预处理流水线共分为六个部分
清洗流水线原理

清洗流水线原理
清洗流水线是一种自动化的生产设备,常用于工业生产中的清洗和去污过程。
其原理基于连续传送带和一系列清洗模块的组合,可以有效地清洗工件并去除表面污物。
清洗流水线通常由以下几个部分组成:
1. 传送带系统:清洗流水线通过传送带将工件从一个模块传递到下一个模块。
传送带通常由皮带或链条构成,可持续运转,将工件从一个工作区域转移到另一个工作区域。
2. 预处理区:在清洗工序之前,工件经过预处理区进行前处理,例如清除大颗粒污物、涂覆去污剂等。
预处理区可以根据不同的工艺要求进行调整。
3. 清洗模块:清洗模块是清洗流水线的核心组成部分,主要用于去除工件表面的污物。
常见的清洗模块包括喷淋系统、冲洗系统和浸泡系统等。
喷淋系统通过喷头向工件表面喷射清洗液,冲洗系统则通过喷水枪或喷嘴对工件表面进行冲刷清洗,浸泡系统则将工件浸泡在清洗液中进行清洗。
4. 干燥区:在清洗工序完成后,工件经过干燥区进行表面干燥。
干燥区可以利用热风、吹风机或烘箱等设备对工件进行干燥操作,以防止污水残留和水斑的产生。
5. 排放系统:清洗流水线通常还包括一个排放系统,用于处理清洗过程中产生的废水和废物。
排放系统可以通过处理和过滤
废水,使其达到环保要求,并确保清洗过程的可持续性。
清洗流水线的原理是将工件通过传送带系统从一个模块传递到另一个模块,期间经过预处理、清洗和干燥等环节,最终得到清洁的工件。
通过清洗流水线的连续作业,可以大大提高清洗效率和生产效率,并保证清洗质量的稳定性。
流水线设计

流水线设计1. 概述在计算机科学中,流水线是一种用于提高计算机性能的技术。
它将复杂的任务划分为一系列简单的子任务,并且在同时执行这些子任务的同时传递数据,从而实现更高的吞吐量和更短的响应时间。
本文将介绍流水线设计的基本原理和常见的应用。
我们将讨论流水线的架构、流水线的设计要点以及流水线中可能遇到的一些问题和解决方案。
2. 流水线的架构流水线的基本架构由以下几个组成部分组成:2.1. 输入单元输入单元负责接收外部输入并将其转换为计算机可以处理的格式。
它可以是键盘、鼠标、传感器等。
输入单元还可以包括解码器、缓冲区等组件,以提高数据传输的效率和稳定性。
2.2. 控制单元控制单元负责协调整个流水线中的各个组件的操作。
它根据指令和状态信息来决定下一步的操作,并将相应的指令发送给执行单元。
2.3. 执行单元执行单元是流水线中最重要的部分之一。
它负责执行任务的实际计算部分。
执行单元可以包括算术逻辑单元(ALU)、浮点运算单元(FPU)、乘法器、除法器等。
执行单元可以根据具体的需求进行扩展和优化。
2.4. 存储单元存储单元用于存储流水线中的数据和指令。
它可以是寄存器、缓存、内存等。
存储单元要具备高速访问和大容量的特性,以满足流水线的高效率要求。
2.5. 输出单元输出单元将计算结果输出给外部设备或其他计算机系统。
它可以是显示器、打印机、网络接口等。
输出单元还可以包括编码器、缓冲区等组件,以提高数据传输的效率和稳定性。
3. 流水线的设计要点在设计流水线时,我们需要考虑以下几个要点:3.1. 指令级并行流水线可以将任务划分为一系列子任务,并且在同时执行这些子任务的同时传递数据。
这种指令级并行可以提高计算机的性能。
在设计流水线时,我们需要合理划分子任务,并确保它们之间的依赖关系正确处理。
3.2. 数据冲突在流水线中,由于子任务之间的数据传递,可能会出现数据冲突的情况。
数据冲突会导致流水线的停顿和性能损失。
为了解决数据冲突,我们需要采取一些技术手段,如使用缓存、乱序执行、数据旁路等。
钢板预处理流水线操作维护规程
钢板预处理流水线操作维护规程钢材预处理流水线,是由预热、抛丸机、喷漆机、运输辊道及行车等工位所组成,它的主要作用:是对造船用钢板、型材进行抛丸除锈.喷涂一道底漆。
