1060铸轧铝板O,H状态及其生产工艺
浅谈铝业公司铸轧工作的流程和技术
浅谈铝业公司铸轧工作的流程和技术2023年,铝业公司的制造业生产水平将进一步提高,铸轧工作流程和技术也将得到改进和完善。
在这篇文章中,我们将深入探讨铝业公司的铸轧工作流程和技术。
铝业公司的铸轧工作是一个非常重要的生产环节,旨在生产高质量且具有一定规范性铝合金材料。
首先,在铝合金的生产工艺中,必须通过精细的铸造工艺来确保所生产出来的铝合金材料具有优良的力学性能和良好的化学稳定性。
而铸轧工作就是其中一项重要的工艺环节。
铸轧工作涉及到铸造和轧制两个环节,主要流程包括原料处理、熔炼、铸造、轧制、表面处理和成品制备等。
具体内容如下:1. 原料处理和熔炼铝业公司的铸轧工作首先需要进行原料处理和熔炼,以确保所生产出来的铝合金材料的化学成分符合相关的标准规定。
在这个环节中,铝业公司用专门的设备对铝材进行熔炼和加工,以获得所需要的化学成分、物理特性和力学性能。
2. 铸造接下来是铸造环节,铝材在特定的熔炼设备中加热并沥青然后铸造成所需要的形状或大小。
这个环节中主要需要考虑铝材的化学成分、熔点、流动性、凝固速度等因素。
3. 轧制然后是轧制环节。
顾名思义,铝材需要通过轧辊等设备进行轧制,以获得所需要的产品规格和外观要求。
轧制环节中较为关键的是轧制温度和轧制速度,这两个因素将影响铝材的外观和性能特点。
4. 表面处理在铝材被轧制成所需的形状和尺寸之后,需要进行表面处理,主要包括酸洗、氧化、喷雾油、切割等。
这个环节中的表面处理措施的主要目的是增加铝材的抗腐蚀性和美观度,以提高铝材的整体质量。
5. 成品制备最后是成品制备环节,也是铸轧工作的最后一个环节。
在这个环节中,铝材被切割成所需的大小和尺寸。
这个过程不仅需要考虑产品规格和外观,还要考虑整体质量和成本。
综上所述,铝业公司的铸轧工作流程和技术相当复杂和精细,需要用先进设备和管理方法来保证产品质量。
未来,铝业公司的铸轧工作将继续发展和完善,将会更加多样化,并将继续保持其技术和管理领先地位,为行业市场的需求提供优质的铝合金材料。
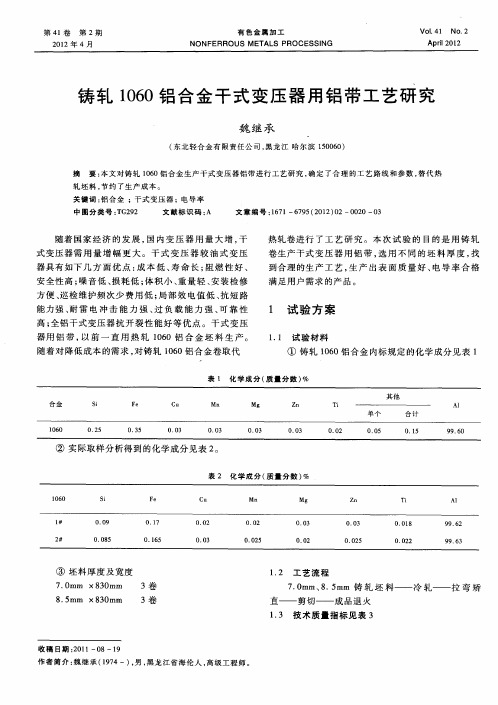
铸轧1060铝合金干式变压器用铝带工艺研究
K
■
\
f/ V t f /
{
(. )8
06
? }
、 耋 一 =
/-
。
一
0. 4
I 厂 =堑 = } ! =
0. 2
●
2X 2 12 0 2 () 2 4 l 8 0) 2 4 ) 2 03 3 0 3 0 (
:0 3 8
∞
3 0C,2  ̄ 3 0C,6  ̄ 3 0C; 热 1 0  ̄ 3 0C,4  ̄ 3 0C,8  ̄ 加 1小 时 , 温 保 时间 1小 时 。根 据 小 样 退 火 试 样 试 验 和 检 验 结 果 确 定 批量 退火 制度 。
2 1 坯 料 轧 制 成 品 不 同 退 火 温 度 及 不 同 方 向 的 .
4 结 论
① 孔 型工作 段轧 槽顶部 直径 只与 管坯 、 品管 的 成
外径有 关 , 而与 内径无关 ;
③ 根据 经验确 定 l=3 m, 2 m。 i r l a a= m ④ 已知 D o=8 m d 0 m、o=6 m n D 4 m d 0 r、 5= 2 m、 5=
中 图 分 类 号 :G 9 T 22 文 献 标 识 码 : A 文 章 编 号 :6 1 6 9 ( 0 2 0 0 2 0 1 7 — 7 5 2 1 ) 2— 0 0— 3
随着 国家经 济 的发 展 , 内变 压 器 用 量 大 增 , 国 干
式 变压器 需 用 量 增 幅 更 大 。干 式 变 压 器 较 油 式 变 压
1 2 工 艺 流 程 .
7O . mm、 . rm 铸 轧 坯 料—— 冷 轧—— 拉 弯 矫 85 a
直—— 剪 切—— 成 品退火 1 3 技术 质量 指标见 表 3 .
