16mm及 191.5 00.185mm,2去毛刺3编号描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式全能铣床X62W1夹具编号夹具名称冷却液XX-L-06铣夹具工位器具编号工位器具名称主轴切削吃刀工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)Φ 63 锯片铣刀 2mm厚35521锉刀钳工工具编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 10页工序号工序名称车间材料牌号10铣40Mn工步工步内容号1连杆体以基面,小头孔及一大头侧面定位,夹紧工件,精铣连杆体结合面至尺寸,2自检描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铣床X621夹具编号夹具名称冷却液XX-L-07铣夹具工位器具编号工位器具名称主轴切削吃刀工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)Φ 100 端铣刀280801游标卡尺编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 11页工序号工序名称车间材料牌号11铣40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铣床X621夹具编号夹具名称冷却液XX-L-08铣夹具工位器具编号工位器具名称工步工步内容号1以连杆盖大头基面,配重块基面及大头一侧面定位,夹紧工件,精铣结合面,保证尺寸48 00.12mm,2自检描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片主轴切削吃刀工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)Φ 100 端铣刀280801游标卡尺编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第12页工序号工序名称车间材料牌号工步工步内容号1以连杆体大头基面,小头孔及一侧面定位,夹紧工件,铣斜槽,保证尺寸 5 00..1005 8mm描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铣床X621夹具编号夹具名称冷却液XX-L-09铣夹具工位器具编号工位器具名称主轴切削吃刀工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)Φ 68 铣槽专用铣刀3377251编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第13页工序号工序名称车间材料牌号毛坯种类毛坯外型尺寸 每坯件数 每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铣床X621夹具编号夹具 名 称冷 却 液XX-L-10铣夹具工位器具编号工位器具名称工主 轴切削 吃 刀步工步内容工艺装备走刀量走 刀号转 速 速度深 度(转/分) (米/ 分)毫米/转次 数(毫米)1以连杆体盖大头基面, 大头配重块基面及一侧面定位,夹紧,Φ 68 铣槽专用铣刀3377251工件铣斜槽,保证尺寸 5 0005108mm描图描校底 图 号标记处数更正文件号签字日期标记处数更正文件号签字日 期产品型号XX 公司(学校)机械加工工序卡片产品名称编制(日期) 审察(日 期) 赞同(日 期)郭 X零(部)件图号 LG-00 共 33 页 连杆零(部)件名称连杆第 14 页工序号工序名 称车间材料牌 号工步号1描图描校底图号毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数专用钻床1夹具编号夹具名称冷却液XX-L-11钻模工位器具编号工位器具名称主轴切削吃刀工步内容工艺装备走刀量走刀转速速度深度(转/分)毫米/转次数(米/ 分)(毫米)连杆体以基面,小头孔及一侧面定位,连杆盖以基面,一大Φ 10 麻花钻650头侧面及配重块平面定位,夹紧工件,钻4- Φ 10mm孔深度h min30mm ,地址由夹具保证,编制(日期)审察(日期)赞同(日期)标记处数更正文件号签字日期标记处数更正文件号签字日期产品型号XX公司(学校)机械加工工序卡片郭 X零(部)件图号LG-00共 33页连杆零(部)件名称连杆第 15页15锪40Mn毛坯种类毛坯外型尺寸每坯件数每台件数锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铣床X621夹具编号夹具 名 称冷 却 液XX-L-12锪夹具工位器具编号工位器具名称工主 轴 切 削吃 刀步工步内容工艺装备转 速速走刀量深走 刀号度度(转/分)毫米/转次 数(米/ 分)(毫米)1连杆体以基面, 小头孔及一侧面定位, 夹紧工件, 锪两螺栓, Φ 24 端面锪钻16012座面保证尺寸 240.35mm ,2连杆体以基面, 小头孔及一侧面定位, 夹紧工件, 锪两螺母, 16012座面保证尺寸 270.35mm ,描图3去毛刺飞边锉刀描校底 图 号编制(日 期) 审察(日 期) 赞同(日 期)标记处数更正文件号签字日期标记处数更正文件号签字日 期产品型号XX 公司(学校)机械加工工序卡片郭 X零(部)件图号 LG-00 共 33 页 连杆 零(部)件名称连杆第16 页工步工步内容号1连杆体以基面,小头孔及一侧面定位,夹紧工件扩Φ 10mm 孔至Φ 12mm ,2连杆盖以基面,配重块基面及一侧面定位,夹紧工件,扩Φ 10mm 孔至Φ 12mm ,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数钻床Z30501夹具编号夹具名称冷却液XX-L-13扩夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 12 扩孔钻6001Φ 12 扩孔钻6001编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第17页工步工步内容号以连杆盖结合面及两孔定位,夹紧工件扩连杆盖Φ12mm 1至Φ 13mm ,保证尺寸19mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号锻件毛坯图11设备名称设备型号设备编号同时加工件数钻床Z30501夹具编号夹具名称冷却液XX-L-14扩夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)530Φ 13 扩孔钻编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页工步工步内容号1连杆体以基面,小头孔及一侧面定位,夹紧工件铰Φ 10mm 孔至Φ ,2连杆盖以基面,配重块基面及一侧面定位,夹紧工件,铰Φ 10mm 孔至Φ ,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数钻床Z30501夹具编号夹具名称冷却液XX-L-15铰夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ铰刀550Φ铰刀550编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第19页工步工步内容号1连杆体及连杆盖均以结合面及两孔定位,夹紧工件,倒角1X45 °描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数立式钻床Z512-11夹具编号夹具名称冷却液XX-L-16倒角夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 16 麻花钻3001411编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第20页工步工步内容号1冲刷连杆体及连杆盖,及去毛刺描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)冲刷液锉刀编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第21页工步工步内容号1将配对的连杆体及连杆盖用工艺螺栓组配到一起,标记均朝上,保证拧紧力矩100-120N m2每装置 20 