由于本流水线许多部件长期处于高遁运转,而且喷漆所使用的底漆属易燃易爆物品,因此,本流水线所有操作人员必须严格按照操作规程工作,以使设备安全、高效地运转。
一.生产前准备1.辊道上是否有杂物?如有应清理后方可运转。
2.抛丸头电机皮带松紧?如松动应及时调节。
3.提升机皮带的松紧?如松动应及时调节。
4.机器内部有无上次工作落下的杂物?钢丸流动通道是否畅通?5.喷漆喷嘴是否畅通?高压泵、电磁阀、气阀动作是否正常?二.工作要求1.注意各电机的电流是否正常?如有异常应立即停机检查。
2.根据所处理的钢材及时调节抛丸电流,调整吹丸风机刮板的高低。
3.根据工艺要求,及时调整高压泵的工作压力,辊道、喷枪的运行速度,使漆膜厚度、复搭面达到质量要求.4.工作中,应加强巡回检查,注意高速运转部件有无异常震动、杂音,发热、冒烟及异常气味等。
5.根据工作量的多少,计算好油漆用量,以免造成不必要的浪费。
6.注意生产安全、防火、防爆,危险物品按规定堆放,严禁一切火种带入调漆室,喷漆机、调漆桶等设备要接地,在调漆室工作要避免穿着化纤等易产生静电火花的衣服,以免因此发生意外。
7.工作中,如遇特殊危急情况,任何人有权使用紧急止动开关,紧急停机,以免造成重大的人员或机损事故。
8.工作中,应采取防止地面污染的措施。
三.工作完毕要求1.认真清理工作现场,彻底清洗管路、喷嘴。
2.关闭好各气阀,蒸汽开关。
3.关闭并门、窗、照明开关。
4.应收集所有有毒有害固体、液体废弃物,并置于指定收集场所。
5.做好工作记录。
四.每周需进行的工作1.检查叶片、护板及机器内部易损部件。
2.对油嘴、转动链条补充加油。
3.对设备进行清扫,在清扫过程中,注意检查设备有否故障、损伤等。
流水线工作原理
流水线工作原理流水线是一种高效的生产组织方式,通过将生产过程分成多个相互关联的步骤,并且将每个步骤分配给不同的工人或机器来完成,以提高生产效率。
流水线工作原理主要包括任务划分、工位安排、生产流程和工作调度。
一、任务划分在流水线生产中,首先需要对整个生产过程进行任务划分。
这意味着将复杂的生产过程分解成多个简单的子任务。
每个子任务应该能够独立地进行,并且不同的子任务之间应该有一定的逻辑关系。
二、工位安排在流水线上的每个工位上,都会有一个特定的任务需要完成。
这些任务可以是机械化的操作,也可以是人工的操作。
根据任务的不同,可以为每个工位选择不同的设备或工具。
此外,还需要考虑作业者的工作环境、工位之间的距离和工作步骤的顺序等因素。
三、生产流程生产流程是指在流水线上的产品是如何从一个工位流动到下一个工位的。
在流水线生产中,通常是通过传送带或输送线将产品从一个工位转移到下一个工位。
传送带的速度应根据每个工位的处理能力和任务需求来设置,以保持良好的生产节奏。
四、工作调度在流水线工作中,需要对任务的执行进行调度。
这包括确定每个工位的工作内容和工作时间。
调度应该均匀地分配任务,以避免某些工位出现工作负荷过重或工作负荷过轻的情况。
此外,还需要根据产品的生产速度和需求量进行适当的调整,以确保生产进度的平稳进行。
流水线工作原理的优点是可以提高生产效率和产品质量。
通过将复杂的生产过程分解成简单的子任务,并将每个子任务分配给专门的工位或设备来完成,可以大大缩短生产周期和加快生产速度。
此外,流水线生产还能降低生产成本,并提高产品一致性和可靠性。
然而,流水线工作原理也存在一些局限性。
首先,当生产过程中发生故障或停工时,整个流水线的生产都会受到影响。
其次,流水线生产对产品的类型和规格要求有一定限制,无法适应个性化和定制化的生产需求。
最后,流水线工作需要高度的标准化和规范化,对于灵活性和创新性的要求较低。
总结来说,流水线工作原理是一种高效的生产组织方式,可以提高生产效率和产品质量。
指令流水线的分类

指令流水线的分类文章目录••oooo指令流水线的分类1.部件功能级、处理机级和处理机间级流水线根据流水线使用的级别的不同,流水线可分为部件功能级流水线、处理机级流水线和处理机间流水线。
