EN15614-1-PPT精品文档
焊接工艺评定及工作试件精品文档
7 、试件的检验及评定
• 7.1 检验的范围 检验既包括无损检验(DNT)及破坏性检验,检验应符合表1
的要求。
执行标准可指定额外的试验,例如:
——焊缝纵向拉伸试验; ——焊缝金属弯曲试验或特殊焊缝金属弯曲 试 验,以测量延伸率; ——拉伸试验,用于0.2%屈服强度和(或) 延伸 率的测定; ——化学成分分析; ——十字接头的评定。
程序规范——第品1部质协分会(:www电.Pin弧Zhi.焊org)(@yIhSj31O06 分15享609-1:2004)
2、 参考标准
EN ISO 15613金属材料焊接程序的规范与认可——基 于前产品焊接测试的认可(ISO 15613:2004)
ISO 4136 金属材料焊接的破坏性试验——横向拉伸试 验
• t 材料厚度
品质协会() @yhj3106 分享
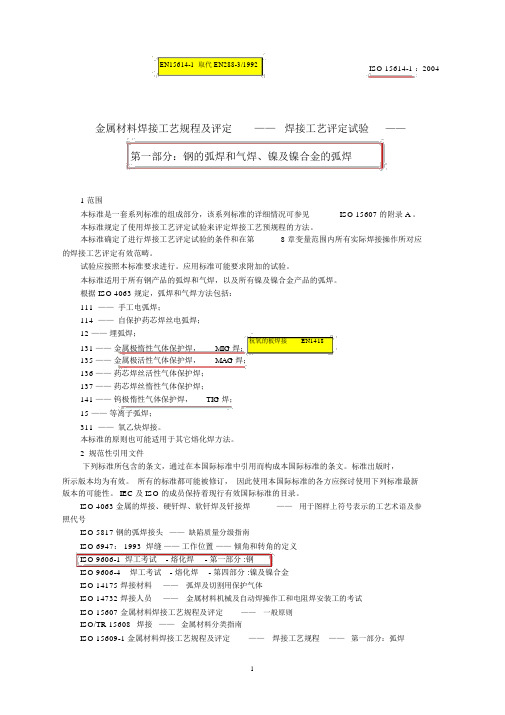
6.2.4 T型接头
试件按照图3准备。
可以用于全焊透的对接接头或角接接头。
图3 T型接头试样
注:
1焊接一面或者两面,按照 预焊接工艺规范(pWPS) 制备和清理焊接接头
a 最小值150mm b 最小值300mm t 材料厚度
试样和对接接头横向拉伸试验按照ISO 4136规定执行。
对外径大于50mm的管材,应该打磨管材 内外两侧的焊缝超高金属,使试样厚度与管 壁厚度相等。
对于小于等于50mm的管材,当使用全截 面小直径管材时,管材内表面的超高焊缝金 属可以保留不打磨。
品质协会() @yhj3106 分享
品质协会() @yhj3106 分享
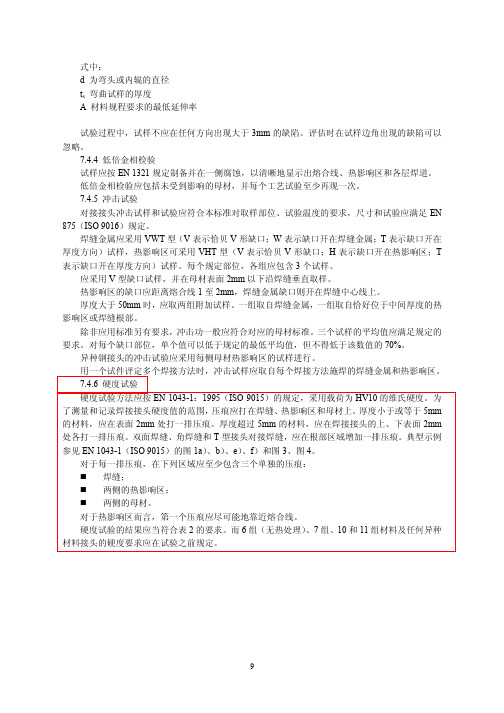
图8 管材支管连接或角焊的试样选取区域
注: α 分支角度 在A、A1、B和B1位置选取宏观试样 在A位置选取微观试样
EN60745-1中文版手持电动工具标准-安全 第一部分
目录1.范围2.参考标准3.定义4.一般要求5.试验的一般事项6.环境要求7.分类8.名牌与说明书9.防触电10.启动11.输入功率与电流12.温升测试13.泄漏电流14.防潮15.电气强度16.变压器及相关电路的过载保护17.耐久测试18.不正当操作19.机械危险20.机械强度21.结构22.内部导线23.元器件24.电源连接和外部柔性电缆/导线25.外部导体的接线端子26.接地保护27.螺纹和连接28.爬电距离、电气间隙和绝缘穿通距离29.防热、防火、防漏电起痕30.防锈31.辐射、毒性和相关危害附录A: 爬电距离和电气间隙的测量附录B: 电机与电源不隔离以及基本绝缘不用作额定电压保护的工具附录C: 泄漏电流的测量电路附录D: 燃烧试验附录E: 灼热丝试验附录F: 针焰试验附录G: 防漏电起痕试验附录H: 空白附录I : 开关附录J: 测试条款29试验的选择和顺序参考书目图一:标准试验触指图二:测试探针图三:单相连接或可由单相电源供电的三相连接的II类工具在工作温度下的泄漏电流测量连接图图四:三相连接工具在工作温度下的泄漏电流测量连接图图五:球压试验器允许的机构图六:电缆固定示意图图七:试验手指甲图八:接地端子部件的形式图九:弯曲试验装置图Z1:测试台图Z2:电动工具及麦克风在半球形/圆柱形试验表面位置图A.1a-平行边和V形槽时电气间隙的测量图A.1b-有肋和未粘紧缝隙时电气间隙的测量图A.1c-未粘紧缝隙和发散边沟槽时电气间隙的测量图A.1d-螺钉与凹壁时的电气间隙的测量图B.1-缺陷模拟图C.1-泄漏电流测试电路表1-最高温升值表2-试验电压表3-线圈的最高温度表4-冲击能量表5-测试扭矩表6-电源线的最小截面积表7-拉力和扭力值表8-电缆线或软线的标称截面积标9-螺钉和螺帽的测试扭矩表10-最小爬电距离和电气间隙(mm)1.范围1.1 本欧洲标准涉及手持式马达驱动工具或磁力驱动的电动工具,工具的额定电压对于单相交流或直流工具不超过250V,对于三相交流工具不超过440V。
最新EN15614-1汇总

All rights reserved BV I&F China
11
欧洲相关焊接标准
►ISO 15608 材料分组
基于化学成分和最小屈服强度。 钢分组为1-11组
欧洲材料分组:ISO/TR 20172 美国,日本 材料分组:ISO/TR 20173 练习:
材料1:16MnR,Q235B
材料2:SA516 GR70, SA105
All rights reserved BV I&F China
20
EN 15614-1
► 支管连接 a: min 150mm 适用于全焊透的接头(骑座式、插入式或全插入式)或角焊缝
All rights reserved BV I&F China
ISO 15613: 基于预生产焊接试验。唯一可靠的评定方法。电弧焊,气焊,电子束焊,激光焊, 电阻焊.
All rights reserved BV I&F China
2
欧洲相关焊接标准
►ISO 15607 金属材料焊接工艺及评定-通则
与焊接工艺及评定相关的标准细节
