课程名称:特种加工技术-7页文档资料
特种加工技术课程简介

《特种加工技术》课程简介特种加工技术是指传统的机械切削加工方法以外的特种加工方法,主要有电火花加工、电火花线切割加工、激光加工、电化学加工、电子束、离子束加工、超声波加工等,本课程主要讲授特种加工方法的原理、特点及生产工艺。
Brief Description of Non-traditional Machining Technology Course No.: S4080310Course Title: Non-traditional Machining TechnologyOverall Class Hour: 30,Lecture Hour: 26,Experiment Class Hour: 4,Computer Class Hour:Exercise Class Hour:Credit: 2Course Offered by: Department of Mechanical Manufacturing andAutomationObject of Teaching: Students, Major in Mechanical Manufacturing andAutomationPrerequisite Course: ElectrotechnicsⅠ,Electronic TechnologyⅠ,Theory of mechanicsMechanical Design,Foundation of Mechanical Manufacturing,Automatic Control TheoryTime of the Course Offered: 7th SemesterTeaching material and references:Teaching material: Liu JinChun, Zhao Jiaqi, Zhao Wansheng.Non-traditional Machining, 4th edition. ChinaMechanical Press (CMP), 2004 (In Chinese) Reference: Jin Qingtong. Non-traditional Machining. AviationIndustry Press, 1988 (In Chinese)Course Brief Description:This course takes non-traditional machining (NTM) as main contentsexcept the methods of conventional mechanical cutting. The key contents include appearance and development of NTM, characteristic and classification of NTM, NTM affections on machinability of material and processing property of structure, basic principle and classification of electrical discharge machining (EDM), mechanism of EDM, basic law of EDM, pulse generator of EDM, automatic feeding and backward going system, machine tool and process of EDM, principle and characteristic of wire electrical discharge machining (WEDM), programming of WEDM, influencing factors of WEDM processing, and technics and application of WEDM. In this course, the following contents should be contained also, principle and classification of electrochemical machining (ECM), processing and characteristic of electrolytic machining, electrolytic machining with mixed gas, technics and application of electrolytic, electrochemical grinding, electroforming and electro-brush plating, principle and application of laser beam machining (LBM), principle and application of ultrasonic machining, and brief introduction of abrasive flow machining (AFM), water jet cutting (WJC), magnetic abrasive machining (MAM), chemical machining (CHM) and micro machining.。
特种加工技术课程标准

《特种加工技术》课程标准课程名称:《特种加工技术》课程性质:职业能力必修课学分:2.5计划学时:44适用专业:模具设计与制造1.前言1.1课程定位《特种加工技术》是模具设计与制造专业的职业能力必修课。
是在学生掌握了机械加工基本知识、普通金工操作基本技能的基础上,为培养学生的模具制造特种加工专业技能而开设的,主要包括电火花成型加工和电火花线切割加工技术。
其目的是为今后实际工作中解决模具加工特殊工艺问题和困难工艺问题打下基础。
1.2设计思路鉴于该课程实践性强的特点,且属于模具专业制造工艺技能核心课程,为实现学生掌握模具制造电火花成型加工和电火花线切割加工编程能力和操作技能的培养目标,参照人才培养规划对课程的总体要求,本课程的总体设计思路为,以模具制造工艺中解决困难和特殊加工工艺问题的特种加工技术为内容,主要是电火花成型加工和电火花线切割加工。
以单元项目的方式讲授加工原理基础;程序编制;加工执行;安全操作要领等,培养学生的加工程序编制能力和加工安全操作的执行能力。
教学内容及教学方法的设计围绕电火花成型加工和电火花线切割加工为课程的主要内容。
按学生的认知特点,采用“认识—理论—实践”来组织教学,将职业岗位要求的知识和技能融入到课程的教学体系中,突出动手能力的培养,程序编制和加工操作教学在模具零件特种加工实例中进行,辅以一定加工实况录象和动画模拟,以及生产现场观摩的教学方法。
2.课程目标2.1总体目标通过本课程的学习,使学生理解电火花加工机床和电火花线切割加工机床的结构和工作原理,获得电火花成型加工和电火花线切割加工的编程和加工操作技能,掌握特种加工工艺技术在生产实际中的应用技能,具有应用特种加工技术解决模具零件加工工艺问题的能力本课程的总体目标:(1)能够操作电火花加工加工机床。
(2)掌握电火花成型加工的方法和找正、定位、放电参数选择等基本操作技能。
(3)能够操作电火花线切割加工机床。
(4)掌握电火花线切割加工技术和钼丝上丝、找正、定位、放电参数选择等基本操作技能。
特种加工技术

本课程授课说明:特种加工技术涉及的面很宽,依据教学大纲,从授课课时和实际应用的角度出发,主要分八个部分讲授。
