注塑机用超级单元大金说明书
注塑机精要说明
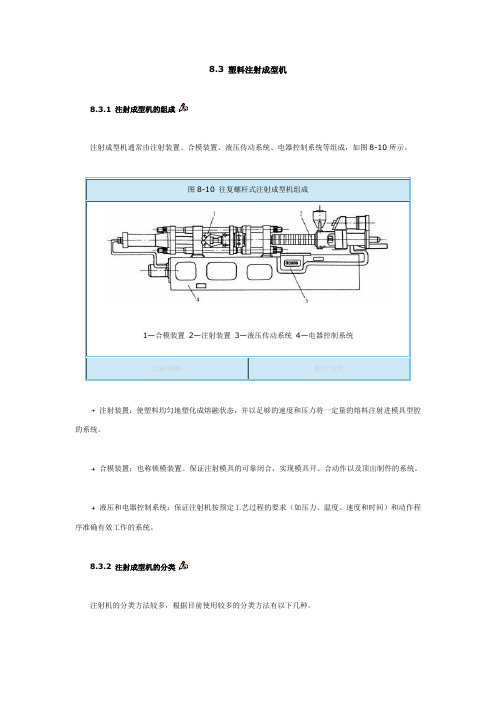
8.3 塑料注射成型机8.3.1 注射成型机的组成注射成型机通常由注射装置、合模装置、液压传动系统、电器控制系统等组成,如图8-10所示。
注射装置:使塑料均匀地塑化成熔融状态,并以足够的速度和压力将一定量的熔料注射进模具型腔的系统。
合模装置:也称锁模装置。
保证注射模具的可靠闭合,实现模具开、合动作以及顶出制件的系统。
液压和电器控制系统:保证注射机按预定工艺过程的要求(如压力、温度、速度和时间)和动作程序准确有效工作的系统。
8.3.2 注射成型机的分类注射机的分类方法较多,根据目前使用较多的分类方法有以下几种。
1.按注射机外型特征分类这种分类法主要是根据注射和合模装置的排列方式进行分类。
1)立式注射成型机立式注射成型机如图8-11所示。
它的注射装置与合模装置的轴线呈一线与水平方向垂直排列。
立式机一般具有以下优点:占地面积小、模具拆装方便,成型制件的嵌件易于安放。
其缺点是:制件顶出后常需要用手或其他方法取出,不易实现全自动化操作;因机身较高,机器的稳定性差,加料及机器维修不便。
目前这种形式主要用于注射量在60以下的小型注射成型机上。
2)卧式注射成型机卧式注射成型机的注射装置和合模装置的轴线呈一线水平排列(图8-12)。
同立式机相比,卧式机具有如下优点:机身低,利于操纵和维修;机器因重心较低,故较稳定;成型后的制件可利用其自重自动落下,容易实现全自动操作。
所以卧式注射成型机应用广泛,对大、中、小型都适用,是目前国内外注射成型机中的最基本形式。
3)角式注射成型机角式注射成型机的注射装置和合模装置的轴线相互垂直排列(图8-13),因此其优缺点介于立、卧两种注射成型机之间。
它特别适合于成型中心不允许留有浇口痕迹的制件,因为使用卧式或立式机成型制件时,模具必须设计成多型腔或偏至一边的型腔。
但是,这经常要受到机器模板尺寸的限制。
使用角式机成型这类制件时,由于熔料是沿着模具的分型面进入型腔的,因此不存在上述问题。
维多利亚台中-高性能中吨位塑料注塑机说明书

RVictor Tai c hungVictor Taichung - an established ISO 9001 company.Hybrid High-Performance Mediumtonnage plastic injection moldingmachine to satisfy your energy saving and repeatability requirement.350-1300 Tons R R R-Series-Series R -Series1350-1300 TonsR R R -Series-SeriesR -Series Precision built, high speed PIM machineryInjection screw ACM2 German materialSurface hardness: 900~1100 HV Processed by Nitride (500~520°C for 72hrs) Nitrided thickness: 0.4~0.5 mm Piston rod uses S45C steel which has excellent strength Piston seal uses German make Merkel to reduce the leakage and extend piston life.High precision injection unit with a screw and barrel, which is used on the Victor machines has the following properties.operation, long life, and low cost) and electric molding machines (energy-saving, high-velocity injection, quick response, high repeatability, and low operation noise)The innovative new servo motor with high-effect pump system, achieves energy-saving (Option) operation and quick response equivalent to all electric molding machines.Bi-metallic material (optional) -Excellent wear-resistant, corrosion resistant screw & barrel for the processing of materials with fiber additives and also fire retardant materials. Victor general purpose screw and barrels can process any kind of material like PE, PP, PA, ABS, AS. We also supply an optional screw & barrel for engineering materials like PC, PBT, PET, with an L/D ratio from 18, 20, 22.This multi-notch non-return valve offers improved reaction times and high flow rates. Also improves cycle times and increases product precision.injection volumes and plasticizing capacities necessary for the manufacture of precision products. With high injection stability and excellent mixing capabilities, this newly developed injection unit allows for the use of a wider range of materials. It all adds up to unit that will stay the course, giving consistently high quality and product output.2Heavy Duty, Rigid, ClampingUnitAll VR Series machines feature a unique, ultra-reliable, five-point toggle clamping mechanism which is characterizedby an almost ideal kinematic velocity feature.This high precision clamping unit is designed andanalyzed using the latest in computer software, i.e. CAD &CAE. The large cast iron platens are extremely robust andwith widely spaced tie-bars to accommodate the largestof molds. They have optimum rigidity that matches thecurrent need in precision molding and which minimizesmold deflection caused by clamping force and cavitypressure.The large, square cast iron platens virtually eliminatedeflection. The bushings are manufactured from graphiteimpregnated phosphor bronze. Designed to run totally oil-free,Material: Advantage:Platen: Meehanite casting FCD 55 * Machine life = 15 years moreoverloading by force and cause machine damage.