对工件检验力矩描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数气动扳手1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)气动扳手扭力扳手编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第22页工步工步内容号1以大头基面,小头孔及一侧面定位,夹紧工件,粗镗大头孔至尺寸Φ 64mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数镗床T681夹具编号夹具名称冷却液XX-L-17镗夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)可转位镗刀150301编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第23页工步工步内容号1以大基面及大头孔定位,夹紧工件,大头孔倒角3X45 °描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数铣床W621夹具编号夹具名称冷却液XX-L-18倒角夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)刀盘1501431编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第24页工步号1描图描校底图号锻件毛坯图11设备名称设备型号设备编号同时加工件数双轴可调镗床1夹具编号夹具名称冷却液XX-L-19镗夹具工位器具编号工位器具名称主轴切削吃刀工步内容工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)以基面,一侧面及小头孔做预定位,在小头外圆用以活动V镗刀200401块做辅助定位,当夹紧活动 V 块时撤去小头孔定位销,夹紧工件,半精镗大头孔至尺寸Φ6500.19mm ,,精镗小头镗刀500501孔至尺寸Φ 29.490.33,编制(日期)审察(日期)赞同(日期)郭 X标记处数更正文件号签字日期标记处数更正文件号签字日期产品型号零(部)件图号LG-00共 33页工步工步内容号1以基面,小头孔及一侧面定位,夹紧工件,精镗大头孔至尺寸Φ 65.4 00.046mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数镗床T6111夹具编号夹具名称冷却液XX-L-20镗夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)镗刀250501编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 26页工步工步内容号1称量大,小头重量,当大头重量小于 1160 克时,小头重量应小于 460 克2当大头重量大于1160克时,小头应小于510 克3大头重量不大于1223克描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数电子称1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第27页工步工步内容号1按称重去除配重块资料描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数卧式铣床X621夹具编号夹具名称冷却液XX-L-21铣夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 27 面铣刀475编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第28页工步工步内容号1以基面,大头孔及小孔定位,夹紧工件,钻Φ油孔,2钻Φ 10 孔,保证尺寸 6mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数钻床Z30251夹具编号夹具名称冷却液XX-L-22钻模工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 麻花钻4801Φ 10 麻花钻5001编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第29页工步工步内容号1以大基面及小头孔定位,夹紧工件,小头孔倒角2X45 °描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数钻床Z30501夹具编号夹具名称冷却液XX-L-23倒角夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)Φ 36 麻花钻3001431编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第30页工步工步内容号1以基面,小头孔及一侧面定位,夹紧工件,珩磨大头孔至尺寸Φ 65.5 00.019mm,描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数珩磨机床1夹具编号夹具名称冷却液XX-L-24磨夹具工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)100031编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 31页工步工步内容号1检验各图中尺寸描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)专用检具编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第 32页工步工步内容号1磁粉探伤机检测连杆体可否有裂缝,裂纹气孔等弊端2退磁描图描校底图号标记处数更正文件号签字日期标记处数更正文件号XX公司(学校)机械加工工序卡片锻件毛坯图11设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工位器具编号工位器具名称主轴切削吃刀工艺装备转速速走刀量深走刀度度(转/分)毫米/转次数(米/ 分)(毫米)磁粉探伤机编制(日期)审察(日期)赞同(日期)郭 X签字日期产品型号零(部)件图号LG-00共 33页产品名称连杆零(部)件名称连杆第33页。
机械制造连接座加工工艺说明书(附工序卡片)
机械制造技术课程设计题目:连接座机械加工工艺规程设计内容:1.机械加工工艺过程卡片 1套2.机械加工工序卡片 1套3.机床专用夹具设计图纸 1份4.设计说明书 1份专业:模具设计与制造年级: 2012级学生姓名:指导教师:二〇一一年五月课程设计的目的机械加工工艺课程设计是机械类学生在学完了机械制造技术,进行了生产实习之后的一项重要的实践性教学环节。
本课程设计主要培养学生综合运用所学的知识来分析处理生产工艺问题的能力,使学生进一步巩固有关理论知识,掌握机械加工工艺规程设计的方法,提高独立工作的能力,为将来从事专业技术工作打好基础。
另外,这次课程设计也为以后的毕业设计进行了一次综合训练和准备。
通过本次课程设计,应使学生在下述各方面得到锻炼:(1)熟练的运用机械制造基础、汽车制造工艺学和其他有关先修课程中的基本理论,以及在生产实习中所学到的实践知识,正确的分析和解决某一个零件在加工中基准的选择、工艺路线的拟订以及工件的定位、夹紧,工艺尺寸确定等问题,从而保证零件制造的质量、生产率和经济性。
(2)通过夹具设计的训练,进一步提高结构设计(包括设计计算、工程制图等方面)的能力。
(3)能比较熟练的查阅和使用各种技术资料,如有关国家标准、手册、图册、规范等。
(4)在设计过程中培养学生严谨的工作作风和独立工作的能力。
第1章、零件的分析1.1、零件的作用题目给的零件是离心式微电机水泵上的连接零件,它位于水泵泵壳内,主要作用是固定水泵叶轮1.2、零件的形状零件的实际形状如上图所示,从零件图上看,该零件是典型的零件,结构比较简单。
具体尺寸,公差如下图所示。
第2章、零件的工艺分析由零件图可知,其材料为HT200,该材料为灰铸铁,具有较高强度,耐磨性,耐热性及减振性,适用于承受较大应力和要求耐磨零件。
连接座共有两组加工表面,他们之间有一定的位置要求。
现分述如下:2.1左端的加工表面这一组加工表面包括:左端面,Φ1250025.0-外圆,Φ100026.00+内圆,倒角,钻通孔Φ7,钻孔并攻丝。
装配实用工艺过程卡和工序卡

注塑模
部件名称
动模板
第1页
车间
装配
装配部分
动模板、型芯1、型芯2、导柱
工序号
20
工序名称
装配动模板
工
序
号
工步内容