分别是: 1、特种加工概论;2、电火花加工;3、电火花线切割加工;4、电化学加工;5、激光加工;6、电子束和离子束加工7、超声加工;8、其它特种加工。
每一部分内容都讲授其加工原理、加工机理、加工过程及设备组成等内容,并配以录象或动画演示等。
第一章概论生产和科技水平发展到现在的水平,对于难加工的材料、难加工的复杂形状该怎么办呢? 特种加工是指除常规切削加工以外的新的加工方法,这种加工方法利用电、磁、声、光、化学等能量或其各种组合作用在工件的被加工部位上,实现对材料的去除、变形、改变性能和镀覆,从而达到对难加工的材料、难加工的复杂形状加工目的。
第一节特种加工概述一、特种加工的产生现代工业对机械制造部门提出了新的要求:1)解决各种难切削材料的加工问题如硬质合金、耐热钢、不锈钢等金属及非金属材料的加工。
2)解决各种特殊复杂表面的加工问题如螺旋推进器叶片,它的结构、重量直接影响飞行器的飞行质量,形状复杂,难以常规方法加工。
3)解决各种超精、光整或具有特殊要求的零件的加工问题。
发展历史:1943年,前苏联拉扎林柯夫妇,在做开关触点研究时,遭受了火花放电腐蚀损坏,发现电火花瞬时高温可熔掉金属,开创和发明了电火花加工方法,这种加工方法是“以柔克刚”典型实例。
随着生产的发展和科学实验的需要,很多工业部门,尤其是国防工业部门要求尖端科学技术产品向高精度、高速度、高温、高压、大功率和小型化等方向发展,它们所用的材料愈来愈难加工,零件形状要求愈来愈复杂,表面精度、粗糙度和某些特殊要求也愈来愈多。
此时,仅靠传统的切削加工方法就很难实现,特种加工就是在这种情况下产生和发展起来的。
我国的特种加工技术起步较早,如上世纪50年代的电火花穿孔机床和电火花表面强化机,中科院电工所、航空工业部625所、哈工大、大连工学院,复旦大学等单位,如雨后春笋一般,为电火花、线切割加工技术在我国迅速发展做出了重要贡献。
特种加工教学大纲
《特种加工》教学大纲修订单位:职教集团机电工程系执笔人:郑鲲鹏一、课程基本信息1.课程中文名称:特种加工2. 适用专业:机械设计制造及其自动化等专业3.总学时:42学时二、本课程在教学计划中的地位、作用和任务本课程为专业课,本课程的任务是使学生开阔工艺领域的眼界,开拓加工方法的思路,为选用新工艺及解决加工难题和改善工艺措施打下一定基础。
三、理论教学内容与教学基本要求项目一电火花加工断入工件的丝锥(4学时)了解电火花机床结构,掌握电火花加工原理,掌握极性效应和覆盖效应,掌握电火花加工安全操作规程。
项目二电火花加工校徽图案型腔(4学时)掌握电火花常用术语,掌握常用电极材料性能,掌握电火花加工的必备条件及工作液作用,掌握先粗后细的加工方法。
项目三电火花加工热流道模具热嘴孔锥面(6学时)掌握常用ISO代码,掌握电极的结构设计。
项目四孔形模具型腔的电火花加工(4学时)掌握电火花平动原理,掌握电火花加工条件的选用,掌握电火花加工工艺,掌握常见电火花加工方法。
项目五手机模具型腔的电火花加工(6学时)熟练掌握复杂电极的设计方法,熟练掌握电火花加工条件的选用,电极的精确定位方法。
项目六图案的线切割加工(4学时)掌握电火花线切割加工原理,了解电火花线切割机场结构,初步掌握线切割加工过程。
项目七切断车刀的线切割加工(4学时)掌握ISO代码和3B代码,电极丝的定位,电极丝垂直度的校正方法,电参数对线切割加工的影响。
项目八同心圆的线切工加工(6学时)掌握跳步加工方法,熟练阅读线切割ISO程序,熟练编制ISO程序,掌握非电参数对线切割加工的影响。
项目九精密零件的线切割加工(4学时)掌握多次切割理论,掌握电参数对线切割加工的影响,了解慢走丝线切割加工规律,了解慢走丝线切割加工技巧。
项目十落料凹模的线切割加工(4学时)掌握锥度线切割基本知识,了解上下异形等其他四轴联动线切割加工基本知识。
四、考核方式平时考核包括作业完成情况、出勤情况,实验完成情况及课堂积极性。
特种加工技术 教学大纲

编码:ME06050Code: ME06050课程名称:特种加工技术Course Title: Non-traditional ProcessingTechnology课程类别:专业选修Course category:Elective Courses in specialty学分:2Credit(s): 2开课单位:机械与运载工程学院Offering College/School: College ofMechanical & VehicleEngineering课程描述:特种加工技术是机械类专业本科生的一门专业选修课程。
通过本课程的教学,使学生在学习和掌握传统切削加工的基础上,对各种特种加工工艺的产生背景、基本原理、发展过程、加工特点和应用范围有一个初步的认识和了解,以拓宽学生的专业知识面。
通过本课程的学习,使学生能够根据具体的加工条件和加工要求,正确地选用各种特种加工方法。
Course Description:Non-traditional Processing Technology is a professional elective course for majors of mechanical engineering.The goal of this course is to help the students to grasp the traditional machining and to preliminarily recognize and understand the background, basic theories, development process, machining characteristic and applied range of all kinds of non-traditional machining technology. The aim is to broaden the students' professional knowledge. The students will be able to properly select a variety of special processing methods depending on the processing conditions and processing requirements through this course.课程内容(一)课程教学目标通过本课程的教学,使学生具备以下能力:1、具有解决一定复杂程度机械零件制造所需要的特种加工专业知识(如加工原理、加工特点、应用范围等)及其应用能力(毕业要求1.4)。
课程名称:特种加工技术-7页文档资料

课程名称:特种加工技术课程代码:3425第一部分课程性质与目标-、课程的性质与特点特种加工技术是将电、热、光、声、化学等能量或其组合施加到被加工的部位类去除材料的加工方法,也被称为非传统加工。
目前,特种加工技术被广泛的应用于加工各种高硬度、形状复杂、微细、精密的工件。
目前特种加工设备主要应用于模具加工,是模具制造的主要工艺技术手段。
本课程重点讲述墨迹加工中广泛应用的电火花及线切割加工的原理、工艺规律、设备操作及加工工艺等,课本中有很多实例,实践性强。
二、课程目标与基本要求设置本课程的目的是使学生了解除常规切削加工以外的新的加工方法,掌握常用的几种现代加工方法的特点和适用范围,重点掌握电火花加工和数控线切割加工的方法和使用。
通过本课程的学习,学生应掌握特种加工方法的特点和应用,掌握电火花加工和线性切割加工的特点,了解电化学加工技术、超声波加工技术、激光加工技术、化学加工技术以及电子束和离子束加工技术等特种加工方法,了解其基本原理、基本设备、工艺特点和适用范围。
三、与本专业其他课程的关系学习本课程的考生必须先掌握机械原理、机械制造的基本知识和数控技术的基本知识。