* Pneumatic safety gate5Energy Saving system (Option)Servo driven pump with variable speed drives for injection moulding machine.Cost reduction by energy efficiency in Plastic Machinery.Comparison with traditional fixed pump withconstant speed.Example: Load sensing72.3% energy saving Model: VsES-50T75s cycle timesconst. speed (15kW): 2.9 kW SVP: 0.8 kWPower consumptionRequest on drive systemR educed energy cost. R educed installed power. L ess secondary measures for reduction of noise. R educed cost for oil cooling.120.00%100.00%63.00%35.00%30.00%100.00%80.00%60.00%40.00%20.00%0.00%Fixed pump (Three-phase injection motor)Variable displacement pump(three-phaseinjection motor)ES-Series(Servo driven pump)Fully-electric modelClamp Setting Corepull on Ejetion Cycle Monitor Charge & Suckback Barrel Temperature Mold Setup Injection Curve8S=Standard O=OptionPower driven pivoting injection unit O O O O O O O Cold start protectionS S S S S S S Five injection speed & pressure steps S S S S S S S Four holding pressures stages S S S S S S S Holding pressure, time dependentS S S S S S S Closed loop control for the complete injection profile and back pressure O OO O O O O Control for intrusion injection S S S S S S S PID temperatures controlS S S S S S S Thermocouple controlled nozzle zone S S S S S S S Screw suck back with open nozzle S S S S S S S Hydraulic actuated needle shut-off nozzle O OO O O O O Slide-away hopper for quick material change S S S S S S S Rigid PVC processing unitO O O O O O O Hydraulic accumulator for increased injection speedO OO O O O O Stainless steel barrel cover S S S S S S S Nozzle guardingS S S S S S S Automatic heating and pre-heating S S S S S S S Additional temperature zones O OO O O O O RPM displayS SS S S S S Control for automatic purgingS S S S S S S Low torque / High speed hydraulic screw motorO O O O O O O Screw speed adjustable via screen S S S S S S S Bimetallic screw and barrel O O O O O O O Plug-in ceramic heatersO O O O O O O Water-cooled throat & temperature display S S S S S S S Hopper (+ magnet)O O O O O O O Auto loaderO O O O O O O Vented screw and barrel O O O O O O O Injection unit guided on linear rails S S S S S S S Barrel temperature display with set value and deviationS S S S S S S Plasticizing time monitorS S S S S S S Injection unit forward / back speeds adjustableS S S S S S S Suck-back before or after metering S S S S S S S Thermocouple breakage alarm S S S S S S S Injection endpoint control S S S S S S S Insulated barrel coverOOOOOOOInjection UnitV R-450V R-550V R -700V R -1000V R-350V R -850V R -1300V R -450V R -550V R -700V R -1000V R-350V R -850V R -1300Four mold closing / open speed ranges with four adjustable speedsS S S S S S S Mold height adjustment by hydraulic motor S S S S S S S Hydraulic ejector with adjustable speed, pressure and position and no. strokes S S S S S S S Hydraulic unscrew device O O O O O O O Core pull x 1, Air blow x 1S S S S S S S Core pull x 2, Air blow x 2O O O O O O O Core pull x 3, Air blow x 3O O O O O O O Mechanical scotch bar S S S S S --Pneumatic operated safety gate S S S S S S S Ejection during mold openO O O O O O O Phosphor bronze, graphite impregated toggle bushingsS S S S S S S Chromium plated tie barsS S S S S S S Phosphor bronze, graphite impregated platen sliding shoesS S S S S S S Clamping measurement by linear transducer S S S S S S S Mold safety devices (Low pressure protection)S S S S S S S Platen holes and locating ring to Euromap or SPI specifications S S S S S S S Additional mold heightO O O O O O O Mold safety gate operator and rear side S S S S S S S Robot fixing holes on top of moving platen S S S S S S S Auto lubrication system S S S S S S S Auto clamping force set-upS S S S S S S Ejector stroke controller by linear transducer S S S S S S S Ejector retract confirmed O O O O O O O FCD 55 casted platensS S S S S S S Ejector forward when safety door open S S S S S S S Next cycle start by closing safety door O O O O O O O Mold insulation plateOOOOOOOClamping UnitLong nozzleS S S S S S S Injection controlled by linear