部件功能级流水就是将复杂的算术逻辑运算组成流水线工作方式。
例如,可将浮点加法操作分成求阶差、对阶、尾数相加以及结果规格化等4个子过程。
处理机级流水是把一条指令解释过程分成多个子过程,如前面提到的取指、译码、执行、访存及写回5 个子过程。
处理机间流水是一种宏流水,其中每一个处理机完成某一专门任务,各个处理机所得到的结果需存放在与下一个处理机所共享的存储器中。
2.单功能流水线和多功能流水线按流水线可以完成的功能,流水线可分为单功能流水线和多功能流水线。
单功能流水线指只能实现一种固定的专门功能的流水线;多功能流水线指通过各段间的不同连接方式可以同时或不同时地实现多种功能的流水线。
3.动态流水线和静态流水线按同一时间内各段之间的连接方式,流水线可分为静态流水线和动态流水线。
静态流水线指在同一时间内,流水线的各段只能按同一种功能的连接方式工作。
动态流水线指在同一时间内,当某些段正在实现某种运算时,另一些段却正在进行另一种运算。
这样对提高流水线的效率很有好处,但会使流水线控制变得很复杂。
4.线性流水线和非线性流水线按流水线的各个功能段之间是否有反馈信号,流水线可分为线性流水线与非线性流水线。
线性流水线中,从输入到输出,每个功能段只允许经过一次,不存在反馈回路。
非线性流水线存在反馈回路,从输入到输出过程中,某些功能段将数次通过流水线,这种流水线适合进行线性递归的运算。
流水线的工作原理
流水线的工作原理
流水线的工作原理是将一个任务拆分成多个子任务,并由多个处理单元按照顺序进行并行处理,从而实现提高任务处理效率的目的。
具体来说,流水线工作原理分为以下几个步骤:
1. 任务拆分:将一个任务分解成多个子任务,每个子任务具有一定的独立性,可以并行处理。
2. 指令执行阶段划分:将每个子任务划分为不同的阶段,每个阶段需要不同类型的处理单元进行处理。
3. 并行处理:每个处理单元在每个阶段对应的子任务上进行处理,各个处理单元同时工作,形成并行处理的效果。
4. 流水线寄存器:流水线中的每个阶段之间通过流水线寄存器进行数据传输,保证各个阶段之间的数据同步。
5. 流水线冲突处理:由于流水线中各个阶段同时进行,可能会出现数据相关等冲突,需要通过添加硬件逻辑或进行优化来解决这些冲突,以保证流水线的正常工作。
6. 结果合并:当所有子任务完成处理后,将各个处理单元输出的结果合并得到最终的任务结果。
通过以上步骤,流水线能够将一个任务分解并并行处理,充分利用硬件资源,提高任务处理的效率和速度。
但是流水线也会因为流水线寄存器的引入,导致任务执行速度下降,同时需要处理冲突问题,因此需要根据具体情况进行流水线设计和优化。
全实验室自动化流水线简介

流水线全称为全实验室自动化系统(TotaiIabOratOrYaUtOmation,T1A),实验室自动化发展到今天,整体自动化包括四大部分,分别为样本采集和传输部分、样本前处理部分、样本分析部分和样本后处理部分。
根据T1A的检测项目可分为生化免疫流水线、血球流水线、血凝流水线、分子诊断流水线、尿液流水线和微生物流水线,但是由于其他细分市场容量较小,通常狭义的流水线指生化免疫流水线。
T1A是全方位的自动化实验室系统,包括了从样本采集到输出检验报告以及样本储存等全过程的自动化,工业化技术在实验室高度自动化的极致体现。
全流程自动化流水线主要包括以下四大类模块:样本采集和传输模块主要包括采样、样本运输、分拣等模块。
样本前处理模块主要包括输入/输出、离心、脱盖、分杯等模块。
样本分析模块主要指轨道接口和对应的生化分析仪以及免疫分析仪等模块。
样本后处理主要包括加盖/膜、存储、出样、二次去盖及信息化系统等模块。
具体环节主要包括:自动生成采血管条码、自动贴码、自动样本传输、自动样本分拣、样本输入、离心、去盖、分杯、分析、加盖/膜、存储、出样、二次去盖/膜、结果审核和发送、样本复检等环节。