掌握本课程的相关知识为以后的专业课打下基础。
第二部分考核内容与考核目标第一章概论一、学习目的与要求了解特种加工的产生背景、特点、方法、分类、地位和作用。
二、考核知识点与考核目标(一)特种加工的概念(一般)识记:特种加工的概念(二)特种加工的特点及发展(次重点)识记:特种加工的发展过程及趋势理解:特种加工技术的特点、特种加工与机械加工比较的优缺点(三)特种加工的分类(一般)识记:特种加工的分类方法,可分为那些种类,各类加工方法的优点第二章电火花加工的基本原理及设备一、学习目的与要求通过本章的学习,学生要掌握电火花加工的物理本质,电火花加工与电工火花线切割加工的特点以及相应加工设备的结构。
二、考核知识点与考核目标(一)电火花加工的物理本质及特点(重点)理解:电火花加工的物理本质、电火花加工与电工火花线切割加工的异同点(二)电火花加工机床简介(重点)识记:机床型号、规格、分类理解:电火花加工机床结构及使用、电火花加工机床常见功能(三)电火花线切割加工机床简介(重点)识记:电火花线切割加工机床型号、分类理解:快走丝线切割机床结构、慢走丝线切割机床结构、线切割机床常见功能第三章电火花加工工艺规律一、学习目的与要求通过本章的学习,学生应掌握电火花加工过程中的影响因素及加工工艺规律。
特种加工技术课程设计

特种加工技术课程设计一、课程目标知识目标:1. 让学生掌握特种加工技术的概念、分类及应用范围;2. 使学生了解各类特种加工技术的原理、特点及适用场合;3. 引导学生了解特种加工技术在现代制造业中的地位和作用。
技能目标:1. 培养学生运用特种加工技术解决实际问题的能力;2. 提高学生分析和解决特种加工过程中出现的技术问题的能力;3. 培养学生运用所学知识进行创新设计的能力。
情感态度价值观目标:1. 培养学生对特种加工技术的兴趣和热情,激发其探索精神;2. 增强学生的团队合作意识,培养其在团队中发挥积极作用的能力;3. 引导学生认识到特种加工技术在国家经济发展和国防建设中的重要性,树立正确的价值观。
课程性质:本课程属于专业技术课程,旨在培养学生掌握特种加工技术的基本知识和技能,提高其在工程实践中的应用能力。
学生特点:学生具备一定的机械基础知识,具有较强的动手能力和学习兴趣,但对特种加工技术的了解有限。
教学要求:结合学生特点和课程性质,注重理论与实践相结合,充分调动学生的学习积极性,提高其分析问题和解决问题的能力。
通过课程学习,使学生能够达到上述具体的学习成果。
二、教学内容1. 特种加工技术概述:介绍特种加工技术的定义、分类、发展历程及应用领域,使学生对其有一个全面的认识。
教材章节:第一章 特种加工技术概述2. 电火花加工技术:讲解电火花加工原理、特点、设备及其在模具、航空航天等领域的应用。
教材章节:第二章 电火花加工3. 激光加工技术:阐述激光加工原理、分类、设备以及其在制造业、生物医疗等领域的应用。
教材章节:第三章 激光加工4. 电子束加工技术:介绍电子束加工的原理、特点、设备及其在微电子、航空航天等领域的应用。
教材章节:第四章 电子束加工5. 离子束加工技术:讲解离子束加工原理、分类、设备以及其在表面改性、半导体等领域的应用。
教材章节:第五章 离子束加工6. 超声波加工技术:阐述超声波加工原理、特点、设备及其在精密加工、医疗器械等领域的应用。
《特种加工》课件
05
特种加工技术的发
展趋势与展望
特种加工技术发展趋势
高能束流加工
随着激光、电子束、离子束等高能束流技术的不断发展,其在特种加工领域的应用越来越广泛。高能束流加工具有高 精度、高效率、非接触等优点,可应用于难加工材料的加工和微纳制造等领域。
超声加工与振动加工
超声加工和振动加工技术以其独特的加工原理和特点,在微细加工、表面处理等领域具有广泛的应用前景。通过优化 超声频率、振动幅度等参数,可进一步提高加工精度和效率。
特种加工工艺参数
04
与控制
电火花加工工艺参数与控制
要点一
总结词
要点二
详细描述
电火花加工是利用电火花放电产生的热量对金属进行加工 的一种工艺方法。
电火花加工工艺参数包括电极材料、工作液种类、电规准 选择、电极损耗、加工精度和表面粗糙度等。控制这些参 数可以提高加工效率、减小电极损耗、保证加工精度和表 面质量。
激光加工
总结词
利用激光的高能量密度对材料进行切割、打孔、焊接等加工
详细描述
激光加工是一种利用激光的高能量密度对材料进行切割、打孔、焊接等加工的方 法。由于激光的能量集中,可以在短时间内对材料进行高精度的加工,且加工速 度快、效率高。激光加工在微电子、光学、精密制造等领域应用广泛。
离子束加工
总结词
电化学加工与等离子体加工
电化学加工和等离子体加工技术以其环保、高效的特点,在模具制造、表面处理等领域得到广泛应用。 随着技术的不断进步,电化学加工和等离子体加工的加工精度和适用范围将得到进一步提升。
特种加工技术面临的挑战与机遇
技术更新换代
随着新材料、新工艺的不断涌现 ,特种加工技术面临着不断更新 换代的挑战。为了适应市场需求 和技术发展,需要不断进行技术 创新和研发。
特种加工技术资料

4.如何合理选择数控电火花成型加工的电加工工艺参数? A:粗加工时,应选用较大的加工电流和大的脉冲能量,可获得较高的材 料加工生产率。而精加工时,应选用较小的加工电流和小的单个脉冲能 量,可获得加工工件较低的表面粗糙度。
5.电火花线切割加工和电火花成型加工有哪些共性和不同点? A:本质是一样的,都属电加工一类。 放电介质不同:电火花成型用铜或者石墓电极,电极形状各异;线切割 用钼丝加工。
特种加工技术资料
更新时间:2014-9-9
特种加工技术包括电火花加工、电化学加工、高能束加工、等离子 弧加工、超声加工、化学加工等,与传统机械加工方法相比,其最大的 优点是加工材料范围广,可以加工任何强度、硬度、韧性、脆性的金属 或非金属材料。此外,利用特种加工技术还可解决各种特殊复杂表面及
超精、光精表面的加工问题。目前,特种加工技术已成为机械制造技术
中不可缺少的一个组成部分。
资讯: 1.国防科技大学成功研制磁流变、离子束两种超精抛光装备 2.电子束焊接成功运用于歼十制造
3.电火花成型电极设计
必答: 1.什么是特种加工技术? A:特种加工亦称“非传统加工”或“现代加工方法”,泛指用电能、热 能、光能、电化学能、化学能、声能及特殊机械能等能量达到去除或增
用途不同:电火花成型主要用于模具的型腔形状加工,线切割主要用于
轮廓切割加工。
6.激光加工装置有哪些部分组成?激光加工常用的激光器有哪些? A:激光加工的基本设备主要由激光器、电源、光学系统及机械系统等四 大部分组成。激光器是激光加工设备的重要组成部分,目前常用的激光 器按激活介质的种类可以分为固体激光器、气体激光器、半导体激光器
和液体激光器四类。而按激光器的工作方式又可大致分为连续激光器和
脉冲激光器两种。
第一节-特种加工技术

2.电火花加工的局限性:
(1)电火花加工生产效率低。 (2)被加工的工件只能是导体. (3)存在电极损耗,这就影响了成型精度。 (4)加工表面有变质层。 (5)加工过程必须在工作液中进行。电火花加工时 放电部位必须在工作液中,否则将引起异常放电。 (6)线切割加工有厚度极限。
60年代初,上海科学院电工研究所成功研制了我国第一台靠模仿形电 火花线切割 机床。随后又出现了具有我国特色的冷冲模工艺,即直接采用凸模打凹 模的方法,使凸凹模配合的均匀性得到了保证,大大简化了工艺过程。
60年代末,上海电表厂张维良工程师在阳极切割的基础上发明了我国 独有的高速走丝线切割机床。上海复旦大学研制出电火花线切割数控 系统。
电火花加工
一、加工原理
电火花加工是利用浸在工作液中的两极间脉冲放电时 产生的电蚀作用蚀除导电材料的特种加工方法,又称放电 加工或电蚀加工,英文简称EDM.
