工高度件的具牌数
?鲁班尺尺寸明细
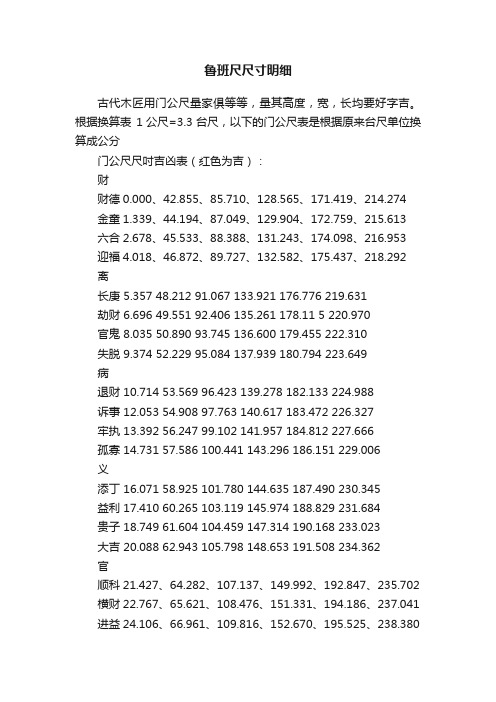
鲁班尺尺寸明细古代木匠用门公尺量家俱等等,量其高度,宽,长均要好字吉。
根据换算表1公尺=3.3台尺,以下的门公尺表是根据原来台尺单位换算成公分门公尺尺吋吉凶表(红色为吉):财财德0.000、42.855、85.710、128.565、171.419、214.274金童1.339、44.194、87.049、129.904、172.759、215.613六合2.678、45.533、88.388、131.243、174.098、216.953迎福4.018、46.872、89.727、132.582、175.437、218.292离长庚 5.357 48.212 91.067 133.921 176.776 219.631劫财 6.696 49.551 92.406 135.261 178.11 5 220.970官鬼 8.035 50.890 93.745 136.600 179.455 222.310失脱 9.374 52.229 95.084 137.939 180.794 223.649病退财 10.714 53.569 96.423 139.278 182.133 224.988诉事 12.053 54.908 97.763 140.617 183.472 226.327牢执 13.392 56.247 99.102 141.957 184.812 227.666孤寡 14.731 57.586 100.441 143.296 186.151 229.006义添丁 16.071 58.925 101.780 144.635 187.490 230.345益利 17.410 60.265 103.119 145.974 188.829 231.684贵子 18.749 61.604 104.459 147.314 190.168 233.023大吉 20.088 62.943 105.798 148.653 191.508 234.362官顺科21.427、64.282、107.137、149.992、192.847、235.702 横财22.767、65.621、108.476、151.331、194.186、237.041 进益24.106、66.961、109.816、152.670、195.525、238.380富贵25.445、68.300、111.155、154.010、196.864、239.719 劫死别 26.784 69.639 112.494 155.349 198.204 241.059退口 28.123 70.978 113.833 156.688 199.543 242.398离乡 29.463 72.318 115.172 158.027 200.882 243.737财失 30.802 73.657 116.512 159.366 202.221 245.076害灾至 32.141 74.996 117.851 160.706 203.561 246.415死绝 33.480 76.335 119.190 162.045 204.900 247.755病临 34.820 77.674 120.529 163.384 206.239 249.094口舌 36.159 79.014 121.868 164.723 207.578 250.433本财至37.498、80.353、123.208、166.063、208.917、251.772 登科40.176、83.031、125.886、168.741、211.596、254.451 进宝41.516、84.370、127.225、170.080、212.935、255.790 兴旺42.855、85.710、128.565、171.419、214.274、257.129 鲁班尺正确用法鲁班尺,中国古代风水工具。
模具制作规范守则

模具制作规范一、模胚1、客户模号打在非基准面上,字体端正整齐。
2、按要求在方铁上雕上客户编号。
3、 AB板之间四角要做撬模角,大模40X45度;深10mm(两边计),小模25X45度;深6MM(两边计)。
4、码模坑:高(25-35)X深(20-30)。
5、顶棍孔:直径(35-40)一般一个,大模按要求加多。
(除客户要求外)6、模胚外观要保持光洁、平整、不生锈,不能有多余的孔或明显的划痕、凹陷等。
不得在模胚上用打磨机乱写乱划,锉刀乱锉.7、分形面,细水口活动板及推板之间要用锁模板锁紧,锁模板做在模具面向啤工之侧面或装在顶面,并且在同一件板上要另做一螺丝孔与原锁模板的螺丝一齐固定锁模板。
以防生产时出意外。
8、非封胶位的边角需要做倒角,倒角一律机械倒角,严禁用打磨机或锉刀倒角。
9、模面、内模、行位、铲鸡、压块等如要打字码一定要对称整齐。
