Nb微合金化HRB400高速线材盘螺的生产
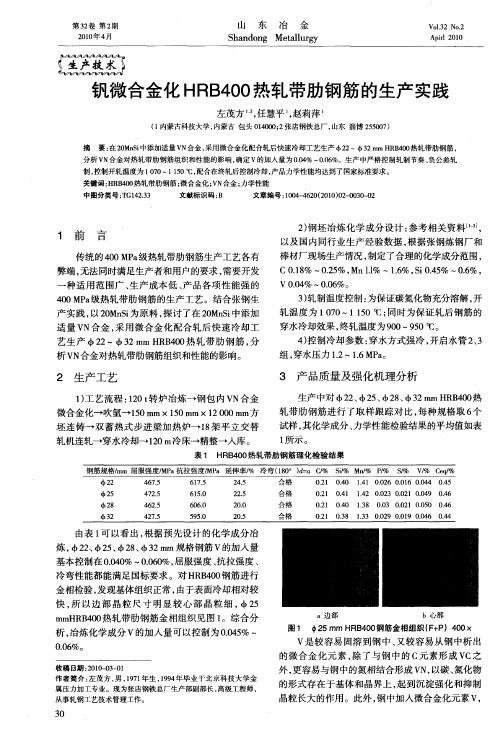
钒微合金化HRB400热轧带肋钢筋的生产实践
尖温度 为 80o左 右 。为保 证合金 元素溶 人奥 氏体 7 = 【
中并且 均 匀化 , 际生产 中加 热温 度要控 制 在 固溶 实
温度 以上 。为 确保 V充 分发 挥作 用 , 加热 温度 一般 控制在 110 1 0 = 0 0o。结 合 张钢含 V钢筋 的生产 2 【
了铁素体 晶粒 。
同程度 影响到 H B 0 钢筋 的强度 。 R 40
42 加热制度 .
随着 奥 氏体 温度 的 降低 , V的弥 散析 出遵循 沉
淀 动力 学 “ቤተ መጻሕፍቲ ባይዱ” C 曲线规 律 , 根据 钢 中 V、 素 含量 的 N元
资料表 明 : N合金化 的钢 中析 出的钒约 是其他 V
加 细小 V( N 析 出相 的体 积分数 。细小弥散 V C C, ) (, N) 出相数 量 的增 加 是钒 氮 钢筋 强度 升 高 的主 要 析
原 因 。当 V N达到 理 想化 学 配 比 时 ( / = . ) 钒 / VN 3 4 , 6 能 最 大程 度 地 析 出 。添 加 V e 合 金 化 的钢 , / F微 VN
远 高于理 想化 学配 比 , 的固溶量 偏 高。 为 了充 分 钒 发 挥 V的沉 淀强 化作 用 , 要 钢 中增 氮 。 目前最 有 需 效 的增 氮方式是 添加 V N合金 b。 ]
由 以上 讨 论可 知 , V析 出强化 引起 的强度 增 量 取决 于析 出物 的数量 和粒 子尺 寸 。大量 研究 表 明 : V N钢 中析 出相不 但数 量多 , 且粒 子尺 寸很小 , 而 这
明 :/ VN比例越 小 ( 接 近理想 当量 比41 , C, ) 越 :) V( N
Nb-Ti-N微合金化生产HRB400E的实践

总第239期2021年4月 南 方 金 属SOUTHERNMETALSSum.239April 2021 收稿日期:2020-07-14;修订日期:2020-08-15 作者简介:严 明(1966-),男,1991年毕业于辽宁本溪冶金专科学校炼钢与铁合金专业,工程师。
文章编号:1009-9700(2021)02-0025-03Nb Ti N微合金化生产HRB400E的实践严 明(阳春新钢铁有限责任公司,广东阳春529629)摘 要:介绍了采用铌钛氮微合金化技术研制开发HRB400E钢筋的生产工艺和产品性能。
实践证明,采用铌钛氮复合合金替代钒氮合金生产HRB400E钢筋,不仅其力学性能良好,而且具有低成本优势。
关键词:铌钛氮复合合金;HRB400E钢筋;力学性能;低成本中图分类号:TG335.64 文献标志码:BPracticeofProducingSteelHRB400EbyNb Ti NMicroalloyingYANMing(YangchunNewSteelCo.,Ltd.,Yangchun,Guangdong,529629,P.R.China)Abstract:ThispaperintroducestheproductiontechnologyandproductperformanceofsteelbarHRB400EdevelopedwithTi Nmicroalloyingtechnology.IthasbeenprovedthatthebarsmadeofNbTi NalloyinsteadofV Nalloyhavenotonlygoodmechanicalpropertiesbutalsolowcostadvantages.Keywords:niobiumtitaniumnitrogencompositealloy;barHRB400E;mechanicalproperties;lowcost0 前言铌、钒、钛是重要的微合金化元素,在HRB400E螺纹钢生产过程中,绝大多数钢厂使用的是钒元素,个别钢厂使用铌元素,极少数钢厂使用钛元素。
V—N微合金HRB400钢筋的开发生产
西钢 V—N微 合 金 化 H B0 R 40钢 在 第 二 炼 钢
厂 生产 , 3 由 0吨和 5 电炉冶 炼 , 0吨 V—N合金在包
中加 入 , 氮 均 匀 钢 液 成 份 , 后 连 铸 成 10方 吹 然 5 坯, 在第 二 轧钢 厂 ( 轧 机 ) 制 成 螺 纹 盘 条 或 螺 连 轧
维普资讯
20 0 7年第 2期
V—N微 合 金 H B 0 R 4 0钢 筋 的开发 生产
颜 士 华
( 西林钢 铁集 团有 限公 司 , 伊春 132 ) 50 5
摘
要: 本文介 绍了西钢二炼钢厂采用 V—N微合 金化 生产 H B 0 R 40钢筋的生产 实践 。
2 2 2 时效性 能 .。 用 2 Mni 产 的 H B 3 0 S生 R 35钢 筋 具 有 时 效 作
