664-3EG-0013-F03 钢板清洗点检记录表REVB
设备冷却系统日常清理记录表
设备冷却系统日常清理记录表日期:_________
清理操作:
- 清理冷却塔表面的杂物和灰尘
- 检查冷却塔风扇是否正常运转
- 清洗冷却塔过滤器
- 检查冷却塔电线和接头是否松动或损坏
- 检查冷却塔水箱水位,如有需要,则补充水
- 检查冷却塔水泵是否正常工作
- 检查冷却塔水泵出口压力和水量是否正常
- 检查冷却塔水泵进口压力和水量是否正常
- 检查冷却塔水管是否有漏水情况
- 清理冷却塔水管内的杂质和垃圾
结果记录:
- 冷却塔表面清理完毕,无杂物和灰尘
- 冷却塔风扇正常运转
- 冷却塔过滤器清洗完毕
- 冷却塔电线和接头无松动或损坏
- 冷却塔水箱水位正常
- 冷却塔水泵正常工作
- 冷却塔水泵出口压力和水量正常
- 冷却塔水泵进口压力和水量正常
- 冷却塔水管无漏水
- 冷却塔水管内无杂质和垃圾
备注:_________
下次清理日期:_________
----------
请在以上表格中记录设备冷却系统的日常清理操作和清理结果,并在“日期”处填写清理日期。
清理操作包括清理冷却塔表面、检查
冷却塔的各项工作状态以及清洗冷却塔过滤器等。
在“结果记录”处
填写清理结果,包括各项工作状态是否正常。
如有需要,可以在
“备注”处填写其他相关信息。
下次清理日期请在“下次清理日期”处填写。
请确保设备冷却系统日常清理记录表准确无误地填写和保存,以确保设备安全运行和延长使用寿命。
SMT钢板清洗印刷检验表

不良数 不良率 WJCMQFFA-179 20:00 20:30 21:00 21:30 22:00 22:30 23:00 23:30 00:00 00:30 01:00 01:30 02:00 02:30 03:00 03:30 04:00 04:30 05:00 05:30 06:00 06:30 07:00 07:30
吴江信亿(SMT)电子科技有限公司
SMT钢板清洗、印刷检验表
日期: 線別: 機種名稱: 12NC: 班别: 時 間 08:00 08:30 09:00 09:30 10:00 10:30 11:00 11:30 12:00 12:30 13:00 13:30 14:00 14:30 15:00 15:30 16:00 16:30 17:00 17:30 18:00 18:30 19:00 19:30 项目 钢板清洗 印刷短路 印刷太厚 印刷偏移 印刷拉丝 漏印 其他 操作員 QC確認 生产数 備註:
机械设备日常保养卫生检查表
项目 1 清洁状态
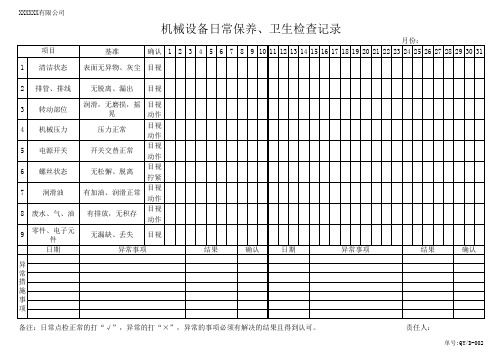
机械设备日常保养、卫生检查记录
基准
月份: 确认 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
表面无异物、灰尘 目视
2 排管、排线
无脱离、漏出 目视
结果
确认
备注:日常点检正常的打“√”,异常的打“×”,异常的事项必须有解决的结果且得到认可。
责23456789101112131415161718192021222324252627282930311清洁状态表面无异物灰尘目视2排管排线无脱离漏出目视目视动作目视动作目视动作目视拧紧目视动作目视动作9零件电子元件无漏缺丢失目视日期北京政华建业建设投资有限公司机械设备日常保养卫生检查记录月份
3
转动部位
润滑,无磨损,摇 目视
晃
动作
4 机械压力
压力正常
目视 动作
5 电源开关
开关交替正常