All rights reserved BV I&F China
ISO 15610: 基于试验焊接材料。适用于一些材料了,对热影响区没有显著影 响,电弧焊,气焊。
ISO 15611: 基于以前焊接经验。适用于以前大量的可比较的项目,接头和材料。 电弧焊,气焊,电子束焊,激光焊,电阻焊
ISO 15612: 类似焊接工艺试验。但标准焊接工艺需得到检验人员和检验机构热认可。
13
欧洲相关焊接标准
►NDT 相关标准
VT: EN970, ISO 5817 PT: EN571-1, EN1289 MT: EN1290 (ISO 17638), EN1291 (ISO 23278) RT: EN1435, EN12517 UT: EN1714,EN1712
ISO15614

IIW Authorised Training Body
5. 焊接工艺试验
试件的焊接和试验应符合第六条和第七条。 按照本标准完成焊接工艺试验的焊工或焊接操 作工,在有关试验要求一致时,也取得EN ISO 9606-1,-2,-4 或者ISO 14732 的适当部分的资格 认可。
IIW Authorised Training Body
IIW Authorised Training Body
1 范围
本标准规定了利用焊接工艺性试验评定预焊接 工艺规范的方法。 本标准属于标准系中的一部分,附录A EN ISO 15607:2003 中规定了该标准系的细节。 本标准规定了焊接工艺试验的完成条件,并规 定了在第八条所列范围内所有实际焊接操作中焊接 工艺的资格范围。
图2 全熔透管对接焊缝试件
IIW Authorised Training Body
6.3 试件的焊接 应按照pWPS在试件所代表的产品焊接条件下, 制备并焊接试件。试件的焊接位置、倾角和转角范 围应符合EN ISO 6947。 如定位焊缝最终熔入接头,应在试件中包含这 些定位焊缝。 试件的焊接和试验应在考官或考试机构的见证 下进行。
6. 试件
6.1 一般原则 应按照6.2 中的说明,制作一个或若干个试件 来表示与生产过程中所用焊接工艺有关的焊接接头。 如果制品或接头的几何要求不能代表本标准所示的 标准试件,应采用EN ISO 15613标准评定。
IIW Authorised Training Body
6.2 试件形状和尺寸 6.2.1 一般原则 试件的长度或者个数应该足以完成所要求的全 部试验。 可制备若干附加试件或大于最小尺寸的试件, 以便附加试验时使用或作为重新试验的试样(参见 7.6)。 除支管连接(参见图4)和T型接头(参见图3) 之外的所有板材和管材试件,其材料的厚度t均应 相同。 如果应用标准有要求,则应在试件上标明工作 方向,例如,挤压方向;如果做缺口在热影响区上 的冲击试验时应在试件上标明板材的轧制方向。
EN 15614-1
16
EN 15614-1
冲击试验-EN 875
1 冲击试样:夏比V形缺口 2 符合对应的母材要求 3 单个值可以低于规定的平均值,但不得低于该数值的70% 4 焊缝厚度大于50mm时,应取两组附加冲击试样 5 异种材料接头,冲击应采用每侧母材的HAZ试样进行 6 接头采用多种焊接方法时,每种焊接方法的HAZ和焊缝金属都应进行冲击试验
All rights reserved BV I&F China
32
EN 15614-1
预热温度
层间温度
All rights reserved BV I&F China
33
EN 15614-1
除氢后热
焊后热处理
All rights reserved BV I&F China
34
EN 15614-1
27
EN 15614-1
焊接位置
任一位置可以覆盖所有位置,但PG 和J-L045除外 当有冲击和硬度要求时,冲击试样应取自热输入最高的部位;硬度试样取自热 输入最低的部位
All rights reserved BV I&F China
28
EN 15614-1
接头/焊缝类型
All rights reserved BV I&F China
弯曲试验-EN910
1 弯曲直径4t,180度; 2 厚度大于等于12mm时,可用侧弯代替面弯和背弯 接受准则:任何方向的单个缺陷不超过3mm
All rights reserved BV I&F China
15
EN15614-1
宏观金相-EN1321
接受准则-ISO 5817 B 级
ISO 15614-1(C)
英国标准BS EN ISO15614-1:2004金属材料焊接程序规范和技术指标-焊接程序试验第1部分:钢电弧焊和气焊以及镍和镍合金电弧焊欧洲标准EN ISO15614-1:2004可以作为英国标准ICS 25.160.10国家标准前言本英国标准是EN ISO 15614-1:2004标准正式的英文版。
等同于ISO 15614-1:2004。
取代已经取消的标准BS EN 288-3:1992。
英国委托技术委员会WEE/36参加本标准的起草,焊接程序和焊接机的批准试验,负责:-帮助咨询者理解本标准;-向负责的国际/欧洲委员会就有关解释或改动目的的询问进行介绍,随时通知英国的有关部门;-监控相关的国际和欧洲研制成果并在英国发布。