transducer S S S S S S S Carriage controlled by linear transducer O O O O O O O Oil heated barrel (some thermoset materials)O O O O O O O Heater bands up to 450°C O O O O O O O Braided heater bandsOOOOOOO9V R -450V R -550V R -700V R -1000V R-350V R -850V R -1300Pressure gauges for system monitoring S S S S S S S Oil temperature gauge S S S S S S S Oil level sight glassS S S S S S S Optical oil filter contamination monitor S S S S S S S Maintenance hatch for cleaning and checking oil tankS S S S S S S Integral tube nest heat exchanger S S S S S S S High performance oil sealsS S S S S S S Proportional valve control for charge back-pressureS S S S S S S Precision manifold logic valve control S S S S S S S Water / Air chillerO O O O O O O High precision directional / flow valves S S S S S S S Steel braded hydraulic pipeSSSSSSSHydraulic SystemModular assembly, compact microprocessor with 120 mold data storageS S S S S S S Data interface for printer (Softcopy & printout via USB memory stick)S S S S S S S Data interface for computer connection (RS 232)S S S S S S S Reference hints and problem indicators in clear textS S S S S S S Hour, minute, second counter S S S S S S S Cycle counter S S S S S S S Part piece counterS S S S S S S Preselectable cycle counter with auto stoppingS S S S S S S Air eject programmable start and blow time S S S S S S S Tolerance monitoring of parameters S S S S S S S Standard SPC / SQC programO O O O O O O 7-day timer for auto heating and preheating S S S S S S S Additional temperature control zones O O O O O O O Interface for temperature control devices O O O O O O O Alarm logSSSSSSSControl & Electrical Unit3 phase socket 220 / 380 / 460 × 1S S S S S S S Victor standarized interface for handling deviceS S S S S S S Heating and motor power are on separate circuits, switchable on or offS S S S S S S Solid state heat contacts for plasticizing units S S S S S S S Part chute with sensor indicator cycle restart N/A N/A N/A N/A N/A N/A N/A Parts removal from both sides O O O O O O O Anti-vibration leveling pads S S S ----Level adjusting block ---S S S S Pneumatic core pulls O O O O O O O Mold water manifold O O O O O O O Mold heating regulators O O O O O O O Hot runner regulatorsO O O O O O O Euromap 12/67 for robot interface O O O O O O O Conveyor beltO O O O O O O Masterbatch color dosing unit O O O O O O O Tool kitS S S S S S S Spare part packagesOOOOOOOS=Standard O=Option N/A=Not AvailableGeneral FeaturesV R -450V R -550V R -700V R -1000V R-350V R -850V R -1300V R -450V R -550V R -700V R -1000V R-350V R -850V R -1300Double language choiceS S S S S S S Cycle, Filling & metering time indicator S S S S S S S Parts counter S S S S S S S Reject counter S S S S S S S Cushion controlSSSSSSShere are A, B and C three grades of bimetallic screw & barrel available,floorOperatorSide DischargeCenterlineTop platenNon-Operator Side Dischargedgeh fabcjik67floorCenterlineTop platenNon-Operator Side Dischargedgeh fabc jik67OperatorSide Discharge12-Ø21x65M24xP3x4842063070175280420630385143012-Ø21x65M24xP3x4856084070280560840175455186012-Ø21x65M24xP3x5456084070210350560840505201012-Ø21X65 M24XP3.0X482507010510549049070070038038512036080180252180127M20 TAP DP .40 (4POINTS)180180806753M20 TAP DP .40 (4POINTS)30060037.52257514075140M20 TAP DP .40 (8POINTS)11Various Measurement RelationsVR-700VR-850VR-350VR-450VR-1000VR-550VR-1300Robot Installation Measurement Stationary Platen top View part350~550 tons700~1300 tonsVarious Measurement Relations (Euromap)ModelabcdefghijkVR-3509872178652523029515781080680680200VR-45010685085060029428414701200780780216VR-550122.5951951612.524034215051260830830215VR-70001020123071530551513401430960960240VR-8500113512607803054301380166011001000280VR-1000-67122413048232843641425188012501100315VR-1300-190136014309953304001515206013201280355Units: mmVarious Measurement Relations (SPI)ModelabcdefghijkVR-350 3.8528.3830.9420.669.0511.6162.1242.5226.7726.777.87VR-4504.1733.4633.4623.6211.5711.1857.8747.2430.7130.718.5VR-550 4.8237.4437.4424.119.4513.4659.2549.6132.6732.678.46VR-700040.248.428.151220.352.7556.337.7937.799.45VR-850044.749.630.71216.954.365.443.3139.3711VR-1000-2.6348.251.3532.411.1914.3456.174.0149.2143.312.4VR-1300-7.553.5456.2939.1712.9915.7459.6481.151.9650.313.97Units: inchEuromap Platen InformationMoving platenFixed platenEuromap Specifications(1) Screw L/D rate 18(*20), 20(*22), 22(*24) Optional special for houshold produce. 