并在字码的位置上加上一圆凹位深0.5MM。
用规范字码端正打在正中位。
二、螺丝1、所有螺丝孔沉头要做平底并做倒角,所有螺丝牙的有效配合,保证超过螺丝直径以上,并且保证牙孔要垂直,螺丝头沉下板面1-2mm。
2、拉杆螺丝要拧贴托位。
3、内模螺丝中心距离是20的倍数方便CNC加工。
三、唧咀1、唧咀采用标准件唧咀,必须做定位防止转动并用法兰压上防止运输或其他原因脱落违失。
2、细水口唧咀及特殊唧咀按图加工。
3、出口模唧咀、热咀、按图加工。
四、码模孔1、码模螺丝中心距离(以唧咀为中心)。
a、直径1/2 X 7”牙孔2个 b、直径5/8 X 10”牙孔2个 c、直径5/8 X 14”牙孔2个 d、按客户要求:(以图纸另行通知)2、码模孔有效牙不少于1.5倍螺丝直径,并保证垂直。
五、撑头1、两端一定要磨平整、平行,不能低陷,并比方铁高出0.05-0.2(看模具大小及模具情况而定)2、根据模具大小及具体情况决定数量、大小、及高度。
3、顶针板避空孔,比撑头做大2-3mm并用螺丝固定于底板上并处于顶针板避空孔的中心上。
筒子板和贴脸的计算规则
筒子板和贴脸的计算规则筒子板是中国传统棋类游戏中的一种,主要流行于安徽、江苏、浙江、上海等地区。
筒子板是一个比较复杂的游戏,并且有很多不同的计算规则。
本文将对筒子板的计算方法,尤其是贴脸的计算规则进行详细说明。
首先,贴脸比较复杂,所以必须掌握正确的计算规则。
筒子板中有四种基本贴脸种类:朱古力贴脸、红贴脸、绿贴脸和蓝贴脸。
每种贴脸的计算规则也不同。
朱古力贴脸又称“类贴脸”,它的计算规则是:朱古力贴脸的牌数=玩家手上朱古力贴脸牌的总数-非朱古力贴脸牌的总数。
例如:玩家手上有3张朱古力贴脸牌,4张其他贴脸牌,则朱古力贴脸的牌数=3-4=-1,即玩家手上没有朱古力贴脸牌。
红贴脸的计算规则是:红贴脸的牌数=玩家手上红贴脸牌的总数-其他牌的总数。
例如:玩家手上有7张红贴脸牌,3张其他牌,则红贴脸的牌数=7-3=4,即玩家手上有4张红贴脸牌。
绿贴脸的计算规则是:绿贴脸的牌数=玩家手上绿贴脸牌的总数-其他牌的总数。
例如:玩家手上有5张绿贴脸牌,3张其他牌,则绿贴脸的牌数=5-3=2,即玩家手上有2张绿贴脸牌。
最后,蓝贴脸的计算规则是:蓝贴脸的牌数=玩家手上蓝贴脸牌的总数-其他牌的总数。
例如:玩家手上有6张蓝贴脸牌,3张其他牌,则蓝贴脸的牌数=6-3=3,即玩家手上有3张蓝贴脸牌。
除此之外,还有一些特殊的贴脸,如“拆筒”、“离花”和“双立贴脸”,每种贴脸都有自己独特的计算规则。
拆筒贴脸是一种具有特殊功能的贴脸,它可以拆除一副板子,拆筒贴脸的计算规则是:拆筒贴脸的牌数=玩家手中拆筒贴脸的总数-之前非拆筒贴脸的总数。
例如:玩家手上有2张拆筒贴脸牌,之前有4张非拆筒贴脸牌,则拆筒贴脸的牌数=2-4=-2,即玩家手上没有拆筒贴脸牌。
离花贴脸是一种用来提前结束游戏的贴脸,它的计算规则是:离花贴脸的牌数=玩家手上离花贴脸牌的总数-其他牌的总数。
例如:玩家手上有4张离花贴脸牌,3张其他牌,则离花贴脸的牌数=4-3=1,即玩家手上有1张离花贴脸牌。
测量角度的常用计量器具

在正弦规的一个圆柱下面 垫入量块,用百分表检查零件 全长的高度,调整量块尺寸, 使百分表在零件全长上的读数 相同。此时,就可应用直角三 角形的正弦公式,算出零件的 角度。
式中 sin ——正弦函数符号,
2α——圆锥的锥角(度),
H ——量块的高度(mm),
L ——正弦规两圆柱的中 心距(mm)。
正弦公 si式 n2: H
人有了知识,就会具备各种分析能力, 明辨是非的能力。 所以我们要勤恳读书,广泛阅读, 古人说“书中自有黄金屋。 ”通过阅读科技书籍,我们能丰富知识, 培养逻辑思维能力; 通过阅读文学作品,我们能提高文学鉴赏水平, 培养文学情趣; 通过阅读报刊,我们能增长见识,扩大自己的知识面。 有许多书籍还能培养我们的道德情操, 给我们巨大的精神力量, 鼓舞我们前进。
(二)、结构
正弦规主要由带有 精密工作平面的主体和 两个精密圆柱组成,四周 可以装有挡板(使用时 只装互相垂直的两块), 测量时作为放置零件的 定位板。
(三)、使用方法
应用正弦规测量零 件角度时,先把正弦规 放在精密平台上,被测 零件(如圆锥塞规)放在 正弦规的工作平面上, 被测零件的定位面平靠 在正弦规的挡板上, (如圆锥塞规的前端面 靠在正弦规的前挡板 上) 。
答:正弦规圆柱下应垫量块组尺寸为 8.716mm。
三、直角尺
(一)分类
❖ 1、刀口形直角尺 刀口形直角尺是指两测量面为刀口形的
直角尺。
❖ 2、平面形直角尺
平面形直角尺是指测量面与基面宽度 相等的直角尺。
❖ 3、宽座直角尺
宽座直角尺是指基面宽度大于测量面 宽度的直角尺。
(二)、使用直角尺的注意事项
❖ 万能角度尺是用来测量工件内、外角度的 量具。
铁路工务标志标记管理规范工务标志标记管理的规定
