DFM-可制造性设计确认表
DFM电子产品可制造设计

● PCB可制造性设计
5.PCB拼板
1.拼板设计主要考虑三个问题:为什么要拼板?
(1) 当设计的PCB板最小尺寸小于生产设备所支持的最小尺寸时;我司设备所支持的 PCB最小尺寸为:50mm*50mm,最大为:300mm*300mm。 (2) 考虑到车间实际生产效率时。
镜像对称拼版。
•TOP面
•镜像拼板后 正面器件 •镜像拼板 后反面器件
•Bottom面
操作注意事项:镜像对称拼版需满足PCB光绘的正负片对称分布。以4层板 为例:若其中第2层为电源/地的负片,则与其对称的第3层也必须为负片,否则 不能采用镜像对称拼版。采用镜像对称拼版后,辅助边的mark 必须满足翻转后 重合的要求。具体的位置要求请参见下面的拼版的基准点设计。
● PCB可制造性设计
PCB设计常见不良
1.元器件封装尺寸选择错误.
2.焊盘上设计测试孔
3.Bottom面只有7个贴片元件.
4.无ICT测试点
5.晶振金属壳容与焊盘接触短路
6.三个元件相互干涉
● PCB可制造性设计
1.板材的选择
基材:应适当选择Tg较高的基材——玻璃化转变温度Tg是聚合物特 有的性能,是决定材料性能的临界温度,是选择基板的一个关键参数。 环氧树脂的Tg在125~140 ℃左右,再流焊温度在220℃左右,远远高 于PCB基板的Tg,高温容易造成PCB的热变形,严重时会损坏元件。 *Tg应高于电路工作温度。
•V-
•A
CUT
•A
•V- CUT
•A
•辅助边
dfm评估报告
1、 PCB板应有组件位置符号﹔2、卧式时脚距不得少于本
4
插机检查 体长度1.2*2MM﹔3、立式时PIN长度足够组件机器成形﹔ 碳膜电阻 4、 不宜穿套管及悬空﹔5、 组件来料必须是编带的
(PIN脚长度不够机械成形时应散装来料)﹔
1、 PCB板应有组件位置符号﹔2、卧式时脚距不得少于本
5
插机检查 体长度2*2MM﹔3、立式时PIN长度足够组件机器成形﹔4 二极管 、 不宜穿套管及悬空﹔5、 组件来料必须是编带的(PIN
1、引线不同极性的线头表面胶皮应有不同的丝印图案以
29
组装检查 引线
作区分;2、引线头与SR卡头之间的距离必须合理,不得 过紧压近其他组件或过松挤压其他组件。3、引线剥线长 度一般为3.5+/-0.5mm﹔后焊时焊盘要加走锡槽(多层板
不适用)。
30
组装检查 五金弹片
AC或DC线路采用弹片连接时,弹片折角处必须圆弧处理, 不能在超音波作业时被震断。
对角位置设校正标记--方便贴片对位﹔5、所有贴片组件
必须有位置和极性标识﹔
1、PCB拼板上必须于对角位置设校正标记--方便贴片对位
2 贴片检查 ﹔2、所有贴片组件必须有位置和极性标识﹔3、贴片红胶
不得粘到焊盘上
3
插机检查 跳线
1、PCB板上应有组件位置符号﹔2、脚距不得少于5MM;3 、线径最好不大于0.6MM;4、不建议使用光身铜线或漆包 铜线;5、跳线不宜穿套管及悬空﹔
第 2 頁,共 5 頁
工程确认
检查项
标准
1、变压器下方,PCB板上的散热孔直径不得大于3.5mm﹔2
17
锡炉作业 (漫锡)
、孔径大于3.5MM的圆孔或边长大于3MM的方孔,必须加盖 锡板,盖板与PCB板本体间槽为1MM(如孔边无组件,可轻
SMT DFM(可制造性设计)检查表

文件编号:LCT-PC-All-QD一、产品基本信息□研发阶段□中试阶段□量产阶段二、SMT技术资料三、PCB制造工艺要求(一)PCB 设计3、PCB之工艺边:定位孔A、定位孔直径(∮=3~4mm);B、定位孔距离板角坐标:X=5mm,Y=5mm。
C、PCB四边均需要工艺边框,其中2个长边宽度应大于8mm以上,短边应大于3mm以上。
D、PCB板顶角成圆弧形。
□□□1、PCB之工艺边定位孔:Ph ilips FCM高速贴装机Carrier传动结构特殊要求。
2、见图示(一)。
4、PCB小板:夹具孔周边1mm内不允许有元器件,以免与夹具干涉。
□□□1、PCB小板夹具孔:通用要求。
2、见图示(一)。
5、PCB焊盘、通孔设计A、同一元件Pad形状、面积要相同;与材料管脚规格匹配。
B、焊盘相邻边间隙要求大于8Mil;若无法达到8Mil,则不能小于6Mil(且须在Gerber文件中指出其位置)。
C、PCB上通孔(via hole)需要密封。