目视 动作
6 螺丝状态
无松懈、脱离
目视 拧紧
7
润滑油
有加油、润滑正常 目视
动作
8 废水、气、油 有排放,无积存 目视 动作
9
零件、电子元 件
无漏缺、丢失 目视
日期
异常事项
异 常 措 施 事 项
结果
确认
日期
异常事项
检验科前处理保养记录表

部门:年月仪器编码:JYK-YQ-SH-001表格编号:JYK-JSBG-001
项目\日期
1
2
3
4
5
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
每周保养:
清洁液路系统
清洁条码打印机
清洁去盖模块
清洁分杯机的废物
每月保养/需要时:
清洁消毒外壳和部件表面
清洁系统部件
清洁条码扫描器
清洁触摸屏和键盘
检查一次性吸液嘴承载架
清洁分类模块的抓具
清洁管输送装置的传感器
清洁分类器的传感器
清空冷凝水容器
清洁质量鉴定模块
清洁照相系统单元
清洁管盖鉴别单元
清洁和消毒托盘架
清洁加盖模块
操作者
按需保养:
数控车床日常点检保养记录表
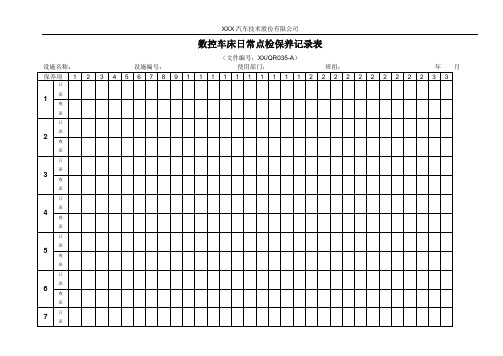
(文件编号:XX/QR035-A)
设施名称:设施编号:使用部门:班组:年月
保
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
日班
夜班
2
日班
夜班
3
日班
夜班
4
日班
夜班
5
日班
夜班
6
日班
夜班
7
日班
夜班
记录人
备注
1.每班机床开启时应空转3~5分钟。无杂音。
7.设备工具、附件齐全,放置整洁。
异常情况记入
注:保养后,用“√”为日保,“△”为周保,“×”表示有异常情况,应在“异常情况记录”栏予以记录,并于次月2日前交设备管理科。
2.每班结束后,机床必须擦拭清洁,滑动面露出部分抹上防锈油或机油。
3.每回启动机器之前,请巡视各部位上油面计,如发现油量少于油面针之标准,立即按所以指定用油补充。
4.清洁电脑控制面板表面,检查电脑操纵系统、按钮是否灵敏可靠。
5.检查冷却风扇、排屑器运转是否正常。
6.清理机床内部切屑时禁止使用高压气枪。
钢材自检记录

钢材自检记录此次记录是对我们公司所采购的钢材进行自检的结果。
我们致力于确保所采购的钢材符合质量标准,以提供高质量的产品给我们的客户。
以下是自检的结果:1. 日期:自检记录的起始日期为_______________,终止日期为_______________。
2. 钢材信息:钢材种类:_______________钢材规格:_______________钢材批号:_______________3. 自检项目:我们进行了以下自检项目以确保钢材的质量符合标准要求:3.1 外观检查:- 表面有无明显麻点、凹陷、锈蚀等不良情况。
- 表面平整度是否符合要求。
- 钢材长度和直径是否在允许范围内。
3.2 物理性能检测:- 具体检测项目根据钢材种类和规格而定。
例如,拉力测试、弯曲测试等。
3.3 化学成分分析:- 检测钢材中各元素的含量是否符合标准要求。
4. 自检结果:根据以上自检项目,以下是我们得出的自检结果:4.1 外观检查结果:- 无明显麻点、凹陷、锈蚀等不良情况。
- 表面平整度符合要求。
- 钢材长度和直径在允许范围内。
4.2 物理性能检测结果:- 检测结果符合要求。
具体结果如下:__________________________________________________(根据具体测试项目填写)4.3 化学成分分析结果:- 检测结果符合要求。