容易 加 入 , 收 率 高 , 此 选 择 了 钒 元 素 作 为 回 因
H B0 R 40钢 的添 加剂 。
微合金元 素 V靠 形成 C化 物 、 ( 化物 和 N c N)
特 别是 当其与 适 量 的 N配合 添加 效 果更 显 著 。v
微合 金化钢 的生 产 只需 按 照 常 规 的 H B 3 R 35钢 生 产工 艺 即可 , 学 成 份 容 易控 制 , 化 同时 , 炼 时钒 冶
H B0 R 40钢筋 的屈 服强度 提 高 7 3~8 P , 拉 强 7M a抗 度 提高 6 ~8 P , 均延伸 率仅 降低 1 5 4M a平 %左 右 。
H B0 R 4 0钢筋 由于 是 采用 V N微 合 金 化 , 有 细 化 具 晶粒 作用 , H B 0 筋 强度 提 高 的 同时 , 性 使 R 4 0钢 塑
Nb微合金化生产小规格HRB400带肋钢筋的探讨

N b微合金化生产小规格H R B400带肋钢筋的探讨谢国谊毛景平(新疆八一钢铁股份有限公司)摘要:针对转炉冶炼的含铌H R B400钢坯生产小规格热轧带肋钢筋出现无屈服、强度预警现象。
对N b微合金化的强化机理和产生性能不稳定的原因,针对N b微合金化对温度有很大的敏感性的特点,提出生产过程控制方法,稳定了力学性能。
关键词:N b微合金化;温度控制;尺寸控制;冷却速度控制中图分类号:T G335文献标识码:B文章编号:1672--4224(2008)02--0043--031前言目前国内采用微合金化方法生产H R B400钢筋,主要有两种方法,即采用N b微合金化和V微合金化。
随着钒铁的价格持续升高,各钢厂纷纷采用铌生产H R B400钢筋,以降低生产成本。
八钢型材厂从2006年下半年开始用转炉生产的含铌H R B400钢坯替代含钒H R B400钢坯生产小规格热轧带肋钢筋。
生产过程中出现性能不稳定,如无屈服现象、强度预警及不合格等,影响产品质量。
同时在生产过程中采用轧后强制冷却的方式,水的阻力对彩14r am以下小断面热轧带肋钢筋速度产生影响较大,致使速度不能提高,造成产量低,其中∥12r am带肋钢筋日产下降400t。
成材率下降0.5%。
通过对生产实践数据分析,提出了稳定小型机组生产小规格含铌H R B400钢筋性能的控制方法。
2N b微合金化的机理2.1N b微合金化的强化铌铁的熔点范围在1580~1630℃。
它在钢中是一个溶解过程,铌是强碳、氮化物形成元素,在钢中极易形成稳定难溶的N bC、N b(C N)。
在凝固期,先期析出的N bC、N b(C N)微小弥散质点,有利于形成较细小的等轴铸造组织,这种结构赋予细小的原始奥氏体晶粒,并将在加热过程中抑制奥氏体晶粒长大。
在奥氏体区热变形过程中,根据N b(C N)溶解析出规律,通过控制加热温度、开轧、终轧温度等参数,控制N b(C N)的析出时机,利用N b(C N)在奥氏体中的析出,钉扎晶界、亚晶界、位错线等晶体缺陷处,来延迟奥氏体再结晶开始时间和防止二次晶粒长大,达到细化奥氏体晶粒,并进而细化铁素体晶粒,对钢产生强韧化作用。
盘螺生产线简介
盘螺生产线简介日照钢铁盘螺生产线2009年10月目录第一章盘螺生产线工艺流程及工艺控制特点 ................................................................................... 错误!未定义书签。
一、盘螺生产线简介........................................................................................................................... 错误!未定义书签。
二、生产工艺及产品结构................................................................................................................... 错误!未定义书签。
三、主轧线工艺流程及先进技术 ...................................................................................................... 错误!未定义书签。
1、生产线工艺流程:..................................................................................................................... 错误!未定义书签。