1516SPI Specifications(1) Screw L/D rate 18(*20), 20(*22), 22(*24) Optional special for houshold produce. 1718VRGE15EE15072902 T E L : 04-24733326THE COMPANIESVICTOR-TAICHUNG UK ☐Victor CNC (UK) Ltd. TEL : 44-1-706-648485 FAX : 44-1-706-648483FRANCE ☐Victor France TEL : 33-1-64772000FAX : 33-1-64772063 GERMANY ☐Victor GmbH TEL : 49-2261-478434FAX : 49-2261-478327MALAYSIA☐Victor Machinery (M) SDN. BHD. TEL : 60-3-56337180 FAX : 60-3-5633719THAILAND☐Victor (Thailand) Co. Ltd. TEL : 66-2-9263735FAX : 66-2-9032373INDONESIA☐PT. Victor Machinery Indonesia TEL : 62-21-88958504FAX : 62-21-88958513USA☐Fortune International Inc. TEL : 1-732-2140700FAX : 1-732-2140701 SOUTH AFRICA☐V ictor Fortune (PTY) Ltd. TEL : 27-11-3923800FAX : 27-11-3923899CHINA ☐ Z hongtai Precision Machinery (Guangzhou) TEL : 86-20-82264885 FAX : 86-20-82264861TAIWANE-mail:************.com.tw☐ Victor Taichung Machinery Works Co., Ltd. Headquarters: 2088, Sec. 4, Taiwan Blvd., Taichung, Taiwan, R.O.C. TEL : 886-4-23592101 FAX : 886-4-23592943 Overseas Marketing Division: TEL : 886-4-23580701 FAX : 886-4-23584541was also marketed under the brand names (outside North America) andVictor Tai c hung HTL VTL PIMVMC HMC XMT ITEM \ MODEL StandardES (Option)stairs (Option)A B C D E L M N O P K G H I F J VR-350750019502100384030001000100019752450975X X X 14507002768VR-450840020502080444532701000100020252500975X X X 14507002572VR-550930021502200458035701000100020752550975X X X 14507002700VR-700995029502400525542801000100024752950615X X X 14507002695VR-85010850250024455320489036001000225027256309758001800X 7002376VR-100012595259525686575545633477631860237075012028201653X 7003042VR-130013561285627737035570031315222720230075012028201653X7003130Machine Layout (excl. Transformer)BGHADECF IJMLN Recommendation of operate spaceElectrical cabinet open space OPServo driver cabinet ES system (Option)KServo driver cabinet open spaceUnit: mm。
注塑机调机操作技术书
核准
核定
审核
作成
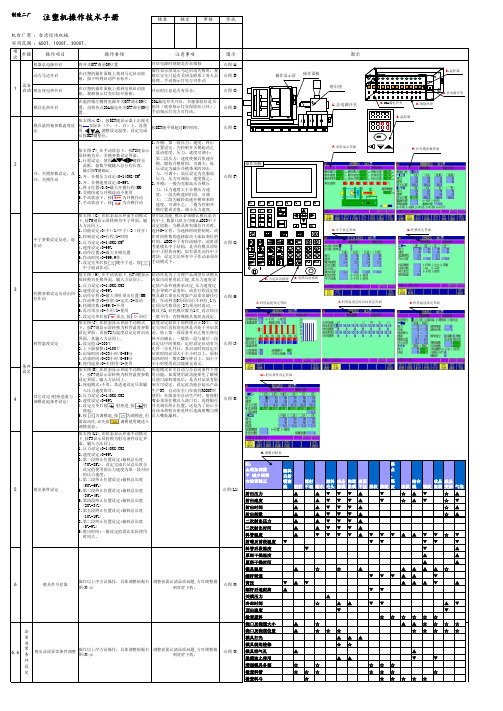
机台厂商 :台湾琮玮机械
实用范围 :650T、1000T、3000T、
项 次
步骤
操作项目
机器总电源开启
动力马达开启
1
设备 启动 射出座电热开启
操作要领
注意事项
图示
将开关OFF调至ON位置
在注塑机操作面板上找到马达启动按 钮,按下听到启动声音松开。
在注塑机操作面板上找到电热启动按 钮,观察指示灯亮后松开按钮。
开启电源时观察是否在维修
操作显示屏显示马达启动失败时,观 察后安全门是否关闭及联系工务人员 处理。手动指示灯亮方可作动
右图(A) 右图(B)
开启时注意是否有异音。
右图(C)
模具电热开启
在温控箱左侧将电源开关OFF调至ON位 20A漏电开关开启,目视保险丝是否
置,再将各点20A漏电开关OFF调至ON位 损坏(底座指示灯亮保险丝已坏),
屏转换为开、关模参数设定界面。
1.行程设定:使用
键移至
此框,按数字键输入总行程长度,
最后按Y键确认。
2.开、合模压力设定:0-140KG/CM2
位置设定,为控制开关模起动之 震动程度,压力、速度可调小; 第二段压力、速度使模具快速合 模,缩短合模时间,可调大;低 压设定为减少合模带来的冲击 力,可调小;高压设定为克服高 压力,压力可调高,速度慢之。
置。
手动指示灯亮方可作动。
右图(D)
模具温控箱参数温度设 定
依右图示(E),按SET键显示器上出现光
标 用
实际在(个、十、百)上,再使 调整设定温度,设定完成
按SET键不得超过5秒时间。
后按SET键复位。
注塑机操作指导书
目录一、目的 (1)二、适用范围 (1)三、注塑机操作中存在安全隐患之处 (1)四、图例指导说明(卧式佳明注塑机,其它注塑机也可作为参考) (1)五、作业程序 (8)六、安全注意事项 (10)七、附录 (11)一、目的为了规范开机作业程序,避免机器对人身体及模具安全造成的伤害,确保产品品质,交期和减少不必要的经济损失,特做以下作业指导规定。
二、适用范围适用于所有注塑机操作员;注塑机操作者必须熟悉,了解机台操作面板上各个开关按钮的功能作用,并严格按操作规程和注意事项进行操作。
三、注塑机操作中存在安全隐患之处3.1. 机械传动部位引起压伤。
3.2. 电路部位引起的击伤。
3.3. 熔胶炮筒部位引起的烫伤。
3.4. 上、下模时引起的碰/砸伤。
四、图例指导说明(卧式佳明注塑机,其它注塑机也可作为参考)图1(控制面板)4.1、(功能按键区)4.1.1. 功能按键区是控制显示器画面,共有2组主页面,第1组主页面共有10项功能页,第2组主页面共有8项功能页。
见图:图2(第1组10项功能页)图3(第2组8项功能页)图2为主要参数控制页面;图3为监控及辅助功能页面。
4.2、(光标方向/输入/删除)操作键;方向键是移动游标的位置,输入键(Enter)可以储存设定的参数,删除键(Can)可以将设定值消除为“0”以便更改设定值4.3、数字键;有0~9和小数点12个键组成,结合显示器画面设定注塑机生产制品工艺的参数。
4.4、(手动/半自动/电眼自动/时间自动)操作键;4.4.1. (手动操作键)4.4.1.1. 工作特点:手指按动某一按钮,其相应控制的某一零部件开始运动,直至完成动作停止,不再按动此按钮,也就不再有重复动作;4.4.1.2. 应用原则:在模具装好后试生产时应用,检查模具装配质量及模具锁紧力的大小调试。
