窃锡焊盘减小COST DOWN专案0911
提高焊丝利用率,降低成本改善提案示范版本

现况: 焊工在使用Φ 5×1000mm铝焊丝进行氩弧焊接时,焊丝使用到约200mm左右时,
因焊接高温通过焊丝迅速传导到焊工手上,即使穿戴专用焊工手套,也难阻隔。 200mm左右长度的焊丝只能做废铝处理,造成浪费。
问题点: 1.焊工作业时焊丝短于200mm时,焊接高温传导烫手,无法继续使用,造成
九、重点提案案例 重点提案参考样式
关于提高铝焊丝利用率,减少铝焊丝浪费, 降低成本的改善
发表部门:换热设备公司制造部 改 善 人:** 改善区域:换热器车间钣焊组 改善时间:2012年4月26日
1.改善目的
1. 将焊丝利用到极限,减少废弃焊丝长度,降低制造成本; 2. 提高员工节能降耗的改善意识,促进企业良性发展。
无形效果
提高员工节能降耗的改善 意识,促进企业良性发展。
5.推广范围
换热器车间钣焊组已全面开始使用手持焊接工装。
6.活动感想
在日常工作中,如果你没有带着发现问题的眼光去看待问题, 让之成为习惯后,你会觉得根本没有可以改善的地方,因为你已经 看不到问题了。
浪费。
3.主要改善内容 改善前
改善后
ቤተ መጻሕፍቲ ባይዱ
焊工作业时焊丝短于200mm时,
制作简易手持焊接工装,连接
焊接高温传导烫手,无法继续使用, 焊丝,阻隔焊接高温,提高利用率,
造成浪费。
减少浪费。
4.改善效果
有形效果
(改善前焊丝废弃率-改善后焊丝废弃 率)×月用量×单价×月份=年效果
(20%-4%)×300Kg/月×28元/Kg×12 月/年=16128元/年
动作经济原则事例

同一方向(不适当)
对称方向(适当)
IE Dept. TEL:84878978-308
IE 论坛
动作经济基本原则Ⅱ——同时进行动作
一、关于动作方法——两手同时反向对称方向移动
例2:根据海棉板的利用组装螺栓、螺母电阻实行两手同时化 改善前:左手拿电阻右手1个个抓取螺母送至 手边两面组装用右手横向运送组装品放置
IE 方秀兰
(幻灯片观看放映版)
IE Dept. TEL: 84878978-308 IE Dept. TEL: 84878978-308 Email: Email:DCLi@ DCLi@ IE Dept. TEL: 84878978-308
例2:材料的刮伤检查的两手同时化 改善前:每一个拿想检查 改善后:每2个拿起检查
IE Dept. TEL:84878978-308
IE 论坛
动作经济基本原则Ⅱ——同时进行动作
一、关于动作方法——两手同时反向对称方向移动
容 易 作 业 的 分 类 例1:根据变更浆糊的直接贴付方式使之两手同时化 改善前:左手从箱内拿出本体右手用笔涂浆糊于本体 上放置涂浆糊的笔于器皿上从箱内拿出盖子两手按压 左手放入完成品至箱内 改善后:左右手同时从箱里拿出盖子装入 治具上两手同时从箱内拿出本体同时涂浆 糊同时压入盖盖同时将完成品放入箱入 手移动的方法
二、关于作业场所—作业区域在没有阻碍范围内使之变窄
例1:由于变更部品放置 场所使动作距离缩短 改善前:作业员两边横向 的台面上放置A、B部品 改善后:设置作业台,使 作业员和传送带靠近部品 都放置于作业台上面
IE Dept. TEL:84878978-308
IE 论坛
动作经济基本原则Ⅰ——作业场所
二、作业场所—材料和工具放置于作业员前方固定场所
镀锡工技能鉴定试题题库及答案
镀锡工技能鉴定试题题库及答案一、判断题(共49题,共49分)1. snubber roll的中文意思是转向辊。
正确错误(江南博哥)正确答案:错误2. Tension Leveller的中文意思是张力仪。
正确答案:错误3. Tin Dragout Tank的中文意思是电镀带出回收槽。
正确答案:正确4. Scrap bucket的中文意思是废边卷球机。
正确答案:错误5. Cir Tank for Picking的中文意思是酸洗循环槽。
正确答案:正确6. pickling tank的中文意思是酸洗槽。
正确答案:正确7. bur masher的中文意思是废边卷球机。
正确答案:错误8. corner cut shear的中文意思是切角剪。
正确答案:错误9. chemical treatment section 的中文意思是前处理段。
正确答案:错误10. quench的中文意思是软熔。
正确答案:错误11. 法拉第常数是96500库仑/摩尔。