2、采用先进技术............................................................................................................................. 错误!未定义书签。
nb微合金化hrb400e抗震钢筋无屈服平台原因探讨

C、N原子结合,形成Nb的碳氮化合物,Nb在
技术论坛
高温区域固溶于奥氏体中,与位错产生相互作
用,增了
的 性,使再晶过程的
形核更困难,长了晶核的 期,
再
晶
的t
晶 钉扎作用,
使亚晶界难以移动,抑制了再结晶的进行,b
细化晶粒,提高钢的强度和韧性;t在低温区的
析出,可
作用。Nb在
min,镇静 20 - 25 min 开浇。
(二)中厚板用钢
(1)直弧型连铸机生产中厚板用钢时,角
------------------------------ 科技摘译
部横裂纹的 是一大难,一
钢
在角部及附近所受应力的大小;另一
角部及附近进入第三脆性区而产生更多的不
良析物,更减轻二的叠加效果。
(2)应力
为屈服强度,
强度在410 MPa
,抗
强度 Rm
高, 650 MPa,
其
格 品 高出 35 MPa,
低。
分析与讨论
(-)屈服平台的产生及Nb强化机制 低碳钢在拉伸试验过程中出现屈服平台, 是由于C、N 隙原子在错线聚集形成气 团, 周围可动 错产生钉扎 用,当 受外
2019年第4期| 49
S6 06
'直径1/4部位组织 c中心部位组织
2 HRB400E金相组织
力足够大时位错会摆脱气团的作用发生位错运 动,此过程中外力不需增大,钢材会持续产生 塑性变形,在拉伸曲线中呈现屈服平台。屈服 平台的明显程度取决于位错密度的高低,当钢 中含有较多位错密度高的组织时,位错之间的 相互作用减弱了气团的钉扎作用,可导致无明 显屈服平台现象。
铌微合金化400MPa新Ⅲ级热轧带肋钢筋开发

溶 ,采取相 对较 高 的加热 温度 。加热 炉均
热 温 度控 制在 15 ~ 2 0 ,控 制铸 坯 长 0 10% l 度 方 向 的温 差 .开 轧 温 度 控 制 在 15 ~ 00
究用 铌微 合 金生 产 4 0 a Ⅲ级 热 轧带 0 MP 新
维普资讯
1 2
酒 钢 科 技
2 0年 07
第 1 期
铌微合金化 4 0 a Ⅲ级热轧带肋钢筋开发 0 MP 新
技 术 中心
摘要
李
艳
杨 作宏
本 文 简 述 了铌 微 合 金 化 4 0 a Ⅲ级 热 轧 带 肋 钢 筋 开 发 工 艺 .分 析 了影 响 产 品 0 MP 新
60 6
图 2 a2 mm 带 肋 钢 筋 2
60 4
—
60 2
童 60 0
R lMP ) e( a R MP ) m( a A( ) %
5 0 8
图 3 O2 mm 带 肋 钢 筋 8
5o 6 50 4
(. J 4l O4 .2 O4 .3 O.5 4 O.6 4 O.8 4
溶 量增加 ,强 度提 高 ,延 伸率稍有 下降 。
43碳 当量与 力学 性能关 系分析 .
431 当量 与屈 服强度关 系 .. 碳
R lMP ) e( a R MP ) m( a A%) (
图 1 a1 mm 带 肋钢 筋 4
趸
图 5 碳 当量 与屈服 强度 关 系统计 图
在碳 当量和轧 制工 艺基本 相 同的情 况
要 因素 分析
段 控制冷 却一倍 尺剪 切一 冷 床冷 却一 定 尺 剪 切一 外 观质量 检查一 打包 待发 。
铌微合金化HRB400带肋钢筋的生产实践

理 , 产 的产 品根 据 当时 的市 场 行 情 有 显 著 的 经 济 效 益 。 生
关键词 H B 0 ;铌 微 合 金 化 ; 能 R 40 性 文 献 标 识 码 : A 文章 编 号 :6 1 8 8 2 1 ) 1 0 3 0 17 —3 1 ( 00 0 — 0 8— 2
中 图 分 类 号 :F 6 . T 72 3
在 分 析 上 述 统 计 的 钢 筋 化 学 成 份 、 学 性 能 范 围 的 力
沉 淀 强化 效 果 又有 细化 晶粒 的 强韧 化 效 果 , 钒 只 而 有 沉 淀 强 化 效 果 ,铌 的强 韧 化 综 合 效 果 是 钒 的 2 倍 。所 以要 达 到 同样 的 强 化 效 果 , 要 加 人 更 多 需
的钒 。
基础上, 据 Q C 2 依 / B 4—2 0 0 6标 准 的要 求 , 含 铌 对 H B0 R 4 0钢筋 化学 成分 进行 设计 ( 见表 3 。 ) 大量 研 究 表 明 , 高 强 度 低 合 金 钢 中 , 既 有 在 铌
铁代替 钒铁 和钒 氮合 金微合 金化 。承钢 公 司虽具 有 得天独 厚 的钒资 源优 势 , 从 降低 生产 成本 、 约资 但 节 源方 面考 虑 , 也应 进行 铌合 金化生 产试验 , 以便根据
1 工 艺 方 案
1 1 成 分 设 计 .