规范工务标志标记管理的规定一、各类标志的设置、维护、管理(一)除特殊说明,所有线路标志距线路中心线不小于3.1m ,各种标志埋设要求内沿呈一条线,原则上需设基座(顶面与路肩面平),做到标志齐全,统一字号,统一埋深。
特殊无法安设的根据现场具体情况确定。
(二)除特殊说明,所有线路标志均采用钢筋混凝土材质,标志底色均为白色、标志中文字(数字)均采用黑色黑体(另行规定的除外),字体大小按标准图要求。
二、客运专线的标志设置标准(一)设置内容1.线路标志为:公里标、半公里标、曲线标、桥梁标、坡度标。
2.其它标志不再设置,特殊情况如需安设,必须报路局工务处批准后方可实施。
(二)线路标志的设置位置1.公里标、半公里标、曲线标、桥梁标、坡度标全部安设在接触网支柱上(支柱外侧),特殊无法安设的根据现场具体情况确定。
2.桥梁防护墙地段内,曲线标、桥梁标和坡度标标注在防护墙线路一侧。
3.车站无接触网支柱的地段内,标注在站台侧面。
4.公里、半公里、百米、曲线技术要素点、无缝线路技术标记及钢轨编号在实际里程位置的钢轨外侧面轨腰上进行标注,标记均采用白色漆,字体采用黑体,字号采用 50 ×35mm 。
标注方式如下:(1)公里标:在公里标对应的钢轨轨腰准确位置处用白色漆划竖杠,在竖杠右侧用白色漆写“ K 公里数”,如“K315 ”;(2)半公里标:在半公里标对应的钢轨轨腰准确位置用白色漆划竖杠,在竖杠右侧用白色漆写“ 500 ”;(3)百米标:在百米标对应的钢轨轨腰准确位置用白色漆划竖杠,在竖杠右侧用白色漆写百米数,如“300 ”;(4)曲线技术要素点标:在对应的钢轨轨腰准确位置用白色漆划竖杠,在竖杠右侧用白色漆写要素点名称、里程,如“HZ ,(5)坡度标:在变坡点对应的钢轨轨腰准确位置用白色漆划竖杠,在竖杠两侧分别用白色漆划箭头表示坡度方向,箭头前白漆写坡度,箭头后白漆写长度。
如“ 2.3 600 3.5 1200 ”、“2.3 — 600 3.5 1200 ”(三)胶济客运专线、胶济线线路标志的设置方式1.采用探出方式将线路标志设置在距离实际设置位置最近的接触网支柱上。
刀具几何角度的基本定义与标注及工作角度

汇报人:XX
目录
• 刀具几何角度概述 • 刀具标注方法 • 工作角度及其影响因素 • 刀具几何角度的优化设计 • 刀具几何角度的测量与调整 • 刀具几何角度的应用实践
01
CATALOGUE
刀具几何角度概述
定义与重要性
定义
刀具几何角度是指刀具切削部分 各表面的倾斜角度和刀尖形状。
刀具几何形状
刀具的刃形、刃倾角等几何形状因素也会对 工作角度产生影响。
04
CATALOGUE
刀具几何角度的优化设计
优化设计原则与目标
原则
在满足切削性能的前提下,尽可能减小刀具的结构尺寸和重量,提高刀具的刚性和耐用度。
目标
通过优化刀具的几何角度,改善切削力、切削热和刀具磨损等状况,从而提高切削效率和加工质量。
案例三
针对难加工材料的切削,通过采 用具有大前角和大后角的刀具优 化设计,有效减少了切削刃的磨 损和破损,提高了切削稳定性和 加工精度。
05
CATALOGUE
刀具几何角度的测量与调整
测量方法与工具介绍
测量方法
通常采用投影法、坐标法、光学法等 进行测量。
测量工具
主要包括投影仪、万能角度尺、光学 分度头等。
工件表面质量
工作角度对工件表面的粗糙度、残 余应力等有直接影响。
04
影响工作角度的因素分析
刀具材料
不同材料的刀具具有不同的强度和韧性,需 要相应调整工作角度以适应其特性。
切削用量
切削速度、进给量和切削深度等切削用量参 数的变化会导致工作角度的调整。
工件材料
工件材料的硬度、韧性等物理特性对工作角 度的选择有重要影响。
鲁班尺(度量工具)详细资料大全

鲁班尺(度量工具)详细资料大全鲁班尺,全称“鲁班营造尺”,亦作“鲁班尺”,为建造房宅时所用的测量工具,类今工匠所用的曲尺。
鲁班尺长约46.08厘米,相传为春秋鲁国公输班所作,后经风水界加入八字,以丈量房宅吉凶,并呼之为“门公尺”。
又称“角尺”,主要用来校验刨削后的板、枋材以及结构之间是否垂直和边棱成直角的木工工具。
1市尺=0.8鲁班尺。
鲁班尺产生不久即融合了丁兰尺,后又融入寸、厘米。
是度量、矫正的重要工具。
由于其特殊的功能,在风水文化、建筑文化中表现最为广泛。
基本介绍•中文名:鲁班尺•别名:风水尺•国籍:中国•创始者:鲁班发明介绍,由来,丁兰尺,尺演化寸,古代度量衡,骨针的发明,从量到数量,测量的开端,从种植到分配,大地湾陶量,时间计量,堵与疏,左准绳右规矩,身为度称以出,鲁班介绍,发明介绍鲁班的发明创造很多。
不少古籍记载,木工使用很多的木工器械都是他发明的。
像木工使用的曲尺,叫鲁班尺。
又如墨斗、伞、锯子、刨子、钻子等,传说均是鲁班发明的。
这些木工工具的发明,使当时工匠们从原始、繁重的劳动中解放出来,劳动效率成倍提高,土木工艺出现了崭新的面貌。
这里面都包含着原始的物理科学知识。