正确答案:正确12. 镀锡带钢进行表面加工处理的最后一道工序的静电涂油,现在通常所用的油是癸二酸二辛酯。
正确答案:正确13. 铬酐的分子式为Cr2O3。
正确答案:错误14. 锡铁合金层不能超过一定的厚度,在一般情况下,厚度应该控制在0.4 ~0.8克/米2范围内。
正确答案:正确15. ETL机组主要由入口段、清洗段、镀锡段、软熔段和出口段工艺设备组成。
正确答案:错误16. 在软熔过程中,一部分锡与带钢起反应,形成金属间化合物FeSn,即锡铁合金层。
正确答案:正确17. 钝化处理方法分为两类:重铬酸盐化学钝化和电化学钝化。
现在的镀锡线主要采用阴极钝化,钝化膜的含铬量为3~9g/m2。
正确答案:错误18. 不溶性阳极上部与带钢的间距为29mm,中部为34mm,下部为39mm。
正确答案:错误19. 差厚打印采用的打印液是重铬酸钠,浓度控制在2~3g/l 。
正确答案:正确20. 电化学酸洗溶液的温度要求控制在40~50℃。
金融危机时期电子制造企业CostDown应用指南

金融危机时期电子制造企业C o s t D o w n应用指南集团标准化工作小组 #Q8QGGQT-GX8G08Q8-GNQGJ8-MHHGN#《金融危机时期——电子制造企业Cost Down 应用指南》目 录第一章 Cost Down 的基础组装工厂成本产生的结构…………………………………………部品费用的Cost Down 方法…………………………………………零部件加工费的Cost Down …………………………………………产品组装费用的Cost Down …………………………………………制造经费的Cost Down …………………………………………设备投资的Cost Down …………………………………………开发投资的Cost Down …………………………………………将Cost Down 作为公司的整体活动…………………………………………Cost Down 应进入公司的PDCA-Cycle …………………………………………第二章 采购部的Cost Down采购活动是Cost Down 的主题…………………………………………利用指定价格交涉来实现目标成本…………………………………………提高成本估算的精度…………………………………………访问工厂时的诊断Step …………………………………………实现GLOBAL 供应/调达方式…………………………………………产品开发阶段的Cost Down …………………………………………利用反向展示寻找合适的供应商…………………………………………同部品供应商共同Cost Down …………………………………………集中采购与分散采购的选择…………………………………………与部品厂商合作要产生双赢关系…………………………………………Just i n ·时间的注意点…………………………………………第三章通过外包进行Cost Down如何进行外包…………………………………………设计外协的Cost Down效果…………………………………………制造外协的Cost Down效果…………………………………………通过EMS的Cost Dow…………………………………………所谓的OEM生产…………………………………………无制造经营企业最终的Cost Down…………………………………………第四章设计的Cost Down开发阶段的Cost Down设定…………………………………………所谓的成本企画…………………………………………成本企画的保证义务…………………………………………成本企画的执行方法…………………………………………购买标准化部品以降低成本…………………………………………减少部品使用数量,削减组装费与管理费…………………………………………什么是拆卸方法…………………………………………拆卸方法的展开…………………………………………进行适合国外生产的设计…………………………………………VE设计…………………………………………设计方案的管理…………………………………………对设计者的Cost Down教育…………………………………………取消设计Review…………………………………………第五章开发费用的Cost Down开发费用的Cost