对某些制品生产时的特殊情况,也可用手动操作。
4.4.2.1. 工作特点:关闭安全门后,注塑制品的各个生产动作时间继电器和限位开关连通控制,按事先调好的动作顺序进行至制品成型,打开安全门,取出制件为止;机器自动完成一个工作周期,但每一个生产周期完毕后操作者必须拉开安全门,取下工件,再关上安全门,机器方可以继续下一个周期的生产。
注塑机用超级单元(大金) 说明书
1.2
注塑机用超级单元与SUT系列超级单元的其他产品相比,其模拟输入规格有所不同,故必须使用我公司独创的可变速电机驱动IPM(*1)液压系统才能作为注塑机的液压动力源,根据注塑机发出的模拟指令电压,利用泵的转数控制排量(Q)和压力(P)。
*9.我公司推荐的滤波器使用时的代表值。
2.2.2
下记数据是代表性能,并非保证值。
项目
规格
流量特性
直线性
F.S.2%
磁滞
F.S.2%
最大流量响应(*1)
0.10s
重复再现性
F.S.2%
噪声等级(*3)
74.8[dB](流量为80L/min时)
压力特性
直线性
F.S.2%
磁滞
F.S.2%
最大压力响应(*2)
模拟输入
(2ch)
指令分解能 1.0%
压力指令Pi
0~+10V
流量指令Qi
0~+10V
模拟输出
(2ch)
压力监控Po
0~+10V
流量监控Qo
-10~+10V
数字输入信号
(*4)
(8ch)
光耦合绝缘DC+24V(最大27V) 5mA/ch
正的共用接点・负的共用接点
DI1
运转停止信号
DIN2~8
(未使用)
因此、有必要充分考虑装载本产品的注塑机的负荷条件、运转周期等。
即使在电源电压容许变动幅度的公差内,若变动为-侧的话,输出特性也有可能下降。
如果担心电源电压变动至380V以下的话,请参考下记代表特性选定要使用的PQ范围。
注塑机温升过高的原因
注塑机温升过高的原因(1)油箱容积太小,散热面积不够,冷却装置但其容量过小(2)按快进速度选择油泵容量的定量泵供油系统,在工作时会有大部分多余的流量在高压下从溢流阀溢回而发热。
(3)系统中卸荷回路出现故障或因未设置卸荷回路,停止工作时油泵不能卸荷,泵的全部流量在高压下溢流,产生溢流损失而发热,导致温升。
(4)系统管路过细过长,弯曲过多,局部压力损失和沿程压力损失大。
(5)元件精度不够及装配质量差,相对运动间的机械摩擦损失大。
(6)配合件的配合间隙太小,或使用磨损后导致间隙过大,内、外泄漏量大,造成容积失大,如泵的容积效率降低,温升快。
(7)液压系统工作压力调整得比实际需要高很多。
有时是因密封过紧,或因密封件损坏、泄漏增大而不得不调高压力才能工作。
(8)气侯及作业环境温度高,致使油温升高。
(9)选择油液的粘度不当,粘度大粘性阻力大,粘度太小则泄漏增大,两种情况均能造成发热温升。
注塑机温升过高的危害(1)使机械产生热变形,液压元件中热胀系数不同的运动部件因其配合间隙变小而卡※,引起动作失灵、影响液压系统的传动精度,导致部件工作质量变差。
(2)使油的粘度降低,泄漏增加,泵的容积效率和整个系统的效率会显著降低。
由于油的粘度降低,滑阀等移动部件的油膜变薄和被切破,摩擦阻力增大,导致磨损加剧。
(3)使橡胶密封件变形,加速老化失效,降低密封性能及使用寿命,造成泄漏。
(4)加速油液氧化变质,并析出沥青物质,降低液压油的使用寿命。
析出物堵塞阻尼小孔和缝隙式阀口,导致压力阀卡※而不能动作、金属管路伸长而弯典,甚至破裂等。
(5)使油的空气分离压降低,油中溶解空气逸出,产生气穴,致使液压系统工作性能降低。
注塑机温升过高处理方法(1)根据不同的负载要求,经常检查、调整溢流阀的压力,使之恰到好处。
(2)合理选择液压油,特别是油液粘度,在条件允许的情况下,尽量采用低一点的粘度以减少粘度摩擦损失。
(3)改善运动件的润滑条件,以减少摩擦损失,有利于降低工作负荷、减少发热。
伊之密A5標準型高端伺服注塑機說明書说明书

A5標準型高端伺服注塑機New A5, Excellent As Always一樣的傑出不一樣的A5A5 Series Standard High-end ServoInjection Molding Machine地址:中國廣東省佛山市順德區大良五沙居委會順昌路12號Address: No.12, Shunchang Road, Daliang, Shunde, Foshan, Guangdong Province, China 528306TEL:86-757-29262215Email:*****************D e s i g n e d b y Y i z u m i i n N o v e m b e r 2018廣東伊之密精密注壓科技有限公司Guangdong Yizumi Precision Injection Molding and Die Casting Technology Co., Ltd.About Yizumi0102We aspire to becomea world-class enterprise in our field!伊之密順德容桂總部Yizumi’s headquarters in Ronggui, Shunde蘇州吳江生產基地Wujiang production base in Suzhou順德五沙生產基地Wusha production base in Shunde宗旨:使命:願景:Aim: Mission: Vision:伊之密公司簡介立志成為所在領域世界級企業輕合金及高分子複合材料模型成型工藝的廣泛應用,改變了近代的工業製造模式,使低成本大批量生產成為可能。
今天,以鋁、鎂、鋅為代表的輕合金,及以塑膠、橡膠為代表的高分子複合材料,已成為工業製品和消費產品不可或缺的重要組成原料,從而帶動相關的模壓成型裝備的飛速發展。
2002年,公司在佛山市順德區容桂鎮四基生產出第一台伊之密塑膠注射成型機,隨後,伊之密相繼推出鋁、鎂、鋅合金壓鑄機、橡膠注射機和機器人自動化集成系統,並得到了越來越多模壓成型行業知名客戶的認可和信賴。
e-mac 电动注塑机 - 说明书

e-macElectric. Efficient. Compact & precise.Flexible and modular. Many options and ENGEL CC300 control unit.The ENGEL e-mac uses the proven ENGEL CC300 control unit which offers maximum flexibility on all ENGEL machines. With the ENGEL e-mac you can also implement complex injection moulding applications in a highly efficient and user-friendly way. Thanks to fully-integrated automation, the proven ENGEL formula of …Robot control unit = Machine control unit“ applies here – in other words, you can simply control your robot via your machine.Saving space. Thanks to compact dimensions.The ENG EL e-mac helps you save space. Thanks to its extremely compact dimensions, the machine makes optimum use of your shop floor space, giving you more value for your money. This means: more performance per cubic metre. Or to put it another way: more machines, and thus more productivity per facility. Do you need an intelligent automation solution for your injection moulding application? The matching 6/7 extension package converts your ENGEL e-mac into a highly efficient production cell. One that still makes very frugal use of your shop floor space.Saving costs. High energy efficiency saves cash.Thanks to consistent use of all-electric drive technology with best-in-class efficiency, the ENGEL e-mac is a genuine energy saving champion. This high energy efficiency