具体结果如下:__________________________________________________(根据具体测试项目填写)5. 结论:自检结果表明,所采购的钢材质量符合我们的要求和标准。
我们将继续保持对钢材质量的严格把关,以确保产品的质量和信誉。
6. 备注:在自检过程中,如发现任何异常情况,我们将采取适当的纠正措施,并及时通知供应商。
自检记录由以下员工签名确认:_____________________________(员工姓名及签名)以上就是我们钢材自检的记录情况。
钢结构施工检查记录表(1-24).doc

施工检查记录表钢构001工程名称及部位:年月日构件名称:构件编号:施工单位:实测值项目允许偏差(mm )1 2 3 4 5 6 7 8 9 10实测点,其中合格点,点合格率% 项目负责人:班长:质检员:零部件切割加工施工检查记录表工程名称及部位:年月日钢构002构件名称:构件编号:施工单位:实测值项目允许偏差(mm)12345678910 长度±3.0气割机械剪切±3.0宽度加工边缘±1.00.5t. 且不应切割面平面度大于 2.0割纹深度0.3局部缺口深度 1.0边缘缺棱1.0型钢端部垂直度 2.00.25 t 且不应大于加工面垂直度0.5t≤ 14 1.5 钢板的局部平面度t > 14 1.0L/1000 ,且不应型钢弯曲矢高大于 5.0实测点,其中合格点,点合格率% 项目负责:人班长:质检员:钢构件组装、焊接H 型钢施工检查记表录工程名称及部位:年月日钢构003 构件名称:构件编号:施工单位:实测值项目允许偏差(mm )12345678910 h< 500±2.0截面高度500 ≤ h ≤ 1000±3.0(h)h> 1000±4.0截面宽度( b )±3.0腹板中心偏移 2.0b/100 ,且不应翼缘板垂直度大于 3.0L/1000 ,且不应弯曲矢高(受压构件除外)大于10.0h/250 ,且不应扭曲大于 5.0t< 14 3.0腹板局部平面度t≥ 14 2.0实测点,其中合格点,点合格率% 项目负责:人班长:质检员:焊接连接制作组装质量施工检查记录表工程名称及部位:年月日钢构 004 构件名称:构件编号:施工单位:实测值项目允许偏差(mm )1 2 3 4 5 6 7 8 9 10t/10 ,且不应对口错边大于 3.0间隙± 1.0搭接长度± 5.0缝隙 1.5高度± 2.0b /100 ,且不应垂直度大于 3.0中心偏移± 2.0连接处 1.0型钢错位其他处 2.0箱型截面高度± 2.0宽度± 2.0b /200 ,且不应垂直度大于 3.0实测点,其中合格点,点合格率% 项目负责人:班长:质检员:单层钢柱制作外形尺寸施工检查记录表工程名称及部位:构件名称:构件编号:实测值项目柱底面到柱端与桁架连接的L/1500 ,± 15 最上一个安装孔距离柱底面到牛腿支承面距离± L/2000 ,± 8.0 牛腿面的翘曲 2.0柱身弯曲矢高H/1200 ,且不应大于 12.0牛腿处 3.0 柱身扭曲其他处8.0柱截面几何尺连接处± 3.0寸± 4.0非连接处连接处 1.5 翼缘板对腹板的垂直度非连接处b /100 ,且不应大于 5.0 柱脚底面平面度 5.0柱脚螺栓孔中心对3.0 柱轴线的距离年月日钢构005施工单位:允许偏差(mm )12345678910实测点,其中合格点,点合格率% 项目负责人:班长:质检员:钢桁架制作外形尺寸施工检查记表录工程名称及部位:年月日钢构006 构件名称:构件编号:施工单位:实测值项目允许偏差(mm )1 2 3 4 5 6 7 8 9 10桁架最外端两个孔L≤24 -7.0 +3.0或两端支承面最外L>24 -10.0 +5.0距离桁架跨中高度±10.0设计要求起拱±L/5000 桁架跨中设计未要求起-50.