Down…………………………………………采用正负荷设计的设计方法…………………………………………利用集中·工程学缩短产品开发时间…………………………………………执行可靠性的设计…………………………………………利用标准化设计节约开发费用…………………………………………采用模块化设计…………………………………………第六章现场改善的Cost Down“物体制作方式”是现场改善的基本…………………………………………5S的可视化…………………………………………推进可视化管理…………………………………………由作业动作分析,消除不合理、浪费、不稳定…………………………………………用工程分析寻找生产瓶颈…………………………………………缩短生产准备时间…………………………………………提高材料合格率…………………………………………开展预防维护和TPM,提高设备稼动率…………………………………………由再生时间管理,消除无用的设备投资…………………………………………导入多台设备,多工程的操作方式…………………………………………设备配置的灵活变更…………………………………………利用cell生产方式进行现场改善…………………………………………cell生产方式的分类…………………………………………什么是模块化生产…………………………………………由现场改善减少产线的剩余人员…………………………………………第七章消减库存的Cost Down不存在不良的库存…………………………………………保持库存的良好化…………………………………………保持最合理的订货量…………………………………………库存品的ABC管理…………………………………………使用定期订货的方式…………………………………………保持安全的库存量…………………………………………使用定量订货的方式…………………………………………什么是双支架(Double bin)法…………………………………………库存的可视化管理…………………………………………第八章物流费用的Cost Down利用配送代理的服务…………………………………………利用条形码系统…………………………………………为提高物流效率的及时性(Just in time)…………………………………………供应链管理…………………………………………第九章为Cost Down开展的管理方法用利益界限来判断收益性…………………………………………用差异分析来寻找成本上升的原因…………………………………………用价值链分析来评估全工程…………………………………………用价值图表来发现经营赤字…………………………………………由投资回报率来判断Cost Down …………………………………………采用集中式成本管理…………………………………………使用ERP进行Cost Down…………………………………………公开成本信息…………………………………………第十章不同制造行业的Cost Down精密机械行业的Cost Down(电路设计部分)…………………………………………精密机械行业的Cost Down(结构设计部分)…………………………………………电机行业的Cost Down(标准化)…………………………………………电机行业的Cost Down(成本企画)…………………………………………汽车行业的Cost Down(设计方法)…………………………………………汽车行业的Cost Down(调达方法)…………………………………………金属加工行业的Cost Down(生产方法)…………………………………………注塑加工业的Cost Down(生产方法)…………………………………………金属冲压加工业的Cost Down(成本企画)…………………………………………金属冲压加工业的Cost Down(成本管理系统)…………………………………………设备制造行业的Cost Down(调达与设计)…………………………………………。
镀锡(浸锡)培训考核试题

鍍錫(浸锡)培訓考核試題
部門課別姓名工號
一﹕填空(每題10分)
1﹕镀锡之端子( )﹑均匀﹑无锡瘤。
2﹕锡炉温度保持稳定,锡炉温度为( )摄氏度(℃),镀锡时间为( )秒(S),保锡
炉锡量( ),以方便镀锡,锡炉温度每( )小时用温度计测量一次。
3﹕胶壳产品用 ( )助焊剂作业。
4﹕B7產品镀锡用( )焊剂,清洗用( )擦拭。
5﹕用( )测量锡炉温度。
6﹕鍍錫人員統一為( )手佩戴静电环。
7﹕镀锡人员除佩戴静电环外還要佩戴( )。
二﹕問答題(每題10分)
1﹕成品镀锡所需哪些工治具﹑材料?(寫出6種)