工艺装备及辅助材料
作业
时间
准备
时间
名称规格或编号
名称规格或编号
21
清理、去毛刺
机油、棉纱、锯条
22
找正
23
将4根导柱放进相应的孔内,用皮锤将其底面与动模板底面锤至平齐。(保证导柱与动模板的垂直度,垂直精度为0.02。导柱与动模板为φ16P7/h6过渡配合)
推板、推杆固定板、推杆
工序号
30
工序名称
装配推出机构
1-推杆固定板2-M6X21.5内六角螺钉3-推板4-复位杆5-拉料杆6-推杆
装配工艺卡片
产品型号
CI1518
部件图号
J40-1
共2页
产品名称
注塑模
部件名称
定模座
第1页
车间
装配
装配部分
定模扳、定模座板、主流道衬套
工序号
40
工序名称
装配定模座
工
序
号
工步内容
35
将推板与推杆固定板对齐,用4个M6 20的螺栓连接紧固
内六角扳手
设计(日期)
校对(日期)
审核(日期)
会签(日期)
标准号(日期)
车间会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配工艺附图
产品型号
CI1518
连接座机械加工工艺工序卡片

机械加工工序卡片产品名称连接座零(部)件名称第1页车间工序号工件名称材料牌号铸造车间0连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助1铸造毛坯保证各尺寸游标卡尺描校2清砂底图号装订号编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号共11页产品名称连接座零(部)件名称第3页车间工序号工件名称材料牌号机加工车间10连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加工件数车床CA61401夹具编号夹具名称冷却液三爪自定心卡盘工序时间机动单件63工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图基本辅助1粗车右端面至7890度偏刀、Φ16钻头、盲孔车刀、游标卡尺6601100.450.9111描校2粗车外圆Φ115深56601430.450.9110 3钻通孔Φ161000450.48 3.5111底图号4粗镗内孔Φ34深29510550.30.9119 5粗车小凸台断面至206601100.450.9111装订号编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称连接座零(部)件名称第4页车间工序号工件名称材料牌号机加工车间15连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加工件数车床CA61401夹具编号夹具名称冷却润滑液三爪自定心卡盘工序时间准终单件63工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助1粗车右端面至7190度偏刀,盲孔偏刀,游标卡尺6601100.450.9115描校2粗车外圆Φ118深96601430.450.919 3粗车内孔Φ98深6.8510550.37.3139底图号装订号编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称连接座零(部)件名称第5页车间工序号工件名称材料牌号机加工车间20连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加工件数车床CA61401夹具编号夹具名称冷却润滑液三爪自定心卡盘工序时间准终单件113工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助1半精车端面保证长70YT5 90度偏刀,YT5镗刀,游标卡尺,内径百分尺6601100.450.9121描校2半精车外圆Φ111.4×56601430.450.9119 3半精镗内孔Φ39.6×27510550.30.9136底图号4半精镗内孔Φ32×28510510.30.9130 5半精镗内孔Φ17.5510260.30.9110装订号6半精车小凸台端面深166601100.450.917编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称连接座零(部)件名称第6页车间工序号工件名称材料牌号机加工25连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加工件数车床CA61401夹具编号夹具名称冷却润滑液三爪自定心卡盘工序时间准终单件51工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助1半精车右端面至6990度偏刀,盲孔偏刀,游标卡尺6601100.450.916描校2半精车外圆Φ115.4长96601430.450.9193半精镗内孔Φ99.6长7510550.30.9136底图号装订号编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期文件编号机械加工工序卡片产品型号零(部)件图号共11页产品名称连接座零(部)件名称第7页车间工序号工件名称材料牌号机加工车间30连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加工件数立式钻床Z5115A1夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件72工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助1钻通孔3×Φ7Φ7钻头游标卡尺1000450.48 3.5172描校底图号装订号编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期文件编号机械加工工序卡片产品型号零(部)件图号共11页产品名称连接座零(部)件名称第8页车间工序号工件名称材料牌号机加工车间35连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加工件数立式钻床Z5115A1夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件218工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助1钻通孔6深Φ7Φ7钻头,Φ4.1钻头,M5丝锥,游标卡尺,螺纹塞规100017.10.22 2.5172描校2钻孔4深Φ4.134深1196020.20.1 3.3511163攻螺纹4-M5深10195 4.9 1.25130底图号装订号装订号5.28编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期文件编号机械加工工序卡片产品型号零(部)件图号共11页产品名称连接座零(部)件名称第10页车间工序号工件名称材料牌号机加工车间45连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加工件数万能外圆磨床1夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件29工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助1磨内孔Φ40深5砂轮,内径千分尺,外径千分尺,16描校2磨外圆Φ111深513底图号装订号编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期文件编号机械加工工序卡片产品型号零(部)件图号共11页产品名称连接座零(部)件名称第11页车间工序号工件名称材料牌号机加工车间50连接座HT200毛坯种类毛坯外形寸每坯件数每台件数铸件156X156X8311设备名称设备型号设备编号同时加工件数万能外圆磨床1夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助1磨内孔Φ100深7保证尺寸精度砂轮,内径千分尺,外径千分尺描校2磨外圆Φ115深9保证尺寸精度。
工序卡

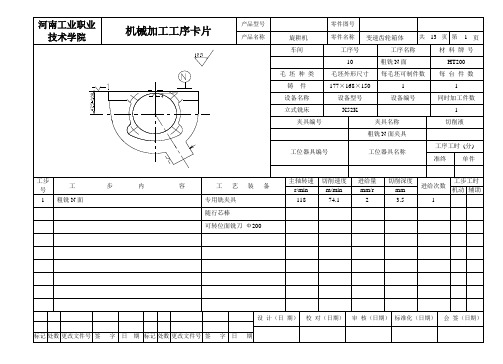