可以向其秘书处索取该委员会组织列表。
参照在英国标准协会目录下标题为“国际标准对应索引”一段或利用“搜索”引擎在英国标准协会电子目录或在线英国标准内可以找到本文件参照的执行国际或欧洲出版物的英国标准。
本出版物不包括所有必要的合同条款。
用户应对本标准的正确使用负责。
符合英国标准本身并不意味着免除法律义务。
页面简介本标准包括一页封面,内封面,EN ISO标题页,第2到33页和封底。
本标准说明的英国标准协会版权声明指最新版本。
出版以来颁布的修订修订号日期评论本英国标准是在2004年6月22日在标准政策和策略委员会的授权下发行的。
欧洲标准EN ISO 15614-12004年6月ICS 25.160.10英文版金属材料焊接程序规范和技术条件-焊接程序试验-第1部分:钢的电弧焊和气焊以及镍和镍合金电弧焊(ISO15614-1:2004)本欧洲标准于2003年5月7日经过欧洲标准委员会的批准。
目录前言本标准(EN ISO 15614-1:2004)由技术委员会CEN/TC 121 “焊接”起草,该委员会秘书处由丹麦标准控制,与技术委员会ISO/TC 44“焊接和联合处理”合作。
本欧洲标准应通过发表相同的文本或批准的方式最迟在2004年12月前成为国家标准,2004年12月前任何与之冲突的国家标准都应取消。
ISO15614-1-2017中文版

8.4.3 Type of joint/weld(接头/焊缝种类) 8.4.4 Filler material, manufacturer/trade name, designation(填料,制造商/商品名称) 8.4.5 Filler material size(填料材料尺寸) 8.4.6 Type of current(电流种类) 8.4.7 Heat input (arc energy) (热输出【电弧能量】 ) 8.4.8 Preheat temperature(预热温度) 8.4.9 Interpass temperature(道间温度) 8.4.10 Post-heating for hydrogen release(除氢后热) 8.4.11 Heat-treatment(热处理) 8.5 Specific to processes(具体过程) 8.5.1 Submerged arc welding (process 12)(埋弧焊) 8.5.2 Gas-shielded metal arc welding (process 13)(气体保护金属电弧焊) 8.5.3 Gas-shielded arc welding with non-consumable electrode (process 14)(气体保护金属电弧焊与非消耗性电极) 8.5.4 Plasma arc welding (process 15)(等离子弧焊) 8.5.5 Oxy-acetylene welding (process 311)(氧乙炔焊接) 8.5.6 Backing gas(背面气体) 9 Welding procedure qualification record (WPQR)(焊接工艺品定报告) Annex A (normative) Filler material, designation(附录 A 填料 名称) Annex B (informative) Welding procedure qualification record form (WPQR)(附录 B WPQR) Bibliography(参考目录)
DIN EN ISO 15614-4 (en)

² (QWZXUI ²
Inhalt
Sห้องสมุดไป่ตู้ite
Vorwort........................................................................................................................................................................ 3 1 2 3 4 5 6 6.1 6.2 6.3 7 7.1 7.2 7.3 7.3.1 7.3.2 7.4 7.4.1 7.4.2 7.5 8 8.1 8.2 8.3 8.3.1 8.3.2 8.4 8.5 9 Anwendungsbereich..................................................................................................................................... 4 Normative Verweisungen ............................................................................................................................. 4 Begriffe........................................................................................................................................................... 5 Vorlä