目前阶段,除了日常的更换试剂、更换耗材、仪器必要保养等步骤还需手工操作之外,全流程均实现自动化。
目前市场上的流水线差异主要体现在以下几个方面:1.轨道动力和轨道数量轨道是整个流水线标本运转流的核心,也是流水线的基础所在。
按照轨道动力不同可分为履带动力轨道传输、磁动力轨道传输和无动力轨道传输。
轨道数量一般可分为双轨、三轨、四轨传输。
履带动力传输是目前流水线中最常用的传输方式,大部分流水线均采用此种传输方式。
履带动力传输需要使用气动或者电机驱动的履带,带动标本在各个模块间的运转。
磁动力轨道传输指的是在轨道下方布满磁动力装置,采用磁动力进行样本传输。
无动力轨道指的是不靠轨道本身驱动样本流转,不在轨道下方布置电路板、履带和电机装置,样本传输依靠智能小车及其配套的智能控制系统。
钢材预处理生产线设备组成
钢材预处理生产线设备组成钢材预处理线主要由横移上料机构、输入辊道、预热室、抛丸机、过渡辊道、喷漆机、烘干室、输出辊道、横移下料机构、除尘系列、漆物处理系统、电气等组成。
一、辊道全线设有输入辊道、过滤辊道、室内辊道、中间辊道、输出辊道。
均采用变频无级调速,使之达到同步运转。
并设有控制压辊计数盘,PLC编程控制,使全线辊道能根据料位分段自动开启。
当输出辊道因故障不能卸料时,输入辊道不能开启,可防止工件堆积造成意外事故而停机。
二、表面清洁表面清洁主要有升降刮板、吹扫机构、室体、除尘系统等组成。
工作原理:钢板上料运行中,刮板可将钢板表面的块状物及粉状废料分流至钢板两侧,从废料口进入废料桶收集,钢板表面经刮扫后进入吹扫段,经喷吹后的钢板表面干净无粉尘,达到钢板平前的清洁要求。
喷吹过移产生的废气经除尘器处理后达到环保排放标准要求。
三、预热装置工件预热有以下两种形式,用户可酌情选择:1、电远红外辐射器加热方式:钢板预处理线由钢结构组装的通道式壳体,壳体夹层填满岩棉保温材料,通道两端有橡胶帘密封,使之组成封闭性较好的预热室。
钢材经过预热室时由辅射加热,钢材预热后温升约40-50℃。
.2、热水加热方式:该装置的结构是由C型槽板组装的大壳体,这个壳体支持两根槽钢上,槽钢为输送辊道球面调心轴承的支架,在这个壳体里由橡胶帘子组成封闭性较好的预热室。
钢材加热是通过电加热器将热水加热到70℃,再通过室内设有的上、下热水喷筒把热水喷被预热的钢板上、下表面进行加热,钢材预热后温升约40-50℃。
3、此外,尚有燃气、燃油等多种加热方式,可根据用户求设计。
四、抛丸清理机抛丸清理主要由抛丸器、清理室、提升机、分离器、螺旋输送器、弹丸吹扫系统、供丸系统等组成。
1、抛丸器抛丸器是关键部件,对钢材清理质量及使用寿命,维护都有很大影响。
该系列机采用多台世界上先进的单园盘曲线叶片抛丸器,弹丸由导入管流入,经分丸轮、定向套、叶片抛出射出的高速密集弹丸,打击在工件的表面上,使工件表面上的锈蚀层及其污物迅速脱落,获得一定粗糙度的光洁表面,提高了漆膜与材料表面的附着力,提高了材料的抗疲劳强度和抗腐蚀能力。
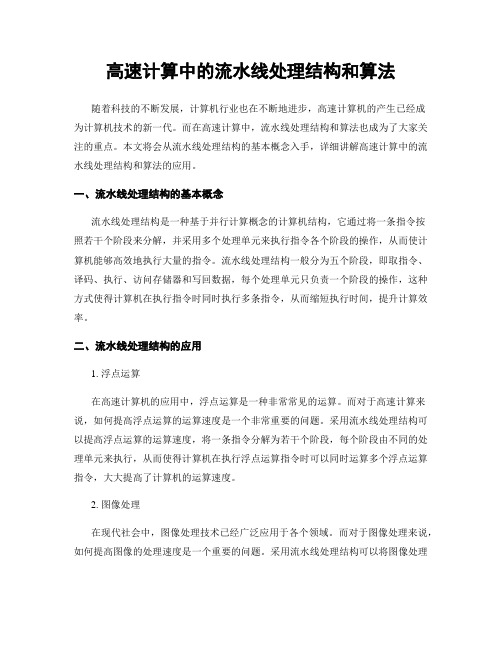
按照流水线的级别来分计算机结构
AB 输入
AB 输入
AB 输入
AB 输入
求阶差
求阶差
求阶差
求阶差
对阶
对阶
对阶
对阶
尾数加
尾数加
尾数加
尾数加
规格化
规格化
规格化
规格化
尾数乘
尾数乘
尾数乘
尾数乘
累加
累加
累加
累加
输出
输出
g= f(A ,B)
(a)功能段间的互连
定点乘 (b)定点乘法
输出
输出
浮点加
浮点点积
(c)浮点加法 (d)浮点点积
4、静态流水线与动态流水线
按照流水线的级别来分
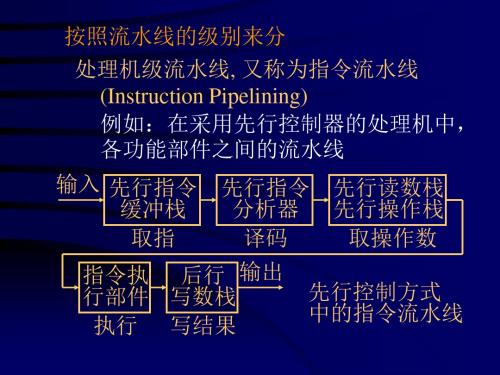
处理机级流水线, 又称为指令流水线
(Instruction Pipelining) 例如:在采用先行控制器的处理机中, 各功能部件之间的流水线