随机抽 查 统 计 了各 50炉 HR 35和钒 微 合 金 0 B3 H B0 R 40钢筋的化学成分和力学性 能( 见表 1 和表 2 , )
红钢线材HRB400E盘螺产品实物质量提升生产实践

红钢线材 HRB400E盘螺产品实物质量提升生产实践摘要:针对当前红钢线材HRB400E盘螺产品实物质量存在的问题及用户访问反馈的主要问题,我们结合日常生产过程及用户反馈信息组织分析了相关的原因,并提出相应的控制措施及处理方法,从钢材产品外形质量提升、力学性能改善、产品质量监督抽查等多个方面入手,着力提升钢材产品实物质量。
关键词: HRB400E盘螺力学性能提升关键过程控制工艺优化1前言红钢高速线材生产线全线轧机共28架,粗轧、中轧和预精轧机组各6架,平立交替布置,精轧机组为10机架集体传动、顶交45悬臂式碳化钨辊环高速无扭轧机,生产中轧件为无扭转轧制,风冷线为传统的斯太尔摩控制冷却线。
生产规模为年产40万t,生产钢种:碳素结构钢、优质碳素结构钢、焊条钢、低合金钢;产品规格:Æ5.5~16mm直径光面高速线材和螺纹盘卷,盘卷外径Æ1250mm;盘卷内径Æ850mm, 盘卷高度~1700mm(压紧后), 盘卷重量:2020kg。
根据市场情况,目前主要生产的Φ6mm、Φ8mm、Φ10mm三种规格的HRB400E热轧带肋盘卷产品及Φ6mm~Φ12mm的HPB300光圆钢筋盘卷。
自2018年11月1日起,新版国标GB/T 1499.2-2018下发实施后,对热轧带肋钢筋的外形尺寸、钢材重量允许偏差、金相组织等多个方面都进行了要求,同时,用户也对钢材的力学性能及包装质量也提出了相应的要求。
为进一步稳定和提升产品质量,我们从钢材产品力学性能改善、外观质量提升、生产关键过程控制、产品质量监督等多个方面入手,对产品质量提升进行了攻关。
2红钢线材HRB400E盘螺质量问题2.1力学性能钢材力学性能的稳定性直接影响钢筋质量的好坏,在当下日新月异的发展速度下,市场对外观以及性能的要求已经达到了新的高度,对钢材的质量要求越来越高,尤其是对性能不合格采取零容忍,钢材会因其成分差异、组织缺陷、夹杂物、表面缺陷与不同的外观尺寸等原因而导致性能出现异常[2]。
钒微合金化HRB400抗震钢筋的研制

关 键 词 :钢 筋 ;抗 震 ;钒 ;微 合 金 化 中图分 类号 :" 356 I 3 .4 G 文 献标 识 码 :A 文 章编 号 :10 —99 (O2 3 0 1 —0 03 96 2O l0 —006 3
De eo v l pm e a di m — ir a ly ng H RB4 0 s im i i b d b r ntofv na u 。m c o lo i 0 a es cr b e a
摘
要 :介 绍 了承 钢 利 用 特 有 的 钒 资 源 优 势 研 制 生 产 抗 震 钢 筋 的 过 程 。该 钢 筋 按 规 格 大 小 采 用 了 不 同 的化
学 成 分 及 加 钒 方 法 ,并 采 用 了合 理 的 生产 工 艺 参 数 ,其 研 制 成 果 在 工 业 试 验 和 工 程 应 用 中取 得 较 好 效 果 。
l 研 制 背 景
随着 建筑工 业 的迅速 发展 ,高 层建筑 等工 程 结 构对 钢筋性 能的要 求越 来越高 ,尤 其是 我 国处
于 地 震多发 地 区… ,抗 震 问 题 更 引 起普 遍 关 注 。
筋 ,并 于 2 0 年 3月 1 01 3日通 过 河北 省新产 品鉴 定。
5 结论
( )为 了避 免 生成水腐 蚀 产物 ,钢卷 冷却 终 1
了温度 应在 1 0 以上 ; 0℃
( )间断 式强制 冷却 的空 冷 回温5