欧盟焊接工艺评定
焊接工艺评定简介焊接工艺评定(Welding Procedure Qualification,简称WPQ) 为验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价。
焊接工艺评定目的1.评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头;2.验证施焊单位所拟订的焊接工艺规程(WPS或pWPS)是否正确。
3.为制定正式的焊接工艺指导书或焊接工艺卡提供可靠的技术依据。
欧盟焊接工艺评定适用范围1、适用于锅炉,压力容器,压力管道,桥梁,船舶,航天器,核能以及承重钢结构等钢制设备的制造、安装、检修工作;2、适用于气焊,焊条电弧焊,钨极氩弧焊,熔化极气体保护焊,埋弧焊,等离子弧焊,电渣焊等焊接方法。
欧盟焊接工艺评定标准EN ISO 15614-1:2004/A2:2012-钢、镍及镍合金的焊接工艺评定Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 1: Arc and gas welding of steelsEN ISO 15614-2:2005/AC:2009-铝及铝合金的焊接工艺评定Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 2: Arc welding of aluminium and its alloysEN ISO 15614-4:2005/AC:2007 -铸铁的焊接工艺评定Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 4: Finishing welding of aluminium castingsEN ISO 15614-5:2004 -钛/锆及其合金的焊接工艺评定Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 5: Arc welding of titanium, zirconium and their alloysEN ISO 15614-6:2006-铜及铜合金的焊接工艺评定Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 6: Arc and gas welding of copper and its alloysSpecification and qualification of welding procedures for metallic materials - Welding procedure test - Part 7: Overlay weldingEN ISO 15614-8:2002-金属材料焊接程序的规范和鉴定Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 8: Welding of tubes to tube-plate jointsEN ISO 15614-11:2002 -电子束/激光焊的焊接工艺评定Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 11: Electron and laser beam weldingEN ISO 15620:2000 -焊接.金属材料摩擦焊接Welding - Friction welding of metallic materials。
ISO 15614-1:2017(中文版)【国际标准】

欧标焊接工艺评定2017版本ContentsForeword(前言)Introduction(介绍)1Scope(范围)2Normative references(引用标准)3Terms and definitions(术语和定义)4Preliminary welding procedure specification(pWPS)(预焊接工艺规范)5Welding procedure test(焊接工艺性试验)6Test piece(试件)6.1General(总则)6.2Shape and dimensions of test pieces(试件行状和尺寸)6.2.1General(一般原则)6.2.2Butt joint in plate with full penetration(全焊透的板对接焊缝)6.2.3Butt joint in pipe with full penetration(全焊透的管对接焊缝)6.2.4T-join(T型接头)6.2.5Branch connection(支管连接)6.3Welding of test pieces(试件的焊接)7Examination and testing(试验和检验)7.1Type and extent of testing(试验内容和范围)7.2Location and taking of test specimens(试样的位置及截取)7.3Non-destructive testing(无损检测)7.4Destructive testing.