拱度拱10.0相邻节间弦杆弯曲(受压除外)L/1000支承面到第一个±1.0安装孔距离檩条连接支座间距±5.0实测点,其中合格点,点合格率% 项目负责:人班长:质检员:焊接实腹梁外形尺寸施工检查记表录工程名称及部位:年月日钢构007构件名称:构件编号:施工单位:实测值项目允许偏差(mm)12345678910 端部有凸缘支座处0, -5.0梁长度±L/2500 其它形式±10.0h≤ 2000±2.0端部高度h> 2000±3.0设计要求起拱±L/5000拱度设计未要求起拱10 , -5.0侧弯矢高L/2000且不应大于10.0扭曲h/250 ,且不应大于10.0t≤ 14 5.0 腹板局部平面t > 14 4.0翼缘板对腹板的垂直度b/100 ,且不应大于3.0吊车梁上翼缘与道轨1.0 接触面平面度梁端板的平面度h/500 ,且不应大于2.0实测点,其中合格点,点合格率% 项目负责:人班长:质检员:多节钢柱制作外形尺寸施工检查记表录工程名称及部位:年月日钢构008构件名称:构件编号:施工单位:实测值项目允许偏差(mm)12345678910 一节柱高度±3.0两端最外侧安装孔距离±2.0铣平面到第一个安装孔距离±1.0H/1500且不应大柱身弯曲矢高于 5.0h/250且不应大一节柱的弯曲矢高于 5.0牛腿端孔到柱轴线距离±3.0L 2≤ 1000 2.0牛腿的翘曲或扭曲L 2> 1000 3.0连接处±3.0柱截面尺寸非连接处±4.0柱脚底板平面度 5.0连接处 1.5 翼缘板对腹板的垂b/100 ,且不应大直度非连接处于 5.0柱脚螺栓孔对柱轴线的距离3.0实测点,其中合格点,点合格率% 项目负责:人班长:质检员:钢平台、钢梯和防护栏杆外型尺寸施工检查记录表工程名称及部位:年月日钢构009 构件名称:构件编号:施工单位:实测值项目允许偏差(mm )12345678910 平台长度和宽度± 5.0平台两对角线差0.6︳ L1-L 2 ︳平台支柱高度± 3.0平台支柱弯曲矢高 5.0平台表面平面度 6.0( 1m 范围内)梯梁长度L ± 5.0钢梯宽度 b ± 5.0钢梯安装孔距离a ± 3.0钢梯纵向挠曲矢高L/1000踏步(棍)间距± 5.0栏杆高度± 5.0栏杆立柱间距± 10.0实测点,其中合格点,点合格率% 项目负责人:班长:质检员:墙架、檩条、支撑系统外型尺寸施工检查记录表工程名称及部位:年月日钢构010 构件名称:构件编号:施工单位:实测值项目允许偏差(mm )12345678910 构件长度 L ± 4.0构件两端最外侧安装孔距离L 1 ± 3.0L/1000 ,且不应大于构件弯曲矢高10.0截面尺寸- 2.0+5.0实测点,其中合格点,点合格率% 项目负责人:班长:质检员:压型金属板制作施工检查记表录工程名称及部位:年月日钢构011 构件名称:构件编号:施工单位:实测值项目允许偏差(mm)12345678910 波距±2.0截面高度≤ 70 ±1.5压型波高钢板截面高度 >70 ±2.0侧向在测量长度L 1的范围内20.0弯曲截面高度≤ 70 + 10.0 ,- 2.0压型金属板的覆盖宽度截面高度 >70 + 6.0 ,- 2.0板长±9.0横向剪切偏差 6.0板长±6.0泛水板、包角板尺寸折弯面宽度±3.0ο折弯面夹角 2注: L 1为测量长度,指板长扣除两端各0.5m 后的实际长度(小于 10m )或扣除后任选的10m 长度。