D、Pad上via尽可能小,且必须全部密封。
E、零件间距不会造成放置时互相干涉。
F、BGA焊盘间面积要相等;焊盘上通孔(via hole)尽可能引至边缘或焊盘外。
□□□1、间隙太小,仅0.1mm。
2、间隙要大于8Mil(0.2mm)。
1、BGA焊盘面积不相同。
2、焊盘上通孔移至边缘或焊四、SMT制程控制要求4.1. 锡膏管控1、锡膏选择。
2、运输、存放。
3、生产使用管制。
4.2. 钢板及刮刀、治具管控4.3. 元件选择4.4. 材料Profile 参数设定1、 Profile 量测位置选取原则:大组件、BGA 、QFP 、屏蔽盖内等。
2、 Profile 参数:1) 有铅: 峰值温度为215℃~225℃;179℃~183℃回流时间60~90 S ;上升斜率<3℃/ S 。
2) 局部无铅:Peak 为225℃~230℃;220℃以上30~40S ;回流时间80~110S 。
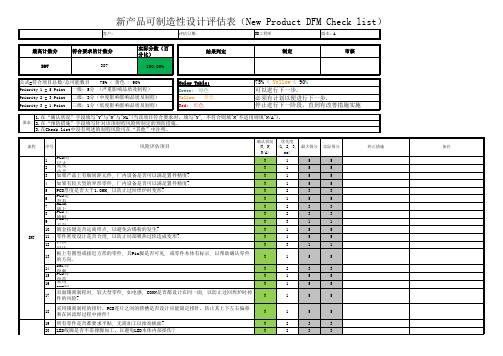
新产品可制造性设计评估表 2018-04-24
1 2 3 1 2 1 2 1 2 2 1 1 2 2
5 3 1 5 3 5 3 5 3 3 5 5 3 3
5 3 1 5 3 5 3 5 3 3 5 5 3 3
插件
新产品可制造性设计评估表(New Product DFM Check list)
48
Layout 丝印图形应是否与实际零件相符,以防止零件干涉或者接触短路? 当因散热片上多个晶体引脚踢脚导致散热片不好装插到PCB上时(多个晶体的踢出引脚同 时与PCB孔对位比较困难),是否通过改善晶体引脚PCB孔的大小和形状改善此问题,即将 晶体踢出引脚的PCB孔设计成长轴与散热片垂直的腰形孔,晶体上未踢出引脚设计成长轴 与散热片平行的腰形孔? 双面PCB板(或双面板以上)上有小板插件时,为了便利后继的不良品修理,是否用于装 插小板的PCB通孔孔径不宜设计过小(较大的PCB孔利于锡枪吸除通孔内焊锡),同时为了 小板插件的稳定性,装插小板的两侧PCB孔应采用错位设计(小板引脚与PCB孔中心位置错 开)? 双面贴片锡膏制程时, 过波峰是采用载模治具,为防止载模遮挡引起上锡不良,贴片元件 焊盘或本体与插件元件焊盘之间是否大于3mm,若贴片元件四面包围,安全间距是否大于 4mm? 如果有零件要求垂直于PCB, 其垂直度是否易于控制,不容易歪斜? 不同零件是否易于辨识, 避免错件,有方向要求的元件,方向是否相同? 组件离板边最近的距离是否达5mm? 组件是否都容易插到PCB上,PCB孔径是否设计合理? 连接器板下零件脚长度是否小于零件脚间距, 以避免短路的发生? 锡面SMD与PTH零件距离大于0.5mm? SMD与PTH零件分布是否整齐? 贴片的IC或PTH 连接器是否有拖锡点? 过波峰面SOP IC的管脚是否与过波峰方向相平行, 避免过炉时因无拖锡点而短路? SMD 零件距离进炉方向的板边是否小于4mm, 以避免零件会被轨道卡住而损件? PCB Layout设计是否可有效避免零件死角与焊锡阴影而导致的空焊? 零件脚是否避开大块铜箔, 以避免铜箔会吸收大量热量导致垂直吃锡不足? 零件脚是否没有与较大金属件连接, 以避免金属件会吸收大量热量导致垂直吃锡不足? 孔径是否比相应的组件管脚大0.2mm以上, 以保证垂直方向有足够的上锡量? PCB设计是否可有效避免过炉变形, 以减少过炉后因PCB变形而造成有零件高跷的风险 所有零件插件后是否都可以平贴PCB? PCB孔径是否大于零件脚直径, 以避免因插件不到位引起不出脚, 浮高? 如有吸热性较强的塑料材质的连接器, 厂内是否有方法可预防连接器经过高温后被烫伤? 不耐热的组件 (组件耐热性是否达到制程要求?) 背面零件设计是否合理, 使过波峰载具有效保护零件不变形与被烫伤? 临近板边处是否有连接器, 且易于保护, 防止喷松香时会扩散至连接器内? 板上螺丝孔的位置设计是否合理, 易于保护, 以避免螺丝孔处沾锡? 后段是否有后焊的PTH零件? (PTH零件是否全部可以过波峰焊, 不需后焊?) 分板方式? (是否使用机器或治具分板, 而不是用手折板?) 联板V-Cut的深度设计是否合理? 连板设计是否可防止分板后毛边的产生, 以避免对于尺寸要求严格的产品因残留毛边而影 响到产品组装, 或不能满足客户图档中特别提到的PCBA尺寸要求?