(破坏性试验)7.4.1Transverse tensile test(横向拉伸试验)7.4.2Bend test(弯曲试验)7.4.3Macroscopic examination(低倍金相检验)7.4.4Impact testing(冲击试验)7.4.5Hardness testing(硬度试验)7.5Acceptance levels(合格等级)7.6Re-testing(复试)8Range of qualification(认可范围)8.1General(概述)8.2Related to the manufacturer(与制造商有关的条件)8.3Related to the parent material(与材料有关的条件)8.1.1Parent material grouping(母材类组)8.1.2Material thickness材料厚度8.3.3Diameter of pipes and branch connections(管道直径和分支连接)8.3.4Angle of branch connection(支管连接角度)8.4Common to all welding procedures(焊接工艺通用规则)8.4.1Welding processes(焊接方法)8.4.2Welding positions(焊接位置)©ISO2017–All rights reserved(翻译标准仅作为学术交流用,时间仓促,错误和不准确难免,请指正)8.4.3Type of joint/weld(接头/焊缝种类)8.4.4Filler material,manufacturer/trade name,designation(填料,制造商/商品名称)8.4.5Filler material size(填料材料尺寸)8.4.6Type of current(电流种类)8.4.7Heat input(arc energy)(热输出【电弧能量】)8.4.8Preheat temperature(预热温度)8.4.9Interpass temperature(道间温度)8.4.10Post-heating for hydrogen release(除氢后热)8.4.11Heat-treatment(热处理)8.5Specific to processes(具体过程)8.5.1Submerged arc welding(process12)(埋弧焊)8.5.2Gas-shielded metal arc welding(process13)(气体保护金属电弧焊)8.5.3Gas-shielded arc welding with non-consumable electrode(process14)(气体保护金属电弧焊与非消耗性电极)8.5.4Plasma arc welding(process15)(等离子弧焊)8.5.5Oxy-acetylene welding(process311)(氧乙炔焊接)8.5.6Backing gas(背面气体)9Welding procedure qualification record(WPQR)(焊接工艺品定报告)Annex A(normative)Filler material,designation(附录A填料名称)Annex B(informative)Welding procedure qualification record form(WPQR)(附录B WPQR)Bibliography(参考目录)©ISO2017–All rights reserved(翻译标准仅作为学术交流用,时间仓促,错误和不准确难免,请指正)Foreword(前言)ISO(the International Organization for Standardization)is a worldwide federation of national standards bodies(ISO member bodies).The work of preparing International Standards is normally carried out through ISO technical committees.Each member body interested in a subject for which a technical committee has been established has the right to be represented on that committee.International organizations,governmental and non-governmental,in liaison with ISO,also take part in the work.ISO collaborates closely with the International Electrotechnical Commission (IEC)on all matters of electrotechnical standardization.