2﹕成品镀锡作业步骤?
3﹕目前我司用的锡棒是?焊剂有哪几種(寫出名稱和代碼)。
PCB偷锡焊盘设计规范(初稿)

PCB偷锡焊盘设计规范(初稿)山东新北洋信息技术股份有限公司PCB偷锡焊盘设计规范(初稿)拟制: 许海刚日期: 2006-09-16审核: 日期:审核: 日期:批准: 日期:版权所有侵权必究仅供内部使用 - 1 -山东新北洋信息技术股份有限公司修订记录日期修订版本描述作者仅供内部使用 - 2 -山东新北洋信息技术股份有限公司PCB偷锡焊盘设计规范(初稿)为方便SOP、QFP、DIP、SIP、ZIP等系列封装元件的焊接和维修,特制定本规范。
在PCB设计中,如果使用SOP、QFP、DIP、SIP、ZIP等系列封装的元件,则需要对其进行偷锡处理。
具体有以下三种处理方式:一、增大边脚焊盘方式:此方式比较适用于QFP系列封装的元件。
在回流焊接时,增大的边脚焊盘能使元件边脚引力加大有利于元件的居中对齐和定位。
在波峰和手工焊接时,增大的边脚焊盘可以起到偷锡的作用,有利于焊接的一次成功率。
边脚焊盘尺寸要求如下:1. 焊盘长度与其他引脚焊盘相同;2. 焊盘宽度为其他引脚焊盘的1.5,2倍。
二、增加偷锡焊盘方式:此方式比较适用于SOP系列封装的元件。
所谓增加偷锡焊盘,即在原封装的基础上,再增加一个边脚焊盘来达到元件引脚不连焊的目的。
具体要求如下:封装引脚间距小于1.27mm时,必须增加偷锡焊盘; 1.2. 偷锡焊盘形状、大小、类型应与其他引脚焊盘相同;3. 偷锡焊盘与末尾引脚焊盘的间距,应等同于封装的引脚间距;4. 背面的偷锡焊盘应加在PBA走向的下游方位;5. 偷锡焊盘应与其相邻的末尾焊盘同一网络或悬空,不应与末尾焊盘的网络有冲突,以免在偷锡焊盘与末尾焊盘连焊时造成不同网络的短路。
6. 若偷锡焊盘位于元件外框丝印的内部或覆盖外框丝印,应对外框丝印进行调整,以使偷锡焊盘位于元件外框丝印之外,以免造成焊接错位;三、增加拖尾焊盘方式:此方式比较适用于DIP、SIP、ZIP等系列封装的元件。
所谓增加拖尾焊盘,即在原封装的基础上,将PBA走向的末尾焊盘背面更改为圆锥形,锥尖背离PBA走向。
如何将SMT回流焊接溅锡的影响减到最小
如何将SMT回流焊接溅锡的影响减到最小在回流之后,内存模块的连接器“金手指”可能出现溅锡的污染,这意味着产品的品质和可靠性问题和制造流程问题。
溅锡只是表面污染的一种,其它类型包括水渍污染和助焊剂飞溅。
这些影响较小,但由于焊锡飞溅,焊锡已实际上熔湿了“金手指”的表面。
“小爆炸”溅锡有许多原因,不一定是回流焊接时热的或熔化的焊锡爆发性的排气结果。
例如,通过观察过程,以保证锡膏丝印时的最佳清洁度,溅锡问题可以减少或消除。
任何方法,如果使锡膏粉球可能沉积在金手指上,并在回流过程时仍存在,都可以产生溅锡。
包括:1.在丝印期间没有擦拭模板底面(模板脏)2.误印后不适当的清洁方法3.丝印期间不小心的处理4.机板材料和污染物中过多的潮汽5.极快的温升斜率(超过每秒4° C)在后面的原因中,助焊剂的激烈排气可能引起熔化焊接点中的小爆炸,促使焊锡颗粒变成在回流腔内空中乱飞,飞溅在PCB上,污染连接器的“金手指”。
PCB材料内夹住潮气的情况是一样的,和助焊剂排气有相同的效果。
类似地,板表面上的外来污染也引起溅锡。
溅锡的影响虽然人们对溅锡可能对连接器接口有有害的影响的关注,还没有得到证实,但它仍然是个问题,因为轻微的飞溅“锡块”产生对连接器金手指平面的破坏。
这些锡块是不柔顺的,锡本身比金导电性差,特别是遭受氧化之后。
第一个最容易的消除溅锡的方法是在锡膏的模板丝印过程。
如果这个过程是产生溅锡的原因的话,那么通过良好的设备的管理及保养来得到控制,包括适当的丝印机设定和操作员培训。
如果原因不在这里,那么必须检查其它方面。
水印污染:其根本原因还未完全理解,虽然可能涉及许多根源。
因为已经显示清洁的、未加工的、无锡膏的和没有加元件的板,在回流后也会产生水印污染,所以其中包括了许多的原因:PCB制造残留、炉中的凝结物、干助焊剂的飞溅、清洗板的残留和导热金的变色等。
水印污染经常难于发现,但其对连接器接口似乎并无影响。
事实上内存模块的使用者并不关心这类表面污染,常常看作为金的变色。
技能认证金属焊接工考试(习题卷4)

技能认证金属焊接工考试(习题卷4)第1部分:单项选择题,共53题,每题只有一个正确答案,多选或少选均不得分。
1.[单选题]采用分段退焊法,可( )。