PCBA可制造性设计DFM评估检查表范例
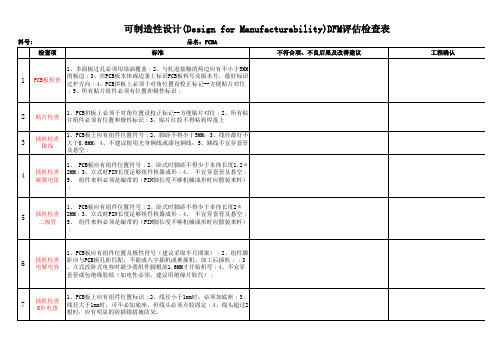
可制造性设计(Design for Manufacturability)DFM评估检查表
ห้องสมุดไป่ตู้
标准
品名:PCBA
不符合项、不良后果及改善建议
1、多面板过孔必须用绿油覆盖﹔2、与轧道接触的两边应有不小于5MM
1
PCB板检查
的板边﹔3、在PCB板本体或边条上标识PCB板料号及版本号,最好标识 过炉方向﹔4、PCB拼板上必须于对角位置设校正标记--方便贴片对位
不符合项、不良后果及改善建议
工程确认
检查项
标准
不符合项、不良后果及改善建议
工程确认
Manufacturability)DFM评估检查表
工程确认
工程确认
工程确认
工程确认
工程确认
插机检查 2MM﹔3、立式时PIN长度足够组件机器成形﹔4、 不宜穿套管及悬空﹔ 二极管 5、 组件来料必须是编带的(PIN脚长度不够机械成形时应散装来料)
﹔
1、PCB板应有组件位置及极性符号(建议采取半月图案)﹔2、组件脚
6
插机检查 距应与PCB板孔距匹配,不能成八字插机或难插机、加工后插机﹔﹔3 电解电容 、立式改卧式电容时最少离组件脚根部1.6MM才开始折弯﹔4、不宜穿
9
插机检查 1、PCB板应有组件位置及方向标识﹔2、排插PIE脚头必须倒角处理;3 排插 、排插不用额外剪短PIN脚﹔4、建议首尾2脚打K。
1、PCB板应组件位置标识﹔2、应有插错防呆设计---PIN孔配合﹔3、
10
插机检查 B/N必须有独立立的高度定位设计,不能依线包或外部磁芯定位﹔4、 变压器 线包不能抵住底部PCB板或底部组件、周边组件﹔5、变压器建议消除
1、披锋/毛刺大小必须符合外观检验规范;2、披锋不得与相应的PCB 板组件相挤压;3、披锋不得影响产品贴纸的张贴;4、外壳的电镀或 油漆涂层时,其表面的折角处必须作圆弧处理。
DFM报告

錫爐作業 1、 大銅箔焊盘應采用梅花焊盤處理; 2、PIN为散热
20 (吃錫不足 片的一部分时,除采用第1点方式处理外,孔位必须加
插機元件) 大,其间隙为0.3~0.7mm之间﹔
21
錫爐作業 (聚錫)
1、PCB板上的散熱铜箔上必须加印网状防焊油,以免聚 锡﹔2、連接用的空白焊盤應設計成梅花形(多層板吸能 用膠紙貼住)
取分板机分板(特別是貼片元件。
24
錫面檢查
1、空焊盤應用綠油覆蓋﹔2、多層板過孔如無特別要 求,應用綠油覆蓋﹔
1、各元件之間不得擠壓,最小間隙為1MM,或不會歪斜
25 元件面檢查 超出板邊(如客戶有特別要求除外)﹔2、發熱元件與電
解電容之間最小10mm,與其他元件之間最小2MM﹔
不符合項、不良后果及改善建議
料號:
品名: 表单版 本:
不符合項、不良后果及改善建議
1、PCB拼板上必須於對角位置設校正標記--方便貼片對
2 貼片檢查 位﹔2、所有贴片元件必须有位置和極性标识﹔3、貼片
产品可制造性和装配设计表DFM
缺失项目
改善方法
负责人
五、过程调整(即:对原规划的过程有哪些缺失,对哪些缺失是可以改善的):
原规划过程
缺失项目
改善方法
负责人
六、材料搬运(即:对原规划的材料搬运方式有哪些缺失,对哪些缺失是可以改善的):
原规划的
搬运方式
缺 失 项 目
改善方法
负责人
备 注
核 准
审 查
制 表
XXX 有 限 公 司
产品可制造性和装配设计
产品名称
规格/型号
一、设计、概念、功能和对制造变差的敏感性(最佳参数设计):
制造变差项目
可 能 的 影 响
最佳值或
最佳公差
允许的
公差
二、制造和/或装配过程(即:对原规划的做法{初始的制造和装配流程}有哪些缺失,
对哪些缺失是可以改善的):
缺 失 项 目改Leabharlann 善 方 法负 责部 门