铝材连续铸轧工艺技术操作详细说明

3.11、倒炉时铝液温度控制在740℃~750℃(测量前应充分搅拌熔体, 保证炉内熔体温度均匀),温度测量采用在两个炉门分别取三点的平均 值。 3.12、倒炉过程中导流流槽要加盖一层石棉毯,以防热量损失。 3.13、倒炉前后要对熔炼、保温炉导流口、导流竖管及倒流流槽进行检 查清理,倒流流槽内刷滑石粉。 3.14、倒炉结束后应清理炉内铝渣。 3.15、倒炉时间不大于30分钟。 3.16、精炼完毕静置10~15分钟将表面浮渣扒净,扒渣应干净彻底,然 后均匀撒入一层覆盖剂用量为20kg。 3.17、保温炉熔体温度控制在730℃~740℃之间。 3.18、保温炉采用一天一小清三天一大清,保证炉内容积。 3.19、保温炉扒渣、精炼、搅拌时必须进行停电。 4 精练工艺技术规程 4.1、配料完毕后进行精炼,精炼前首先向炉内撒入打渣剂用量 1kg/t.Al.精炼时首先开启氮气阀门(氮气阀门不能过大以防止铝液剧 烈翻腾),再缓慢开启精炼剂阀门,待稳定后将精炼管伸入铝液中,根 据情况调整氮气流量,精炼时精炼管沿“Z”字形进行,到边到沿,精
按照国标要求,如生产卡片中有特殊说明,则按照卡片执行。 9.2 轧辊磨削工艺技术要求 9.2.1新辊生产纯铝时,轧辊磨削凸度:0.20-0.22mm,随着辊径的减 小,凸度增加,每车磨一次,凸度增加0.01-0.02mm 。生产合金时适当 将凸度加大。 9.2.2轧辊磨削粗糙度不大于0.4µm。 9.2.3配对辊直径差:0.005mm。 9.3 烘炉制度 9.3.1 新炉和大修后的炉子必须按照图纸要求验收.
连续铸轧工艺技术操作规程 1 目的及适用范围 1.1 目的:规范工艺操作,保证产品质量。 1.2 适用范围:
本规程适用于Ø960X1850mm倾斜式铸轧机连续铸轧工艺技术规程。 2 连续铸轧工艺流程
铝板铸轧工艺
铝板铸轧工艺铝板铸轧是一种生产铝板的常用工艺,简称铸轧,是将铝锭经过熔化,然后倒入轧机的连铸辊道中,再经过多次轧制,最终成为需要的铝板。
下面我们将从铝板铸轧工艺原理、生产工艺流程及技术控制等方面介绍。
铝板铸轧工艺就是先将铝锭加热至熔化状态,然后将熔化铝倒入轧机的轧辊间隙中,利用轧辊的压力将熔化铝轧制成所需厚度和宽度的板材,最后冷却,然后进行加工或直接使用。
铝板铸轧工艺的主要设备有:铝锭熔炼炉、倾轧机、轧机、冷却设备、剪切设备、输送装置等。
铝板铸轧的生产工艺流程一般包括以下几个环节:1、铝锭熔炼:将铝锭加入到熔炼炉中,加热熔化。
2、连铸浇注:熔化的铝液经过熔液处理后倒入倾轧机中,形成铝息,然后由轧机轧制出所需的铝板材料。
3、轧制过程:将铝坯通过轧机轧制成所需要的铝板尺寸,如厚度、宽度、长度等。
4、冷却处理:经过轧制的铝板材料经冷却处理,降低温度,使其达到可以下机的温度。
5、表面处理:将铝板材表面进行去污、清洗等处理,使其表面平整、光滑、无油污等。
6、剪切分板:将处理好的铝板根据所需长度进行剪切分板。
三、铝板铸轧技术控制铝板铸轧技术控制是在生产过程中保证铝板质量和生产效率的关键环节。
主要包括以下几个方面:1、加热温度控制:加热温度是影响铝板质量的重要因素,加热温度控制应能确保铝锭熔化均匀,铝液温度均匀。
2、流速控制:铝液流速的不同会影响铝板表面光洁度和内部均匀性,所以需要合理控制铝液流速。
3、轧制压力控制:轧制压力是影响铝板厚度和表面质量的关键因素,轧制压力的控制应能确保轧制后铝板厚度和表面光滑。
4、冷却水温度和速度控制:冷却是保证铝板质量的关键环节,冷却水温度和速度的不同会影响铝板的冷却效果,所以需要合理控制冷却水温度和速度。
5、表面质量控制:铝板的表面质量是影响其用途的重要因素,应注意表面处理,减少表面缺陷,确保铝板表面质量。
总之,铝板铸轧工艺是一种常用的铝板生产工艺,对铝板的质量和生产效率有重要影响。
1060合金铸轧卷技术要求
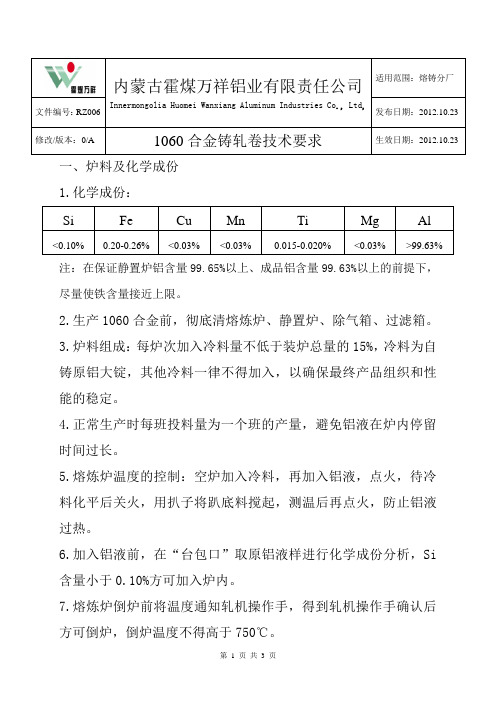
内蒙古霍煤万祥铝业有限责任公司Innermongolia Huomei Wanxiang Aluminum Industries Co., Ltd,适用范围:熔铸分厂文件编号:RZ006 发布日期:2012.10.23修改/版本:0/A 1060合金铸轧卷技术要求生效日期:2012.10.23一、炉料及化学成份1.化学成份:Si Fe Cu Mn Ti Mg Al<0.10%0.20-0.26%<0.03%<0.03%0.015-0.020%<0.03%>99.63%注:在保证静置炉铝含量99.65%以上、成品铝含量99.63%以上的前提下,尽量使铁含量接近上限。
2.生产1060合金前,彻底清熔炼炉、静置炉、除气箱、过滤箱。