A)减小焊接残余应力B)减小焊接残余变形C)增大焊接残余变形答案:B解析:2.[单选题]把( )的过程叫逆变。
A)交流变为直流B)直流变为交流C)工频变成中频答案:B解析:3.[单选题]《中华人民共和国特种设备安全法》规定,特种设备存在严重事故隐患,无改造、修理价值,或者达到安全技术规范规定的其他报废条件的,特种设备使用单位应当履行报废义务,采取必要措施消除该特种设备的使用功能,并向原登记的特种设备安全监督管理部门办理使用登记证书( )手续。
A)吊销B)撤消C)注销答案:C解析:4.[单选题]随着线能量(或热输入)的增大,加热区宽度增加,热压缩塑性变形区也增加,因而导致焊接残余变形( )。
A)减小B)增大C)不变答案:B解析:5.[单选题]有一台电焊机,型号为ZXG2-500,这是一台( )。
A)逆变电源B)弧焊整流器C)弧焊变压器答案:B解析:6.[单选题]在钢材以及焊接材料中加入Ti、Nb,能提高钢材的( )性能。
A)淬透性B)抗晶间腐蚀7.[单选题]当焊接线能量(或热输入)较大时,熔合区、过热区的晶粒特点是( )。
A)晶粒细小B)晶粒粗大C)晶粒尺寸及韧度不变化答案:B解析:8.[单选题]低氢型焊条的焊缝金属含氢量低主要因为( )。
A)药皮中含有CaF2B)焊条烘干温度高C)药皮中含有碳酸盐答案:A解析:9.[单选题]手工电弧焊时,由于冶金反应在溶滴和溶池内部将产生()气体,而一汽飞溅的现象。
A)OB)N2C)H2答案:A解析:10.[单选题]错边部位将引起( ),并使有效板厚减薄,从而降低结构强度或承载能力。
A)应力集中B)应力均匀化C)应力衰减答案:A解析:11.[单选题]15CrMoR钢焊接,应选用( )牌号焊条。
A)R107B)R307C)R317答案:B解析:12.[单选题]焊条电弧焊直流弧焊电源的空载电压一般为( )V。
窃锡焊盘减小COST DOWN专案0911讲解

平均值
88T353-15FVSC 主效应图
数据平均值
焊盘大小 0.8
零件方向
0.6
0.4
0.2
0.0
1
2
-1
1
窃锡焊盘距离 0.8
0.6
0.4
0.2
0.0
2
6
主效应分析
★ 从Main Effects Plot看,A、B对波 峰焊不良影响较大, C对其影响较小, 可列为Cost down改 善方向,其中以B 的影响最大。
五、實驗輸出選擇
实验的输出定义为PIN零件脚过波峰焊良品情況。
具體輸出定義和控制因子如下:
因子(X):窃锡焊盘大小、 PIN零件方向,贴片与窃锡焊盘距离 产出(Y):波峰焊不良品率=波峰焊不良品(不良点数)/总实验点数,
故产出为望小特性。
用试验板设计,外形PCB尺寸:193*225 数量:160PCS ,零 件料号:88T35315FVSC,过波峰焊后,统计不良数据。
百分比
标准化效应的正态图
(响应为 88T353-15FVSC,Alpha = .05)
99
95 90
80
B为活跃因子
70
60 50 40 30
20
10
B
5
1
-20
-15
-10
-5
0
5
标准化效应
效应类型 不显著 显著
因子 名称 A 焊盘大小 B 零件方向 C 窃锡焊盘距离
常态几率图分析
★ 从Normal Probability Plot看,B 为 活跃因子。
33G3802-5 主效应图
数据平均值
零件方向
距离
横向
smthome.net_263232_偷锡焊盘1
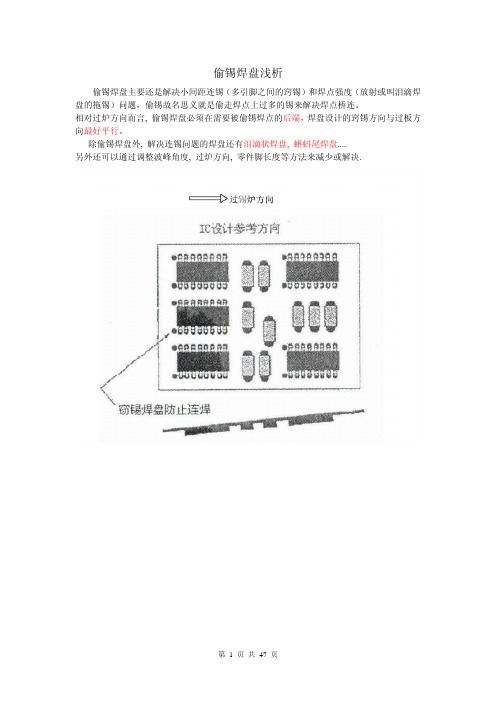
偷锡焊盘浅析
偷锡焊盘主要还是解决小间距连锡(多引脚之间的窍锡)和焊点强度(放射或叫泪滴焊盘的拖锡)问题,偷锡故名思义就是偷走焊点上过多的锡来解决焊点桥连。
相对过炉方向而言, 偷锡焊盘必须在需要被偷锡焊点的后端,焊盘设计的窍锡方向与过板方向最好平行。
除偷锡焊盘外, 解决连锡问题的焊盘还有泪滴状焊盘, 蝌蚪尾焊盘....
另外还可以通过调整波峰角度, 过炉方向, 零件脚长度等方法来减少或解决.
插与贴片器件的焊盘的间距问题
波峰焊的探索与研究之“马尾巴”
1.CHIP焊盘尾巴的功能?
2.MELF焊盘尾巴的功能?
3.SOIC焊盘尾巴的功能?
4插座焊盘尾巴功能?
5.SOT123焊盘尾巴功能?
6.铆钉大焊盘尾巴功能?
7.横向插座焊盘尾巴功能?
8. QFP焊盘尾巴功能?
9. WS治具铜尾巴功能?
10.SOT的气贯长虹?