负责人
预计完成
日 期
三、性能要求(即:对原设计的性能要求有哪些缺失,对哪些缺失是可以改善的):
性 能 项 目
一 般 要 求
可 调 整 的 方 法
核 准
审 查
制 表
PPP-2-12A0-1
XXX 有 限 公 司
产品可制造性和装配设计(续上页)
产品名称
规格/型号
四、部件数(即:对原规划的部件数,可以调整哪些部分,予以一体化或简化):
DFMA产品可制造和装配设计检查表汇编
DFMA面向制造和装配的设计检查表
项目名称 ►
机械工程师 ►
项目工程师 ►
设计信息
制造工程师 ►
装配工程师 ►
采购工程师 ►
目录
1)DFMA封面
2)DFMA罚分标准
3)DFA(面向装配的设计)检
查表
4)DFM-注塑件设计检查表
5)DFM-注塑件装配方式设计检
查表
6)DFM-注塑件模具讨论评审表
7)DFM-钣金件设计检查表
8)DFM-钣金件常见装配和成形
结构设计检查表
9)DFM-压铸件设计检查表
10)DFM-机械加工件设计检查1
表
11)DFM-机械加工件设计检查2
表
12)DFM-粉末冶金件设计检查
表
13)PCBA可制造性设计DFM评估
检查表
14)PCBA组立设计DFM项目审查
表。
产品可制造性(DFMA)评估

M0104.1 整机可装配性
保证整机外观装配质量
产品的表面外观质量符合公司整机装配质量标准
M0104.2 整机可装配性
主要是屏蔽、密封、散热、电源装接点等对装配质量有较高
防止机械因素造成人员或产品 倒钝处理。在装配时 ,可能产生机械割刮伤的地方有 :整机
零部件的损伤
机箱的内外边框 ,贴板名条棱边,插框、部件着手的地方 ,
线材走线的走线槽或走线条以及靠近走线的棱边 ,线材进出
线的进出线口等 。预防措施是结构设计时考虑充分倒钝 ,或
者增加卷边以及使用喷砂等去毛刺措施 。出线孔光滑 ,经充
3.2 整机可装配性
使零部件易于拿取
拿取时间t<=1.03s。否则需要考虑零部件的形状 、尺寸、重 量、缠绕性、柔性要考虑拿取的容易 。较大面积或较大重量 的装配件须有装 、拆着手装置 。
需求 级别
满足此需求带来的好处
A 产品重用有利于工艺技术的重用 B 有利于工艺技术的重用 ,降低制造成本 B 减少总装工序,提高市场响应速度 B 缩短装配周期、减少装配出错率
避免零部件之间的干涉
要保证整机的配合 ,或者更高要求,考虑整机的外观要求 , 就必须考虑整个系统的公差分配 。在确定公差等级时 ,注意 遵循以下一些规则 :无特殊要求,尽量使用配合精度要求低 的配合方式,使用一般精度要求的配合等级 。外观部分的配 合精度要求应该适当高一些 ,提高整机的外观特性 。对于定 位控制装置的位置精度要求要符合其电气特性要求 ,如避免 一个部件同时和 2个或2个以上的不同部件同时存在精度要求 较高的配合关系 。多点配合的零部件配合处最好相对集中 , 且可见性好。
使零部件易于紧固
M0104
材料、装联等选 主要考虑对产品
DFM产品可制造性设计规范

文件制修订记录1.0目的为了让设计者更好的了解如何在材料,工艺和设备影响印刷电路设计,提供设计和布局的印刷电路组件的概念,给设计者一个基本的设计建议和NPI工程师一个基本指导。
2.0适用范围:适用于指导PCB产品的生产过程中所需的要求。
3.0术语:3.1 DFM:产品可制造性设计(Design for manufacturability)。
用来确定生产线的规划,使其设备满足公司产品、工艺和品质要求。
3.2 PCB:Printed Circuit Board印刷线路板;3.3 FPC:Flexible Printed Circuit 简称,柔性印刷线路板;3.4 layout: 布局设计。