收 修 改 稿 日期 :2 0 —1 2 01 1 0
作 者 简 介 :张 越 峰 (9 8一) 男 ( 族 ) 河 北 承 德 市人 , 工 程 师 ,研 究 室 主任 ,硕 士 , 主 要 从 事 承 钢 的科 研 管 16 , 汉 ,
低铌HRB400E盘螺及其生产方法

Key words: HRB400E coilꎻ ferroniobiumꎻ optimized compositionꎻ mechanical properties
剂、硅铁、硅锰合金ꎬ然后再加入袋装铌铁合金ꎬ出钢
3 / 4 时全部合金加完ꎬ出钢量约 120 tꎮ
4) 连铸方坯为 R9 m 直弧型五机五流 155 mm
× 155 mm 小方坯ꎬ连铸结晶器保护渣采用高拉速低
熔点保护渣ꎬ连铸采用长水口保护浇铸ꎻ结晶器开启
电磁搅拌ꎬ电流 320 ~ 350 Aꎬ频率 5 Hzꎮ
技术ꎮ
0 前言
含铌钢对温度敏感ꎬ一方面在连铸工艺上造成
铸坯热塑性差 [1] ꎬ容易产生铸坯脱方和裂纹ꎻ另一
方面在轧钢工艺上冷却速度决定产品力学性能提高
幅度ꎮ 因此ꎬ在采用铌铁生产 HRB400E 盘螺时ꎬ在
高拉速铸坯凝固过程中ꎬ需重点控制脱方和裂纹ꎮ
在产品轧制过程中ꎬ采用控冷工艺提高钢材力学性
能ꎮ 本文论述在碳、硅、锰等成分不变情况下ꎬ只改
南 方 金 属
SOUTHERN METALS
48
0 015 % ~ 0 020 %ꎮ 方案二是根据方案一试验结果
2. 1 3 种方案成分设计
方案一是采用钒氮合金生产 HRB400E 盘螺成
进行优化ꎮ 方案三是根据方案二试验结果进行优
分设计ꎬ 把 铌 含 量 0 015 % ~ 0 020 % 改 为 钒 含 量
南 方 金 属
提高HRB400盘螺力学性能的轧制工艺优化
0.4-0,8
1.3 ̄1.6
≤ 0.045
O.2 ̄0.25
O.38~O.55
1.4 ̄1.6
≤ 0.045
轧 制 速度 (m/s)
65 77 77 77
2.2 轧制过 程控 制分析
会 同时 出现 ,因此 如果 这两 种机 理 的控 制组 合不
低 温 轧 制 和 大压 下 量 轧制 工 艺 都 有 利 于 细 恰 当 ,会 产生 负面 的影 响 。2)在 Ar3以上温 度变
成 ,粗 轧 至预 精轧 采用 平立 交 替布 置 ,精 轧 10架 增加 了合 金成 本 。为此 我们对 影 响产 品力学性 能
轧 机为顶 交 45度 无扭式 悬 臂轧机 。 自 2011年 7 的 原 因进 行 了分 析并 对 相 应 的 控 轧 控冷 参 数 进
月投产以来 ,大部分时间生产 的钢都是普碳钢 行了修改和调整。
表 1 各 生产 厂 家 HRB400盘 螺 化 学 成 分 、成 品 轧 制 速 度 的控 制对 比
C%
O.2^0.25
Si%
0.4"-'0.8
Mn%
1.35~1.6
P、s%
≤ 0。045
Ceq%
0_2 _25
0.4--0.8
1.35~1.6
≤ 0.045
O.18~O.25
化 晶粒 ,提 高盘 条 的抗 拉 强度 和屈 服强 度 。但 由 形 ,产生 应变诱 发 铁素 体相 变 时 ,随 变形 量 加大 ,
于设 备 的原 因 ,大多 数厂 家在 控制 开轧 温 度 时 , 变 形 温度 降 低 ,应 变 诱 发 铁 素体 数 量 增 加且 细
Nb微合金化HRB400E抗震盘螺开发

Nb微合金化HRB400E抗震盘螺开发摘要:柳钢用铌微合金强化代替钒强化,用低温轧制和快速冷却的工艺试制了HRB400E抗震盘螺。
产品综合力学性能、焊接性能良好,金相组织主要为铁素体+珠光体+少量贝氏体,满足GB/T1499.2-2018对抗震钢筋的要求。