11.电解容单孔气贯长虹
12.电解容双孔气贯长虹
13. 单面板螺钉接地装配孔
14.双面板螺钉装配孔
15.双面板屏幕罩装配孔。
蚀刻退锡培训教材
3. 反应机理
反应方程式:Cu+CuCl2 → Cu2Cl2
形成的Cu2Cl2是不易溶于水的,在有过量的Cl-存在下,能 形成可溶性的络合离子,其反应如下:
Cu2Cl2 + 4Cl- → 2[CuCl3]2-. 随着铜的蚀刻,溶液中的Cl-越来越多,蚀刻能力很快就会 下降,直到最后失去效能。因此在生产过程中须保持持续 加药,以保证Cl-的浓度稳定。为保持蚀刻能力,可以用溶 液再生的方式将Cu+重新生成Cu2+。为保证蚀刻能力,业界 主要再生方式有以下:
2019/11/15
項目 S.G HCl(N) orp(mv)
CuN2a+(Cgl/OL3 )
槽液分析項目及管控范
管控范围
测量方法&仪器
1.280 - 1.450
光学密度感应器
2.0 - 3.50
450 – 650
当量计算/电位计
20-50cap
120 – 240
jetchem
化学分析
12
Cu Bringhtener PC-111
加大 抽风
补充 氨水
Cu2+ ( 波美度)
溶液不稳 定,易生 成沉淀
蚀刻速率低,且 135-165 添加 蚀光铜
溶液控制困难
g/l 子液
板
2019/11/15
jetchem
14
Cu Bringhtener PC-111
碱性蚀刻速率的影响因素
影响 因素
偏高
偏低
控制 范围
控制方法 偏高 偏低
氯离子 浓度
b. 护岸剂(Banking agent) 减少侧蚀。 c. 压抑剂(Suppressor)抑制氨在高温下的飞散,抑制铜
镀锡人员考核试题

鍍錫人員考核试题课别姓名工号分數:一、填空題(每題3分,共30分)1.SMD系列產品鍍錫溫度為: 350 ℃, 時間為: 2 ± 1 S2. SMD系列產品鍍錫次數最多不能超過 3 次3.产品PIN腳鍍錫后效果要光亮、光滑,不能有錫瘤、錫尖現象4.外PIN鍍錫時锡炉温度必須 1 H量測一次,錫面 1 H量測一次5.SMD/GXP系列產品鍍外PIN使用的助焊劑型號目前有 822 、T46k、R00T6 ,SMD系列產品所使用的錫材為 SnAgCu 、SnAg ,DIP系列產品使用的錫材為 Sn1006.為了控制助焊劑用量SMD/DIP系列產品沾助焊劑所使用的海綿或布條厚度不得超過 1 cm7.鍍錫人員作業時必須佩帶的防護用品有護目眼鏡、手指套、口罩8.SMD系列產品需清洗_3次_10鐘,每清洗_3次需換一次水,GXP產品刷洗時從上到下共需刷洗_8次9. SMD系列產品剛剛完成鍍錫的產品PIN腳需臨時浸泡在常溫清水裡,需在 60分鐘內完成清洗作業10.清洗后烘烤時,烤箱溫度應設定為_110℃_1___H二、判斷題(每題8分,共40分)1、鍍錫作業一段時間后錫面變低需要重新加錫,加錫時無需確認錫條型號(×)2、文件要求每爐錫材需要使用2個月后需要換錫一次(×)3、鍍錫工序每天都需要取錫樣進行送檢(√)4、由於車間有抽風設備,所以平時作業一般不需要帶口罩(×)5、當含銅量>800ppm時必須立即進行换锡作業(√)三、簡單題(每題10分,共30分)1、請描述上班開始鍍錫作業前,需要做好哪些準備?①點檢設備②準備好工治具、材料③準備待鍍錫產品④量測錫爐溫度、錫面2、請描述鍍錫工序作業人員針對安全事項需要預防哪些?①地面不可有積水、助焊劑等防止滑倒②必須佩帶護目鏡、口罩防止出現錫渣飛濺③使用人工作業錫爐時,離開崗位需將錫面蓋起來,防止意外發生④鍍錫時確保產品未沾水,預防炸錫3、請描述一下烘烤站別的作業流程?开烘箱---设定烘烤条件/时间---放入产品烘烤---取产品---关烘箱。
焊丝降本措施
焊丝降本措施引言焊接是现代制造过程中常见的加工方式之一。
在焊接过程中,焊丝是必不可少的一部分。
然而,焊丝的成本占据了焊接过程的重要部分。
为了降低焊接成本,提高生产效率,有必要采取一些措施来降低焊丝成本。
本文将介绍一些有效的焊丝降本措施,以帮助制造商在焊接过程中降低成本。
这些措施包括优化焊丝选择、提高焊接设备效率以及优化焊接工艺参数。
优化焊丝选择选择合适的焊丝可以降低成本。
以下是一些可以考虑的优化焊丝选择措施:1.选择经济实惠的焊丝材料:焊丝材料的成本因素中,选择经济实惠的焊丝材料是非常重要的。
根据具体需求,选用合适的焊丝材料,以满足焊接质量要求的同时降低成本。
2.使用可重复利用的焊丝材料:有些焊丝材料可以进行回收再利用,这可以降低焊丝的使用量和成本。
例如,铝焊丝可以在一些特定情况下回收再利用。
3.选择适合焊接工艺的焊丝尺寸:不同的焊接工艺对焊丝尺寸的要求不同。
选择适合焊接工艺的焊丝尺寸可以减少浪费和成本。
提高焊接设备效率提高焊接设备的效率可以降低生产成本。