3.炉料组成:每炉次加入冷料量不低于装炉总量的15%,冷料为自铸原铝大锭,其他冷料一律不得加入,以确保最终产品组织和性能的稳定。
4.正常生产时每班投料量为一个班的产量,避免铝液在炉内停留时间过长。
5.熔炼炉温度的控制:空炉加入冷料,再加入铝液,点火,待冷料化平后关火,用扒子将趴底料搅起,测温后再点火,防止铝液过热。
6.加入铝液前,在“台包口”取原铝液样进行化学成份分析,Si含量小于0.10%方可加入炉内。
7.熔炼炉倒炉前将温度通知轧机操作手,得到轧机操作手确认后方可倒炉,倒炉温度不得高于750℃。
8.静置炉铝液温度由轧机操作手控制,温度不得高于740℃。
9.立板前将静置炉铝液充分搅拌,使铝液温度均匀,保持在正常生产时温度,升高除气箱、过滤箱铝液温度并用火焰喷枪加热升高流槽温度,达到立板条件。
10.使用深圳新星生产的一级Al-5Ti-B丝细化晶粒。
11.正常生产时,静置炉每4小时加强精炼一次。
12.正常生产时,要保证除气箱、过滤箱加热完好,石墨转子除气运转正常。
至少每小时扒净除气箱表面浮渣一次,并观察气泡弥散程度、峰值情况,如有异常,及时处理,并写入记录。
铝板带轧制过程

一、熔铸 二、热轧 三、铸轧 四、冷轧 五、精整
铝合金牌号简介
1系:99.00%以上工业纯铝,电导性、耐腐蚀性、焊 接性能好、强度低
2系:Al——Cu合金,强度高、耐热性能和加工性能 良好
3系:Al——Mn合金,耐腐蚀性能、焊接性能好、塑 性好
4系:Al——Si合金,耐磨性、高温性能好 5系:Al——Mg合金,耐腐蚀性焊接性能好、抗疲劳
熔铸过程步骤:配料——投料——熔化— —熔化后搅拌、扒渣——预分析取样—— 加合金调整成分,搅拌——精炼——静 置——导炉铸造
熔铸过程几个关键参数
熔炼时一般设置炉温1050℃,过程中需要监控 料温,控制金属温度不超过770℃
在735℃左右进行扒渣操作,该温度有利于渣 液分离
精炼一般采用二次精炼方式,一次精炼加固体 精炼剂,二次精炼采用气体精炼方式
厚度>2mm
1#清洗 (切边至 成品预留 1-2mm)
冷连轧 (切边)
2#清洗
冷轧
1mm≤厚度≤2mm
(切边至 成品预留
成退
≤1.6mm卷材
2#拉矫
入库
1-2mm)
3#清洗(切
>1.6mm卷材/0.4mm鑫美
纵剪
厚度<1mm 边至成品预
留1-2mm)
冷轧机示意图
冷轧机
变形过程示意图
冷轧机各部件简述
纺布、硅藻土、白土) 灭火系统:防止断带起火
冷轧机用轧制油简介
轧制油主要为了在铝箔与工作辊之间形成一层油膜, 避免两者直接接触,起到保护铝箔表面的作用;在 铝箔较薄时,通过冷却工作辊,起到控制板形的作 用
轧制油是基础油和添加剂的混合液体,属于易燃物 一般冷轧用轧制油基础油为90#、箔轧为80# 添加剂的作用是为了提高油膜强度 添加剂的成分一般为脂类、醇类与月桂酸的配比 添加剂是造成退火油斑的主要原因
纯铝1060材质报告
纯铝1060材质报告一、引言纯铝1060是一种广泛应用于各个领域的铝合金材料。
它具有良好的导电性、导热性和抗腐蚀性能,因此被广泛应用于电子、建筑、汽车等行业。
本文将从纯铝1060的材料特性、制造工艺、应用领域以及未来发展趋势等方面进行讨论。
二、材料特性纯铝1060是一种低合金铝材料,其化学成分主要包括铝元素和少量的锰元素。
其具体特性如下: 1. 高导电性:纯铝1060的电导率达到62.7%IACS(国际安培耳等效电导率),适合用于电子和电气设备; 2. 优异的导热性:纯铝1060的导热系数为235 W/(m·K),具有良好的散热性能; 3. 良好的可加工性:纯铝1060具有较高的延展性和可塑性,易于进行各种加工和成形; 4. 良好的抗腐蚀性:纯铝1060具有良好的抗氧化和抗腐蚀性能,适用于各种环境条件下的使用。
三、制造工艺纯铝1060的制造工艺主要包括以下步骤: 1. 原料准备:选择高纯度的铝合金原料,如铝锭、铝板等; 2. 熔炼:将铝原料加热至熔点,并进行熔炼处理,以去除杂质和气泡; 3. 铸造:将熔融的铝液倒入铸造模具中,冷却凝固形成铝板或铝型材; 4. 加工:对铝板或铝型材进行加工,如切割、冲压、拉伸等,以获得所需的形状和尺寸; 5. 表面处理:对加工后的铝材表面进行氧化、喷涂等处理,以提高其表面性能和美观度。
四、应用领域纯铝1060由于其优异的性能,在各个领域都得到了广泛的应用,主要包括以下几个方面: 1. 电子行业:纯铝1060的高导电性使其成为电子元器件的理想选择,如电路板、散热器等; 2. 建筑行业:纯铝1060具有良好的耐腐蚀性和可塑性,可用于制作建筑外墙装饰材料、屋顶材料等; 3. 汽车行业:纯铝1060的轻质化和良好的导热性使其成为汽车零部件的理想材料,如散热器、车身板等;4. 包装行业:纯铝1060的可塑性和耐腐蚀性使其广泛应用于食品和药品包装领域,如铝箔纸等。