4.0职责:4.1项目BU负责与客户沟通,向公司内部传达客户信息;4.2 NPI小组的PIE/ME负责制作DFM报告,NPI组长负责主导召开新产品评估会议和DFM报告的审核,工程部经理负责批准;4.3新产品导入小组(NPI)负责评估新产品的可制造性。
5.0程序:5.1项目BU负责在新合同评审时,在客户有要求或者NPI小组评估需要时召集公司NPI专家评审小组成员对新产品进行可制造性评审,由NPI PIE/ME负责根据会议的结果在两个工作日内完成“可制造性评估(DFM)报告”;5.2 NPI PIE/ME将制作完成的DFM报告提交给NPI主管审核,审核OK之后,提交工程部经理批准;5.3工程部经理批准后DFM报告NPI主管转发给项目经理提交给客户或直接提供客户对应的工程人员;5.4 PIE/ME确认DFM报告中客户的评价与改善方案,以便作出相应的对策。
6.0可制造性设计规范DFM 1、PCB/FPC layout1.1印制线路要点:虽然布置layout是运用的软件,但是要考虑线路的形状尽可能的简单以此缩减制作成本,直角形状的板子比其它不规则的形状的成本低且更容易处理。
设计内部的拐角必须考虑板子的外形,避免暴露在外面。
简易dfm报告模板

简易DFM报告模板DFM(Design for Manufacture)是一种对产品设计进行优化,使得产品在制造和组装过程中更加容易、高效、准确的技巧。
DFM 的报告通常被用来汇报产品的可制造性和可组装性,以及为制造和工艺人员提供指导。
为了方便不具备DFM报告经验的人士,我们提供一份简易的DFM报告模板,以帮助您快速编写一个完整的DFM报告。
DFM报告概述DFM 报告的主要目的是为了评估产品的可制造性和可组装性,以提高产品的质量和生产效率。
这个报告应该包括以下内容:•产品的各个组件•组件的制造和组装工艺•制造和组装过程的关键参数•工艺改进的建议和措施DFM报告内容1. 产品的各个组件在这个部分中,应该列出产品的所有组件,并且为每个组件提供一个简要的说明。
例如:组件说明壳体产品的外观外壳,由注塑成型制成电路板包含产品的所有电子元件和接口电路电池提供电源的不可拆卸电池按钮控制产品开关和音量等功能的按钮请注意,这个表格只需要列出最基础的组件,如果您的产品还包含其它复杂的组件,可以根据需要增加或删除。
2. 组件的制造和组装工艺在这个部分中,应该为每个组件提供制造和组装工艺的详细说明。
例如:电路板•制造工艺:采用印刷电路板(PCB)制造工艺•PCB 材料: FR4 板,1.6mm 厚度,2 oz 铜厚•元件安装工艺:采用表面贴装(SMT)技术,元件焊接采用回流焊接方法•焊接材料:使用高温铅自由钎焊材料壳体•制造工艺:采用注塑成型工艺•材料:采用 ABS 工程塑料•模具:采用冷却液循环的钢模具请注意,这个部分的描述应该足够详细,以便制造和工艺人员能够理解和操作。
3. 制造和组装过程的关键参数在这个部分中,应该列出组件制造和组装过程中的关键参数和质量控制点。
例如:电路板•PCB 的最小线宽/线距: 0.1mm•PCB 的最小孔径: 0.3mm•元件最小封装: 0603•最大元件尺寸: 25mm x 25mm•焊接温度曲线:最大温度 250℃,焊接时间不超过 10 秒壳体•壳体最大变形量: 0.3mm•壳体的裂纹和气泡缺陷不得超过 3 个•模具的使用次数不得超过 100,000 次请注意,这个部分中的参数和质量控制点应该根据产品的特性和制造工艺的实际情况进行调整。
手机生产可制造性评审 DFM FOR PHONE
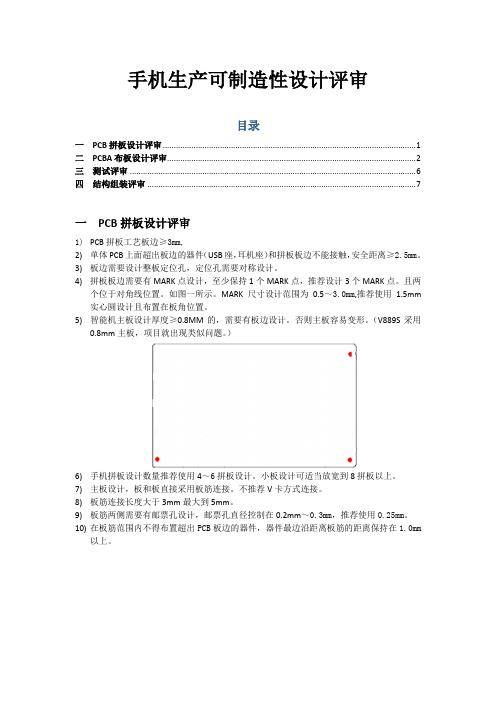
手机生产可制造性设计评审目录一PCB拼板设计评审 (1)二PCBA布板设计评审 (2)三测试评审 (6)四结构组装评审 (7)一PCB拼板设计评审1)PCB拼板工艺板边≥3mm,2)单体PCB上面超出板边的器件(USB座,耳机座)和拼板板边不能接触,安全距离≥2.5mm。