鲁班还是一个很高明的机械发明家。
他制造的锁,机关设在里面,外面不露痕迹,必须借助配合好的钥匙才能打开。
《墨子》一书中有这样的记载:“公输子削竹木以为鹊,成而飞之,三日不下。
”就是说鲁班制作的木鸟,能乘风力飞上高空,三天不降落。
这不可不认为,鲁班是原始航空科学的先头兵。
鲁班还改进过车辆的构造,制成了机动的木车马。
这种木车马由木人驾御,装有机关,能够自动行走。
后世不少科技发明家,如三国时期的马钧、晋朝的区纯、北齐的灵昭、唐朝的马待封等,都受这个传说的影响,相继朝这个方向发展过。
在兵器制造方面,鲁班曾为楚国制造攻城用的器械,在战争发挥过巨大作用。
后来在墨子的影响下,不再制作这类战争工具,专门从事生产和生活上的创造发明,以造福于劳动人民。
模具标数
绘模具结构图一、当把成品图调进模图时,成品图必须乘缩水。
(模具尺寸=产品尺寸×缩水)必须把成品图MIRROR(镜射)一次,即模圈里的成品图是反像的(成品是完全对称的除外)在前模,应把不属于前模的线条删除在后模,应把不属于后模的线修删除。
二、成品在模具里应遵循分中的原则,特别是对称的,成品如果不分中,到工场加工时很可能出错。
三、所有枕位之模具,枕位必须避开入水,无法避开时要加水口铁。
四、成品之间12—20mm(特殊情况下,可以作3mm)当入水为潜水时,应有足够的潜水位置,成品至CORE边15-50mm,成品至CORE 的边距与制品的存度有关,一般制品可参考下表经验数值选定。
制品的厚度(mm)成品至CORE边数值(mm)2015—2020—3020—3030—4030—40﹥4050五、藏CORE(内模料)深度28mm以上,前后模内模料厚度与制品的平面投影面积有关,一般制品可参考下表,经验数值选定。
CORE 料边至回针应有10mm距离。
制品平面投影面积前模内模料厚度A+型腔深度后模内模料厚度B+型腔深度SP、CMmmMm﹤77253277—1163238116—1543850154—1934464≧1935076CORE料宽度一般比顶针极宽或窄5—10mm,最低限度成品胶位应在顶针板内不影响落顶针,CORE料边至模胚边一般应有45—80mm 六、当在一块内模料上出多个CAVITY时,内模料大小不超过200×200mm。
七、模内镶入模框中圆角一般取10mm,如要开精框时则取16mm或更大,铍铜模模内不倒圆角。
八、任何一种塑胶入水位置应避免从唧咀直行入型腔。
九、镜面透明之啤塑(K料、亚加力、PC等)应注意,冷料井入水流量及入水位置不能直衡(冲),一般作成“S”型缓冲入水,扇形浇品,使成品表面避免产生气级流雲。
(15)选模胚的一般原则:当模胚阔度在250mm(包括250mm)以下时,用工字型模胚口型,模胚阔度在250—350mm时,用直力有面板模胚(T型)。
正弦多角度工作台角度与垫块高度参照表

小正弦多角度工作台角度与垫块高度参照表
该工作台依据正弦角度原理设计,其原理为:工作台面垫起一定高度后,工作台面随之旋转一定角度,把在工作台面上的工件也同时旋转一定的角度,以适应加工带负角的工件。
克服没有五轴机床的问题。
在使用过程中,垫块的高度的计算条件为:已知工件负角A。
计算公式:
SinA=H/500
H=500 SinA
一般的当角度小于30时,垫块落在| 面上,H即为垫块的高度。
当角度等于或大于30度时,垫块落在|| 面上,由于该工作台支撑轴有一个半径30,故应减去此数,实际垫块高度为
H-30
大正弦多角度工作台角度与垫块高度参照表
该工作台依据正弦角度原理设计,其原理为:工作台面垫起一定高度后,工作台面随之旋转一定角度,把在工作台面上的工件也同时旋转一定的角度,以适应加工带负角的工件。
克服没有五轴机床的问题。
在使用过程中,垫块的高度的计算条件为:已知工件负角A。
计算公式:
SinA=H/640
H=640 SinA。
插牌高度记牌规则
插牌高度记牌规则
插牌高度记牌规则是一种用于记牌的技巧,它要求玩家在玩牌的过程中,注意每次发牌时牌堆中牌的插牌高度,从而更好地推测未知牌的分布。
具体规则如下:
1.把每局牌的插牌高度设为基准高度,比如说为10张牌。
2.每次发牌时,注意牌堆中牌的插牌高度。
如果插牌高度不足基准高度,就说明该牌已经被发出,反之则说明该牌仍在牌堆中。
3.用这个方法来记忆每次发出的牌,并据此推测出未知牌的分布。
4.当牌堆中的牌数不足基准高度时,重新设定基准高度,重新开始记牌。
需要注意的是,插牌高度记牌虽然可以提高玩家的记牌能力,但并不是万能的。
玩家需要结合其他技巧,比如说记录出现过的牌型和牌组等来更好地推测未知牌的分布。
皮数杆

皮数杆是指在其上划有每皮砖和灰缝厚度,以及门窗洞口、过梁、楼板等高度位置的一种木制标杆。
砌筑时用来控制墙体竖向尺寸及各部位构件的竖向标高,并保证灰缝厚度的均匀性。