五、未来发展趋势随着科技的不断进步和应用需求的不断增加,纯铝1060材质在未来有着广阔的发展空间。
铝铸件生产工艺流程

铝铸件生产工艺流程嘿,朋友!你有没有想过那些精美铝铸件是怎么来的呀?今天我就来给你好好讲讲这铝铸件生产工艺流程,可有趣着呢!一、原材料准备铝铸件嘛,首先得有铝。
这铝就像厨师做菜的食材一样重要。
一般我们会选用铝合金,为啥呢?铝合金就像是一个加强版的铝,它有着更好的性能。
比如说强度更高,就像一个人不仅有力量,而且还很灵活。
我们把采购来的铝合金锭或者回炉料收集起来。
这些材料就像是等待被训练的士兵,有着无限的潜力。
这时候就有个老师傅在那仔细检查了。
他就像个严格的考官,眼睛里容不得一点沙子。
“这锭子表面可不能有太多杂质啊,不然铸出来的东西质量可没法保证!”他一边检查一边嘟囔着。
要是发现有不合格的材料,那肯定得淘汰掉,这就好比一支军队不能有滥竽充数的士兵一样。
二、熔炼把合格的铝材料放进熔炉里,这熔炉可真是个神奇的地方。
当电源接通,熔炉开始升温,就像给铝材料开了一场热烈的派对。
温度一点点升高,铝开始慢慢熔化,从固态变成液态。
这过程就像是冰化成水一样奇妙。
在熔炼的过程中,可不能掉以轻心。
有个年轻的工人小李在旁边盯着仪表,眼睛都不敢眨一下。
“哎呀,这温度可得控制好啊,高一点低一点都不行,就像走钢丝一样,一不小心就完了。
”他紧张地说。
这时候,还得往里面添加一些其他的元素,比如硅、铜之类的。
这些元素就像是调味料,能让铝铸件有着不同的特性。
要是少加了或者多加了,那铸件的性能可就大打折扣了。
这就好比做菜的时候盐放多了或者放少了,那味道肯定不对啊。
三、精炼熔炼后的铝液里面还是会有一些杂质的,就像一碗汤里有一些渣滓一样。
这时候就得进行精炼了。
精炼就像是给铝液做一场大扫除。
通过通入气体或者加入精炼剂,那些杂质就像是被赶鸭子一样,纷纷从铝液里跑出来。
我看到精炼工人老张在那熟练地操作着,他那手法就像个艺术家在创作。
“这精炼可不能马虎啊,要是杂质除不干净,铸出来的件就像有瑕疵的宝石,看着就不舒服。
”老张认真地说道。
精炼完后的铝液那可是纯净多了,就像清澈的湖水,为后面的铸造打下了良好的基础。
精密铸铸铝件工艺流程

精密铸铸铝件工艺流程精密铸铸铝件工艺流程介绍精密铸铸铝件是一种常用的制造工艺,通常用于生产高精度、高耐热和高强度的铝合金零件。
它是一种通过熔融铝合金并将其注入预先制造好的模具中形成零件的过程。
在这篇文章中,我们将深入探讨精密铸铸铝件的工艺流程,包括材料选择、模具制造、熔炼和铸造过程等。
材料选择在精密铸铸铝件的工艺流程中,选择合适的材料对产品的质量和性能至关重要。
常用的铝合金材料包括A356、A357、A380等。
这些材料具有良好的热传导性、机械性能和耐腐蚀性。
根据零件的具体要求,材料选择可以进行定制。
对于需要较高强度和硬度的零件,可以选择A380铝合金,而对于需要耐热性能的零件,可以选择A356铝合金。
还可以根据需求添加其他元素,如硅、镁、铜等,以进一步改善材料性能。
模具制造模具是精密铸铸铝件工艺中的核心组成部分。
制造一个高精度的模具是确保零件质量的关键。
模具通常由钢材制成,以确保其耐高温和耐磨性。
模具制造的第一步是设计。
设计阶段需要考虑到零件的形状、尺寸和表面光洁度等因素。
根据设计图纸制造模具。
制造模具的常用技术包括数控机床加工、线切割和电火花加工等。
在模具制造完成后,还需要进行严格的检测和调整,以确保模具的准确性和稳定性。
熔炼和铸造在精密铸铸铝件的工艺流程中,熔炼和铸造是最关键的阶段。
熔炼是将铝合金材料加热至熔点的过程,通常使用电炉或感应炉进行加热。
熔炼过程需要注意加热温度和时间的控制,以确保合金材料的均匀性和纯度。
一旦铝合金熔化,可以将其注入预先制造好的模具中进行铸造。
铸造过程需要控制铸造温度、注射速度和压力等参数,以确保铝合金充分填充整个模具腔体,并保持零件的准确性和表面质量。
铸造完成后,还需要进行后续处理,如冷却、除去模具和打磨等,以得到最终的精密铸铸铝件。
总结精密铸铸铝件工艺流程是一项复杂而精细的制造工艺,通过精心选择材料、制造模具和控制熔炼与铸造过程,可以生产出高精度、高耐热和高强度的铝合金零件。
铝板带轧制过程

冷轧机主要工艺参数简介
轧制速度:500m/min,高速轧机 1000m/min以上,箔轧机比冷轧机速度快
加工率:视合金成分确定,如3102一般加 工率在40%-60%
张力:生产过程中前后卷取机所给的拉应 力
轧制力:生产过程中,轧辊作用于金属的 压力,一般在500t左右
a
25
五、精整生产流及其简介
铝板带生产过程简介