电火花加工的基本概念和特点
电火花加工的基本概念:
电火花加工又称放电加工(Electrical Discharge Machining 简称EMD)。它是在加工过程中,使工具和工件 之间不断产生脉冲性的火花放电,靠放电时产生的局部、瞬时 的高温将金属蚀除下来。这种利用火花放电产生的腐蚀现象 对金属材料进行加工的方法叫电火花加工。
国外电火花加工的发展
目前计算机技术广泛应用于工业领域,电火花加工实 现了数控化和无人化。美国、日本的一些电火花加工设 备生产公司依靠其精密机械制造的雄厚实力,通过两轴、 三轴和多轴数控系统、自动工具交换系统及采用多方向 伺服的平动、摇动方案,解决了电火花加工技术中一系列 实质性的问题。随着具有高精度、高刚度、高自动化、 高加工表面粗糙度的机床不断出现,使加工的功能及范围 不断扩大。如今,在国际上,电火花加工可以加工大至数十 吨重的模具和零件,小至只有几微米的微孔。
《特种加工技术》课程教学大纲

《特种加工技术》课程教学大纲英文名称:Technology of Special Machining课程类型:专业课学时/学分:40/2.5适用专业:数控应用技术(专科)一、课程性质、目的和任务性质:数控电火花线切割加工技术是高校工程专科数控加工技术专业所必修的一门专业课。
任务:1.初步掌握数控电火花线切割机床的结构与工作原理;2.熟悉数控电火花线切割加工的编程方法;3.初步掌握数控电火花线切割的加工工艺;4.熟悉数控电火花线切割机床的精度检验方法;5.熟悉CAXA数控电火花线切割加工的软件。
二、教学基本要求1.熟悉线切割加工的放电基本原理、走丝原理及X、Y坐标工作台运动原理,了解其特点和分类。
2.了解线切割加工的主要名词术语及安全技术规程。
3.了解线切割机床的使用规则及维护保养方法。
4.了解线切割机床的型号和主要技术参数。
5.了解线切割机床的各部分结构特点和工作原理。
6.初步掌握线切割基本编程方法。
7、了解线切割加工的步骤和要求。
8、基本掌握常用夹具和工件的正确装夹方法。
9、了解线切割工作液对工艺指标的影响。
10、熟悉电极丝对线切割工艺性能的影响。
11、熟悉穿丝孔加工及其影响。
12、初步掌握线切割工艺参数的选择;了解线切割加工产生废品的原因和预防方法。
13、基本掌握线切割加工的某些工艺技巧。
14、了解线切割机床的常用量具。
15、熟悉线切割机床的精度检验、数控精度检验及工作精度。
16、熟悉CAXA数控电火花线切割加工的软件。
三、课程内容第一章数控电火花线切割加工原理第二章数控电火花线切割机床第三章数控电火花线切割编程第四章数控电火花线切割工艺第五章数控电火花线切割机床的精度检验方法第六章CAXA数控电火花线切割加工四、实验1.线切割机床自动编程方法实验(4学时)2. 线切割机床加工参数关系实验(4学时)五、学时分配六、选用教材教材:《数控电火花线切割加工技术》 2000年2月第一版哈尔滨工业大学出版社参考教材:1.复旦大学主编,《数字程序控制线切割机床》,国防工业出版社2.王志尧,《电火花线切割工艺》,原子能出版社七、说明1.修订大纲的指导思想为适应国内外特种加工技术飞速发展的形势,其教学必须及时在体系和内容上加以更新,以便能适应培养高素质特种加工技术应用人才的需要。
《特种加工技术》教学大纲

《特种加工技术》课程教学大纲一、课程性质和任务:课程性质:《特种加工技术》是计算机辅助设计与制造、模具设计与制造专业开设的一门专业课。
课程任务:其任务是使学生掌握电火花加工技术的基本原理及电火花机床的基本操作,了解电化学加工、超声加工、激光加工、电子束和离子束加工等特种加工方法的基本原理主要特点和范围。
本课程的前期课程:《机械设计基础》、《数控机床的编程与加工》本课程的后续课程:《毕业顶岗实习》二、课程基本要求:通过本课程的教学,在理论知识和能力培养两方面要求学生达到下述目标:1.知识目标○1掌握电火花机床的基本原理、基本设备、工艺规律、主要特点和范围。
○2掌握电火花线切割机床的基本原理、基本设备、工艺规律、主要特点和范围。
○3了解其他特种加工的基本原理及主要特点。
2.技能目标○1能够独立操作电火花机床加工常见工件;○2能够独立操作电火花线切割机床加工常见工件;○3能够正确分析电火花、电火花线切割加工中的常见故障。
3.职业素质目标①严格遵守操作规程;②保持工作环境整洁、爱护设备;③善于沟通,具备良好的团队合作精神;三、教学条件1.教学环境为保证理论与实际操作密切结合,将“教、学、做”融为一体;实训课由二位教师上课,以便于对学生的操作进行个别指导。
2.实训设备2台电火花机床、2台线切割机床3.教学实施必备文件1)教学进度计划表:2)电子课件:3)学生考勤表及课程考核记录表。
四、教学前提要求(一)学生能力要求:1.具备工程图的识读能力;2.具备手工和计算机绘制工程图的能力;3.具备机械钳工的基本技能;4.具备基本的数控机床操作能力。
(二)教师能力要求:1.熟悉塑料模具、冲压模具结构;2.具备较好的机械设计能力;3.具有数控编程能力;4.熟练操作电火花机床或线切割机床。