重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称拨动顶尖座共12 页第 1 页车间工序号工序名称材料牌号1 下料T10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数型材55×φ75 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工时/minm/min m/min mm/r mm 机动辅助1 下料设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称拨动顶尖座共12 页第 2 页车间工序号工序名称材料牌号3 粗车右端外圆T10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数型材55×φ75 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工时/minm/min m/min mm/r mm 机动辅助1 车端面90°硬质合金车刀60.45 47.4 0.5 0.5 1钻中心孔φ4中心钻 4.9 3.76 0.8 1 1车外圆30×φ6690°硬质合金车刀167.29 79.46 0.4 2 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称拨动顶尖座共12 页第 3 页车间工序号工序名称材料牌号4 粗车左端外圆T10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数型材55×φ75 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工时/minm/min m/min mm/r mm 机动辅助1 车端面保证总长50 90°硬质合金车刀60.45 47.4 0.5 0.5 12 钻中心孔φ4中心钻 4.9 3.76 0.8 1 13 车外圆8×φ2990°硬质合金车刀60.45 47.4 0.5 2 23车外圆4×φ6990°硬质合金车刀60.45 47.4 0.5 2 3保证φ75外圆长度为8设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称拨动顶尖座共 12 页 第 4 页车间 工序号 工序名称材 料 牌 号5 精车左端,车内孔 T10 毛 坯 种 类毛坯外形尺寸 每毛坯可制件数每 台 件 数型材 55×φ75 1 1 设备名称 设备型号 设备编号同时加工件数卧式车床CA6140夹具编号夹具名称 切削液 三爪卡盘 乳化液 工位器具编号工位器具名称工序工时 (分) 准终 单件工步号 工 步 内 容工 艺 装 备主轴转速 切削速度进给量 背吃刀量 进给次数工时/minm/min m/min mm/r mm 机动 辅助 1 车内孔φ005.08.17内孔车刀 60.45 47.4 0.5 1 18 2 车外圆8×φ25h8 90°硬质合金车刀 167.2 163.4 0.25 1 4 3 车外圆4.5×φ66h8 90°硬质合金车刀 114.8 113.9 0.5 1 3 4 车外圆7.5×φ7190°硬质合金车刀212.1 165.2 0.15 1 4 5切槽2×1切槽刀60.45 47.4 0.5 1 1设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称拨动顶尖座共12 页第 5 页车间工序号工序名称材料牌号6 半精车右端T10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数型材55×φ75 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工时/minm/min m/min mm/r mm 机动辅助1 车外圆30×φ63h6,表面粗糙度1.690°硬质合金车刀218.3 188.8 0.18 0.5 6设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称拨动顶尖座共12 页第 6 页车间工序号工序名称材料牌号7 粗精铣键槽T10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数型材55×φ75 1 1设备名称设备型号设备编号同时加工件数铣床X61W夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工时/minm/min m/min mm/r mm 机动辅助1 粗铣键槽φ5硬质合金铣刀590 37 0.08 0.7 22 精铣键槽,深度3.7,保证5H9 φ5硬质合金铣刀590 37 0.08 0.7 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称拨动顶尖座共12 页第7 页车间工序号工序名称材料牌号8 钻孔T10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数型材55×φ75 1 1设备名称设备型号设备编号同时加工件数钻床Z3025夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工时/minm/min m/min mm/r mm 机动辅助1 钻孔φ11.2H7×6莫式圆锥2号10.89 11.24 0.2 5.5 22 切槽设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称拨动顶尖座共12 页第8 页车间工序号工序名称材料牌号9 钻孔T10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数型材55×φ75 1 1设备名称设备型号设备编号同时加工件数钻床Z3025夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工时/minm/min m/min mm/r mm 机动辅助1 钻孔φ4.3×6莫式圆锥2号 3.77 3.78 0.08 2.25 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称拨动顶尖座共12 页第9 页车间工序号工序名称材料牌号10 扩孔T10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数型材55×φ75 1 1设备名称设备型号设备编号同时加工件数钻床Z3025夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工时/minm/min m/min mm/r mm 机动辅助1 扩孔φ11.8H7×6直柄机用铰刀18.46 17.01 0.5 0.375 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称拨动顶尖座共12 页第10 页车间工序号工序名称材料牌号11 攻螺纹T10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数型材55×φ75 1 1设备名称设备型号设备编号同时加工件数钻床Z3025夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工时/minm/min m/min mm/r mm 机动辅助1 攻螺纹M5T12×6丝锥 4.9 3.76 0.8 0.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称拨动顶尖座共12 页第11 页车间工序号工序名称材料牌号12 倒角,热处理T10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数型材55×φ75 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工时/minm/min m/min mm/r mm 机动辅助1 倒角90°硬质合金车刀60.45 47.4 0.5 0.5 12 热处理设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期重庆机电职业技术学院机械加工工序卡片产品型号零件图号产品名称零件名称拨动顶尖座共12 页第12 页车间工序号工序名称材料牌号13 磨T10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数型材55×φ75 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工时/minm/min m/min mm/r mm 机动辅助1 磨外圆φ62与φ65,内圆φ18与φ12至图样要求设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