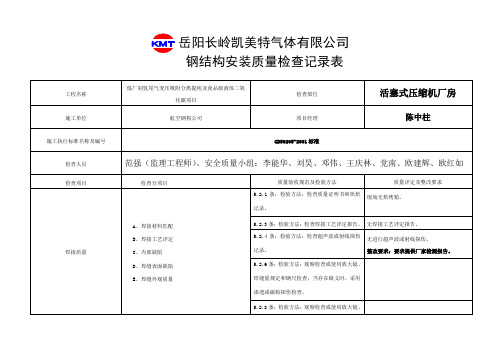
钢结构检查记录表
整改要求:
1)、拿出方案请监理确认后整改。
2)、变形格栅板要求更换或处理。
3)、格栅板焊接处必须按要求手工涂两道富锌漆。
踏步板采用钢格板制作,踏步板与梯梁的连接采用螺栓或焊接固
定。
格栅板焊接不牢固,焊接点未按要求防腐。楼梯未按设计要求制作,安装倾斜,存在安全隐患。
现场无进行超声波或射线探伤。
整改要求:要求提供厂家检测报告。
5.2.6条;检验方法:观察检查或使用放大镜、焊缝量规定和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。
5.2.8条;检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查。
普通坚固件连接
A、螺栓紧固
B、外观质量
梁柱连接存在不到位,部分无连接板;地角螺栓未防腐。
整改要求:
1)、梁柱连接存在不到位,要求添加连接板。
2)、地角螺栓需要防腐。
零件及部件加工质量
A、矫正或成型
B、材料规格尺寸
C、钢材表面质量
7.3.1条、7.3.2条;检验方法:检查制作工艺报告和施工记录;
二层平台护栏使用旧材料,部分已腐蚀严重。
整改要求:要求更换。
基础验收
A、支承面标高(±3.0)和水平高
B、地脚螺栓
C、主体结构尺寸(10.3.4条)
D、主体结构表面(10.3.12条)
10.3.4条;检验方法:采用经纬仪、全站仪等测量。
10.3.12条,钢结构表面应干净,结构主要表面不应有疤痕、泥沙等污垢;检验方法:观察检查。
施工单位
省六建公司
项目经理
施工执行标准名称及编号
GB50205-2001标准
检查人员
车床日常维护保养点检记录表

异常情况记录
保养人签字 备 注 每天生产前后都要对设备进行保养,保养后,用“√”表示,“×”表示有异常情况, 应在“异常情况记录”栏予以记录,并联系相关人员处理。
周围清洁 每日 机身清洁 每日 清洗三杠及齿条,要求无油污 每日 检查补齐螺钉、手球、手柄 每日 按规定润滑各部分油质油量符合要求 每日 检查油质保持良好油杯齐全油窗明亮 每周 检查主轴定位螺丝调整适当 每周 调整磨擦片和刹车装置 每周 检查油质保持良好,拆洗滤油器 每月 检查 拆洗刀架,小拖板,中溜板各件 每月 调整好各板的丝杠间隙和塞铁间隙 每月 检查 拆洗挂轮箱及挂轮架 每月 检查轴套有无晃动现象 每月 清除研伤毛刺,检查丝杠、丝母间隙 每月 清洗各部位油线、油毡,注入新油 每月 清洗冷却泵、冷却槽 每月 清理电机及电气箱内外灰尘 每月 检查擦拭电气元件及触点 每月
设备日常维护保养点检记录表
设备名称:车床
NO 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 保养项目 频率 1 2 3 45设备编号:SB-E003
保 6 7 8 养 日 期
年
月
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
涂装日志检测表

ACTION TAKEN:
采取的措施:
Job No. Date Signature:
工作编号:日期:签名:
施涂前
AFTER
施涂后
INSPECTION DATE检查日期
RELATIVE HUMIDITY
相对湿度
(%)
DEW POINT
露点
(℃)
SURFACE TEMP.