输入 先行指令 先行指令 先行读数栈 缓冲栈 分析器 先行操作栈
取指
译码
取操作数
指令执 后行 输出
行部件 写数栈
先行控制方式
执行 写结果
中的指令流水线
静态流水线: 同一段时间内,多功能流水线中的各个 功能段只能按照一种固定的方式连接, 实现一种固定的功能。 只有连续出现同一种运算时,流水线的 效率才能得到充分的发挥。
动态流水线: 在同一段时间内,多功能流水线中的各 段可以按照不同的方式连接,同时执行 多种功能。
空间
浮点加法 定点乘法
输出
1 2 3…n
水线或异步流水线等
输入 就绪 回答
就绪
就绪
S1 回答 S2 回答 S3
输出 就绪 回答
5.2.3 线性流水线的性能分析
流水线(Pipeline)介绍
ID 段 Reg EX 段 MEM 段 DM WB 段 Reg
IF 段 IM
流水线寄存器
13
ALU
2.3 数据冒险
一条指令必须等到另一条指令的完成而造成 的流水线暂停的情况叫做数据冒险。形如: add $s0, $t0, $t0 sub $t2, $s0 $t3 加法指令需要到WB阶段后才写回结果,减法 指令此时才可以继续执行。在不任何干预的 情况下,流水线白白浪费了三个时钟周期。
Can’t happen in MIPS 5 stage pipeline because: - All instructions take 5 stages, and - Writes are always in stage 5
18
读后写冲突(WAR: Write After Read)
在 i 读之前,j 先写。i 读出的内容是错误的! 这对应“反相关” ,寄存器换名技术可以消 除
转发(旁路)方式解决数据冒险
形如:add $s0, $t0, $t0 sub $t2, $s0 $t3,减法指令要等到加 法指令写回寄存器堆时才可以执行指令,浪 费了时间。转发技术:在加法指令在ALU运 算一结束就将结果送给减法指令的输入项。 这样从内部资源中直接提前得到缺少的运算 项的过程叫做转发。
流水线工作原理

流水线工作原理
流水线工作原理是指将一个任务或工作分解成若干个子任务,并按照固定的顺序和时间间隔进行处理。
流水线工作原理的核心思想是将任务分成几个工序,然后每个工序由专门的人员或机器来完成,最终将所有工序的结果组合起来得到最终的结果。
流水线工作原理通常包括以下几个步骤:
1. 拆分任务:首先将任务分解成若干个独立的子任务,每个子任务可以独立地在一个工序上进行处理。
2. 分配工序:根据任务的性质和要求,将每个子任务分配到对应的工序上,每个工序负责执行特定的处理操作。
3. 协同作业:在流水线上,不同的工序按照固定的顺序进行处理,每个工序在完成任务后将结果传递给下一个工序。
4. 时间调度:为了保证流水线的效率和稳定性,需要严格控制每个工序的处理时间,使得每个工序在规定的时间内完成任务,并迅速转移给下一个工序。
5. 故障处理:在流水线操作过程中,可能出现故障或异常情况,需要能够快速发现并采取相应的措施来处理,以保证整个流水线的正常运转。
通过流水线工作原理,可以实现任务的快速、高效处理,并充分利用资源,提高生产效率。
同时,流水线工作原理也适用于
其他领域,如软件开发、项目管理等,可以帮助提高工作效率和质量。
流水线工作原理的关键在于任务的拆分和协调,同时还需要合理的时间调度和故障处理机制,以确保整个流水线的平稳运作。
流水线工作原理

流水线工作原理流水线是指一种组织和协调生产过程的方法,通过将一个任务分割成多个子任务,并将每个子任务分配给不同的人或机器来完成。
流水线工作原理的核心是将工作划分为多个连续的阶段,每个阶段专注于完成特定的任务,从而提高生产效率和产品质量。
本文将详细介绍流水线工作原理及其优势。
一、流水线的组成一个典型的流水线通常由以下几个基本组成部分构成:1. 输入阶段:将原材料或零件送入流水线的起始点,作为流水线的输入。