3-机械加工工序卡

机械加工工序卡片产品型号零件图号001产品名称零件名称转动支架共页第页车间工序号工序名称材料牌号I 铣端面毛坯种类设备型号设备编号同时加工件数HT200 XH714G型加工台阶 1夹具编号夹具名称切屑液专用夹具工位器具编号工位器具名称工序工时/分准时单件工步号工步内容工艺设备主轴转速切屑速度进给量切屑深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣55mm圆柱体上部端面1000 80 0.2 22 精铣55mm圆柱体上部端面1500 80 0.2 0.1设计(日期) 校队(日期) 审核(日期) 标准化(日期) 会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称转动支架共页第页车间工序号工序名称材料牌号I 铣端面毛坯种类设备型号设备编号同时加工件数HT200 XH714G型加工台阶 1夹具编号夹具名称切屑液专用夹具工位器具编号工位器具名称工序工时/分准时单件工步号工步内容工艺设备主轴转速切屑速度进给量切屑深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣转动支架下底面及腰型槽1000 80 0.2 22 精铣转动支架下底面及腰型槽1500 80 0.2 0.13设计(日期) 校队(日期) 审核(日期) 标准化(日期) 会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称转动支架共页第页车间工序号工序名称材料牌号VI 钻孔HT200毛坯种类设备型号设备编号同时加工件数HT200 Z3040 钻孔 1夹具编号夹具名称切屑液专用夹具工位器具编号工位器具名称工序工时/分准时单件工步号工步内容工艺设备主轴转速切屑速度进给量切屑深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻孔Φ33 600 45 0.5 402 铰孔Φ34.8 600 60 0.5 403 精铰孔Φ35 600 60 0.5 40设计(日期) 校队(日期) 审核(日期) 标准化(日期) 会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称转动支架共页第页车间工序号工序名称材料牌号I 铣端面毛坯种类设备型号设备编号同时加工件数HT200 XH714G型加工台阶 1夹具编号夹具名称切屑液专用夹具工位器具编号工位器具名称工序工时/分准时单件工步号工步内容工艺设备主轴转速切屑速度进给量切屑深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣55mm圆柱体下部端面1000 80 0.2 22 精铣55mm圆柱体下部端面1500 80 0.2 0.13设计(日期) 校队(日期) 审核(日期) 标准化(日期) 会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称转动支架共页第页车间工序号工序名称材料牌号VI 钻孔45毛坯种类设备型号设备编号同时加工件数HT200 Z3040 钻孔 1夹具编号夹具名称切屑液专用夹具工位器具编号工位器具名称工序工时/分准时单件工步号工步内容工艺设备主轴转速切屑速度进给量切屑深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻孔2-Φ5.8 600 45 0.5 402 铰孔2-Φ6 600 45 0.5 403设计(日期) 校队(日期) 审核(日期) 标准化(日期) 会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工序卡片工艺过程卡片

工位器具名称
工序工时
准终
单件
0
15s
工步号
工步内容
工艺装备
主轴速度r/min
切削速度m/min
进给量mm/r
背吃刀量mm
进给次数
工步工时
机动
辅助
1
粗铣左端面
mmRa6.3um
端铣刀
游标卡尺
104
49.1
0.8
1.5
1
15.6s
2.34s
2
粗铣法兰盘边缘端面
Ra6.3um
端铣刀
游标卡尺
104
18
8
0.02
0.25
1
129.6s
3.24s
2
磨内圆
砂轮
游标卡尺
1500
18
0.8
0.3
1
41.5s
2.34s
3
4
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
描图
描校
底图号
装订号
湖州师范学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
连接座
机械加工工序卡片
底图号
装订号
描校
描图
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
连接座
共9页
第1页
车间
工序号
工序名
接线、紧线工序卡

□再次拧紧接线端子,注意力道
□清理场地
□紧线步骤
□在设备运行期间,应做好技术措施和事故预想
□首先用电笔检验端子是否有电,如有电就要做好安全措施
□用小毛刷或者干抹布把接线端子清扫干净
□检查端子排是否完好、紧固,是否按一个方向安装,防止有个别反向安装的端子(方向安装反的端子易和旁边端子短路),最外侧端子是否有护板,没有的,按照接线步骤执行
□检查一个端子排是否最多接两根线,且两根线必须规格相同,防止出现一硬一软,一粗一细,如果存在此情况,更换或采取其他可靠措施。
□用手轻拽电缆,查看连接紧固程度(一个端子排有两根线的要重点检查,如果是非常短的短路线,一端松动时不易拽出,需重点检查)
□如果是多股线,需要做线鼻子(重要保护测点在多股线上挂锡即可)
□把线鼻子压紧,用锡丝焊住
□用小毛刷或者干抹布把接线端子清扫干净
□检查端子排是否完好、紧固,是否按一个方向安装,防止有个别反向安装的端子(方向安装反的端子易和旁边端子短路),最外侧端子是否有护板,没有的补齐。
□把线头放入接线端子拧紧,防止改锥接地或信号短路;(注意:1个端子排最多允许接两根线,且两根线必须规格相同,防止出现一硬一软,一粗一细)
接线、紧线工序卡
一、工具准备
□一字小改锥(对于电源线要选用有绝缘护套的改锥)、剥线钳、小毛刷和干抹布
二、步骤
□接线步骤
□按照安装位置和电缆走向把电缆截取合适长度,并在电缆槽盒中绑扎牢固
□包电缆时将屏蔽侧作为控制电缆的屏蔽线,并在DCS(PLC)侧单端接地
□按照线径用剥线钳把电缆剥成10-15mm的线头,根据需要做好套号工作
工序卡(10张)

磨孔底面∅60 游标卡尺、砂轮 G36YA6N 20X6X8
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
湖北工业大学
机械加工工序卡片
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 镗
共
10 页 第 9 页
材 料 牌 号 HT200 每 台 件 数 1 同时加工件数 1
工步工时 机动 辅助 1.41m 1.22m 1.56m
钻孔 Ø 25mm 扩孔 Ø 25mm 铰孔 Ø 25mm 游标卡尺、钻头
78 58
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
湖北工业大学
机械加工工序卡片
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 钻
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
湖北工业大学
机械加工工序卡片
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 磨
共
10 页 第 8 页
材 料 牌 号 HT200 每 台 件 数 1 同时加工件数 1
车间 金工 毛 坯 种 类 锻件 设备名称 内圆磨床 夹具编号
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 钻
共
10 页 第 3 页
材 料 牌 号 HT200 每 台 件 数 1 同时加工件数 1
车间 金工 毛 坯 种 类 锻件 设备名称 转塔机床 夹具编号
工序号 工序 3 毛坯外形尺寸 φ 160X143 设备型号 转塔机床 C365L
工序卡片标准格式参考示例
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
河南工业职业技术学院
机械加工工序卡片
产品型号
零件图号
产品名称
旋耕机
零件名称
变速齿轮箱体