用方木、铝合金杆或角制作的皮数杆,长度一般为一个层楼高,并根椐设计要求、将砖规格和灰缝厚度(皮数)及竖向结构的变化部位在皮数杆上标明。
在基础皮数杆上,竖向构造包括:底层室内地面、防潮层、大放脚、洞口、管道、沟槽和预埋件等。
墙身皮数杆上,竖向构造包括:楼面,门窗洞口,过梁,楼板,梁及梁垫等。
立皮数杆时,先在立杆处打一木桩,用水准仪在木桩上测出±0.000标高位置,然后把皮数杆的±0.000线与木桩上±0.000线对齐,并用钉钉牢。
“皮数杆”是瓦工砌砖时用的一种工具,是在刨光的木条(现在有的用铝合金)上事先画好每层砖和灰缝的厚度,一般立在砖墙的转角处,作用是控制砌筑时每层砖和灰缝都保持在同一厚度和标高上。
安放时首先保证各个“皮数杆”必须垂直、标高要一致。
操作时以“皮数杆”的标志为准,中间用线绳拉通以给砌筑者的提供标准。
建筑中一层砖也称一皮砖,所以叫“皮数杆”。
皮数杆的定义皮数杆是指在其上划有每皮砖和灰缝厚度,以及门窗洞口、过梁、楼板等高度位置的一种木制标杆。
砌筑时用来控制墙体竖向尺寸及各部位构件的竖向标高,并保证灰缝厚度的均匀性。
皮数杆的作用皮数杆的作用主要是控制墙体中的标高如:窗台、门洞顶,梁底等。
在绘制皮数时,应根据各控制标高确定灰缝厚度(8~12mm之间调节),因此,皮数杆对于水平灰缝平直度和灰缝厚度都能起到控制作用。
皮数杆的构成用方木、铝合金杆或角制作的皮数杆,长度一般为一个层楼高,并根椐设计要求、将砖规格和灰缝厚度(皮数)及竖向结构的变化部位在皮数杆上标明。
在基础皮数杆上,竖向构造包括:底层室内地面、防潮层、大放脚、洞口、管道、沟槽和预埋件等。
墙身皮数杆上,竖向构造包括:楼面,门窗洞口,过梁,楼板,梁及梁垫等。
高度角的名词解释

高度角的名词解释导言:在数学和几何学的领域中,存在着许多重要的概念和定义。
其中一个关键概念是高度角。
高度角是指从水平面上的某一点到一个物体(通常是垂直方向的)之间的夹角。
这个概念不仅在数学中起到了重要的作用,还在工程学、天文学和其他一些领域中具有广泛的应用。
本文将对高度角进行进一步解释和探讨。
一、高度角的定义和测量方式高度角是从地面或水平面向上的角度。
在几何学中,它是从水平面到垂直线的夹角。
高度角的测量可以使用各种测量设备,例如经纬仪、测距仪、望远镜等。
测量高度角的过程通常需要结合三角学和测量学的原理,以确保准确性和精度。
二、高度角在天文学中的应用高度角在天文学中扮演着重要的角色。
天文学家使用高度角来测量天体(如恒星、行星等)在天空中的位置。
通过测量高度角,天文学家可以确定天体的观测位置,并进一步研究天体的运动、结构和性质。
高度角测量也用于导航和定位目的,例如确定地理位置、测量距离等。
三、高度角在工程学中的应用在工程学中,高度角的使用非常广泛。
例如,建筑物的设计需要考虑高度角,以确定适当的建筑高度。
此外,测量高度角还可以确定施工材料和设备的使用,确保施工的精确度和稳定性。
高度角还在土木工程中用于确定空间曲线的设计和布局。
四、高度角在导航中的应用高度角在导航中也扮演着至关重要的角色。
当导航员使用仪器测量地平线上某个物体的高度角时,可以根据高度角和航向计算出航线修正值。
这有助于航天器、飞机、船只等的导航和定位。
高度角还可以用于测量目标的距离和方位,以确定导航目标的最佳路径。
五、高度角的重要性和挑战高度角作为一个基本的几何概念,对于多个学科和应用领域都具有重要意义。
然而,测量高度角并不总是容易的。
因为高度角通常是从地面或水平面到垂直方向的角度,所以测量过程中可能会受到天气、视线受阻、仪器精度等因素的影响。
因此,在测量高度角时需要注意准确性和方法的选择。
结论:高度角作为一个重要的几何概念,在数学、物理、工程学和天文学等多个领域具有广泛的应用。
门光尺——精选推荐
清人李斗著有《工段营造录》一书,原载《扬州画舫录》。
书中讲到曲尺及压白尺法说:区者绳圣,三白九萦,工作大用,日时尺寸,上合天星,是为压白之法。
书中只讲了寸白,且认为压白尺法作为匠者应掌握的一项重要丙容,被喻为“绳墨”。
由上可见,压白尺法在明清之际是很流行的。
清工段营造录所载曲尺与八字尺文如下:“門制:上楣下閡,左右為棖,雙日闔,單日扇,有上中下三戶門,及州縣寺觀,庶人房門之別。
開門自外正大門而入次二重,宜屈曲,步數宜單,每步四尺五寸,自屋簷滴水起量至立門處止。
門尺有曲尺、八字尺二法。
單扇棋盤門:大邊以門訣之吉尺寸定長,抹頭、門心板、穿帶、插間梁、拴杆、檻框、餘塞板腰枋,門枕、連檻、橫栓、門簪、走馬板、引條諸件隨之。
古者外門內戶文選注:大門為門,中門為閹,說文雲:半門曰戶;玉篇雲:一屏曰房櫳廂個,巷廄藩溷,眥有耳門,不免間作奇巧,如圓圭、六角、八角、如意寸,每寸准曲尺一寸八分,眥謂門尺,長亦維均,八字:財、病、難、義、官、劫、害、本也。
曲尺十分為寸:一白,二黑,三碧,四綠,五黃,六白,七赤,八白,九紫,十白也。