2. 工作阶段:流水线上的各个工位按照一定的顺序完成特定的任务。
每个工位负责完成某一环节的加工、制造或组装工作。
3. 输送装置:用于将输入的原材料或零件在各个工位之间输送,保证工作的连续性。
4. 控制系统:流水线的控制中心,通常由计算机控制,负责调度和协调工位的运作。
5. 输出阶段:完成最后一道工序后的产品或成品的输出,也是流水线的终点。
二、流水线工作原理在流水线上,每个工位专注于完成自己的任务,然后将加工好的产品传递给下一个工位。
整个过程中,各个工位的工作同时进行,形成高效的生产线。
流水线的工作原理可以分为以下几个基本步骤:1. 划分任务:将整个生产过程划分为多个连续的子任务,每个子任务由不同的工位完成。
2. 调度与协调:通过控制系统,对每个工位的工作进行调度和协调,保证整体生产的顺利进行。
3. 配置和调整:确定每个工位的位置和功能,保证各个工位的合理配置,并且根据产品的需求进行灵活的调整。
4. 输送物料:在不同的工位之间,采用输送装置,如传送带、滑道等,将原材料或零件传递给不同的工位。
5. 平衡生产速度:对于不同工位的生产速度不一致的问题,需要通过控制系统进行优化和调整,保证整个流水线的平衡。
三、流水线工作原理的优势流水线工作原理具有以下几个显著的优势:1. 提高生产效率:通过将任务划分为多个子任务,每个工位专注于自己的任务,减少了任务间的等待时间,提高了生产效率。
2. 降低成本:流水线生产可以规模化、标准化生产,降低了生产成本。
流水线工作原理
流水线工作原理
流水线工作原理是一种用于提高计算机或生产线等工作效率的工作方式。
它将一个复杂的任务分为多个简单的子任务并行进行,并利用管道传递数据,使各个子任务能够同时进行,从而提高整个系统的处理速度。
具体而言,流水线工作原理包括以下几个重要组成部分:
1. 分阶段工作:流水线将整个任务分为多个阶段,每个阶段都有特定的功能和任务。
例如,在计算机中,一个简单的指令执行可以分为取指、译码、执行等多个阶段。
2. 并行执行:每个阶段都可以同时进行,且不同阶段的处理能够相互独立。
这样可以使得整个系统能够在同一时刻处理多个任务,提高工作效率。
3. 数据传递:不同阶段之间通过管道传递数据。
每个阶段完成自己的任务后,将处理结果传递给下一个阶段,使整个任务能够顺利进行。
4. 流水线寄存器:为了实现数据传递,流水线中使用了一系列的流水线寄存器。
这些寄存器用于存储每个阶段的计算结果,以便在下一个时钟周期传递给下一个阶段使用。
5. 短板效应:流水线的性能主要由最慢的阶段决定,即短板效应。
当一个阶段的处理比其他阶段慢时,整个流水线的效率会受到影响。
总的来说,流水线工作原理通过将一个复杂任务分解为多个简单任务,并行执行,并通过数据传递实现任务的协调与组织,从而提高工作效率。
高速计算中的流水线处理结构和算法
高速计算中的流水线处理结构和算法随着科技的不断发展,计算机行业也在不断地进步,高速计算机的产生已经成为计算机技术的新一代。
而在高速计算中,流水线处理结构和算法也成为了大家关注的重点。
本文将会从流水线处理结构的基本概念入手,详细讲解高速计算中的流水线处理结构和算法的应用。
一、流水线处理结构的基本概念流水线处理结构是一种基于并行计算概念的计算机结构,它通过将一条指令按照若干个阶段来分解,并采用多个处理单元来执行指令各个阶段的操作,从而使计算机能够高效地执行大量的指令。
流水线处理结构一般分为五个阶段,即取指令、译码、执行、访问存储器和写回数据,每个处理单元只负责一个阶段的操作,这种方式使得计算机在执行指令时同时执行多条指令,从而缩短执行时间,提升计算效率。
二、流水线处理结构的应用1. 浮点运算在高速计算机的应用中,浮点运算是一种非常常见的运算。
而对于高速计算来说,如何提高浮点运算的运算速度是一个非常重要的问题。