五、教学内容与学时安排六、教学组织与方法建议教学设计以具备完整工作过程的项目作为一个学习单元,不同学习单元的设计要从系统化的角度出发,遵循从简单到复杂的认知规律,突出以学生为主体、教师引导为辅的行动导向教学。
特种加工技术 ppt课件
主要能量形式
电、热能 电、热能 电化学能 电化学能 电化学能 电化学能、机械能 光、热能 电、热能 电、机械能 电、热能 声、机械能 流体能、机械能 流体能、机械能 光、化学能 光、热能 光、机械能 电、热、机械能 电化学能 电、热能 电化学能、热能 声、热、电能 电化学、机械能 机械、声、磁能 化学能 光、化学能
12
电火花加工的特点
与传统的金属切削加工相比,电火花加工有如下优点:
(1)便于加工在传统切削加工中难以加工甚至是无法加工 的材料;
(2) 便于加工深孔、型腔及复杂形状的工件;因此适宜加工 低刚度零件和微细加工;
(3)电极材料不必比工件材料硬;
(4)直接利用电能、热能作为加工能源,便于实现加工过 程的自动化。
旋转头开 旋转头关 冲油、工作液流动 接通脉冲电源 关断脉冲电源 工作液排除 子程序调用 子程序结束
22
如图2-15所示,ABCD为矩形工件,AB、BC边为设计 基准,现欲用电火花加工一圆形图案,图案的中心为O点, O到AB边、BC边的距离如图中所标。已知圆形电极的直 径为20 mm,请写出电极定位于O点的具体过程。
床身与立柱 工作台 主轴头
1)保证加工稳定性,维持最佳放电时间 。
2)放电过程中,如发现短路或起弧时, 主轴头能迅速抬起使电弧中断。
3)保证主轴移动的直线性,以满足精密 加工的要求。
4)主轴应有足够的刚性。 5)主轴应有均匀进给而无爬行现象。
特种加工课程标准

特种加工技术课程标准一、课程名称:特种加工技术二、对象:数控技术、电气自动化、机电一体化、机械制造等机电类专业三、课时:36课时四、学分:2五、课程性质与任务:本课程是高职高专学校的重要专业技术课程,主要介绍电火花加工和电火花线切割加工的基本理论、基本设备、工艺规律、主要特点和适用范围。
并加入了实践操作环节,使学生在掌握特种加工技术理论内涵的同时,通过实际操作来验证相关的理论知识。
其任务是使学生开阔工艺领域的视野,开拓加工方法的思路,为选用新工艺及解决加工难题和改善工艺措施打下一定基础。
六、课程基本要求(一)系统地学习特种加工的基本理论知识,并具备一定的动手实践能力。
(二)熟练掌握:电火花成型加工和线切割加工的基本原理,机床结构,工艺规准、编程方法等内容。
(三)熟练掌握:电火花成型加工和线切割加工机床的操作。
七、课程内容纲要项目一、电火花加工基础理论(2课时)模块一:电火花加工基础概述(2课时)1.工作任务电火花加工起源、电火花加工原理、电火花加工分类、特点及应用2.相关理论知识电工、电子基础知识、传统加工理论知识3.拓展型理论知识传统的切削加工与电火花加工做比较、电火花加工原理项目二、电火花成型加工(11课时)模块一:电火花成型机的分类及结构认识(2课时)1.工作任务电火花成型机的分类及结构认识2.相关理论知识机床分类标准、通用机床结构形式3.拓展型理论知识成型加工机床的结构特点模块二:电火花成型加工工艺基础(4课时)1.工作任务电火花成型加工中的各种参数的理解2.相关理论知识电工、电子学的相关知识3.拓展理论知识电火花加工中各种参数与加工工艺的关系模块三:成型机的基本操作(5课时)1.工作任务电火花成型加工各种操作方法2.相关实践知识工件及工具的定位及调整方法3.拓展知识其它类型成型加工机床的操作方法及步骤。
项目三、电火花线切割加工(23课时)模块一:线切割概述(1课时)1.工作任务电火花线切割加工原理、特点及应用2.相关理论知识电工、电子基础知识、传统加工理论知识3.拓展型理论知识线切加工加工原理及在实际中的应用模块二:线切割机床分类及结构特点(2课时)1.工作任务线切割机床分类及结构特点认识2.相关理论知识机床分类标准、通用机床结构形式3.拓展型理论知识其它类型成型加工机床的结构特点模块三:线切割编程(8课时)1.工作任务线切割3B代码的手工编程方法2.相关理论知识机床坐标系、ISO编程模块四:线切割加工工艺规律(4课时)1.工作任务线切割加工中的各种参数的应用2.相关理论知识电工、电子学的相关知识3.拓展理论知识线切割加工中各种参数与加工工艺的关系模块五:线切割机床的基本操作(8课时)1.工作任务线切割机床各种加工操作方法,YH软件使用。
特种加工技术介绍课件

超声波加工
原理:利用超 声波振动产生 的能量进行加 工
特点:精度高、 速度快、无污 染、可加工复 杂形状
应用:可用于 精密加工、焊 接、清洗等领 域
局限性:加工 深度有限,对 材料要求较高
特种加工技术的应 用实例
模具制造
01
02
03
04
特种加工技术在模 具制造中的应用广 泛,如电火花加工、
激光加工等。
04
自动化和智能化水平
绿色环保
减少废气排放:采用环保型加工工艺,
01
减少废气排放,降低环境污染。 节约能源:采用节能型加工设备,降
02
低能源消耗,提高能源利用率。 减少废弃物产生:采用环保型加工材料,
03
减少废弃物产生,降低环境污染。 提高生产效率:采用自动化、智能化加
04
工设备,提高生产效率,降低生产成本。