共
13
页
第
4
页
车间
工序号
工序名称
材料牌号
40
铣凹台面
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
177×168×150
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻R面4—M12螺纹底孔4—Ф10.2,孔口倒角1×45°
专用钻夹具
630
20
0.3
5.1
1
2
钻R面Ф8N8至Ф7H10
麻花钻Ф7、Ф10.2
1000
24
0.3
3.5
1
3
扩R面Ф8N8至Ф7.9N9
1000
22
0.3
3.5
1
0.1
0.37
3
扩钻孔2—Ф8.8,孔口倒角1×45°
麻花钻Ф13、Ф7
400
11
0.3
0.9
1
0.22
0.33
4
铰孔2—Ф9
扩孔钻Ф8.8
630
17.8
连杆盖工序卡

大连大学机械加工工序卡产品型号零件名称零件号连杆盖工序名称锻造工序号01技检要求按毛坯图纸要求对尺寸进行检测,并进行时效处理基准面材料同时加工零件数设备牌号硬度名称型号QT450-10 200HBS 1夹具定额代号名称单件时间(分)每班次数每台件数工人等级工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格12拟制日期审核日期批准日期共 14 页第 14 页大连大学机械加工工序卡产品型号零件名称零件号连杆盖工序名称铣大头两侧面工序号02技检要求按图示要求进行逐一检测各形位公差要求基准面互为基准,及其侧面为基准材料同时加工零件数设备牌号硬度名称型号QT450-10 200HBS 1 铣床X62W夹具定额代号名称单件时间(分)每班次数每台件数工人等级工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格1 粗铣101 12 0.64 750 0.10 1.2 1.55 铣刀直径D = 20mm1 游标卡尺2 粗铣101 1 0.5 0.64 750 0.10 铣刀直径D = 20mm拟制日期审核日期批准日期共 14 页第 14 页大连大学机械加工工序卡产品型号零件名称零件号连杆盖工序名称钻铰小头孔工序号03技检要求按照图示要求保证粗糙度要与尺寸,并且保证面没有可以刀痕基准面下平面与侧面材料同时加工零件数设备牌号硬度名称型号QT450-10 200HBS 1 钻床Z3080夹具定额代号名称单件时间(分)每班次数每台件数工人等级工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格定位夹紧专用量具钻孔43 1 1.04 1000 0.12 1.54 2钻头直径D =19.6 mm专用量具铰孔43 1 0.1 0.32 200 0.8 2.55 3.22铰刀直径D = 30mm专用量具拟制日期审核日期批准日期共 14 页第 3 页大连大学机械加工工序卡产品型号零件名称零件号连杆盖工序名称挖槽工序号04技检要求按照图示要求保证粗糙度并保证各孔尺寸,各孔表面没有明显可见的刀痕迹,控制孔的轴之间的同轴度要求基准面下平面与侧面材料同时加工零件数设备牌号硬度名称型号QT450-10 200HBS 1 卧式镗床618T夹具定额代号名称单件时间(分)每班次数每台件数工人等级工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格1 定位夹紧巴巴专用量具2 挖两环槽65 1 2 2.98 1000 0.2 0.227 2.61 槽刀 1 专用量具拟制日期审核日期批准日期共 14 页第 4 页大连大学机械加工工序卡产品型号零件名称零件号连杆盖工序名称粗镗大头孔工序号05技检要求按照图示要求保证粗糙度并保证各孔尺寸,各孔表面没有明显可见的刀痕迹,控制各孔的轴之间的同轴度要求基准面下平面,小头孔及侧面材料同时加工零件数设备牌号硬度名称型号QT450-10 200HBS 1 卧式镗床618T夹具定额代号名称单件时间(分)每班次数每台件数工人等级工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格粗镗孔,镗削余量单边为2mm 20 1 2 1.75 600 0.2 0.96 2.61 硬质合金镗刀 1 专用塞规半精镗下面各孔,镗削余量单边为0.5mm 20 1 0.5 3.09 800 0.15 0.224 1.56 硬质合金镗刀 1 专用塞规拟制日期审核日期批准日期共 14 页第 5 页大连大学机械加工工序卡产品型号零件名称零件号连杆盖工序名称铣15槽工序号06技检要求检查槽的尺寸大小,不合格的产品杜决流入下道工序基准面下平面与侧面材料同时加工零件数设备牌号硬度名称型号QT450-10 200HBS 1 铣床X62W夹具定额代号名称单件时间(分)每班次数每台件数工人等级工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格1 粗铣平面,控制尺寸如图42 1 2 0.33 100 0.12 2.21 0.41 铣刀直径D = 63mm锯片铣刀1 1 专用量具2 去除锐边毛剌拟制日期审核日期批准日期共 14 页第 6 页大连大学机械加工工序卡产品型号零件名称零件号连杆盖工序名称铣断工序号07技检要求检查各孔的尺寸大小,不合格的产品杜决流入下道工序基准面小头孔与侧面材料同时加工零件数设备牌号硬度名称型号QT450-10 200HBS 1 铣床X62W夹具定额代号名称单件时间(分)每班次数每台件数工人等级工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格1 定位夹紧 12 铣断134 1 2 2.47 750 0.015 1.25 2.31 铣刀直径D = 63mm锯片铣刀1 专用量具拟制日期审核日期批准日期共 14 页第 7 页大连大学机械加工工序卡产品型号零件名称零件号连杆盖08工序名称钻直径12.5孔工序号08技检要求采用塞规检查各孔的尺寸大小,不合格的产品杜决流入下道工序基准面下平面与侧面材料同时加工零件数设备牌号硬度名称型号QT450-10 200HBS 1 钻床Z3080夹具定额代号名称单件时间(分)每班次数每台件数工人等级工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格1 定位夹紧钻上面孔至Φ12.528 1 2 0.24 900 0.25 0.118 1.77 Φ125的麻花钻头1 专用塞规拟制日期审核日期批准日期共 14 页第 8 页大连大学机械加工工序卡产品型号零件名称零件号连杆盖工序名称钻孔,攻丝工序号09技检要求采用塞规检查各螺纹孔的尺寸大小,不合格的产品杜决流入下道工序基准面下平面及侧面材料同时加工零件数设备牌号硬度名称型号QT450-10 200HBS 1 立式钻床Z3080夹具定额代号名称单件时间(分)每班次数每台件数工人等级工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格1 钻孔并用螺纹塞规控制其大小20.5 1 0.25 900 0.25 0.118 1.77 Φ10.5的麻花钻头专用塞规2 攻丝至M12 20.5 1 0.15 480 0.15 0.05 1.77 M12.细柄机用丝锥攻螺纹专用塞规拟制日期审核日期批准日期共 14 页第 9 页大连大学机械加工工序卡产品型号零件名称零件号连杆盖工序名称磨平面工序号10技检要求不合格的产品杜决流入下道工序基准面下平面材料同时加工零件数设备牌号硬度名称型号QT450-10 200HBS 1 磨床M7350夹具定额代号名称单件时间(分)每班次数每台件数工人等级工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格1 定位夹紧2 磨削134 1 0.1 0.201000.15 0.05 1.77 砂轮直径D = 40mm 专用量具有专长拟制日期审核日期批准日期共 14 页第 10 页大连大学机械加工工序卡产品型号零件名称零件号连杆盖工序名称磨平面工序号11技检要求不合格的产品杜决流入下道工序基准面下平面材料同时加工零件数设备牌号硬度名称型号QT450-10 200HBS 1 磨床M7350夹具定额代号名称单件时间(分)每班次数每台件数工人等级工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格1 定位夹紧2 磨削134 1 0.1 0.201000.15 0.05 1.77 砂轮直径D = 40mm 专用量具有专长拟制日期审核日期批准日期共 14 页第 11 