又古裝門路用九天元女尺,其長九寸有奇,匠者繩墨,三白九紫,工作大用日時尺寸,上合天星是為壓白之法。
”四门光尺与堪舆术有关的建筑尺度.在民间广为流行的除了压白尺外还有门光尺.门光尺是古代木工师傅用来量度裁定门户尺度的一种用尺。
古人认为按此尺丈量确定的门户,将会光庭灿祖,故名.门光尺一尺均分作八寸,每寸上写有表明吉凶意义的文字及其相应的徽纬用语,所以又叫作“八字尺”还称为“门尺”, “门公尺”。
《鲁班营造正式》和《鲁班经》中又称为“鲁班尺”、“鲁班真尺”,有的书中则称为“鲁班周尺”。
《鲁班营造正式》和《鲁班经》中关于鲁班尺有如下记载,并附鲁班真尺图。
《鲁班营造正式》所载:八字尺乃有曲尺一尺四寸四分;其尺问有八寸,一寸准曲尺一寸八分;内有财、病、离、义、官、劫、害、吉也。
凡人造门,用依尺法也。
对于八字的吉凶涵义书中有“鲁班尺八首”逐一作了解释。
万能角度尺

万能角度尺使用说明书定义:万能角度尺又称角度规。
它是利用活动直尺测量面相对于基尺测量面的旋转,对该两测量面间分隔的角度进行读数的角度测量器具。
是用来测量精密零件内外角度或进行角度划线的角度量具使用范围:适用于机械加工中的内、外角度测量,可测0°-320° 外角及40°-130° 内角。
工作原理:万能角度尺的读数机构是根据游标原理制成的。
主尺刻线每格为1°,游标的刻线是取主尺的29°等分为30格,因此游标刻线角格为29°/30,即主尺与游标一格的差值为,也就是说万能角度尺读数准确度为2′。
其读数方法与游标卡尺完全相同万能角度尺的读数机构,如图所示。
是由刻有基本角度刻线的主尺,和固定在扇形板上的游标组成。
扇形板可在主尺上回转移动(有制动器),形成了和游标卡尺相似的游标读数机构。
万能角度尺的精度为2′Ⅰ型万能角度尺的结构Ⅱ型万能角度尺的结构万能角度尺的读数及使用方法测量时,根据产品被测部位的情况,先调整好角尺或直尺的位置,用卡块上的螺钉把它们紧固住,再来调整基尺测量面与其它有关测量面之间的夹角。
这时,要先松开制动头上的螺母,移动主尺作粗调整,然后再转动扇形板背面的微动装置作细调整,直到两个测量面与被测表面密切贴合为止。
然后拧紧制动器上的螺母,把角度尺取下来进行读数。
(1)测量0°-50°之间角度角尺和直尺全都装上,产品的被测部位放在基尺各直尺的测量面之间进行测量。
(2)测量50°-140°之间角度可把角尺卸掉,把直尺装上去,使它与扇形板连在一起。
工件的被测部位放在基尺和直尺的测量面之间进行测量。
也可以不拆下角尺,只把直尺和卡块卸掉,再把角尺拉到下边来,直到角尺短边与长边的交线和基尺的尖棱对齐为止。
把工件的被测部位放在基尺和角尺短边的测量面之间进行测量。
(3)测量140°-230°之间角度把直尺和卡块卸掉,只装角尺,但要把角尺推上去,直到角尺短边与长边的交线和基尺的尖棱对齐为止。
一文看懂古建筑的营造尺度与模数

⼀⽂看懂古建筑的营造尺度与模数原创:哲匠之家模数的换算模数是古建筑设计和施⼯的基础。
有了模数,就能根据固定的⽐例(权衡)算出柱⾼、⽃拱⾼、梁檩长度、屋⾯坡度等重要参数。
古⼈采⽤模数制度,⼀是在漫长的实践中总结出了这种受⼒合理⼜美观的结构,⼆是为了⽐较准确地制定建筑预算,并防⽌偷⼯减料的现象,便于监督和管理。
宋代《营造法式》和清代《营造则例》都规定了相应的模数与权衡。
《营造法式》规定材分8等,每⼀等材都有着相应的分,且都是材宽划为10分,材⾼划为15分。
也就是说,分:材⾼的1/15,材宽的1/10。
清代规定材分11等:6⼨、5.5⼨、5⼨、4.5⼨、4⼨、3.5⼨、3⼨、2.5⼨、2⼨、1.5⼨、1⼨,每半⼨为⼀个等级。
“单材”和“⾜材”是在宋代就出现的⽊构件尺度标准。
据宋《营造法式》规定,“单材”⾼⼗五分,厚⼗分。
有时也称“⼀材”或“材”。
“单材”源于古建筑梁架中的⽅桁,即枋。
⾜材与单材相对应,是指⽐单材尺⼨加⼤的材分,即“材上加栔者,谓之⾜材”,栔,即两层枋之间的空挡部分。
⼀般来讲按“材⼴⼗五分”加“栔六分”,则“⾜材”为⼆⼗⼀分。
所以“⾜材”⼜俗称“⼀材⼀栔”。
⽃拱的权衡通过单材与⾜材的区别,在有⽃拱的⼤式建筑中,就有了单材拱与⾜材拱的区别。
单材栱⼤⽊作⽃栱的⼀种,主要⽤于每攒⽃栱的⾥外拽架上,清式⽠栱、万栱都做单材栱,受⼒⽐正⼼栱要⼩,故称单材栱。
单栱造宋式⼤⽊作术语,与重栱造相对应。
铺作跳头上仅施横栱⼀层(如令栱),上承替⽊或素枋、其间不⽤慢栱的构造⽅法。
单栱造跳头上的挑升⾼度为两材⼀栔。
⾜材拱⾜材栱⾼21分,宽仍为10分。
⾜材栱⾼度多出的6分恰为上下栱之间由⽃垫托⽽出现的空隙的⾼度。
泥道栱上有慢栱时,两栱之间空隙⾥通常⽤称为暗栱的⽊条进⾏填充,它的断⾯被规定为⾼6“分”,宽4“分”。
柱⾼与柱径的权衡在有⽃拱的⼤式建筑中,柱⾼和柱径根据⽃拱尺度确定。
在没有⽃拱的⼩式建筑中,就由柱⾼和柱径决定⾯宽和进深。
九牌二图内容