一、熔铸 二、热轧 三、铸轧 四、冷轧 五、精整
a
1
铝合金牌号简介
1系:99.00%以上工业纯铝,电导性、耐腐蚀性、焊 接性能好、强度低
2系:Al——Cu合金,强度高、耐热性能和加工性能 良好
3系:Al——Mn合金,耐腐蚀性能、焊接性能好、塑 性好
4系:Al——Si合金,耐磨性、高温性能好 5系:Al——Mg合金,耐腐蚀性焊接性能好、抗疲劳
边)
>2.5mm卷材
纵剪
热轧坯料 9.5*1000-
1300mm 6.07.0*1100mm -1300mm
冷连轧
1#/2#清洗
(厚度>3.2mm
冷轧
卷材切边,板
材切边至成品
宽度)
中退
a
板材
1#/2#/3#横 切
冷轧
≤2.5mm卷材
2#拉矫 (拉伸+ 矫直+切
边)
入库
>2.5mm卷材
纵剪
18
本厂3004 合金热轧
润滑采用煤气不完全燃烧的C粉进行润滑, 这也是导致铸轧料表a面比较脏的原因之一 14
铸轧机示意图
a
15
铸轧机
a
16
四、冷轧生产流程及其简介
冷轧指在再结晶温度以下的轧制生产方式
1060铝热挤压成形模具设计及工艺研究

T——毛坯横截面积(mm2)。
106.
由上式可以求得单位侧壁压力,则
[3] 中西贤二,孟昭原.铝合金热挤压时金属流动控制的
FC
441000 97.2 2963
=14.76(kPa)
由此可知,单位侧壁压力远小于模具抗拉强
度,可满足生产工艺。
研究[J].铝加工技术,1996(3):17-23. [4] 贾宪安,胡九锡.热挤压工艺与模具设计[M].北京:
F通1过—计— 算(热,m28挤m得F272压锻).4VV3件;F变-F07的0F8-形0.FF断F51104后面F1挤缩10减0压%率件为的 横 截 面 积
是呈直线上升的。第二阶段凸模继续向下运动,迫
F V
≤
3.1248271.4032 3.14 VF6002
100%=97.2% 50=1.39(mm/s) F1
1997:219-222.
F
式9.8中εF0C.FF78——5—4—50断压080面力296缩(39967.减N05.21)率;1(=1%4.7)96.(5;2kg/4m4m.326)=279834. 1(N)
[2]
刘瑞华,宋克兴,郜建新,等.铝合金拉杆的热挤 压工艺及模具设计[J].锻压技术,2007(5):104-
压机造成较F 大负2载822。78.4237-.4738.54 100%=97.2%
根据体积不变的原则可知:
VF 0
F 1
(kPa)。
d=9.51m0m6F0,C铝F故极44限91.08强020度906.7σ39875.b2=484=.134dD6.7k16P(1ak,dP2aD)b= 60m m,
充型能力也就越差[7]。模腔内圆角半径过小的地方 经常会因为应力集中而产生裂纹,还会使热挤压模 型腔的相应部位很快被磨损,严重时导致模具破 裂。
使用1060铝片高温快速制备氧化铝模板的制备方法[发明专利]
![使用1060铝片高温快速制备氧化铝模板的制备方法[发明专利]](https://img.taocdn.com/s3/m/3c412fc9af45b307e9719714.png)
专利名称:使用1060铝片高温快速制备氧化铝模板的制备方法
专利类型:发明专利
发明人:赵红,唐宇,兰喜杰,丁伟元,刘淑红
申请号:CN202010306971.4
申请日:20200417
公开号:CN111485268A
公开日:
20200804
专利内容由知识产权出版社提供
摘要:本发明使用1060铝片高温快速制备氧化铝模板的制备方法,涉及氧化铝模板制备技术领域,尤其涉及使用纯度为99.6%的1060铝片在28℃条件下氧化铝模板的制备方法。
制备方法包括:预处理步骤:将铝片进行高温退火、超声清洗和电化学抛光三个步骤;阳极氧化步骤:由处理后的铝片作阳极,石磨棒作阴极,在28℃的0.3mol/L硫酸溶液中阳极氧化1小时,电压为20V或25V;去除氧化膜步骤:将铝片,浸入到60℃的1.8%铬酸和6%磷酸混合溶液中,浸泡1.5小时去除氧化膜;再氧化处理步骤:将铝片作为阳极,石磨棒作阴极,在28℃的0.3mol/L硫酸溶液中,20V电压条件下阳极氧化1小时、2小时或3小时。
本发明的技术方案解决了现有技术中的原料价格昂贵、制备时间长等问题。
申请人:大连交通大学
地址:116028 辽宁省大连市沙河口区黄河路794号
国籍:CN
代理机构:大连东方专利代理有限责任公司
更多信息请下载全文后查看。
1060铝合金铸轧板坯裂边的控制

1060铝合金铸轧板坯裂边的控制
1060铝合金铸轧板坯裂边的控制主要包括以下几个方面:
1. 原材料的选择:选择优质的1060铝合金原材料,确保其成
分和性能符合要求。