表面温度
(℃)
WATER SOLUBLE SALTS
可溶性盐含量
-
-
DUST灰尘
-
-
OIL CONTAMINATION油污
-
-
STRIPE COATS预涂
PRODUCT IDENTIFICATION MARK/ NUMBER
产品标识号/编号
DRY FILM THICKNESS (µm)
干膜厚度(µm)
NUMBER OF POINTS
测量数量
百分比
AFTER
SECOND COAT
第二道涂层后
<90%NDFT
90%NDFT—NDFT
≥NDFT
TOTAL
粗糙度
DUST
灰尘
OIL CONTAMINATION
油污
COATING INSPECTOR’S NAME:
涂层检查员:
SIGNATURE:签名:
涂装日志(涂装)COATING LOG (COATING APPLICATION)
涂装检查表(Sheet No.)编页号:
HULL No.船舶编号
INSPECTION DATE检查日期
MANUFACTURER涂料生产厂
PRODUCT NAME OF COATING
钢构质量检查记录表

不允许
B﹤20:0-3.0 B﹥20:0-4.0
d﹤0.15t,且≦2.0
(表-2)
每50.0焊缝长度 内允许直径≦0.4 t,且≦3.0的气 孔2个,孔距≧6
倍孔径
B﹤20:0-4.0 B﹥20:0-5.0
缺口深度0.05 缺口深度0.1t,
t,且≦0.5
且≦1.0
表面夹渣
不允许
深≦0.2t,长≦ 0.5t,且≦20.0
表面气孔
对接焊缝余高 c
对接焊缝错边 d
T形接 头、十 字接头 、角接 接头等 要求熔 透的对 接和角 对接组 合焊缝
设计有 疲劳验 算要求 焊 的吊车 脚 梁或类 尺 似构件 寸 的腹板 与上翼 缘连接
平脚面 的翘曲
△ 柱身弯 曲矢高
梁长度 L
梁端头 接板处
焊缝
柱底面 处焊缝
牛脚处 的焊缝
檩条连 接支座
间距
端部有凸缘支座板 其它形式
不允许有缺陷 不允许有缺陷 不允许有缺陷
2.0 H/1200且不应
大于12.0 0-5.0 ±L/20000 ±10.0
焊缝饱满均匀
焊缝饱满均匀
焊缝饱满均匀
±5.0
存在问题
零件编号
检查数量
检查项目 外观检查
质量要求
检查数量
实检情况
焊成凹形的角焊缝,焊缝金属与母材间 应平缓过渡;加工成凹形的焊缝,不得
在其表面留下切痕
每批同类构件抽 查10%,且不应
少于3件
焊缝感观应达到:外形均匀、成型较好, 焊道与焊道、焊道与基本金属间过渡较平
设备工装记录表1

设备日常维护点检记录表ZPS-3-SG-01设备名称:金切设备设备编号:管理类别:班长:设备修理原始记录表Array ZPS-3-SG-02使用单位:设备周查、月查记录ZPS-3-SG-03使用单位:班组:制表人:年月日注:1、△表示完好,×表示不完好,填入完好栏。
2、优、中、劣栏填设备维护评定分数()、此表一式二份每月送设备管理部门一份。
年月机动设备洗换油表ZPS-3-SG-04填报单位:日期:单位主管:机电员:制表:关重设备完好情况月报表ZPS-3-SG-05单位主管:机电员:制表人:重庆珠江光电科技有限公司设备入(出)库单20 年月日领取单位:安装地点:车间(工房)编号:ZPS-3-SG-06设备日常维护点检记录表ZPS-3-SG-01设备名称:下摆机设备编号:管理类别:班长:设备日常维护点检记录表ZPS-3-SG-01设备名称:镀膜机设备编号:班长:设备日常维护点检记录表ZPS-3-SG-01设备名称:设备编号:管理类别:班长:下面是赠送的合同范本,不需要的可以编辑删除!!!!!!教育机构劳动合同范本为大家整理提供,希望对大家有一定帮助。
一、_________ 培训学校聘请_________ 籍_________ (外文姓名)_________ (中文姓名)先生/女士/小姐为_________ 语教师,双方本着友好合作精神,自愿签订本合同并保证认真履行合同中约定的各项义务。
二、合同期自_________ 年_________ 月_________ 日起_________ 年_________ 月_________ 日止。
三、受聘方的工作任务(另附件1 )四、受聘方的薪金按小时计,全部以人民币支付。
五、社会保险和福利:1.聘方向受聘方提供意外保险。
(另附2 )2.每年聘方向受聘期满的教师提供一张_________ 至_________ 的来回机票(金额不超过人民币_________ 元整)或教师凭机票报销_________ 元人民币。
前处理点检记录表

时间测量值时间测量值时间测量值时间测量值
温度:30-60℃
1次/2小时PH值:7—91次/2小时
压力:0.12—0.14MPa 1次/4小时