关键词:抗震盘螺;铌;微合金化;控制轧制1、前言钢筋混凝土用热轧带肋钢筋是国内外建筑工程中广泛使用的一种增强材料,应用范围广、生产量大,我国建筑用钢占钢材的消费比例约为53.3%,钢筋涉及的钢铁企业多,分布范围广。
性能上其要求其既要有较高强度,又要有良好的塑韧性、可焊接性、抗震性能、粘结性等指标。
生产中通常采用控轧控冷和微合金化的方法,微合金化法通常在20MnSi成分的基础上添加V,Nb,Ti等微合金元素,近年来由于钒铁合金、钒氮合金的价格持续升高,各钢厂纷纷采用Nb微合金化生产HRB400E热轧带肋钢筋。
Nb微合金化连铸方坯在柳钢连续式棒材生产线上生产低生产成本的HRB400E热轧带肋钢筋产品已获得成功,为了提高坯料共用性、降低生产成本,结合自身设备特点,柳钢开展了Nb微合金化抗震盘螺的生产研究,成功生产出合格的的Φ6mm-Φ12mmHRB400E热轧带肋钢筋盘螺。
2、钢坯成分设计Nb微合金化钢坯是在20MnSi的基础上添0.012-0.023%Nb,Nb主要以细晶强化和沉淀强化来提高强度,Nb较容易熔入钢中,也较容易从钢中析出。
Nb与C,N的结合能力强,是强碳化物形成元素,其形成的Nb(C)、Nb(CN)在高温下十分稳定性,对钢的蠕变极限、持久强度、冲击韧性、脆性、临界转变温度、焊接性能等均有良好影响,还能通过固定氮消除钢中自由氮,改善韧性,消除应变时效。
碳、锰的设计主要是为了保证钢种的强度,考虑钢种的焊接性能将锰和硅含量上限降低,Ceq≤0.54%,满足GB/T1499.2-2018要求。
钢坯的化学成分见表1。
表1:HRB400E(Nb)钢坯化学成分3、轧制工艺3.1加热工艺加热温度对整个轧制过程影响最大,加热温度的高低直接影响了轧件原始奥氏体晶粒尺寸大小,须严格控制均热段温度。
高速线材盘螺生产工艺优化

,
,
速 度 粗 乳 机 组 轧 90 m/ s 。
由 cp 6 〇〇 mm x 4 + 4 (p 5 0m mx 2
机 组 成 6 架平 立 交 替 布 置 每 架乳 机 单 独 传 动 中 轧
,
,
;
乳 成 架 平 机 组 由 cp45 0mm x 3
+ <
p
3
50 mm x 5
机组
8
,
-
北 方 钒钛
20 1 9 年 第 4 期
因 ( 1 ) 式 忽 略 了 前 后 滑 对 秒 流 量 的 影 响 , 故 辊
径 D 应 是对 应 各 架 次 实 际 出 口 速 度 的 辊 径 值 以 最 ,
后 两 架 为 例 式 得 由 1
,
(
)
出 :
F F N D N D 9 /
立
交 替 布 置 每 架 轧 机 单 独 传 动 预 精 乳 机 组 由 ; ,
cp 28 5 m m x4
轧机组成 4 ,
架 平立 交替布 置 ,
选用 悬 臂
轧 机组 成 采用 炭 化钨 辊环 各 机 架 单 独水 平传 动
,
,
;
保 证 。 由 于 轧 制 盘 螺 成 品 需 要 的 延 伸 系 数 比 盘 圆 大 因 此 出 现 上 述 问 题 。
高速 线材盘 螺 生产工 艺优 化
马 海 峰 贾 元 海 张 明 博
钒钛工 程技术研究 中 心
(
)
摘 要 : 分 析 了 高 速线 材 轧 机 生 产 螺 纹 钢 的 工 艺 特 点 , 存 在 的 主 要 问 题 及 解决 问 题 的 方 法 , 介 绍 了 生 产 螺
铌微合金化HRB400钢筋开发
铌微合金化HRB400钢筋开发
王丽鹃;刘永林
【期刊名称】《冶金标准化与质量》
【年(卷),期】2006(044)003
【摘要】主要介绍了水钢铌微合金化HRB400钢筋开发工艺及实施情况,通过对铌微合金化HRB400钢筋试制,初步掌握Nb合金的强化机理,确保该钢种的正常生产,节约公司生产成本.