2. 熔炼工艺的控制:严格控制熔炼温度、浇注温度和保温时间,避免炉温过高或过低导致铸坯裂边。
3. 铸造工艺的控制:控制浇注速度和浇注方式,避免过快或过慢引起铸坯裂边;同时,合理设计浇口和浇注系统,避免气体夹杂和过多金属液的压力冲击。
4. 铸坯冷却过程的控制:通过合理的冷却方式和冷却时间,控制铸坯的冷却速度,避免快速冷却造成内应力增大引起裂边。
5. 轧制工艺的控制:控制轧制温度和轧制速度,避免过高的轧制温度和过快的轧制速度导致板坯裂边;同时,合理设计轧制工艺路线,避免反复轧制和多次热轧产生的应力集中引起裂边。
6. 合理的退火工艺:通过合理的退火工艺,消除板坯内部的应力,减少板坯裂边的可能性。
综上所述,控制1060铝合金铸轧板坯裂边需要从原材料选择、熔炼工艺、铸造工艺、冷却过程、轧制工艺和退火工艺等方面进行综合控制。
铝卷铸造工艺的流程

铝卷铸造工艺的流程
铝卷铸造工艺包括:原料准备、压制、铸造、重熔、表面处理、检测和包装等步骤。
(1)原料准备:根据铸件的种类,准备不同硬度的铝板或者铝卷。
(2)压制:使用压力机将原料压制成铸件的形状,或者将原料拉伸成所需的宽度及厚度。
(3)铸造:用高温熔融的铝卷成型铸件,使用大型专业铸造机械设备。
(4)重熔:在熔融的状态下,再熔融一次。
这样做的目的是使铸件表面光滑、更加结实耐用。
(5)表面处理:根据需要,在铸件表面喷涂和烤漆,以防止锈蚀,并使铸件表面更加平滑光亮。
(6)检测:对铸件进行压强试验、光谱分析等检测分析,确保铸件的质量。
(7)包装:对铸件进行包装,确保铸件完好无损地运输出厂。
1060铝板成分

1060铝板成分/硬度/密度1060铝棒-1060可阳极氧化1060铝板1-8系列铝合金用途介绍:1×××系列铝板材1×××系列铝板材:代表1050、1060、1100。
在所有系列中1×××系列属于含铝量最多的一个系列。
纯度可以达到99.00%以上。
由于不含有其他技术元素,所以生产过程比较单一,价格相对比较便宜,是目前常规工业中最常用的一个系列。
目前市场上流通的大部分为1050以及1060系列。
1000系列铝板根据最后两位阿拉伯数字来确定这个系列的最低含铝量,比如1050系列最后两位阿拉伯数字为50,根据国际牌号命名原则,含铝量必须达到99.5%以上方为合格产品。
我国的铝合金技术标准(gB/T3880-2006)中也明确规定1050含铝量达到99.5%.同样的道理1060系列铝板的含铝量必须达到99.6%以上。
2×××系列铝板材2×××系列铝板材:代表2A16(LY16)、2A06(LY6)。
2×××系列铝板的特点是硬度较高,其中以铜原属含量最高,大概在3-5%左右。
2×××系列铝板属于航空铝材,目前在常规工业中不常应用。
我国目前生产2×××系列铝板的厂家较少。
质量还无法与国外相比。
目前进口的铝板主要是由韩国和德国生产企业提供。
随着我国航空航天事业的发展,2×××系列的铝板生产技术将进一步提高。
3×××系列铝板材3×××系列铝板材:代表3003、3004、3A21为主。
又可以称为防锈铝板。
我国3×××系列铝板生产工艺较为优秀。
3×××系列铝板是由锰元素为主要成分,含量在1.0-1.5%之间。
铝合金板锭铸造工艺技术操作规程

铝合金板锭铸造工艺技术操作规程铝合金板锭铸造工艺技术操作规程一工艺流程配料、熔炼搅拌、扒渣、/N炼剂精2不合格 CCl精炼取样分析调整成分4合格炉内精炼、温度调整及静置准的铸造前设备检查备:变质处理 B丝-Al-Ti及工具准备+NCCl24在线除陶瓷板过头尾料、废品成品铸锭检验、称重、标识入库二工艺操作1 铸造工艺参数(详见附表)2 铸造前的准备(1)上岗前要穿戴好劳保用品。
(2)查看上班记录及当班工艺卡片,明确当班工作任务。
(3)检查铸造井、在线精炼装置、过滤盆、Al-Ti-B丝喂料机等是否正常,水盘翻板开启是否正常,底座升降是否正常,石墨转子及加热套管是否正常,发现问题及时处理。
(4)检查液压站油泵、冷却水泵、控制操作台是否正常,水阀门是否灵活、可靠,结晶器各进水管是否连接可靠、无漏水,检查结晶器油润滑系统是否正常,发现问题及时处理。
(5)检查制氮机组的氮气(或氩气瓶)纯度及压力是否符合要求。
(6)准备好生产所需导流管、浮漂、石棉绳、润滑油、硅酸铝岩棉等材料。
(7)将渣箱吊放至在线除气及过滤箱紧急排放口下。
(8)做好各种工器具的除锈、预热工作,确保加入的原材料干燥。
(9)结晶器检查①检查结晶器的形状尺寸,若尺寸误差超出要求范围,应及时调正。
②检查结晶器水孔是否堵塞,若堵塞,用细钢丝将水孔内的杂物捅掉,使其保持畅通。
③检查冷却水温、水压和流量是否正常,看泄流阀工作是否正常。
④检查铸造水盘翻板上的螺丝是否紧固,清理干净翻板上的杂物。