saves you cash. Shot for shot. This helps you keep your ongoing operative costs down to an amazingly low level.Fast. Faster. ENGEL e-mac. Breathtaking acceleration for maximum productivity.The ENGEL e-mac sets a new standard with up to 22 m/s² acceleration on the injection axis. Thanks to this, and many more impressive parameters, it guarantees short cycle times and maximum productivity in your operations.ENGEL e-mac. A mac hine that gives you more. A mac hine that c ombines great performanc e with amazing prec ision. All-electric. A machine that offers you a huge amount of freedom. Enough freedom to be able to design your individual injection moulding applications with the required degree of flexibility.A machine that takes up very little shop floor space despite its amazing performance. And a machine that is extremely frugal. In ongoing operations, because it uses very little energy. But above all in terms of capital outlay – keyword: unbeatably inexpensive purchasing price.ENGEL e-mac clamping unitClose to perfection.For each mould change. The mounting height of the mouldENGEL e-mac injection unitInject the future.High-precision sensors and fast control.Highly precise and extremely fast - this is how the injection unit on the ENGELe-mac works: for example, the screw position is measured by the encoders onthe servo-motors. This ensures maximum resolution for highest precision andprocess assurance. Pressure membranes measure the peak, post-injectionand holding pressures outside the nozzle area. This avoids the measuredvalue being influenced by different processing temperatures.Swivel-out injection unit included as standard – thismeans optimum accessibility of the screw tip and minimaloverhead for changing and cleaning the screws.But barrels can also be changed quickly on the ENGELe-mac. Thanks to the intelligent quick-coupling system.All told, this saves you much valuable tooling time.for oil cooling. And you make substantial savings on maintenancecosts, as this lubrication system uses inexpensive standard oil.Powerful servo-motors.ensure high injection speeds andbreathtaking acceleration. And: they allowfor long, high post-injection pressures.Clamping drive: high productivity, precision and dynamicShort dry-cycle times for impressive productivity. This is what the dynamic clamping drive with its optimised toggle lever geometry offers. Due to FEM (Finite Element Method) optimised parts, only very little mass is moved. This improves the dynamic while at the same time reducing the energy consumption.Sensitive mould protection ENGEL autoprotectMaximum safety for your mould. This is guaranteed by the self-teaching and highly-sensitive ENGEL autoprotect mould protection program. It automatically determines the mould protection force and can be set up individually for each mould. Mould wear and maintenance costs are thus reduced to a minimum. And machine availability, and thus productivity increase substantially.Highest injection performanceTo achieve the maximum injection speed at the highest injection pressures, extremely powerful servo-motors are required. The ENGEL e-mac again sets standards in its class. Thin wall thick-nesses and long flow channels are thus child‘s play for the high-performance injection units on the machine.ENGEL e-mac advantagesDynamic ejector - precise and dynamicThe ENGEL e-mac is equipped with a servo-electric ejector as standard equipment. This means that parallel motion of the ejector can be optimally adjusted to match the mould movements. Thanks to fast acceleration behaviour and high reproducibility of the ejector positions, the mould take-off process can be accelerated, thus saving cycle time.High-quality sensors and fast controls are required for highest precision and repeating accuracy. This is the only way to control a dynamic injection process. The ENGEL e-mac offers the best prerequisites for this. All pertinent