页大连大学机械加工工序卡产品型号零件名称零件号连杆盖工序名称镗R25坑工序号12技检要求不合格的产品杜决流入下道工序基准面下平面,侧面材料同时加工零件数设备牌号硬度名称型号QT450-10 200HBS 1 卧式镗床618T夹具定额代号名称单件时间(分)每班次数每台件数工人等级工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格1 定位夹紧2 挖槽43 1 2 1.75 600 0.2 0.96 2.61 硬质合金镗刀 1 专用量具拟制日期审核日期批准日期共 14 页第 12 页大连大学机械加工工序卡产品型号零件名称零件号连杆盖工序名称精镗大小两端孔工序号13技检要求采用塞规检查各螺纹孔的尺寸大小,不合格的产品杜决流入下道工序基准面下平面及侧面材料同时加工零件数设备牌号硬度名称型号QT450-10 200HBS 1 卧式镗床618T夹具定额代号名称单件时间(分)每班次数每台件数工人等级工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格1 粗镗各孔,镗削余量单边为2mm 43 12 1.75 600 0.2 0.96 2.61 硬质合金镗刀 1 专用塞规2 精镗各孔,镗削余量单边为0.5mm 43 1 0.5 3.09 800 0.15 0.224 1.56 硬质合金镗刀 1 专用塞规拟制日期审核日期批准日期共 14 页第 13 页大连大学机械加工工序卡产品型号零件名称零件号连杆盖工序名称检验,入库工序号14技检要求基准面材料同时加工零件数设备牌号硬度名称型号QT450-10 200HBS 1夹具定额代号名称单件时间(分)每班次数每台件数工人等级工步号工步内容走刀长度(毫米)走刀次数切削深度(毫米)切削速度(米/秒)主轴转速(转/分)进给量(毫米/转)机动时间(分)辅助时间(分)刀具辅具量具名称规格数量名称规格数量名称规格12拟制日期审核日期批准日期共 14 页第 14 页。
连接座加工工序卡片 过程

机械114 机械加工工艺过程卡片产品型号零件图号产品名称零件名称连接座共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸每毛坯件数 1 每台件数 1 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件10模锻毛坯锻加工20粗铣端面B 粗铣端面B保证厚度尺寸28 机加工铣工X52 专用夹具,端铣刀,游标卡尺30粗铣端面A 粗铣端面B保证厚度尺寸27 机加工铣工X52 专用夹具,端铣刀,游标卡尺40精铣端面B 精铣端面B保证厚度尺寸26.5 机加工铣工X52 专用夹具,端铣刀,游标卡尺50精铣端面A 精铣端面B保证厚度尺寸26 机加工铣工X52 专用夹具,端铣刀,游标卡尺60粗镗小头孔粗镗小头孔到尺寸φ21.2H11机加工镗工T68专用夹具,镗刀,游标卡尺70粗镗大头孔粗镗大头孔到尺寸φ37H11,保证中心距128±0.2 机加工镗工T68专用夹具,镗刀,游标卡尺80粗铣小头槽粗铣小头槽槽宽9H11 机加工铣工X62W专用夹具,锯片铣刀,游标卡尺90精铣小头槽精铣小头槽槽宽9H11 机加工铣工X62W专用夹具,锯片铣刀,游标卡尺100钻大头径向孔钻大头径向孔φ4机加工钻工Z525 专用夹具,麻花钻,游标卡尺110精镗小头孔精镗小头孔至尺寸φ22H9机加工镗工T68 专用夹具,镗刀,游标卡尺120 精镗大头孔精镗大头孔至尺寸φ38H9机加工镗工T68 专用夹具,镗刀,游标卡尺130倒角倒大小头孔角,去毛刺机加工钻工Z525 专用夹具,倒角钻头,游标卡尺140终检入库检验零件尺寸设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号KCSJ-01产品名称零件名称手柄共 6 页第 1 页车间工序号工序名称材料牌号机加工10 粗车毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件158*71.5 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 粗车右端面至78车床夹具,90度偏刀,Ф16钻头,盲孔车刀400 45 0.52 1.25 12 粗车外圆Ф125x5 400 45 0.74 1.25 13 钻通孔Ф16600 7.9 0.57 0.85 14 粗镗内孔Ф34x29 600 50 0.57 0.85 15 粗车小凸台端面至20 400 45 0.52 1.25 107机制3班机械加工工序卡片产品型号零件图号KCSJ-01产品名称零件名称手柄共 6 页第 2 页车间工序号工序名称材料牌号机加工20 粗车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件158*71.5 1 1设备名称设备型号设备编号同时加工件数立铣CA6140 1夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 粗车右端面至7190度偏刀,YT5镗刀400 45 0.52 1.25 1粗车外圆Ф128x9400 45 0.65 1.25 1粗车内孔Ф98x6.8400 45 0.52 1.25 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号KCSJ-01产品名称零件名称手柄共 6 页第 3 页车间工序号工序名称材料牌号机加工30 半精车HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件158*71.5 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 半精车端面70车床夹具,90度偏刀,Ф16钻头,盲孔车刀600 30 0.3 0.7 12 半精车外圆Ф121.4x5600 30 0.3 0.75 13 半精镗内孔Ф39.6x27800 13 0.1 0.7 14 半精镗内孔Ф32x28 800 13 0.1 0.75 15 半精镗内孔保Ф17.5800 13 0.1 0.7 16 半精镗小凸台保16 800 13 0.1 1 1产品型号零件图号KCSJ-01设备名称设备型号设备编号同时加工件数产品名称零件名称手柄共 6 页第 4 页车间工序号工序名称材料牌号机加工40 半精车HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件158*71.5 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 半精车右端面到69,90度偏刀,YT5镗刀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工工艺过程卡片河南机电高等专科机械加工工艺过程卡片产品型号零(部)件图号共12页产品名称零(部)件名称连接座第1页材料牌号HT200毛坯种类铸造件毛坯外形尺寸142×142×83每坯件数1每台件数1工序号工序名称工序内容车间工段设备工艺装备工序时间准终单件0 备料铸造毛坯铸造车间5 热处理进行人工时效处理热处理车间10 粗车粗车右端面至78粗车外圆Φ125×5钻通孔Φ16粗镗内孔Φ34×29粗车小凸台端面至20机加工车间CA6140 三爪卡盘15 粗车粗车右端面至71粗车外圆Φ128×9粗车内孔Φ98×6.8机加工车间CA6140三爪卡盘,90度偏刀,盲孔偏刀,游标卡尺20 半精车半精车端面保70半精车外圆Φ121.4×5法精镗内孔Φ39.6×27半精镗内孔Φ32×28半精镗内孔保Φ17.5半精车小凸台端面保16机加工车间CA6140三爪卡盘,YT590度偏刀,YT5镗刀,游标卡尺,内径百分尺描图25 半精车半精车右端面到69半精车外圆Φ125.4长9半精镗内孔Φ199.6长7机加工车间CA6140三爪卡盘,90度偏刀,盲孔偏刀,游标卡尺张泽剑30 钻钻通孔机加工车间Z5125A 钻模,Φ7钻头,游标卡尺描校35 钻钻孔、攻螺纹机加工车间Z5125A 钻模,Φ7钻头,Φ4.1钻头,M5丝锥,游标卡尺,螺纹塞规张泽剑40 钳去毛刺机加工车间底图号45 磨磨内孔保Φ40x5 磨外圆保Φ121x5机加工车间万能外圆磨床专用夹具,砂轮,内径千分尺,外径千分尺,50 磨磨内孔保Φ100x7 磨外圆保Φ125x9机加工车间万能外圆磨床专用夹具,砂轮,内径千分尺,外径千分尺,装订号55 检验机加工车间设计(日期)审核(日期)会签(日期)a 5.28标记处数更改文件号签字日期标记处数更改文件号签字日期田宇文件编号河南机电高等专科机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第2页车间工序号工件名称材料牌号铸造车间0 