⑤检查活动溜槽导流管安装尺寸是否符合要求。
(10)将结晶器安装平稳牢固,确保结合部位密封严实,不漏水。
(11)检查结晶器内壁是否光滑,若不光滑,用湿布蘸柴油擦洗并用引然后用毛刷在结晶器内壁均匀涂上一层润滑油。
细纱布打磨光滑,锭头上表面涂刷润滑油。
(12)启动液压系统电源,关上井盖,使底座上升到结晶器内20mm 左右。
(13)用石棉绳将结晶器与引锭头之间的缝隙塞紧压平。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 8
轻
合
金
加
工 技
20 , o 8 0 0 V l2,旭 1 2
o .H mp r a d t e Pr c s f 1 6 s — o ld Al mll m e t Te e n h o e s o 0 0 Ca t r l u n u Sh e e
U
3 结
论
硝
() 状态 的铸 轧 铝 板 , 原 始 加 工 率 不 同, 1各 其 退 火温度 也 不 同. 以每 种 厚 度 不 同 的 铸 轧板 其 退 火 所
制度也 不 同。 要特别 注意 此 问题 。 () 2 退火 时 , 炉装 炉量 不 同, 每 其制度 也不 同。 () n 火时的炉 子定 温要 考 虑诗轧板再 结 晶 3 H2 退
表 2 打 压 爆 破 试 验
常情 况, 应及 时处理 , 并对 前一捆 已探 过 的材 料 进 行
复探 。
7 结 柬 语
多 年 来 的试 验 及 生产 实 践 表 明 , 用 涡 流法 对 应
铝合 金薄壁 管材进行 无损检 测 此人 工 肉眼 检 查 优越 得多 , 它具 有 准 确, 靠,自动 化 、 度 快、 效等 优 可 速 高 点 , 发现 肉眼无法见 到 的壁 内及 内表 面 的缺 陷 , 能 对
进行退火 (3 -2 5℃, h 一 冷却后精整包装交货。 20- 5 2) 成 品 厚 度 不 同, 的原 始 加 工 率 也 不 同其 退 火 它 温度也不 同.
1 不 同状态 16 轧 铝扳 厚 度 ( 始 加 工 率) . 2 00铸 原 与 退 火 谴度 之间关 系
不 同状 态 的 16 00铸 轧板 厚度 与退火温度 之 间 的 关系 见 图 3 4 5 ,.
囱
G 16 5 及铝 合金 冷拉 薄壁 管材涡 流探 伤 方法【】北京 : B52 —8 铝 s. 中国标 准 出版 社 出版 , 18 95
出 出 出 出 出 出 士 士 士 士 士 士 出 出 出 出 出 出 出 出 出 士 士 士 士 士 出 出 出 出 出 出 士 士 士 士 出 出 出 出 出 士 士 士 出 出 士 出 出 出 出 出 出 出 士 士 出 出 出 出 出 出 出
闰5 2 H 6状态退火温度与原始加工率之问的关系
65 .mm 毛料 直接 轧到成 品厚度 一 进行 退火 (4 25
~
20℃, h 一 冷却 后精 整包装 交货 。 7 2)
f 3 )H2 状 态生 产工 艺 6 工艺流程 为 : . mm 毛料 直 接 轧 到 成 品 厚度 一 65
~
成 品厚度一 精 整包装 交货 。 () 4状态 生产工 艺 2 H1 6 m 毛料 轧制 到 留 出 3 % ~ 3 % 厚 度一 再 . 5m 5 8 结 晶退火 (2 40℃, ) 冷却 后 轧 制 到 成 品厚 度一 1 一 h 精整 包装交货 。 0 )Hl 状 态 生产工 艺 6
田3 } 皿2状态讴 火强度 与原 始加工宰之 间关 系
原 始 加 工 率。 轧 板 的 组 织 既 不是 完 整 的 铸 态 组 铸
织 , 不是充分 变形 的组织 , 也 它是 铸态 组 织 经 小量 的 热变形的组织, 在热变形中还发生 了动态回复现象 。
其 变 形 量 火 约 l% ~ 1% 。 O 5
/ f
\ l
’’
美:;; 艺 镦 皂 坦 1 键轧 火 发 乞 皂 n t‘ 词板态 工 展 铸 姜遏 状 2 . I 支 7 妣 粥~ 嘣
铸 轧技术 简化 了铝 板的生 产 工艺 . 有 灵 活 . 具 简
后 进行 退 火 , 火 温 度 (0 退 40~ 40℃, h , 炉 玲 2 2 J出 却 后验 收包 装 交 货。 火 温度 与 其 板 厚 ( 始 加 工 退 原
我公 司铸轧 铝板 的 实际成分
%
9 96
竺 !
0 0 .1 n0 l 0 n0 l 0
!
咀2 l
兰
nl 5 0 0 l 00 6 1
1 铸轧 铝板 的状态及 生产 工艺 . 1
铸 轧铝板 的状态 有 :
O;H I H 1 ,H l ,H 1 , 1 ;H2 H2 , n: 2 4 6 H 8 n: 2 H2 . 4 H2 。 6
潘 荥 臻
.