positions are measured with highest resolutions via the increment shaft encoders on the servo-motors. This guarantees positioning repeatability of +/- 0.02 mm. The peak, post-injection and holding pressure measurement is not influenced by external factors; it occurs directly on the screw bea-ring and thus has a direct mechanical connection to the molt pre-chamber via the screw. The pressure sensor is wear-free and calibrated for its entire service life - it impresses with its extremely high resolution. This guarantees maintenance-free long-term precision.Taking precision to the highest levelLong post-injection pressure – no problem!Long, high post-injection pressures can be a major challenge for electric machines. The motor and controller overheat after a short time at high pressures and the post-injection pressure collapses. The rule is: the more powerful the motor, the better the post-injection pressure behaviour. And here too the ENGEL e-mac sets new standards in its class.ENGEL smart shutThe non-return valve with forced shut-off.Although state-of-the-art electric injection units are proven to execute movements at the highest levels of repeatability, shut-off behaviour is the decisive factor in maintaining process consistency.The forced shut-off action of the ENGEL smart shut reduces weight fluctuation to a minimum.This is how the new intelligent solution – ENGEL smart shut – works: after the metering process, the screw is turned briefly in the opposite direction; a special control gate moves the lantern piece in shut-off direction. The non-return valve is thus already closed before the injection action.The advantage: thanks to ENGEL smart shut, different shut-off points and the weight fluctuations they cause are a thing of the past.ENGEL iQ weight control. Smart online process control.An intelligent option.ENGEL‘s newly developed iQ weight control software automatically detects viscosity fluctuations and compensates for them in the same shot. The results: substantially improved reproducibility of the process and part weight. Or to put this another way: more good parts, less rejects and thus higher productivity!Even if the ambient conditions change: the quality of your moulded parts remains consistently high. Shot for shot.ENGEL e-mac 50ENGEL e-mac 50ENGEL e-mac 75ENGEL e-mac 75ENGEL e-mac 100ENGEL e-mac 100ENGEL e-mac 180ENGEL e-mac 180ENGEL e-mac 280ENGEL e-mac 280E N 2017-10ENGEL AUSTRIA GmbH | Ludwig-Engel-Straße 1 | 4311 Schwertberg, Austria Tel.+43506200|Fax+43506203009|**************|The information, product features and pictures contained in this brochure are intended exclusively as a technical guide. ENGEL is not responsible for any。
挤塑成型机操作说明
挤塑成型机操作说明挤塑成型机(Extrusion Molding Machine)是一种广泛应用于塑料加工领域的设备,它能够将熔融的塑料通过模具挤压成型,用于生产各种塑料制品。
本文将详细介绍挤塑成型机的操作步骤和注意事项。
一、设备准备1. 检查挤塑成型机的各项部件是否完好,并进行必要的维护和保养。
2. 确保电源和供电有稳定的电压和电流。
3. 检查挤塑机的熔融系统是否清洁,确保内部没有残留物。
二、原料准备1. 根据生产需要,选择合适的塑料原料,并进行充分的烘干处理,以去除其中的水分。
2. 按照设备要求将熔融料投入进料口,并确保进料均匀。
三、模具安装1. 根据产品要求,选择合适的模具,并进行清洗和加热处理。
2. 将模具安装在挤塑机上,并确保固定稳固,以防止出现模具偏移或跑料现象。
四、调整机械参数1. 根据塑料原料的特性以及产品要求,调整挤塑机的挤出温度、压力和速度等参数。
2. 通过调整挤压螺杆的转速,控制塑料的挤出量,并保持适当的挤出稳定性。
3. 根据模具的形状和尺寸调整成型机的压力和速度,以确保产出的产品质量稳定。
五、开机操作1. 打开挤塑机的电源,并按照设备要求进行预热操作,以达到正常的工作温度。
2. 启动挤压螺杆,并根据需要选择挤压机的工作模式(手动或自动)。
3. 将熔融塑料从进料口注入挤塑机中,并通过挤压螺杆的旋转将其均匀挤压至模具中。
六、成型操作1. 当塑料完全充填模具后,关闭挤压机,并施加适当的冷却和压力,以确保塑料在模具中凝固和固化。
2. 根据模具的冷却需求,调整冷却时间和冷却介质,促进成品的快速冷却。
3. 在产出的产品冷却固化后,打开模具释放装置,将成品取出。
七、设备维护1. 操作完成后,及时清理挤塑机和模具中的残留物,并进行必要的维护和保养工作。
2. 定期检查和更换挤压螺杆、模具等易损件,以保证设备的正常运行和延长设备寿命。
八、安全注意事项1. 在操作过程中,严格按照设备操作规程进行操作,避免发生事故。
注塑机说明书

BT-250U热固性塑料注射成型机使用维护说明书柳州市华工百川橡塑科技有限公司Liuzhou SCUT Bestry R&P CO.,Ltd.前言承蒙购买我公司的热固性塑料注射成型机,万分感谢!首先请您在操作机器之前务必详细阅读本说明书和电脑操作手册,期望能对本机的操作、维护及安全注意事项有更进一步的了解。
热固性塑料注射成型机包括高压闭模、高速转动、高电压控制及高温度塑料输送等机构。
为了避免可能造成挤压、烫伤、电击等危险性的人体伤害,恳请参与本机之机器的管理人员及操作机械之作业人员,务必严格遵守本机安全作业标准及正确性的操作与维护,则必有助于本机性能充分发挥及减少无谓消费。