采用流水线处理结构可以提高浮点运算的运算速度,将一条指令分解为若干个阶段,每个阶段由不同的处理单元来执行,从而使得计算机在执行浮点运算指令时可以同时运算多个浮点运算指令,大大提高了计算机的运算速度。
2. 图像处理在现代社会中,图像处理技术已经广泛应用于各个领域。
而对于图像处理来说,如何提高图像的处理速度是一个重要的问题。
采用流水线处理结构可以将图像处理中的各种算法分解为多个阶段,每个阶段由不同的处理单元来执行,从而可以高效地完成图像的处理,大大提高了图像的处理速度。
3. 数据压缩在数据传输中,数据压缩是一种非常重要的技术。
而对于数据压缩来说,如何提高数据的压缩速度和解压缩速度是一个重要的问题。
采用流水线处理结构可以将数据压缩和解压缩算法分解为多个阶段,每个阶段由不同的处理单元来执行,从而可以高效地完成数据的压缩和解压缩,大大提高了数据的处理速度。
三、流水线处理结构的优势1. 提高计算速度采用流水线处理结构可以将一条指令分解为多个阶段,每个阶段由不同的处理单元来执行,从而可以高效地执行多条指令,大大缩短了执行时间,提高了计算速度。
二讲流水线介绍
35
五、串行、部分并行和完全并行 代码通过流水线的过程举例
BIT/TI
第二讲 流水线介绍
36
串行代码
BIT/TI
第二讲 流水线介绍
37
串行执行
BIT/TI
第二讲 流水线介绍
38
部分并行代码
BIT/TI
第二讲 流水线介绍
39
部分并行执行
BIT/TI
第二讲 流水线介绍
40
部分并行执行(第一执行包进入DC)
BIT/TI
第二讲 流水线介绍
0 1 4 5
10
执行(E—级)
执 行 节 拍
描 述
E 1 完 成 单 周 期 指 令 E 2 完 成 乘 法 指 令
E 3
E 4
E 5 数 据 读 入 寄 存 器
E 6 跳 转 发 生
BIT/TI
第二讲 流水线介绍
11
取指令(LD)执行节拍
• 虽然取指令只需一个周期执行操作(E1),但 结果延迟4个周期
23
MVK完成,LD→E1
BIT/TI
第二讲 流水线介绍
24
指令类型和延迟间隙(delay slots)
类 型 描 述 数 目延 迟 间 隙
IS C 单 周 期 指 令3 4
0
IM P Y 乘 法 指 令 6
1
L D 取 指 令 1
4
B 跳 转 指 令 4
5
BIT/TI
第二讲 流水线介绍
25
第二个LD进入E1
内核循环: 第一个 LD 1
第二个 LD 5
MPY
2
ADD/ SUB 2
B
6
总周期数:
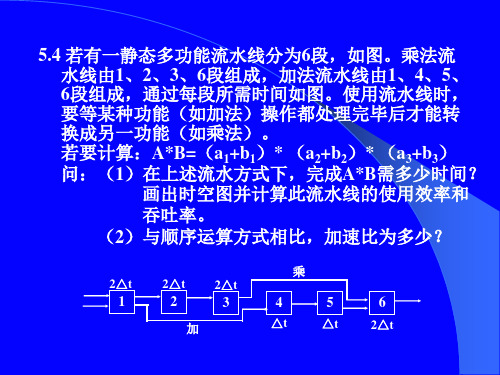
若有一静态多功能流水线分为6段.ppt
(1)超级标量机
T=5个时钟周期
0123456
T
(2)超级流水机
T=523 个时钟周期
0
1
2
3
4
5
6
5.13 叙述超级标量机的典型结构,并列出其主 要特点?P100
• 典型结构
D-Cache
取指令
主
部件
译码器 指
1令
存
I-Cache
2调
度
2条指令并
行取出, 同时译码
作数的访问顺序发生变化,导致数据相 关。往往发生在后继指令所需的操作数 是前一指令运算结果的情况下。
(3)控制相关 转移指令引起控制转移冲突。
5.9 为了在延迟转移槽中填入有效指令,一般可采 用哪三种方法?比较它们的优缺点。P90
a.将转移指令前的那条指令调度到延迟槽中。 要求转移指令与此指令不相关;
由状态图得到各种调度方案的平均间隔拍数表:
调度策略
(3) (2,3) (2,3,2,1)
平均间隔拍数 3 5 2
由上表得,最小延迟:2,最佳调度方案 为(2,3,2,1)
2 3 2 1 2 3 2 2+3+2+1
12 3 4 5 6 7 8
TP=n/T =8/(2+3+2+1+ 2+3+2+ 2+3+2+1) =8/23
状态 记录部件
指令的执 行部件
存储操作部件
执行 LOAD/STORE
ALU部件
RF
转移控制部件
整数 运算
执行转 移指令
• 主要特点