温度:30-45℃
1次/2小时碱点:15—25
1次/2小时
PH值:10—141次/2小时
压力:0.12—0.14MPa 1次/4小时
温度:30-45℃
1次/2小时碱点:20—30
1次/2小时PH值:10—141次/2小时
压力:0.12—0.14MPa 1次/4小时
PH值:7—9
1次/2小时压力:0.12—0.14MPa 1次/4小时
PH值:6—8
1次/2小时压力:0.12—0.14MPa 1次/4小时
PH值:7—9.5
1次/2小时压力:0.12—0.14MPa 1次/4小时
温度:30-45℃
1次/2小时总酸:20—35
1次/2小时游离酸:0.5—1.5
1次/2小时促进剂:2—41次/2小时压力:0.12—0.14MPa 1次/4小时
PH值:7—9
1次/2小时
压力:0.12—0.14MPa 1次/4小时
PH值:6—8
1次/2小时压力:0.12—0.14MPa 1次/4小时7磷化结论:□合格 □不合格 化验员: 审核人:9纯水洗
说 明:1、如需要作详细说明,可在备注栏中写明;
2、停产修理15分钟以上,应在备注栏中写明。
水洗1
45水洗2
表调
6备注
前处理点检记录表
日期: 零件名称: 文件编号:RX/QR—6-16—B
热水洗第4次测量情况
频次控制要求第1次第2次8水洗3
第3次1工序
名称序号2预脱脂
主脱脂
3。
布氏硬度计日常保养点检记录表
仪器编号名称布氏硬度计型号D W 123456789101112131415161718192021222324252627282930311
标签检查(需填写具体有效日期)V HB-30002
检查指针是否损坏V 3
归零检查V 4
示值准确度V 5
每日擦试保持仪器干净
V 6D W 123456789101112131415161718192021222324252627282930311
标签检查(需填写具体有效日期)V 2
持续时间V 3
电源指示灯正常V 4
示值准确度V 5
每日擦试保持仪器干净
V 6
保养周期时 间保养人序号
序号
保养项目保养项目量具日常保养点检记录表
使用部门: 日期: 年 月保养周期时 间仪器编号
名称布氏硬度计型号HB-3000
备注1.保养周期: D:每日保养; W:每周保养;
2.符号: “V” 表示正常; “X”表示异常;”*”表示保养(如加油等);
3.每日操作前十分钟进行保养;
4.当发现异常时,操作人员立即停机并报主管处理。
手工清洗消毒过程监测记录表表

手工清洗消毒过程监测记录表(表1)
备注:手工清洗按物品种类每次记录相应参数一次。
机械清洗消毒过程监测记录表(表2)
备注:机械清洗的打印记录应留存。
定期监测包括: 年度监测,设备新安装、更新、大修、更换清洗剂、清洗消毒方法改变时等。
清洗消毒质量监测记录表(表3)
备注:日常监测由操作者用蓝笔登记,定期监测由质控护士用红笔登记。
消毒物品应每季度监测登记。
不合格物品的件数、名称、处理措施应统一填在相应的单元格内。
压力蒸汽灭菌记录表(表4)
备注:1、安全检查包括:压力表、安全阀、门封圈、排气口、打印机、安全锁扣、锅内壁清洁、水源、电源、蒸汽等
2、维护保养包括:清除灭菌器内垃圾或掉落的异物,保持灭菌器内、外清洁,保持排气口通畅,定期排放水汽分离器等
3、生物监测结果应记录在指示剂标签上并粘贴在单元格内
低温灭菌器记录表(表5)
备注:1、全检查包括:显示屏、门封圈、排气口、打印机、安全锁扣、锅内壁清洁、水源、电源、压缩空气、压力表等
2、维护保养包括:清除灭菌器内垃圾或掉落的异物,保持灭菌器内、外清洁,保持进气、排气口通畅,定期排放水汽分离器等
3、生物监测结果应记录在指示剂标签上并粘贴在单元格内,
清洗、消毒、包装、监测材料质量检查记录表(表6)
一次性使用无菌物品记录表(表7)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢板表面、底面是否有清洗干净网框表面、底部是否清洗干净钢板是否有刮伤或受损钢板标签是否完整1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
备
注表单编号:664-3EG-0013-F03 REV:B 针对手机产品、有0201、0.4pitch IC、0.5pitch BGA及更密元件的产品钢板,量产订单超过一个班产能的,正常量产时需开制两块,每印刷4小时轮流用钢板清洗机清洗干净,防止钢板塞孔影响品质,其它产品在退还钢板时清洗即可。
处理人检查结果不合格品处理确认人清洗点检项目
钢板清洗点检记录表
线别序号备 注
清洗人清洗时间
(日期/时/分)班别钢板编号:。