【总页数】2页(P35-36)
【作者】王丽鹃;刘永林
【作者单位】水城钢铁有限责任公司,贵州,六盘水,553028;水城钢铁有限责任公司,贵州,六盘水,553028
【正文语种】中文
【中图分类】TF704
【相关文献】
1.铌氮微合金化及HRB400NbN钢筋开发 [J], 聂雨青;康跃丰
2.HRB400E抗震钢筋铌微合金强化机理研究与应用 [J], 金梁
3.低成本铌钒复合微合金化抗震钢筋HRB400E生产实践 [J], 王婷婷;牟立君;孙晓明;吴英
4.铌微合金化HRB400E热轧带肋钢筋生产实践 [J], 钱学海
5.铌微合金化HRB400E热轧带肋钢筋生产实践 [J], 钱学海
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
总第161期2007年第5期河北冶金HEB EI M ETALLUR GYTotal 1612007,N umber 5收稿日期8N b 微合金化HRB 400高速线材盘螺的生产王振民,王风才,邢永顺,刘建路(邯郸钢铁公司 线材厂,河北 邯郸 056015)摘要:介绍了邯钢线材厂采用高速线材轧机生产Φ8mm 铌微合金化HRB400热轧盘螺的生产控制过程,产品质量符合GB1499-1998标准要求。
关键词:N b 微合金化;高速线材;盘螺中图分类号:TG 14214 文献标识码:B文章编号:1006-5008(2007)05-0057-02PRODU C TI ON O F CO I L E D R EI N F O RC ED B ARW ITH N b M I CRO -ALLO YE D HRB 400H IGH -SPEED W IR EW AN G Z hen -m in,W A N G Feng -cai ,X I N G Yo ng -shun,L I U J ian -lu(W ire Plant ,H andan Iron and S tee l C o mpany ,H andan,H ebei,056015)A bstrac t:The p roduc tion of Φ8mm hot -roll ed coiled reinforced bar w ith N b m icro -alloyed HRB400high -speed w ire i s introduced .Key W ords:N b m icro -a lloyed ;high -speed w ire;coiled re inforced bar1 引言根据国家建筑设计规范GB 50010-2002《混凝土设计规范》要求,HRB 400热轧带肋钢筋已作为优选混凝土用钢筋。
而HRB 400热轧带肋钢筋的生产通常采用控轧控冷和微合金化的方法,微合金化法通常在20M nS i 成分的基础上添加V ,N b,T i 等微合金元素,使用较多的添加钒氮合金和钒铁合金。
但由于V 资源的紧缺,价格不断上升,生产成本越来越高,因此使用N b 微合金化技术生产HRB 400钢筋逐渐增多。
2006年7月份邯钢技术中心组织了N b 微合金化HRB 400热轧带肋钢筋盘螺的生产,邯钢线材厂结合自身设备特点,制定合适的生产工艺,成功地生产出合格的N b 微合金化Φ8mm H RB 400热轧带肋钢筋盘螺。
2 Φ8mm HRB 400(N b )钢坯的化学成分Φ8mm HRB 400(N b )钢坯的化学成分要求见表1,钢坯的熔炼成分见表2。
表1 HRB 400(N b )钢坯的化学成分%CM nS iPSNb0118~01251130~11600150~0180≤01045≤010*******~01040表2 钢坯熔炼成分%批号C M n S i P S Nb C eq 81950120114301620102401020010410143881960121114901580104010310104001458819701221144016401025010180104501460819801201143015801027010210104101438819901221139016101027010150104001452820001201145015501037010270104001442820101201140015901027010270104101433820201211141016101023010250104301445820301231141015501030010190104101465平均值01211143015901029010230104101448最小值01201139015501023010150104001433最大值01231149016401040010310104501465 从表2看出,这9炉钢坯的熔炼成分控制得较好,C,M n 的含量在要求范围的中限,S i 在中下限,N b 含量在上限,波动范围也较小,说明成分控制比较稳定。
虽然P,S 含量有一定波动,但符合要求。
碳当量均≤0154,符合GB 1499-1998标准要求。
3 生产工艺控制N b 微合金化的目的是通过细晶强化和析出强化的作用来保证HRB 400钢筋的性能,控制开轧温:2007-0-27度、吐丝温度以及保证道次变形量和变形速率,有利于细晶强化和析出强化。
311 生产工艺流程钢坯→加热→粗轧→中轧→预精轧→精轧→水冷→吐丝→散卷冷却→集卷→P/F线空冷→检验、打捆→入库。
312 轧制工艺要点(1)开轧温度1060~1100℃。
(2)严格控制各道次红坯尺寸,开足各机架冷却水。
(3)吐丝温度960~1000℃,水冷段开三段水,水压0115M Pa,可以根据吐丝温度进行调整。
(4)风机全开,辊道速度0162~0179m/s并且逐段增加。
4 试轧结果411 力学性能试轧Φ8mm HRB400(N b)盘螺的力学性能见表3。