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 铸造毛坯保证各尺寸游标卡尺描校 2 清砂张泽剑底图号装订号5.28 编制审核会签河南机电高等专科机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第3页车间工序号工件名称材料牌号热处理车间5 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑1 时效处理,硬度要求达到HBS1187-220游标卡尺描校张泽剑底图号装订号5.28 编制审核会签更改签日标处更改河南机电高等专科机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第4页车间工序号工件名称材料牌号机加工车间10 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1 夹具编号夹具名称冷却液三爪自定心卡盘工序时间机动单件63工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图基本辅助张泽剑 1 粗车右端面至7890度偏刀、Φ16钻头、盲孔车刀、游标卡尺660 120 0.45 0.9 1 11描校 2 粗车外圆Φ125x5 660 143 0.45 0.9 1 10 张泽剑 3 钻通孔Φ16 1000 45 0.48 3.5 1 12 底图号 4 粗镗内孔Φ34x29 510 55 0.3 0.9 1 195 粗车小凸台断面至20 660 120 0.45 0.9 1 11 装订号5.28 编制审核会签河南机电高等专科机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第5页车间工序号工件名称材料牌号机加工车间15 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1 夹具编号夹具名称冷却润滑液三爪自定心卡盘工序时间准终单件63工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 粗车右端面至7190度偏刀,盲孔偏刀,游标卡尺660 120 0.45 0.9 1 15描校 2 粗车外圆Φ128x9 660 143 0.45 0.9 1 9 张泽剑 3 粗车内孔Φ98x6.8 510 55 0.3 7.3 1 39 底图号装订号5.28 编制审核会签河南机电高等专科机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第6页车间工序号工件名称材料牌号机加工车间20 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1 夹具编号夹具名称冷却润滑液三爪自定心卡盘工序时间准终单件123工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 半精车端面保70YT5 90度偏刀,YT5镗刀,游标卡尺,内径百分尺660 120 0.45 0.9 1 21描校 2 半精车外圆Φ121.4×5 660 143 0.45 0.9 1 19 张泽剑 3 法精镗内孔Φ39.6×27 510 55 0.3 0.9 1 36 底图号 4 半精镗内孔Φ32×28 510 51 0.3 0.9 1 305 半精镗内孔保Φ17.5 510 26 0.3 0.9 1 10 装订号 6 半精车小凸台端面保16 660 120 0.45 0.9 1 75.28 编制审核会签更改签日标处更改河南机电高等专科机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第7页车间工序号工件名称材料牌号机加工25 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1 夹具编号夹具名称冷却润滑液三爪自定心卡盘工序时间准终单件51工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 半精车右端面至6990度偏刀,盲孔偏刀,游标卡尺660 120 0.45 0.9 1 6描校 2 半精车外圆Φ125.4长9 660 143 0.45 0.9 1 9 张泽剑 3 半精镗内孔Φ99.6长7 510 55 0.3 0.9 1 36 底图号装订号5.28 编制审核会签更改签日标处更改签河南机电高等专科机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第8页车间工序号工件名称材料牌号机加工车间30 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数立式钻床Z5125A 1 夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件72工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 钻通孔3×Φ7Φ7钻头游标卡尺1000 45 0.48 3.5 1 72描校张泽剑底图号装订号5.28 编制审核会签河南机电高等专科机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第9页车间工序号工件名称材料牌号机加工车间35 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数立式钻床Z5125A 1 夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件218工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 钻通孔6xΦ7Φ7钻头,Φ4.1钻头,M5丝锥,游标卡尺,螺纹塞规1000 17.1 0.22 2.5 1 72描校 2 钻孔4xΦ4.134深12 960 20.2 0.1 3.35 1 116 张泽剑 3 攻螺纹4-M5深10 195 4.9 1.25 1 30 底图号装订号5.28 编制审核会签河南机电高等专科机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第10页车间工序号工件名称材料牌号机加工车间40 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称工序时间准终单件10工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 去毛刺10描校张泽剑底图号装订号5.28 编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期河南机电高等专科机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第11页车间工序号工件名称材料牌号机加工车间45 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数万能外圆磨床1 夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件29工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 磨内孔保Φ40x5 砂轮,内径千分尺,外径千分尺,16描校 2 磨外圆保Φ121x5 13 张泽剑底图号装订号5.28 编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期河南机电高等专科机械加工工序卡片产品型号 零(部)件图号 共12页 产品名称连接座 零(部)件名称 第12页车间 工序号 工件名称 材料牌号 机加工车间50连接座 HT200 毛坯种类 毛坯外形尺寸 每坯件数每台件数铸件142*69 1 1 设备名称 设备型号设备编号同时加工件数 万能外圆磨床1 夹具编号夹具名称 冷却润滑液专用夹具工序时间准终 单件 工步号 工步内容工艺装备主轴转速/ (r/min) 切削速度 (m/mim) 进给量 (mm/r) 进给深度(mm) 走刀次数工时定额 描图 机动 辅助 张泽剑 1 磨内孔保Φ100x7 砂轮,内径千分尺,外径千分尺描校 2 磨外圆保Φ125x9 张泽剑底图号装订号5.28 编制 审核 会签标记 处数 更改 文件号 签字 日期 标记 处数 更改文件号签字 日期。