3)板边需要设计整板定位孔,定位孔需要对称设计。
4)拼板板边需要有MARK点设计,至少保持1个MARK点,推荐设计3个MARK点。
且两个位于对角线位置。
如图一所示。
MARK尺寸设计范围为0.5~3.0mm,推荐使用1.5mm 实心圆设计且布置在板角位置。
5)智能机主板设计厚度≥0.8MM的,需要有板边设计。
否则主板容易变形。
(V889S采用0.8mm主板,项目就出现类似问题。
)6)手机拼板设计数量推荐使用4~6拼板设计。
小板设计可适当放宽到8拼板以上。
7)主板设计,板和板直接采用板筋连接。
不推荐V卡方式连接。
8)板筋连接长度大于3mm最大到5mm。
9)板筋两侧需要有邮票孔设计,邮票孔直径控制在0.2mm~0.3mm,推荐使用0.25mm。
10)在板筋范围内不得布置超出PCB板边的器件,器件最边沿距离板筋的距离保持在1.0mm以上。
11)拼板之间连接筋至少保持在3个以上。
对于器件较多且拼板较长的,需要局部增加。
否则贴片过程主板容易变形。
12)拼板之间贴片方向一致。
13)相邻两个拼板之间的距离推荐使用3mm±1。
14)单个PCB上面考虑测试、组装需要,要有定位孔且保持在2个以上。
需要分布在主板两侧。
二PCBA布板设计评审15)主板元器件布局均匀,大器件不集中堆放。
防止过炉受热不均器件焊接不良。
16)贵重器件不易排放在主板边沿,防止损坏。
17)热敏器件远离发热高器件。
例如晶体远离CPU,PA摆放。
18)屏蔽架内器件摆放,最高器件低于屏蔽架0.2mm以上,不能和屏蔽架接触。
19)屏蔽架吸盘设置屏蔽架几何中心,且吸盘下面避开阻容器件。
模具设计DFM范本
分模面设计
检查分模面的几何形状和位置,以确保模具的开模和脱模顺畅。
零件的强度和刚度
分析产品在制造和使用过程中的受力情况,以确保产品的可靠性和寿命。
零件的装配和拆卸
评估产品装配和拆卸的难易程度,以确保生产效率和产品质量。
产品材料评估
总结词
评估产品材料的可制造性和可靠性。
材料加工性能
评估材料在加工过程中的可加工性和稳定性,如 切割、钻孔、热处理等。
ABCD
材料性能
了解材料的机械性能、热性能、化学性能等,以 确保产品在使用过程中的稳定性和可靠性。
材料成本
比较不同材料的成本,以确保经济效益和产品质 量。
产品精度与配合评估
总结词
评估产品精度和配合要求是否满足设计 要求。
在精密模具设计中应用 DFM范本,确保模具设计 的精度和稳定性。
DFM范本应用案例一
案例概述
针对汽车覆盖件模具设计,应用 DFM范本进行可制造性评估,优化 模具设计方案,提高生产效率和产品 质量。
案例分析
在汽车覆盖件模具设计中,DFM范本 的应用确保了模具设计的合理性和可 行性,避免了生产过程中的问题和成 本浪费。
模具设计DFM范本
• DFM简介 • 模具设计审查 • 产品可制造性评估 • DFM报告与决策 • DFM范本应用与案例分析
01
DFM简介
DFM定义
DFM(Design for Manufacturability)是指面向制造的 设计,旨在提高产品设计的可制造性, 降低生产成本和缩短产品上市时间。
决策审批
将DFM报告提交给相关部门审批,最终决定 是否进行模具制造。
05
DFM范本应用与案例分析
电路板(PCB)设计与可制造性(DFM)

30%
理想状态
功能无缺点,达设计 要求
3..3板边缘设计要求
图形到板边 缘的距离最 小0.4.冲切 加工的板最 好与板厚尺 寸一样
3.4板面线路布局隐忧
PCB
两面的线路
尽量不要平 行,否则,图形 腐蚀后,因两 面铜箔应力 释放,易产生 板翘
3.8整板厚度结构
流程
沉电 铜