表3 Φ8mm HRB400(N b)盘螺的力学性能批号屈服强度/M Pa最大值最小值抗拉强度/M P a最大值最小值伸长率/%最大值最小值81954404256506302828 81964304206555802925 81974604406856752826 81984854606706603326 8199485465665655302915 82004654606506503231 8201480475645640301530 82024754756506403634 8203460460675660321531平均值45965230最小值42058025最大值48568536412 试轧分析(1)轧制工艺参数。
现场实际开轧温度为1072~1100℃,实际吐丝温度为960~1000℃,严格按照参数要求进行工艺操作(表4)。
表4 轧制现场工艺参数批次开轧温度/℃开水冷段数水压/M Pa吐丝温度/℃开启风机/个辊道速度/(m/s) 8195107230120960~1010220162~0179,速度逐段增加8196110030115960~1010220162~0179,速度逐段增加8197109530115960~1010220162~0179,速度逐段增加8198109330115960~1010220162~0179,速度逐段增加8199109230115960~1010220162~0179,速度逐段增加8200109330115960~1010220162~0179,速度逐段增加8201108530115960~1010220162~0179,速度逐段增加8202108430115960~1010220162~0179,速度逐段增加8203108530115960~1010220162~0179,速度逐段增加 (2)性能和组织分析。
这9批钢材力学性能的检验全部是一次合格,σs范围为420~485M Pa,平均为459M Pa;σb范围为580~685M Pa,平均为652M Pa;伸长率范围为25%~36%,平均为30%;冷弯性能全部合格。
从力学性能平均值看,屈服强度和抗拉强度比国标下限分别高出59M Pa和82M Pa,均达到了比较理想的程度;屈服强度和抗拉强度的最小值比国标下限分别高20M Pa和10M Pa,富裕量较小;σs 波动范围为65M Pa,σb波动范围为105M Pa,强度波动大。
散卷在辊道运输冷却时由于线材两侧重叠搭接,搭接处温度偏高,所以散卷的通条冷却速度是不均匀的。
在此次试验中,实测搭接处温度比不搭接处温度要高25~82℃。
对8195批盘螺不同部位取样进行了力学性能和组织晶粒度对比检验(见表5、表6),由表5看出,不搭接处的屈服强度比搭接处的要高40~50M Pa,不搭接处的抗拉强度比搭接处的高5~M;盘卷头部在散卷辊道上冷却的速度比中部要快,故头部与中部对应部位相比较,屈服强度和抗拉强度均高35~40M Pa,伸长率没有明显差别。
表5 Φ8mm HRB400(N b)盘螺不同部位的力学性能编号位置屈服强度/M P a抗拉强度/M Pa伸长率/% 501中部线环搭接处41561529502中部线环不搭接处46562030503头部线环搭接处46065031504头部线环不搭接处50066031表6 Φ8mm HRB400(N b)盘螺的金相组织和晶粒度编号位置金相组织边部中心晶粒度/级边部中心501中部线环搭接处F+P+F针少F+P+F针+B粒少910910 502中部线环不搭接处F+P+F针+B粒少F+P+F针+B粒少915915 503头部线环搭接处F+P+F针+B粒少F+P+F针+B粒少915915 504头部线环不搭接处F+P+F针+B粒少F+P+F针+B粒少915915(下转第64页)10Pa底检查,迅速修复,将备件检修质量与班组个人经济利益挂钩,保证设备检修质量。
418 设备对标挖潜和制约性环节攻关结合公司要求和厂生产挖潜中承担的艰巨任务,持续与唐钢等先进企业进行全方位对标,在对标形式上还原条件指标,统一对标口径,查找自身设备管理差距,深入持久地开展设备利用系数攻关,全面追赶唐钢,使一烧、二烧、三烧烧结机利用系数分别比去年同期升高0101t/(m2h), 0107t/(m2h),0103t/(m2h),中型炉设备利用系数达到唐钢水平。
其它如降低二烧设备故障提高设备运行率攻关项目实现设备运行率100%,7#高炉炉体安全运行攻关、高炉直吹管弯头联接制作质量攻关、球团齿辊导风墙水梁寿命攻关、延长运输皮带寿命攻关等项目均实现预期目标,保障在线设备处于良性运行状态。
419 职工培训与内聘技师工作把培训作为职工最大的福利来抓,本着“干什么,学什么,练什么,精什么”的原则,开展职工培训,在培训中坚持“三个结合”,即:自学与辅导相结合,理论与实际相结合,分散与集中相结合,充分利用“每周一题”和岗位练兵、技术比武对职工进行系统基础训练和设备的针对性培训。
通过培训提高职工应用新技术、新知识、新工艺、新设备的能力。
对全厂主要生产岗位和技术操作岗位实行内聘技师和技师津贴等级管理制度,通过理论和技能考核,对符合技师评聘条件的职工可内聘为相应级别的技师,享受优厚的经济待遇。
此举激励职工热爱学习,通过岗位成才提升自我价值,而高素质的技工队伍正是强化设备操作维护,保证炼铁产能正常发挥的先决条件和最可靠的保障。
4110 定期开展设备管理专项活动为了确保设备稳定安全高效运行,安排每周一、三、五是全厂设备点检日,由机动部点检站长、自动化和检修车间副主任、生产车间设备副主任带队进行三方联合点检,堵绝突发性设备故障;安排每周二是各车间班组的安全活动日,活动内容为安全操作规程宣传教育、设备安全隐患自查自纠整改等;安排每周四是设备例会日,由机动部主持,相关部室和车间参加,内容是交流一周设备运行管理情况,协调解决存在的问题。