国际标准化组织(ISO)是国家标准机构(ISO成员机构)的国际联盟。
EN 15614-1

All rights reserved BV I&F China
3
欧洲相关焊接标准
►ISO 15607 金属材料焊接工艺及评定 通则 金属材料焊接工艺及评定-通则
与焊接工艺及评定相关的标准细节
All rights reserved BV I&F China
4
欧洲相关焊接标准
►ISO 15607 金属材料焊接工艺及评定 通则 金属材料焊接工艺及评定-通则
All rights reserved BV I&F China
24
EN 15614-1
► 无损检测
1. 无损检测应在试样切割前进行; 2. 如要求焊后热处理,无损检测应在热处理之后进行; 3.对氢致裂纹敏感的材料,不后热和热处理,应延迟在NDT; 4. VT EN 970 接受准则 ISO 5817 B级(焊缝金属过多,凸度过大,焊缝金属过大和塌陷,应为C级) 4 PT EN571-1 接受准则 5 MT EN1290 接受准则 6 UT EN 1714 接受准则 7 RT EN1435 接受准则
37
EN 15614-1
► 重要变素:
1 制造商 相同的技术和质量控制条件下,同一制造商的车间或现场
All rights reserved BV I&F China
38
EN 15614-1
► 母材-钢
超出覆盖范围,重新评定 如某钢种属于两个类组或分类组,算较低
All rights reserved BV I&F China
All rights reserved BV I&F China
22
EN 15614-1
► 试件的检验
All rights reserved BV I&F China
EN156141焊接工艺评定
EN15614-1 取代 EN288-3/1992ISO 15614-1 :2004金属材料焊接工艺规程及评定——焊接工艺评定试验——第一部分:钢的弧焊和气焊、镍及镍合金的弧焊1 范围本标准是一套系列标准的组成部分,该系列标准的详细情况可参见ISO 15607 的附录 A 。
本标准规定了使用焊接工艺评定试验来评定焊接工艺预规程的方法。
本标准确定了进行焊接工艺评定试验的条件和在第8 章变量范围内所有实际焊接操作所对应的焊接工艺评定有效范畴。
试验应按照本标准要求进行。
应用标准可能要求附加的试验。
本标准适用于所有钢产品的弧焊和气焊,以及所有镍及镍合金产品的弧焊。
根据 ISO 4063 规定,弧焊和气焊方法包括:111——手工电弧焊;114——自保护药芯焊丝电弧焊;12 ——埋弧焊;杭氧的板焊接EN1418131 ——金属极惰性气体保护焊,MIG 焊;135 ——金属极活性气体保护焊,MAG 焊;136 ——药芯焊丝活性气体保护焊;137 ——药芯焊丝惰性气体保护焊;141 ——钨极惰性气体保护焊,TIG 焊;15 ——等离子弧焊;311——氧乙炔焊接。
本标准的原则也可能适用于其它熔化焊方法。
2规范性引用文件下列标准所包含的条文,通过在本国际标准中引用而构成本国际标准的条文。
标准出版时,所示版本均为有效。
所有的标准都可能被修订,因此使用本国际标准的各方应探讨使用下列标准最新版本的可能性。
IEC 及 ISO 的成员保持着现行有效国际标准的目录。
ISO 4063 金属的焊接、硬钎焊、软钎焊及钎接焊——用于图样上符号表示的工艺术语及参照代号ISO 5817 钢的弧焊接头——缺陷质量分级指南ISO 6947: 1993 焊缝——工作位置——倾角和转角的定义ISO 9606-1 焊工考试- 熔化焊- 第一部分 :钢ISO 9606-4焊工考试- 熔化焊- 第四部分 :镍及镍合金ISO 14175 焊接材料——弧焊及切割用保护气体ISO 14732 焊接人员——金属材料机械及自动焊操作工和电阻焊安装工的考试ISO 15607 金属材料焊接工艺规程及评定——一般原则ISO/TR 15608焊接——金属材料分类指南ISO 15609-1 金属材料焊接工艺规程及评定——焊接工艺规程——第一部分:弧焊ISO 15609-2 金属材料焊接工艺规程及评定——焊接工艺规程——第二部分:气焊ISO 15613 金属材料焊接工艺规程及评定——基于预生产试验的评定EN 571-1 无损检验——渗透检验——第一部分:一般原则EN 