P — R— -h A ogze N n n
( 颇源实业有限公司,河南 巩义 418) 523
1 \
\’
I
l I Q
摘 要: 敏述了铸轧板, , 2 HI H1 H 8 H 2 H2, 2 等状态的热处理制度. O HI, 4 6 I, 2, 4 H 6 , , 这些制度对生产起到了良好 - - 一
j 睦 藩 I
囊l I 雕 i 豢囊 遂
维普资讯
2 0  ̄ 12,抽 1 0 0, o .8 2
轻
合
金
加
工
技
l 9
的厚庭一 再 结晶退火 (2 40℃, ) 冷却后再 轧制 1 一 h
到成 品厚度 一 精整 包装 交 货。 () 8 态生 产 工艺 4 HI 状
65 .mm 毛 料轧 制 到 留 出 7% ~7% 厚 度一 再 4 8 结晶退 火 (2 ,l ) 冷 却后轧 到 成 品 厚度 一 精 40℃ h 一 整包装交 货.
1. .3 1 H2 状 态度生产 工艺 , l ()H2 状 态生 产工 艺 1 2 6 衄 毛 料 直 接 轧 到 成 品 厚 度 一 进 行 退 火 . 5I ( 0~2 5 2 ) 冷却后 精整 包装 交货 。 2 6 8 ℃, h 一 ()H 4状态 生产 工艺 2 2
的元 素 在 铝 中 的固 溶 含 量提 高. 有 很细 的显 微 组 具
织 ….
() 轧板 具 有 很 强 的 方 向性 , 冷 轧, 火 后 2铸 经 退 略有改 变 . 产需 要 深 冲 和 四 面弯边 的铝 板 时要 特 生
别注 意其工艺 参数 的选 择. () 轧板加工 后要退 火 时, 3铸 其退 火制 度 要 考 虑
圈 6 16 镛轧 扳不同退火弧度的性能曲城 00
t 厚 Z5 m, 火 温 度 45℃ . 睁 作 到 n8 板 a r 遇 1 2h后 mm)
1砷 铸 轧 板 的 性 能 与 退 火温 度 之 问 的 关 系 见 0
图 6 。
2 分
析
() 1在大生 产 中, 轧板 与热 轧板 在 其 他条 件 相 铸 同的情况下 , 轧板 的退火温 度要 高 于热 轧板。 为 铸 因 铸轧板 结晶 时凝 固时 间短, 度快 , 高 再 结晶 温 度 速 提
产生 这种情 况。 此次 后 ,0 50 、 53批 次 料 均 在 5 1 2 7 32 5
状 自然伤进行 打压 爆破 试验 , 破后 对 伤处剖伤 . 爆 从 表 2可知 , 只有 1 9号管材 伤 在爆 破范 围 内, 其 它爆破 点均 不 在 缺 陷 部位 上 , 因此 经 涡流 探 伤投 有 超 过探 伤标准 的小 缺 陷, 是 允许 存 在 的 ‘ 应 在使 用
( 接第 1 ) 上 9页 温度 的高低再确定 , 也要考虑板垛 厚薄和卷筒重量大小 注 意退火 料 温度 的 均匀 性 . 望 退火 时 采 用低 温 长 希 时 间方式 , 也要 考虑 生 产效率 的 问题 。 但 上, 而应该 用支架 支起 。 这样可 使铝 卷 温度 均 匀和 减 少压伤。
小 于标 准规 定 的 各种 自然 缺 陷 , 经打 压 爆破 试 验 证
明不影 响使用 。 对本体 噪声大 的管 材, 在该 批 次 中 应
挑 选样管 , 制做 对 比试样 。
参 考 文 献
【】 GB 2 1 4铝 及铝合 金 冷拉 管【] 北京: 1 n 2 —8 s. 中国标 准 出版杠 出版 , 18 . 工 艺 .1 1
图 2 16 旃轧 扳 H 状态性能曲城 00
将厚度 为 6 的铸轧 板 直接 轧到成 品厚 度然 .mm 5 ()Hl 状 态 生产工 艺 1 2 65m 毛 料轧 制 到 留 出 1 % ~2 % 冷 加 工 率 .1 8 0 的厚度一 再 结晶退 火 (2 4 0℃,l ) 冷却 后 再 轧制 b一
率) 的关系见 图 L
1 . Hl .2 1 H状 态 及 生 产 工 艺
单, 资 少. 投 占地 面 积 小. 产 成 本 低 . 产 快 的 优 生 投
点. 近 几 年 里 用 铸 轧辩 生 产 铝 板 的 铝 加 工 厂 越 最 来 越多 , 尤其是 河南 省发展 得 更快 .
上 是安 全的。
6 涡 流探伤应 注意 的 问题
( 采用 穿过式 方 法 探 伤 时 , 1 ) 在探 伤前 擦 伤 员应 对管材 表 面进行抽检 , 当划伤 , 拉道缺 陷 大 于 受橙 量
1 % 时, 0 应先对表 面进 行肉眼检 查 , 再进 行涡流检测 。 () 材 表 面应 无金 属 屑 , 尾 应 无 毛刺 , 面 2管 头 表 光洁, 头要 全部切除 , 夹 以防损坏探 头。
】 l6 铸轧铝 板 的状 态及 生产 工 艺 00
我公 司铸轧 铝板 的牌 号为 16 , 0 0 成分见 下表 1 .
我 公 司使 用 的铸 轧 板 厚 度 为 6 mm. 料 直接 . 5 来
在冷 轧机上 轧制。 同的 冷 加 工 率 对性 能 影 响也 不 不
同 , 图 2 见 .
出 现 49 次 辩 的现 象, 涡 流探 伤 中, 能对 信 00批 在 只 号的大小 进行 定 量 , 试件 实 际伤 痕 的 种 类 很难 进 对 行判断. 因此在出现这种现象时 , 必颓 在率批 次管材 中 挑选样管 , 制傲对 比试样管 , 做选择最佳探伤参数试验。