再者本书为机械性能及电脑操作之重要书籍,为应不时之需,非有关人员切勿借阅,并请妥为保存.柳州市华工百川橡塑科技有限公司谨上目录一、安全装置 (4)1-1对人体可能发生伤害的防止 (4)1-2烫伤的防止 (4)1-3 防止的电击 (4)1-4 作业环境发生危险的防止 (5)二、安全装置确认 (5)2-1 紧急停止开关的确认 (5)2-2 安全门、电气、液压、机械安全装置的确认 (5)三、用途与特点 (6)四、技术规范 (6)五、机器结构及动作 (7)5-1 注射部份 (7)5-2 锁模部份 (8)5-3 床身部份 (9)5-4 液压部份 (9)5-5 冷却部份 (10)5-6 电气部份 (11)六、开机运转注意事项 (12)七、运输与安装 (13)附图:外观图模板尺寸图锁模阀板位置图注射阀板位置图地基图动作顺序表液压原理图主电路图控制线路图电脑板连接图输入板端子接线图输出板端子接线图尺子板端子接线图流量、压力放大板连接图机架接线图1机架接线图2一、安全装臵本机为曲手式锁模全自动热固性塑料注射成型机,能适应各种塑料的注射成型,但请您在采用不同种类材料注射成型之前先注意其材料的腐蚀、含毒、磨耗等特性。
同时请在操作本机之前先参考并了解本机各主要机构及控制配件位臵(见附图).为了确保操作者安全,请注意本机的正确操作、维护及本机危险部位警告。
注塑机操作手册

注塑机操作手册1 操作方式操作手册里面的说明可让您对HMI的面板按键及屏幕画面更熟悉。
假如找不到您要的或想寻找更多按键及屏幕画面的相关数据, 请查询操作画面的相关部份。
1.1 开关模单元的设定当您在更换模具时,请完全依照机械厂人员所教您的方法,以避免造成人员受伤。
当模具安装完成后,请确定模具,座台及射出单元是否已调好整适当数据,以避免机器的损坏. 除此之外,您必须确定料管是否与模具连接好及模具是否已被安全地固定好.1.1.1 如何调整模具厚度(直压机不使用此部份)在重新装置模具时,使用调模按键去调整模具的厚度. 按“调模进”键来调整减少模具厚度( 降低在静态模座及动态模座之间距离)或按“调模退”键来调整增加模具厚度( 增加在静态模座及动态模座之间距离)。
持续按此键,模座会连续动作。
此模座将会面慢慢移动和停止。
持续按此键维持1秒以上模座将开始连续移动,放开此键将停止模座的移动.假如您按此键并立即的放开,此模座将慢慢的移动及停止也就是所谓“微调”。
您可以重复操作将模座移到所要求的位置。
关机并安装新的模具.当您已经安装好新的模具,请关上安全门并开机然后按调模使用键,才可使用手动调模动作。
模具更换之后, 您可在托模画面中(也就是屏幕上的F2)来改变调模的速度及压力设定。
假如有必要, 您也可为新的模具设定模具数据或加载已设定好的模具数据。
当调整的数据设定完成后,再按一次调模使用键来关闭模具。
当模具关闭之后, 控制器会照我们所设定的数据执行自动调模。
当自动调模已经执行完成, 所有的动作将会停止并且会发出警报声。
此时,就会退回手动的状态下。
请注意:为了安全起见,必须先回到手动模式下,才可使用模具调整键或手动键.假如您想要使用其它的模块, 请在手动模式状态下再改变您想要的模块。
假如在模具调整当中您遇上问题,请按下手动键,来为紧急重制停止动作。
1.1.2 关模及如何保护模具关模可执行四段压力速度:关模快#1,关模快#2, 关模低压和关模高压。
engel恩格尔注塑机机操作说明书【范本模板】

2003年第二版1/48第一章:操作面板操作面板組成分為三部份,第一部份是螢幕顯示畫面,由10.4”之LC或彩色TFT組成,第二部份是按鈕,有ESC 及F1~F8 及次頁等選擇按鈕,有數字輸入按鈕,有亮點控制方向按鈕,及手動控制按鈕,功能選擇按鈕等。
第三部份是旋轉式控制開關如電源開關及馬達開關,電熱開關等.第一節:亮點控制鈕此上下左右四個箭頭按鈕可以控制顯示屏的亮點上下移動,移動亮點到我們希望輸入那行數值的位置後,才有可能輸入新的數值,此控制尚有兩個頁面下翻或上翻按鈕可以按選下頁畫面或上一頁畫面。
第二節:數字輸入按鈕有數字0~9及小數點,正值,負值,上昇,下降等按紐,按下此數字後可在顯示屏上相對應看到我們輸入的值。
第三節:其它功能按鈕ENTER 輸入按鈕,當按入數字後選按此ENTER則數值輸入電腦.我們可以看到亮點位置之值已被新數值代替,如此則完成數值輸入. CLEAR 數字按入後若希望改變則按下此CLEAR鈕,會清除我們所按入的數字,便可以重新按入新數值。
向下雙箭頭:當按下ENTER後同樣數字值可以被輸入於下一個值中,按下此雙箭頭便是將上一次ENTER之同值輸入新亮點位置.帶有叉叉之三角驚嘆號錯誤顯示標誌,若有錯誤警報,則每按下此紐一次,便清除最上面一個錯誤狀況,但是若尚位解除此錯誤,則此錯誤警報便會再出現於最下行的警報位置.2003年第二版2/48第四節:輸入控制鑰匙此鑰匙有OFF位置:不能變更顯示屏上所有之值,不允許輸入新值,此位置祇能查看電腦之條件設定值。
ON 位置:若鑰匙轉於此位置則允許輸入新值到電腦中,可以改變成型條件或是其它參數。
但是不能列印參數於印表機上。
PR 位置:鑰匙轉於此位置除了可以輸入數值改變設定外,還可以將利用印表機等作條件列印.要用印表機唯有將鑰匙位置轉至此.第五節:ESC及F1~F8按鈕ESC按鈕可跳離目前之狀況,或中斷現在之功能,F1 ~F8 按鈕則相對應於顯示屏之說明功能。
注塑机专用变频器说明书

注塑机专用变频器说明0 通道G1/S1设定频率 1 通道G2/S2设定频率2 通道G1/S1与G2/S2组合设定频率当参数PA3.00 设置为2 即选择通道G1/S1与G2/S2组合设定频率设定频率 = 通道G1/S1单独设定的频率×PA3.01 + 通道G2/S2单独设定的频率×PA3.02 各通道单独设定频率由图附1-1至1-4 曲线确定当参数PA3.00 设置为0时 即选择通道G1/S1设定频率当参数PA3.11 设置为0时 即设置为拐点无效时 变频器的设定频率完全由参数PA3.04、 PA3.06确定 如图附1-1所示当参数PA3.11 设置为1时 拐点有效 此时的设定频率如图附1-2所示设定频率输入量设定频率输入量PA3.03PA3.05PA3.04PA3.06PA3.03PA3.12PA3.14PA3.05PA3.04PA3.13PA3.15PA3.06图附1-1 拐点无效时的设定频率图附1-2 拐点有效时的设定频率当参数PA3.00 设置为1时 即选择通道G2/S2设定频率当参数PA3.11 设置为0时 即设置为拐点无效 变频器的设定频率完全由参数PA3.08、 PA3.10确定 如图附1-3 所示当参数PA3.11 设置为1时 即设置为拐点有效 此时的设定频率如图附1-4 所示设定频率输入量设定频率输入量PA3.09PA3.08PA3.10PA3.07PA3.16PA3.18PA3.09PA3.08PA3.17PA3.19PA3.10图附1-3 拐点无效时的设定频率图附1-4 拐点有效时的设定频率注意:使用多段速上限功能,对应端子的功能必须设对即P02.00=01,P02.01=02,P02.02=03,P02.03=00,P02.04=00。
如果有两个或两个以上端子通道,选择大的上限频率。
三.使用范例1.用比例流量阀的电流控制信号作为变频器的控制输入必须设置的参数如下P00.26 = 2 选择注塑机专用参数PA3.00= 0 外部设定G1/S1PA3.01 = 1.00 外部输入G1/S1权系数设定为1.00PA3.03 设置为注塑机比例流量阀的最小控制电流PA3.05 设置为注塑机比例流量阀的最大控制电流PA3.04 电动机工作的最小频率一般在0.00~10.00 之间PA3.06 电动机工作的最高频率一般在50.00~55.00 之间其它参数为变频器的出厂值加速时间P00.10和减速时间P00.11根据情况和要求进行调整。
SUM32-380v油电混合注塑机使用手册-

在推荐使用温度范围外使用的场合,有可能会发生压力脉动变大或流量减少的现象,这属于正常现象。
推荐品牌请参考我公司的『液压机器综合样本』(资料编号HK196)。
*7.轴贯通部、编码器连接插头、马达冷却风扇、端子箱部分除外。
*8.根据使用环境,需要我公司推荐的噪声对策。
因此、有必要充分考虑装载本产品的注塑机的负荷条件、运转周期等。
即使在电源电压容许变动幅度的公差内,若变动为-侧的话,输出特性也有可能下降。
如果担心电源电压变动至380V以下的话,请参考下记代表特性选定要使用的PQ范围。
2.4
电源投入时的接点输出如下图所示。
从电源投入到初期化完成这段时间,进行如下操作使主机侧检测不出报警。
・出厂时吸油口上装有盖板。
・拆下盖板后连接液压软管。配管用密封带卷起来进行连结。
・连接到吸油口的配管上,请安装150筛孔程度的吸滤器。
注意
・连到本产品的配管,请使用软管进行连接。
・请用比软管尺寸的弯曲半径大的软管进行连接。
・连接软管时,请注意不要使其扭曲。
・若担心由于软管过重而发生过度变形的场合,请将软管支撑起来。
*9.我公司推荐的滤波器使用时的代表值。
2.2.2
下记数据是代表性能,并非保证值。
项目
规格
流量特性
直线性
F.S.2%
磁滞
F.S.2%
最大流量响应(*1)
0.10s
重复再现性
F.S.2%
噪声等级(*3)
74.8[dB](流量为80L/min时)
压力特性
直线性
F.S.2%
磁滞
F.S.2%