875金属材料焊缝的破坏性试验——冲击试验——试样部位、缺口方向及试验EN 895金属材料焊缝的破坏性试验——横向拉伸试验EN 910金属材料焊缝的破坏性试验——弯曲试验EN 970:1997 熔化焊焊缝的无损检验——外观检验EN 1011-1 焊接——金属材料焊接推荐工艺——第一部分:弧焊的一般原则EN 1043-1 金属材料焊缝的破坏性试验——硬度试验——第一部分:弧焊接头的硬度试验EN 1290焊缝的无损检验——焊缝的磁粉检验EN 1321金属材料焊缝的破坏性试验——焊缝的宏观和显微金相检验EN 1435焊缝的无损检验——焊接接头的射线探伤EN 1714焊缝的无损检验——焊接接头的超声波探伤EN 12062焊缝的无损检测——金属材料的一般原则3术语和定义出于本标准的目的,采用了ISO 15607 中的术语和定义。
硬度实验EN15614-1焊接工艺评定
式中:d 为弯头或内辊的直径t s弯曲试样的厚度A 材料规程要求的最低延伸率试验过程中,试样不应在任何方向出现大于3mm的缺陷。
评估时在试样边角出现的缺陷可以忽略。
7.4.4 低倍金相检验试样应按EN 1321规定制备并在一侧腐蚀,以清晰地显示出熔合线、热影响区和各层焊道。
低倍金相检验应包括未受到影响的母材,并每个工艺试验至少再现一次。
7.4.5 冲击试验对接接头冲击试样和试验应符合本标准对取样部位、试验温度的要求,尺寸和试验应满足EN 875(ISO 9016)规定。
焊缝金属应采用VWT型(V表示恰贝V形缺口;W表示缺口开在焊缝金属;T表示缺口开在厚度方向)试样,热影响区可采用VHT型(V表示恰贝V形缺口;H表示缺口开在热影响区;T 表示缺口开在厚度方向)试样。
每个规定部位,各组应包含3个试样。
应采用V型缺口试样,并在母材表面2mm以下沿焊缝垂直取样。
热影响区的缺口应距离熔合线1至2mm,焊缝金属缺口则开在焊缝中心线上。
厚度大于50mm时,应取两组附加试样。
一组取自焊缝金属,一组取自恰好位于中间厚度的热影响区或焊缝根部。
除非应用标准另有要求,冲击功一般应符合对应的母材标准。
三个试样的平均值应满足规定的要求。
对每个缺口部位,单个值可以低于规定的最低平均值,但不得低于该数值的70%。
异种钢接头的冲击试验应采用每侧母材热影响区的试样进行。
用一个试件评定多个焊接方法时,冲击试样应取自每个焊接方法施焊的焊缝金属和热影响区。
7.4.6 硬度试验硬度试验方法应按EN 1043-1:1995(ISO 9015)的规定,采用载荷为HV10的维氏硬度。
为了测量和记录焊接接头硬度值的范围,压痕应打在焊缝、热影响区和母材上。
厚度小于或等于5mm 的材料,应在表面2mm处打一排压痕。
厚度超过5mm的材料,应在焊接接头的上、下表面2mm 处各打一排压痕。
双面焊缝、角焊缝和T型接头对接焊缝,应在根部区域增加一排压痕。
典型示例参见EN 1043-1(ISO 9015)的图1a)、b)、e)、f)和图3、图4。
焊接工艺评定及工作试件讲课文档

第三十四页,共115页。
7.5 评定ቤተ መጻሕፍቲ ባይዱ级
当检验结果符合EN 30042标准评定级 别B级时,该焊接工艺可被认可,对于以 下四种缺陷采用C级:
焊缝余高过高(对接接头)、焊缝太凸 (角焊缝)、角焊缝喉高过大、角焊熔 深过大。
在ISO 17635中给出了ISO 10042的评定 级别和各无损检测(NDT)缺陷等级之间的
第四页,共115页。
2、 参考标准
下列参考标准对于本标准的应用而言是不可缺少的。对 于有日期的参考标准而言,只能引用列出的版本,对于 无日期的参考标准而言,参考最新的标准(包括任何修 正)。
EN515 铝和铝合金——锻造产品——回火命名 EN571-1无损检测——渗透检测——第1部分:总则 EN 1714 焊接无损检测——焊接接头的超声波检测 EN ISO 6947 焊缝——工作位置——斜坡和旋转的角度定
• 2 焊接方向
• 3 采样区域:-1个拉伸试样
•
-弯曲试样或断裂试样
• 4 采样区域:-如果需要,额外试样 取样区
• 5 采样区域:-1个拉伸试样
•
-弯曲试样或断裂试样
• 6 采样区域:-1个宏观试样
•
-1个微观试样
• 注意:本图没有按规定比例绘 制。
第二十三页,共115页。
图6 管材对接接头试样选取区域
义(ISO6947:1993) EN 9606-2 焊接人员认证测试——熔化焊——第2部分:铝
及铝合金(ISO 9606-2:2004) EN ISO 15607:2003 金属材料焊接程序的规范与认可——总
则(ISO 15607:2003) EN 15609-1金属材料焊接程序的规范与认可——焊接程序
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.代替了EN288-3. 2.焊接术语和编号按ISO 4063 2.需要pWPS, 按ISO15609-1, ISO15609-2;
3.试验合格后,焊工将取得焊工资格; EN287-1, ISO9606-4, EN1418.