电路电 镀
防焊制 作
文字
合计
板料最大上 偏差
加成 0.005 0.05 0.02 0.03 0.105 0.13
总厚度 0.235
成品厚度:板厚T+加成总厚度 结论:成品板厚易超规格
3.9孔到板边的距离
可靠性疑问:
1)板边的机械强度降低
2)孔环一旦受到损伤,锡垫不 完整
显影后的结果,图 形转移时,网格未 形成
3.PCB设计的一般要求
• 3.1导体外观 • 3.2金手指外观 • 3.3板边缘设计要求 • 3.4板面线路布局隐忧 • 3.5V槽板外形尺寸结构 • 3.6冲切板外形尺寸结
构
• 3.7板厚标准 • 3.8整板厚度结构
3.9孔到板边的距离 3.10孔尺寸结构 3.11图形尺寸 3.12-15导体断面积,铜厚, 电压与电流等之间关系
槽深度偏差
B 板厚度方向中心到板面 ±0.08
的距离
C 上下V槽刀的偏移距离 ±0.08
D V槽线的宽度偏差
±0.08
E V槽刀角度偏差
±2°
F V槽位置偏差
D/2+累积
G 板厚
H 连片V槽线中心距
±0.08加
累积偏差
按上表和图说明 测量: V槽板的测量以V 槽线中心为基准 建议:外形公差±0.25mm
手机产品可制造性检查表(整机)_DFMEA
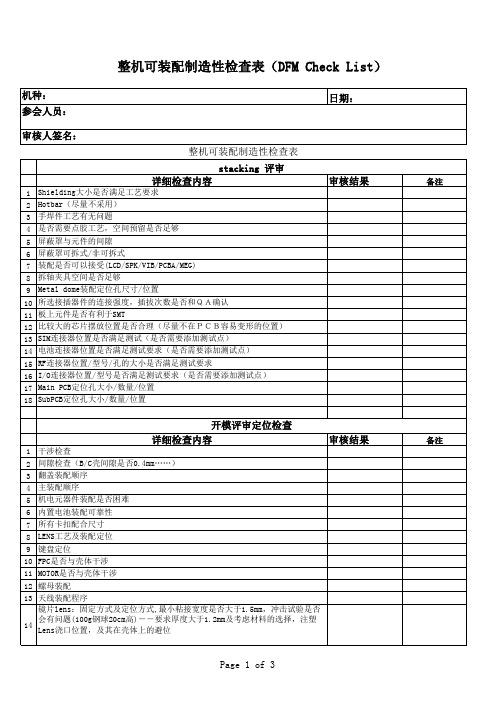
机种: 参会人员: 审核人签名: 整机可装配制造性检查表 stacking 评审 详细检查内容
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 Shielding大小是否满足工艺要求 Hotbar(尽量不采用) 手焊件工艺有无问题 是否需要点胶工艺,空间预留是否足够 屏蔽罩与元件的间隙 屏蔽罩可拆式/非可拆式 装配是否可以接受(LCD/SPK/VIB/PCBA/MEG) 拆轴夹具空间是否足够 Metal dome装配定位孔尺寸/位置 所选接插器件的连接强度,插拔次数是否和QA确认 板上元件是否有利于SMT 比较大的芯片摆放位置是否合理(尽量不在PCB容易变形的位置) SIM连接器位置是否满足测试(是否需要添加测试点) 电池连接器位置是否满足测试要求(是否需要添加测试点) RF连接器位置/型号/孔的大小是否满足测试要求 I/O连接器位置/型号是否满足测试要求(是否需要添加测试点) Main PCB定位孔大小/数量/位置 SubPCB定位孔大小/数量/位置
Page 3 of 3
Page 2 of 3
整机可装配制造性检查表(DFM Check List)
mic:焊线式MIC的两条引线要用软线,且要考虑长度是否方便作业,壳体是否 留有足够走线的空间。引线长度是否方便焊接,采用32型号的线径,端头剥线 36 长度1.5mm,FPC方式的MIC,焊接时候很难定位,与壳体配合容易出现不对中的 情况,导致机械测试失败。要提前考虑好定位、配合等问题。 37
拼板上设计单面至少一对基准,并相距较远;
阴阳板无论整板的基准点还是单板的基准点,板的正反两面,相对于 PCB 拼板 基准点的露铜直径A=1.0 ㎜±5%,在基准点附近大于0.5mm的空区域内没有导
模具可制造性设计(DFM)与评估参照表
模具可制造性设计(DFM)与评估参照表1模具基本的基本信息确定。
1,图纸是不是最新版本的?2,如果2D和3D的图纸同时存在,请务必核对一下两者的尺寸是否一致。
如果不一致,要提出来,原则上是以2D图为准, 3D仅为参考,除非我们确认可以以3D图为准。
3,模具的穴数,寿命是否已经确认?4,模具基本结构是否已经确定?如,是不是热流道?两板模还是三板模,或其它?5,模具材料是否已经确定?产品原材料是否清楚?2请仔细查看图纸,看有没有产品结构设计不合理,在后续生产中出现质量问题的,如缩水严重,产品翘曲变形严重,脱模困难,缺料(厚度太薄),甚至无法成型等等,请提出来,并给出建议。