工
航空复合材料加 工:采用超声波 加工技术,提高 复合材料的加工
效率和质量
航天器热防护系 统加工:采用电 子束加工技术, 实现热防护系统 的精确成型和性
能优化
医疗设备制造
电火花加工:用于制造复 杂形状的医疗器械,如骨 科植入物、心脏起搏器等
水射流加工:用于制造生 物相容性高的医疗器械, 如人工关节、心脏瓣膜等
1
激光切割:利用高能量密度的激光束对材料进行切割
2
激光焊接:利用激光束将两个材料熔接在一起
3
激光打标:利用激光束在材料表面留下标记
4
激光雕刻:利用激光束在材料表面雕刻出各种图案和文字
5
激光熔覆:利用激光束将金属粉末熔覆在材料表面,形成耐磨、耐腐蚀的涂层
6
激光淬火:利用激光束对材料表面进行快速加热和冷却,提高材料的硬度和耐磨性
机械设计与制造《特种加工技术课程简介》
特种加工技术》课程介绍《特种加工技术》是计算机辅助设计与制造专业(含模具设计与制造方向)专业主干课程。
同时,本课程也是数控技术、精密机械技术等制造类专业的专业课程。
本课程分10个项目,学时为36-54,各专业可以根据情况选择其中的7-10个项目。
一、课程特点本课程是一门知识点和技能点并重的专业课程,具体如下特点:1课程以工作过程为导向,通过项目实施,引导学生在完成任务的过程中掌握相关的理论知识点和技能知识点,在实现工作过程的同时培养学生应具备的职业素质。
2课程内容与时俱进。
课程克服了传统工科教材知识存旧的缺点,将现代制造企业的实例进行改造,反映了特种加工技术的新技术、新工艺、新规程。
如教材详细介绍慢走丝多次切割加工技术、电极(丝)精密定位技术等。
3作为技术应用类课程,课程理论和实践性兼顾。
课程实践性内容不是简单的书抄书,绝大部分技能知识内容是根据现代企业实例经过科学提炼改造而来的原创,有助于提高学生的应用能力。
4.教学内容项目化、模块化,便于不同层次不同要求的学生学习;5充分调动学生的自主学习积极性和创新能力,灵活运用多种教学方法,如引导文法、头脑风暴法、分数激励法等;6课程考核采用形成性考核,重视学生职业素养的考核。
7课程内容贴近现代企业生产,兼顾不同区域学校使用。
课程以现代企业广泛应用的数控电火花加工、慢走丝线切割加工技术作为重点,兼顾普通电火花加工、国产快走丝线切割加工技术,方便不同区域师生的教学。
二、教学目标通过本课程的教学,在理论知识和能力培养两方面要求学生达到下述目标:在理论知识方面,主要达到:1掌握电火花机床的基本原理、基本设备、工艺规律、主要特点和范围。
2掌握电火花线切割机床的基本原理、基本设备、工艺规律、主要特点和范围。
3了解其它特种加工的基本原理及主要特点和应用。
4了解特种加工技术在现代机械制造业特别是模具制造中的应用。
在能力方面,主要达到:1能够独立操作电火花机床加工常见工件;2能够独立操作电火花线切割机床加工常见工件;3能够分析并解决电火花、电火花线切割加工中的常见质量问题及加工故障。
《特种加工技术》课程说明 jc (2)
课程说明
课程编码:
课程类别:专业课
学时:48学时
学分:3
考核方式:考试
课程性质、目的与任务:
特种加工是精密机械技术、机械制造及自动化专业的一门必修课,在教学过程中要综合运用先修课程中所学到的有关知识与技能,结合各种实践教学环节,进行机械工程技术人员所需的基本训练,为学生从事机械制造行业相关工作扩展事业。
通过本课程的学习,要使学生了解本专业除传统常规加工工艺外的一些特种加工新工艺,重点掌握特种加工(如电火花加工、电化学加工、高能束加工等)的工作原理、基本规律、基本设备及适用范围,使学生能有针对性地对这些加工方法进行正确的选用,以解决难加工材料、复杂加工表面以及一些特殊零件的加工,培养学生对物理、化学、电气、液压、机械等多门课程、多学科以及边缘学科知识的综合运用能力。
《特种加工技术》学习指南
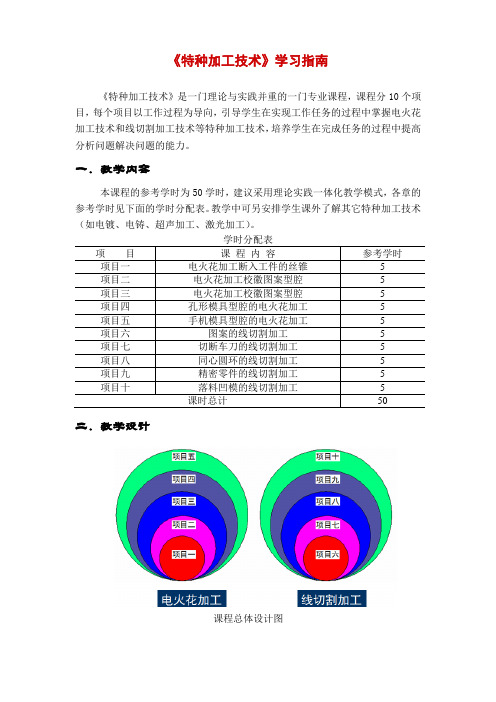
《特种加工技术》学习指南《特种加工技术》是一门理论与实践并重的一门专业课程,课程分10个项目,每个项目以工作过程为导向,引导学生在实现工作任务的过程中掌握电火花加工技术和线切割加工技术等特种加工技术,培养学生在完成任务的过程中提高分析问题解决问题的能力。
一.教学内容本课程的参考学时为50学时,建议采用理论实践一体化教学模式,各章的参考学时见下面的学时分配表。
教学中可另安排学生课外了解其它特种加工技术(如电镀、电铸、超声加工、激光加工)。
项目课程内容参考学时项目一电火花加工断入工件的丝锥 5项目二电火花加工校徽图案型腔 5项目三电火花加工校徽图案型腔 5项目四孔形模具型腔的电火花加工 5项目五手机模具型腔的电火花加工 5项目六图案的线切割加工 5项目七切断车刀的线切割加工 5项目八同心圆环的线切割加工 5项目九精密零件的线切割加工 5项目十落料凹模的线切割加工 5课时总计50二.教学设计课程总体设计图电火花和线切割加工各有5个学习项目,每个项目就是一个工作任务。
知识点从项目1到项目5逐渐增加,后一个项目在包含前一个项目的知识点的基础上又增加部分新知识点,项目由简单到复杂,难度逐渐增加。
具体如下图。