以下是一些可以提高焊接设备效率的措施:1.定期维护和保养焊接设备:定期维护和保养焊接设备可以保持其良好运行状态,并延长设备的寿命。
同时,定期维护可以减少设备故障,减少不必要的停机时间和维修费用。
2.使用高效的焊接设备:选择高效的焊接设备可以提高焊接效率,减少焊接时间,降低焊接成本。
例如,使用先进的焊接设备可以提高焊接速度和焊接质量。
3.培训焊接操作人员:提供合适的培训和教育可以提高焊接操作人员的技能水平,减少错误和浪费,提高焊接效率。
优化焊接工艺参数优化焊接工艺参数可以提高焊接质量和效率,降低焊丝成本。
以下是一些可以优化焊接工艺参数的措施:1.精确控制焊接电流和电压:合理控制焊接电流和电压可以提高焊接效率和焊接质量,减少焊丝消耗。
2.优化焊接速度和速率:根据焊接工件的要求,调整焊接速度和速率可以提高焊接质量,减少焊丝的使用。
3.优化焊接顺序和路径:合理规划焊接顺序和路径可以提高焊接效率,减少焊丝的浪费。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
RD/TV-IE 58万元
2009-11-15
改善团队成员---TEAM组织
盟主: 唐协理 Leader: 詹经理 6 sigma顾问: 盛协理、郭孟潮 RD-SD: 陈宗锋 TV-IE: 王渊福 LAYOUT 林建忠
RD-SD: 杨根远
詹经理:规划整个TEAM,确保TEAM的运行 陈宗锋:窃锡焊盘的实验设计与执行 王渊福:窃锡焊盘的实验设计与执行 林建忠: 负责PCB LAYOUT方案 杨根远:窃锡焊盘的实验数据收集
十四、DOE实验设计---结果分析7
Y=0.030+0.035B+0.076A
值越大,表示因子 选择越准确
十五、DOE实验设计---实验结论
实验结论:
通过上面针对PIN脚过波峰焊不良影響因素进行的 DOE实验,可得以下结论:
1.影响PIN脚过波峰焊不良的主要因素为: A、窃锡焊盘大小 B、零件方向, 列为未来改善方向。 2.窃锡焊盘与贴片零件距离对PIN脚过波峰焊不良影响不大,但从实验数 据看距离大可以降低不良发生的几率。 3.实验最佳组合为:(窃锡焊盘2mm)+(零件纵向)+(距离6mm)
6
距离
3 3 T 3 8 0 2 1 3 B Y 主效应图
数据平均值 0.20 零件方向 距离
4 横向 零件方向 纵向 0.275 0.000
0.15
平均值
0.10
0.05
0.00 横向 纵向 4 6
十八、二次DOE实验设计---结果分析
3 3 G802 7- 30 主效应图
数据平均值 0.30 0.25 0.20 零件方向 距离
十八、二次DOE实验设计---结果分析
3 3G3 80 2- 5 交互作用图
数据平均值 0.10
零件方向 横向 纵向
0.08
3 3G 3802 - 5 的立方图(数据平均值)
平均值
0.06
6
0.0
0.0
0.04
0.02
0.00 4 距离 6
距离
3 3 G3 802- 5 主效应图
数据平均值 零件方向 0.05 距离
因子 零件方向 因子水准 横向 4mm + 纵向 6mm
贴片与窃锡焊盘距离
十七、二次DOE实验设计---实验矩阵
零 件 方 向
横向 纵向
标 准 序 1 2
运 行 序 1 2
中 心 点 1 1
区 组 1 1
距 离 4 4
33T380213BY
33G8027-30
33G3802-5
11 0
20 3
4 0
十六、二次改善实验设计
通过DOE实验已可以确定设计方向,但在实际应用上需考虑以下情况:
1.PCB进行Layout设计时零件方向横向、纵向均可能存在,为不可控因 素,因此可能需对不同方向的零件设计不同的标准。 2.从实验结果分析可知贴片元件与窃锡焊盘的距离越大越好,但距离加 大对Layout设计的空间限制就更大,导致设计难度加大,有必要进行细 化分析。 综合以上情况,我们将窃锡焊盘大小定为2mm,将零件方向和距离做为 实验因子,二因子、两水准、22因子实验,因子和水准如下; 。
项
因子 A B C 名称 焊盘大小 零件方向 窃锡焊盘距离
柏拉图分析
★ 从Pareto Chart看:B为活跃 因子。
ABC C AC 0 5 10 标准化效应 15 20
十、DOE实验设计---结果分析3
88T353-15FVSC 主效应图
数据平均值
0.8 0.6 0.4 0.2
平均值
主效应分析
五、實驗輸出選擇
实验的输出定义为PIN零件脚过波峰焊良品情況。
具體輸出定義和控制因子如下:
因子(X):窃锡焊盘大小、 PIN零件方向,贴片与窃锡焊盘距离 产出(Y):波峰焊不良品率=波峰焊不良品(不良点数)/总实验点数,
故产出为望小特性。
用试验板设计,外形PCB尺寸:193*225 数量:160PCS ,零 件料号:88T35315FVSC,过波峰焊后,统计不良数据。
数据平均值
-1 1 2 6 1.0
焊盘大小
0.5
焊盘 大小 1 2