1,有无无法成型的特征模具可制造性设计(DFM)与评估参照表---下面是AMPHENOL对供应商做模具可制造性设计(DFM)时的要求。
做DEM时需要用中英文两种语言。
DFM格式可以按照供应商自己的格式做,但是所述内容要按照下列条款做。
2,有无壁厚薄程度差异比较大的地方,可能导致缩水严重3,有无壁厚太薄的地方,可能导致成型不足4,有无形状特别深或比较复杂的特征,可能导致脱模困难5,有无因为容易变形而导致其尺寸精度(包括行位尺寸)无法保证的特征6,有无特别脆弱的地方,导致产品强度不足3对图纸上所有尺寸进行评估,看是否能达到有尺寸的要求。
把无法达到要求的尺寸提出来。
对图纸上的行位尺寸(如平面度,位置度等等)要多加关注,尤其是关键尺寸一定要仔细评估。
1,有无精度要求过高而无法达到要求的尺寸(包括行位尺寸,如平面度,位置度等等)2,有无漏标的尺寸3,有无标注明显错误,或难以理解的尺寸4阅读图纸中任何有文字(英文)描述的地方(包括标题栏),了解产品的其它要求,如原材料,后续加工,表面处理,未标公差尺寸的公差范围,毛刺要求,适用标准等等信息。
评估其可制造性,如有问题请提出来。
1,文字中有无不理解的地方2,表面处理要求可以达到吗?(电镀,喷涂,印刷等等)3,毛刺要求可以达到吗?4,未标注公差尺寸的公差范围可以达到要求吗?5,有没有无法满足的其他要求?(如产品颜色,粗糙度,色泽等)对模具设计进行评估,如模具大致结构,浇口位置,拔模斜度,顶杆位置,滑块位置和结构(如有),特殊机构结构5(如脱螺纹,内抽芯,先退机构等等),模具大小,设备规格,加工精度等,如有问题请提出。
DFM可制造性设计

DFM誕生背景
〄 许多所谓‚沟通‛的方法通常是, 当生产线抱怨产品设计不佳不易生产时, 由生产线订 定一份类似所谓‚产品制造设计准则‛, 交由产品设计单位执行, 但却又常因为许多所 谓‚准则‛内容不符合产品设计基本需求, 或因生产单位不了解产品设计过程, 因此许 多所谓‚标准‛设计单位根本无法采用, 或因造成设计单位之 困扰而被拒绝使用又未经 当面讨论, 所谓‚沟通‛又回到原点, 然后生产线与设计单位各自想办法, 各自解决问题, 实际上真正要解决问题不只是定标准, 或听哪 个单位的议建而已, 而是共同参与互了解 各自的需求与困难后, 取得共识并共同解决问题. 〄 一项产品虽然是从设计而后到量产上市, 但产品'设计'与'量产'间常因需求 不同, 甚至会 有互相矛盾的标准, 举例而言, 现代许多产品趋向所谓'轻", "薄', '短', "小', 因此在产品设 计上会缩小PCB, 增加零件密度, 及使用小型零件, 但 对制造而言, PCB缩小, 零件密度增 加, 及小型零件, 都可能因此增加零件及产品组装甚至维修困难, 另外大部分的产品设计 人员可能并不了解, 生产线上所谓 "阴影效应","墓碑效应", "森林效应", "闸流效应'…等特 性, 与锡炉焊接与回焊 焊接应该用不同的焊盘形式及尺寸, 而生产线人员可能也不了解 设计上所谓"COMPONENTS LIBRARY" , "EMI", VIA 孔径标准…等各种设计上电气规格 与需求等. 〄 PCB在生产线上过锡炉后, 产生许多空焊, 短路等不良焊点, 需要许多人工 做修补, 其原 因可能只是因为产品设计人员, 不了解PCB 及零件过锡炉时要考虑方向, 有些短路可能 只要设计上稍做调整, 就可彻底解决, 另外对生产线而言, 可能并不了解, 虽然以制造的 标准可能某些零件并须选择在PCB上某些特定区域, 但是在产品原始设计上就已受限于 外形或其它因素, 而无法满足所需, 此类问题不只发生在业界, 甚至许多国外俱有数10 年 知名的厂商也同样存在.