4.焊接试验,应有考官或考试机构见证。见证焊接、见证试验。
All rights reserved BV I&F China
►NDT 相关标准
VT: EN970, ISO 5817 PT: EN571-1, EN1289 MT: EN1290 (ISO 17638), EN1291 (ISO 23278) RT: EN1435, EN12517 UT: EN1714,EN1712
பைடு நூலகம்
All rights reserved BV I&F China
17
EN 15614-1
► 试件-一般原则
1.应保证足够的取样要求,及可能的复试要求; 2.厚度t, 没有ASME中的T。对板及管对接,一般t 同板厚; 3.对支管连接,管径、角度有限制;
All rights reserved BV I&F China
18
EN 15614-1
► 试件准备-形状和尺寸
►ISO 6947 焊接位置
All rights reserved BV I&F China
10
欧洲相关焊接标准
►ISO 6947 焊接位置
All rights reserved BV I&F China
11
欧洲相关焊接标准
► 焊接气体-ISO 14175
例: 1) 100% Ar – ISO14175 I1 2) 80% Ar +20% CO2 – ISO14175 M21
All rights reserved BV I&F China
13
欧洲相关焊接标准
►ISO 5817 ,钢,镍,钛及其合金熔焊接头质量等级
外观:一般采用C级,其它采用B级。
分为外部缺陷,内部缺陷。
与EN 12062的等同关系。
All rights reserved BV I&F China
14
欧洲相关焊接标准
All rights reserved BV I&F China
7
欧洲相关焊接标准
►ISO 6947 焊接位置
All rights reserved BV I&F China
8
欧洲相关焊接标准
►ISO 6947 焊接位置
All rights reserved BV I&F China
9
欧洲相关焊接标准
4
欧洲相关焊接标准
►ISO 15607 金属材料焊接工艺及评定-通则
焊接工艺评定-不同阶段
All rights reserved BV I&F China
5
欧洲相关焊接标准
►ISO 15607 金属材料焊接工艺及评定-通则
焊接工艺产生及评定流程:ISO 15607附录C
All rights reserved BV I&F China
All rights reserved BV I&F China
12
欧洲相关焊接标准
►ISO 15608 材料分组
基于化学成分和最小屈服强度。 钢分组为1-11组
欧洲材料分组:ISO/TR 20192
美国,日本 材料分组:ISO/TR 20193 练习: 材料1:16MnR,Q235B
材料2:SA516 GR70, SA105
ISO 15614-1 焊接工艺评定 及相关欧洲焊接标准
Timothy Chen/陈登汉 Bureau Veritas I&F SH
欧洲相关焊接标准
►ISO 15607 金属材料焊接工艺及评定-通则
焊接工艺编制:
ISO 15609-1: 焊接工艺规程-第1部分: 电弧焊
ISO 15609-2: 焊接工艺规程-第2部分: 气焊 ISO 15609-3: 焊接工艺规程-第3部分: 电子束焊 ISO 15609-4: 焊接工艺规程-第4部分: 激光焊 ISO 15609-5: 焊接工艺规程-第1部分: 电阻焊 特殊: ISO 14555: 螺栓焊 ISO 15620: 摩擦焊
ISO 15613: 基于预生产焊接试验。唯一可靠的评定方法。电弧焊,气焊,电子束焊,激光焊,
电阻焊.
All rights reserved BV I&F China
3
欧洲相关焊接标准
►ISO 15607 金属材料焊接工艺及评定-通则
与焊接工艺及评定相关的标准细节
All rights reserved BV I&F China
全焊透板材对接 a: min 150mm b: min 350mm
All rights reserved BV I&F China
All rights reserved BV I&F China
2
欧洲相关焊接标准
► ISO 15607 金属材料焊接工艺及评定-通则
焊接工艺评定方法: ISO 15614: 基于焊接工艺试验。一般都适用,电弧焊,气焊,电子束焊,激光焊,电阻焊.
特殊按ISO 14555;ISO 15620。
ISO 15610: 基于试验焊接材料。适用于一些材料了,对热影响区没有显著影 响,电弧焊,气焊。 ISO 15611: 基于以前焊接经验。适用于以前大量的可比较的项目,接头和材料。 电弧焊,气焊,电子束焊,激光焊,电阻焊 ISO 15612: 类似焊接工艺试验。但标准焊接工艺需得到检验人员和检验机构热认可。
6
欧洲相关焊接标准
►ISO 4063 焊接及相关工艺方法术语和编号
编号方法:主组(1位数),组(2位数),分组(3位数), 例如:1:电弧焊; 11:无气体保护金属电弧焊;111:手工电弧焊
111:手工电弧焊(SMAW) 121:埋弧焊-单丝(SAW) 131:金属惰性气体保护焊(GMAW,MIG) 135:金属活性气体保护焊(GMAW,MAG) 136:药芯焊丝气体保护焊(活性气体)(FCAW) 141:钨极惰性气体保护焊(GTAW,TIG)
15
欧洲相关焊接标准
►破坏性实验 相关标准
拉伸: EN895 冷弯: EN910 冲击: EN875 宏观: EN1321 断裂: EN1320 硬度: EN1043-1
All rights reserved BV I&F China
16
EN 15614-1
► 15614-1: 钢的电弧焊和气焊及镍和镍合金的电弧焊