0.0 1.0
零件方向
0.5
零件 方向 -1 1
0.0
窃锡焊盘距离
交互作用分析
★ 从 Interaction Plot看,没有明显的交互作用。
十二、DOE实验设计---结果分析5
8 8T 35 3-15 F VS C 的立方图(数据平均值)
4
3
3
4
1
1
1
1
纵向
横向
6
6
0
3
0
1
0
0
十八、二次DOE实验设计---结果分析
33 T38 02 13 BY 交互作用图
数据平均值 0.30 0.25 0.20
零件方向 横向 纵向
平均值
0.15 0.10
0.075
3 3 T 3 8 0 2 1 3 B Y 的立方图(数据平均值)
0.000
0.05 0.00 4 距离 6
5 4
7 8
1 1
1 1
2 1
横向 纵向
2 6
50 0
★ 上图为实验测试结果
八、DOE实验设计---结果分析1
标准化效应的正态图
(响应为 88T353-15FVSC ,Alpha = .05)
99
常态几率图分析
效应类型 不显著 显著
因子 A B C 名称 焊盘大小 零件方向 窃锡焊盘距离
95 90 80 70
B为活跃因子
★ 从Normal Probability Plot看,B 为 活跃因子。
百分比
60 50 40 30 20 10 5
B
1
-20
-15
-10
-5 标准化效应
0
5
九、DOE实验设计---结果分析2
标准化效应的 Pareto 图
(响应为 88T353-15FVSC ,Alpha = .05) 12.71 B A AB
量测
环境
方法
三、實驗因子及水准的選擇
深入的分析所有因素,成立TEAM研讨并得出影响最关键的几个因 素作为实验因子。三因子、两水准、23因子实验,因子和水准如下;
ቤተ መጻሕፍቲ ባይዱ
因子水准 因子 + 2mm 纵向 6mm
窃锡焊盘大小
零件方向
1mm 横向 2mm
贴片与窃锡焊盘距离
四、实验执行方式及图示
实验按照因子组合采用随机排列方式,将所有可能的组合整合在同一实验板 上,保证一次实验能包含所有组合以消除实验因子外因素的影响,降低实验 误差。
2.当零件以横向过炉时,窃锡焊盘与贴片元件距离的大小对短路不良的 影响明显,距离为6mm时不良较低,因此选择6mm作为标准执行。
二一、导入
综合DOE实验及二次验证实验分析,定立以下标准: 针对双面回流之TV 主板,窃锡焊盘由4mm改为2mm,当零 件以纵向过炉时窃锡焊盘与贴片元件距离需大于4mm,当零 件以横向过炉时窃 锡焊盘与贴片元件距离面大于6mm。
二二、导入案例
导入机种板号:715G3588-MOC-000-006K/1 导入元件点位:J801 J802 试跑数量:45PCS 不良率:0 J2C0 J2C1 J400
导入 点位
二三、财务效益
财务效益
财务效益=减少用锡面积×锡厚度X锡比重X 年生产数量×锡单价 = 168mmx0.25mm/1000x7.34g/cm3x 10000000x190元/kg/1000 =168mmx3486.5 =RMB¥58万
零件方向
焊盘大小
0.0 1 0.8 0.6 0.4 0.2 0.0 2 6 窃锡焊盘距离 2 -1 1
★ 从Main Effects Plot看,A、B对波 峰焊不良影响较大, C对其影响较小, 可列为Cost down改 善方向,其中以B 的影响最大。
十一、DOE实验设计---结果分析4
8 8 T 3 5 3 - 1 5 F V S C 交互作用图
七、DOE实验设计---实验结果
不良率 标准序 运行序 PtType 区组 焊盘大小 零件方向 焊盘距离(百分比) 1
2 6 8 3 7
1
2 3 4 5 6
1
1 1 1 1 1
1
1 1 1 1 1
1
1 2 2 1 2
横向
横向 横向 纵向 纵向 纵向
2
6 6 6 2 2
100
100 45 0 20 0
正态概率图
99 2
与拟合值
50 10 1 -5.0 -2.5 0.0 标准 化 残差 2.5 5.0
标准化残差
90
1 0 -1 -2 0.00 0.25 0.50 拟合值 0.75 1.00
满足常态分布
频率
百分比
直方图
4 2
与顺序
标准化残差
-2 -1 0 标准 化 残差 1 2
3 2 1 0
1 0 -1 -2 1 2 3 4 5 观测 值 顺序 6 7 8
一、问题描述
目前公司 TV 主板 、POWER板窃锡焊盘设定规格为 4MM,随着公 司导入氮气及炉后品质的提高,窃锡焊盘规格设定是否为最佳设计, 并不清楚。因此,特执行此试验加以验证。 LAYOUT加窃锡焊盘目的:防止PIN零件脚过波峰焊时短路 LAYOUT现状
窃锡焊盘 案例
二、實驗因子及水准的選擇
TV PCB窃锡焊盘 改善专案
FROM: RD-SMT陈宗锋 TV-IE王渊福 辅导老师:郭孟潮 DATE: Sep.-15-09