通过项目的学习,学生掌握了电火花或线切割的知识点和技能点,并形成一定的职业素养。
不同层次及教学要求的学生可以选择不同的项目(模块)。
课程在每个基于工作过程的项目中融入必要的理论知识;如在项目1“断入工件的丝锥、钻头的电火花加工”中既有基本机床加工操作技能知识,也包含诸如电火花加工原理、电火花加工的基本规律认识(极性效应、覆盖效应)等理论知识,具体见项目1理论与技能融合图。
理论与技能知识融合图三.教学组织与安排课程每个项目有项目导入、相关知识、项目实施、拓展知识及实际加工五部分组成。
其中项目导入、相关知识、项目实施主要由教师为主,约2学时;实际加工学生为主,约3学时。
具体组织实施如下:四.教学方法的运用本课程建议采用如下教学方法:1)以任务为导向、项目化、模块化、基于工作过程的教学法本课程以前的教学方法是一次课堂理论课程讲授,一次实训室技能操作训练,初步克服传统的技能与理论脱节的教学方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
课程名称:特种加工技术课程代码:3425第一部分课程性质与目标-、课程的性质与特点特种加工技术是将电、热、光、声、化学等能量或其组合施加到被加工的部位类去除材料的加工方法,也被称为非传统加工。
目前,特种加工技术被广泛的应用于加工各种高硬度、形状复杂、微细、精密的工件。
目前特种加工设备主要应用于模具加工,是模具制造的主要工艺技术手段。
本课程重点讲述墨迹加工中广泛应用的电火花及线切割加工的原理、工艺规律、设备操作及加工工艺等,课本中有很多实例,实践性强。
二、课程目标与基本要求设置本课程的目的是使学生了解除常规切削加工以外的新的加工方法,掌握常用的几种现代加工方法的特点和适用范围,重点掌握电火花加工和数控线切割加工的方法和使用。
通过本课程的学习,学生应掌握特种加工方法的特点和应用,掌握电火花加工和线性切割加工的特点,了解电化学加工技术、超声波加工技术、激光加工技术、化学加工技术以及电子束和离子束加工技术等特种加工方法,了解其基本原理、基本设备、工艺特点和适用范围。
三、与本专业其他课程的关系学习本课程的考生必须先掌握机械原理、机械制造的基本知识和数控技术的基本知识。
掌握本课程的相关知识为以后的专业课打下基础。
第二部分考核内容与考核目标第一章概论一、学习目的与要求了解特种加工的产生背景、特点、方法、分类、地位和作用。
二、考核知识点与考核目标(一)特种加工的概念(一般)识记:特种加工的概念(二)特种加工的特点及发展(次重点)识记:特种加工的发展过程及趋势理解:特种加工技术的特点、特种加工与机械加工比较的优缺点(三)特种加工的分类(一般)识记:特种加工的分类方法,可分为那些种类,各类加工方法的优点第二章电火花加工的基本原理及设备一、学习目的与要求通过本章的学习,学生要掌握电火花加工的物理本质,电火花加工与电工火花线切割加工的特点以及相应加工设备的结构。
二、考核知识点与考核目标(一)电火花加工的物理本质及特点(重点)理解:电火花加工的物理本质、电火花加工与电工火花线切割加工的异同点(二)电火花加工机床简介(重点)识记:机床型号、规格、分类理解:电火花加工机床结构及使用、电火花加工机床常见功能(三)电火花线切割加工机床简介(重点)识记:电火花线切割加工机床型号、分类理解:快走丝线切割机床结构、慢走丝线切割机床结构、线切割机床常见功能第三章电火花加工工艺规律一、学习目的与要求通过本章的学习,学生应掌握电火花加工过程中的影响因素及加工工艺规律。
二、考核知识点与考核目标(一)电火花加工的常用术语(一般)识记:电火花加工的常用术语(二)影响材料放电腐蚀的因素(重点)理解:极性效应、覆盖效应、金属材料及工作液对电蚀量的影响(三)电火花加工工艺规律(重点)识记:电火花加工表面变化层和机械性能、电火花加工的稳定性理解:影响加工速度、电极损耗、表面粗糙度及加工精度的主要因素及变化规律应用:电火花加工工艺的合理选择第四章电火花加工工艺及实例一、学习目的与要求通过本章的学习,学生应掌握电火花加工的方法、电火花加工的准备工作以及加工规准的转换。
二、考核知识点与考核目标(一)电火花加工方法(重点)理解:加工冲裁模具凹模的电火花穿孔加工方法,电火花成型加工方法(二)电火花加工准备工作(重点)识记:电极材料的特点,工件的预加工与热处理理解:电极的装夹与校正,电蚀产物的排除方法及其对加工的影响应用:电极的设计,电极的定位(三)电规准的转换及加工实例(次重点)识记:电火花加工中加工规准的转换方法及注意的问题理解:电规准的转换第五章电火花线切割加工工艺规律一、学习目的与要求通过本章的学习,学生应掌握电火花线切割加工过程中的影响因素及加工工艺规律。
二、考核知识点与考核目标(一)线切割加工的主要工艺指标(重点)识记:切割速度、加工精度、表面粗糙度、电极丝损耗量(二)电参数对工艺指标的影响(次重点)识记:峰值电流、脉冲宽度、脉冲间隔及极性对工艺指标的影响(三)非电参数对工艺指标的影响(重点)理解:电极丝、工作液、工件、进给速度及火花通道压力对工艺指标的影响(四)合理选择电火花线切割加工工艺(次重点)识记:加工工艺选择的原则第六章电火花线切割编程、加工工艺及实例一、学习目的与要求通过本章的学习,学生应掌握电火花线切割机床的3B编程方法,了解ISO编程方法,掌握线切割加工准备工作以及加工工艺。