施工现场安全生产十大纪律一、项目经理是施工现场安全生产的第一责任者,应当严格遵守“安全第一、预防为主”的方针,不违章指挥。
二、进入施工现场人员必须戴好安全帽,机操工必须戴压发防护帽。
三、高空作业严禁穿皮鞋和带钉易滑鞋,并须系好安全带。
四、不准带小孩进入施工现场,不准饮酒、赌博、打闹、穿拖鞋、穿高跟鞋。
五、严禁高空抛掷物料及残土,严禁攀登脚手架上下,严禁在未支完的模板上行走。
六、特种作业人员必须持证上岗,非特种作业人员严禁无证操作机械、设备,严禁动用电、气焊工具,严禁乱接、乱设电气线路和使用电炉子取暖、热饭。
七、未经施工负责人批准,不准任意拆除支架设施。
八、严禁一切人员在提升架、吊篮上及在提升架井口或吊物下操作、站立、行走。
九、严禁在有易燃品、木工棚、仓库等防火禁区吸烟、生火。
十、发生伤亡事故后,现场人员应保护好现场,积极协助调查,严禁隐瞒事故真相。
施工现场文明施工十大规定一、施工现场必须设置高2.5米的围档,实行封闭式管理。
二、施工现场进出口必须设置铁制或木制门楼,门楼高度不低于3.5米,宽度不小于4米。
门头应设置企业标志,门楼顶部和两侧应有规范的安全标语。
三、施工现场进口处必须设置统一规定的“五牌一图”。
四、施工现场要做到“三通一平”,场内路面要硬化处理,必须实行“三区”(作业区、材料区、生活区)分离。
五、施工现场的各种建筑材料、构件、料具等要按照规定位置,分类堆放,归方码垛,摆放整齐,并分别设置标牌。
六、施工人员严格遵守《抚顺市环境噪声污染防治杂例》。
本着“谁污染,谁负责”的原则,严禁超时施工,噪声扰民。
一般施工时限:早5点-晚10点。
6月-7月中旬施工时限:早6点-晚8点。
七、严格遵守有关环境保护规定,采取措施控制现场的各种粉尘、废气、废水和固体废弃物对环境的污染,禁止凌空抛撒、倾倒建设垃圾。
工地出入口要铺设简易砂石便道,设置清洗车轮的设施,防止车轮带泥上路。
八、施工人员不得在场内随地大小便,不得在场内随意倾倒生活垃圾。
六角尺寸规格表
六角尺寸规格表六角尺是一种常见的测量工具,其具有六个等边的角,每个角度为120度。
六角尺通常用于测量长度、宽度、高度等尺寸。
下面将介绍一些常见的六角尺尺寸规格。
一、六角尺的尺寸规格1. 尺寸:六角尺的常见尺寸有15cm、20cm、30cm等。
不同的尺寸适用于不同的测量需求。
较小的尺寸适合于精细测量,而较大的尺寸适合于长距离测量。
2. 刻度:六角尺上通常刻有毫米或英寸的刻度。
刻度的密度决定了测量的精确度。
通常,刻度密度越高,测量的精确度越高。
3. 材质:六角尺的常见材质有塑料和金属。
塑料六角尺轻便易携带,适合于一般的测量需求。
而金属六角尺更加坚固耐用,适合于工业领域的测量任务。
二、使用六角尺的技巧1. 测量长度:将六角尺的一边放置在被测量的物体上,然后将目测的长度对准刻度,即可快速准确地测量出长度。
2. 测量宽度:将六角尺的两边放置在被测量的物体的两个边上,然后读取两边刻度的差值,即可得到物体的宽度。
3. 测量高度:将六角尺平放在地面上,将被测量物体放在六角尺上,然后读取物体的高度。
4. 绘制六边形:使用六角尺的边作为六边形的边,通过连接相邻的边,即可绘制出一个六边形。
5. 绘制正三角形:将六角尺的两边对准一个角,然后将六角尺旋转到另一个角度,再次对准一个角,即可绘制出一个正三角形。
6. 绘制等边三角形:将六角尺的一边放在纸上,然后将六角尺旋转到60度的角度,再次放在纸上,重复此步骤,即可绘制出一个等边三角形。
三、六角尺的应用领域1. 建筑工程:六角尺在建筑工程中广泛应用,可以用于测量建筑物的尺寸、角度等信息,帮助工程师进行设计和施工。
2. 机械制造:六角尺在机械制造领域被用于测量零件的尺寸和角度,以确保零件的精确度和质量。
3. 绘图设计:六角尺可以用于绘制各种图形,如六边形、正三角形等,帮助设计师绘制出精确的图纸。
4. 学校教育:六角尺常被用于学校的数学和物理实验中,帮助学生进行测量和实验。
5. DIY爱好者:六角尺也是DIY爱好者的常用工具,可以用于测量和绘图,帮助他们完成各种手工制作和修缮任务。
测量要求综合规范

RTK(含CORS)图根点测量在网络RTK覆盖区域一方面选用网络RTK技术,详细办法参照CH/T -《全球定位系统实时动态测量(RTK)技术规范》;1、观测时采用三角架对中整平,不能使用对中杆,对中整平后量测仪器高度,并对的设立仪器高类型(斜高、垂高)和量取位置(天线相位中心、天线项圈、天线底部等)。
图根点间平均边长不不大于100m为宜。
每次观测历元数应不不大于20个,采样间隔2s-5s。
2、观测前应对仪器进行初始化,并得到固定解,当超过5分钟长时间不能获得固定解时,宜断开通信链路,再次初始化操作。
3、每个图根点均应有两次独立观测成果,测回间应对仪器重新初始化,测回间时间间隔应不不大于60秒,也可采用两个时段进行观测。