二、考核知识点与考核目标(一)电火花线切割编程(重点)理解:线切割编程的几种方法应用:线切割3B代码编程(二)线切割加工准备工作(次重点)识记:电极丝穿丝、工件的装夹、工件的找正理解:电极丝垂直找正(三)线切割加工工艺(次重点)识记:线切割穿丝孔的作用及打穿丝孔的注意事项,线切割过程中断丝的原因及解决办法理解:多次线切割加工的方法,提高切割形状精度的方法第七章其他特种加工技术一、学习目的与要求通过本章的学习,学生应了解除火花加工之外的一些特种加工技术,包括电化学加工技术、激光加工技术、超声波加工技术和电子束、离子束加工。
二、考核知识点与考核目标(一)电化学加工技术(一般)识记:电化学加工的原理理解:电解加工、电铸成型、和电解磨削的加工原理及应用(二)激光加工技术(次重点)识记:激光加工的原理、设备及应用(三)超声波加工技术(一般)识记:超声波加工的原理、特点、设备及应用(四)其他常用特种加工技术(一般)识记:电子束加工和离子束加工的原理、特点和应用,以及他们与激光加工的不同第三部分有关说明与实施要求一、考核的能力层次表述本大纲在考核目标中,按照“识记”、“理解”、“应用”三个能力层次规定其应达到的能力层次要求。
各能力层次为递进等级关系,后者必须建立在前者的基础上,其含义是:识记:能知道有关的名词、概念、知识的含义,并能正确认识和表述,是低层次的要求。
理解:在识记的基础上,能全面把握基本概念、基本原理、基本方法,能掌握有关概念、原理、方法的区别与联系,是较高层次的要求。
应用:在理解的基础上,能运用基本概念、基本原理、基本方法联系学过的多个知识点分析和解决有关的理论问题和实际问题,是最高层次的要求。
二、指定教材《特种加工技术》中国高等职业技术教育研究会推荐高职高专系列教材周旭光等编著西安电子科技大学出版社出版 2019年版三、自学方法指导1、在开始阅读指定教材某一章之前,先翻阅大纲中有关这一章的考核知识点及对知识点的能力层次要求和考核目标,以便在阅读教材时做到心中有数,有的放矢。
2、阅读教材时,要逐段细读,逐句推敲,集中精力,吃透每一个知识点,对基本概念必须深刻理解,对基本理论必须彻底弄清,对基本方法必须牢固掌握。
3、在自学过程中,既要思考问题,也要做好阅读笔记,把教材中的基本概念、原理、方法等加以整理,这可从中加深对问题的认知、理解和记忆,以利于突出重点,并涵盖整个内容,可以不断提高自学能力。
4、完成书后作业和适当的辅导练习是理解、消化和巩固所学知识,培养分析问题、解决问题及提高能力的重要环节,在做练习之前,应认真阅读教材,按考核目标所要求的不同层次,掌握教材内容,在练习过程中对所学知识进行合理的回顾与发挥,注重理论联系实际和具体问题具体分析,解题时应注意培养逻辑性,针对问题围绕相关知识点进行层次(步骤)分明的论述或推导,明确各层次(步骤)间的逻辑关系。
四、对社会助学的要求l、应熟知考试大纲对课程提出的总要求和各章的知识点。
2、应掌握各知识点要求达到的能力层次,并深刻理解对各知识点的考核目标。
3、辅导时,应以考试大纲为依据,指定的教材为基础,不要随意增减内容,以免与大纲脱节。
4、辅导时,应对学习方法进行指导,宜提倡“认真阅读教材,刻苦钻研教材,主动争取帮助,依靠自己学通”的方法。
5、辅导时,要注意突出重点,对考生提出的问题,不要有问即答,要积极启发引导。
6、注意对应考者能力的培养,特别是自学能力的培养,要引导考生逐步学会独立学习,在自学过程中善于提出问题,分析问题,做出判断,解决问题。
7、要使考生了解试题的难易与能力层次高低两者不完全是一回事,在各个能力层次中会存在着不同难度的试题。
8、助学学时:本课程共3学分,建议总助学课时54学时。
助学学时分配如下:章次内容学时第一章概论 1第二章电火花加工的基本原理及设备10第三章电火花加工工艺规律 6第四章电火花加工工艺及实例12第五章电火花线切割加工工艺规律 6第六章电火花线切割编程、加工工艺及实例15第七章其他特种加工技术 4合计54五、关于命题考试的若干规定(包括能力层次比例、难易度比例、内容程度比例、题型、考试方法和考试时间等)l、本大纲各章所提到的内容和考核目标都是考试内容。
试题覆盖到章,适当突出重点。
2、试卷中对不同能力层次试题比例大致是:“识记”为20%、“理解”为60%、“应用”为20%。
3、试题难易程度应合理:易、较易、较难、难比例为2:3:3:2。
4、每份试卷中各类考核点所占比例约为:重点占65%.次重点占25%,一般占10%。
5、试题类型一般分为:填空题、问答题、计算(编程)题等。
6、考试采用闭卷笔试,考试时间150分钟,采用百分制评分,60分合格。
六、题型示例(样题)(一)填空题电火花线切割加工的主要工艺指标有、、等。
(二)问答题什么是极性效应?在电火花加工中如何充分利用极性效应?(三)计算(编程)题用3B代码编制加工图所示的线切割加工程序。
已知线切割加工用的电极直径为0.18mm,单边放电间隙为0.01mm,图中A点为穿丝孔,加工沿A-B-C-D-E-F-G-H-B-A进行。