两次测量成果平面坐标较差不得不不大于±3cm,高程较差不得不不大于±5cm,在限差内取平均值作为图根点平面坐标和高程;4、每次作业前、作业结束后或重新架设基准站后,均应进行至少一种高级别已知点检核,平面坐标较差不应不不大于7cm。
5、获取测区对的转换参数。
平面残差不应不不大于图上±0.07mm(1:500图3.5cm),高程拟合残差不应不不大于1/12基本等高距(1米等高距,8cm)。
6、每测回观测控制手簿设立,控制点平面收敛精度不应不不大于2cm,高程收敛精度不应不不大于3cm。
7、经、纬度精准至0.00001″,平面坐标和高程精准至0.001m。
天线高精准至0.001m。
8、卫星状况基本规定9、RTK图根测量重要技术规定10、RTK测量检查对观测成果进行100%内业检查和不少于总点数10%外业检测,平面坐标外业检测采用相应级别全站仪测量边长办法进行,边长较差相对误差≤1/3000,高程检测采用相应级别三角高程测量办法进行,高差较差≤1/7基本等高距,检测点均匀分布测区。
11、每天作业结束后,应及时将各类原始观测数据、中间过程数据、转换数据和成果数据等转存至计算机或移动硬盘等其他媒介上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
随着现代技术的不断发展,越来越多的高硬度钢件出现在加工现场,机械制造商为了获得良好的工件尺寸和精度,一直在寻找可高效加工高硬度钢件的刀具材料或刀具牌号,这对于刀具行业来说,只要不断与时俱进的研究出高质量、高效率的刀具材料或刀具牌号,就能推动机械制造业的发展。
加工材质
推荐切削参数及立方氮化硼刀具牌号
切削线速度
Vc(m/min)
m/r)
合理的刀具牌号
高硬度钢件
(硬度:≥45HRC)
50-150(粗加工)
1-10
0.15-0.7
60-250(精加工)
≤1
0.05-0.35
;0; ;
下面简单介绍一下立方氮化硼刀具牌号加工高硬度铸钢件的案例。
加工材质
推荐切削参数及立方氮化硼刀具牌号
切削速度
Vc(m/min)
吃到深度
ap(mm)
进给量
Fr(mm/r)
常用的立方氮化硼刀具牌号
淬硬钢
(硬度≥HRC45)
35-90(粗加工)
1-10
0.1-0.7
60-200(精加工)
≤0.5
0.05-0.35
,和
下面简单介绍一下立方氮化硼刀具牌号加工淬硬钢的实际案例。
所谓的高硬度钢就是硬度高脆性大的钢件,主要包括高硬度铸钢,锻钢,淬火钢等,广泛应用于汽车、重工机械,工程机械,冶金机械,矿山机械等领域,如铸铁轧辊,齿轮,轴承,高速钢轧辊,滚珠丝杠等零部件。
随着机械制造业的不断发展,越来越多的高硬度钢件出现在加工现场,由于硬度高,脆性大,特别是在加工淬硬钢时遇到断续切削、铸钢遇到铸造缺陷时一直找不到好的刀具材料加工高硬度钢,直到推出等多种非金属粘合剂立方氮化硼刀具牌号,使加工高硬度钢不再是难题。
刚开始加工铸钢件机械制造商常选择硬质合金刀具YG、YW等牌号,但在加工过程中由于硬质合金刀具红硬性低,出现不耐磨现象,如单件加工铸钢件时选择硬质合金刀具较经济,对于大型铸钢件或者大批量加工铸钢件,建议选择立方氮化硼刀具牌号,此牌号是主要针对高硬度钢研发的非金属粘合剂立方氮化硼刀具,采用非金属(陶瓷)作为粘合剂,增加了刀片的韧性,吃刀深度可达到7.5mm以上,粗、精加工均可,主要适用于大批量生产和大型铸钢件的切削加工。下表为立方氮化硼刀具牌号加工高硬度钢件的切削参数
加工零件:大齿轮;硬度:HRC60;加工工序:精车外圆(抢断续切削);切削参数:ap=2.5mm,Fr=0,12mm/r,Vc=90m/min。加工效果:立方氮化硼刀具牌号与陶瓷刀片相比:在切削速高于陶瓷刀片2倍的基础上,刀具寿命是陶瓷刀片的16倍,并且陶瓷刀具常以崩损结束加工,而立方氮化硼刀具牌号属于正常磨损。
一、加工高硬度钢之铸钢的刀具材料及切削参数
铸钢是经过铸造成型的钢件,广泛应用于矿山机械,工程机械,电力机械等行业,典型零部件有轧辊,破碎机轧臼壁等。对于此类铸钢件尤其是大型铸钢件,常出现夹砂、气孔、硬质点等铸造缺陷,在加工高硬度铸钢件选择的刀具材料很重要,只有选择正确的刀具材料才能更好的提高加工效率,降低加工成本。
加工零件:高速钢轧辊;硬度:HSD90;刀具牌号:牌号;切削参数:Fr=0.2mm/r,Vc=50m/min。加工效果:与硬质合金刀具相比:在立方氮化硼刀具牌号的加工节拍是硬质合金刀片的1/6的基础上,单刃寿命是硬质合金刀具的8倍还要多。
二、加工高硬度淬火钢件的刀具牌号及切削参数
高硬度淬火钢是经过热处理之后高硬度钢件,一般硬度在HRC45以上,选择刀具材料或刀具牌号时,在硬度低于HRC50以下和小吃刀深度小进给的情况下,陶瓷刀片是较好的选择,尽量避免断续切削和粗加工;工件硬度高于HRC50以上,选择立方氮化硼刀具较好,尤其是立方氮化硼刀具牌号更适合粗加工和断续切削。下表为立方氮化硼刀具加工高硬度淬硬钢的切削参数。