a.配置有多个性能不同的处理部件;多条流水线 并行处理;
流水线的级别
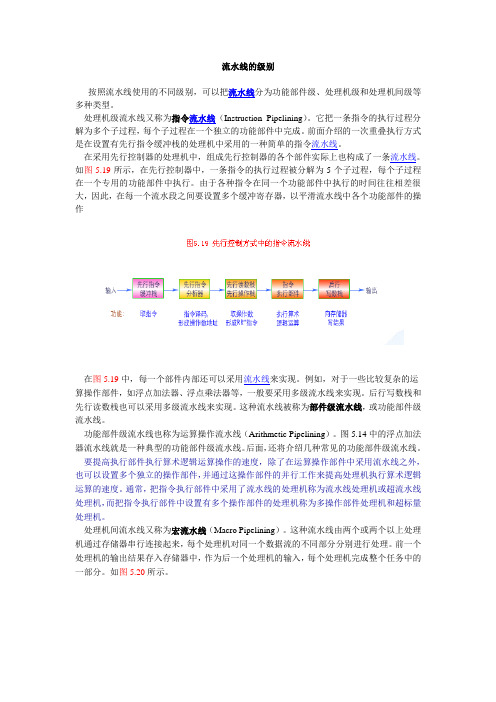
流水线的级别按照流水线使用的不同级别,可以把流水线分为功能部件级、处理机级和处理机间级等多种类型。
处理机级流水线又称为指令流水线(Instruction Pipelining)。
它把一条指令的执行过程分解为多个子过程,每个子过程在一个独立的功能部件中完成。
前面介绍的一次重叠执行方式是在设置有先行指令缓冲栈的处理机中采用的一种简单的指令流水线。
在采用先行控制器的处理机中,组成先行控制器的各个部件实际上也构成了一条流水线。
如图5.19所示,在先行控制器中,一条指令的执行过程被分解为5个子过程,每个子过程在一个专用的功能部件中执行。
由于各种指令在同一个功能部件中执行的时间往往相差很大,因此,在每一个流水段之间要设置多个缓冲寄存器,以平滑流水线中各个功能部件的操作在图5.19中,每一个部件内部还可以采用流水线来实现。
例如,对于一些比较复杂的运算操作部件,如浮点加法器、浮点乘法器等,一般要采用多级流水线来实现。
后行写数栈和先行读数栈也可以采用多级流水线来实现。
这种流水线被称为部件级流水线,或功能部件级流水线。
功能部件级流水线也称为运算操作流水线(Arithmetic Pipelining)。
图5.14中的浮点加法器流水线就是一种典型的功能部件级流水线。
后面,还将介绍几种常见的功能部件级流水线。
要提高执行部件执行算术逻辑运算操作的速度,除了在运算操作部件中采用流水线之外,也可以设置多个独立的操作部件,并通过这操作部件的并行工作来提高处理机执行算术逻辑运算的速度。
通常,把指令执行部件中采用了流水线的处理机称为流水线处理机或超流水线处理机,而把指令执行部件中设置有多个操作部件的处理机称为多操作部件处理机和超标量处理机。
处理机间流水线又称为宏流水线(Macro Pipelining)。
这种流水线由两个或两个以上处理机通过存储器串行连接起来,每个处理机对同一个数据流的不同部分分别进行处理。
前一个处理机的输出结果存入存储器中,作为后一个处理机的输入,每个处理机完成整个任务中的一部分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
预处理简介
Introduction of Preservation Lines
加工部预处理班组位于加工部最北端,处于整个造船工艺流程的最前端,并且承担着所有船只上一切钢板和型材的抛丸除锈工作。
预处理班组成员共30人,它拥有4.5米和3米两条流水线,是整个流程中至关重要的一部分。
由于设备是唯一的,所以一旦机器损坏,整个造船周期将会受到影响。
Preservation Line of processing department is in the northernmost of the processing ministry. It is also in the forefront of the entire shipbuilding process. Moreover, all the shot blasting work of steel plates and profiles is done in it. Processing team has the number of 30 members, and it has two lines of 4.5 meters and 3 meters which is a vital part in the entire process. As the device is unique in the company, once the machine is broken, the entire shipbuilding cycle will be affected.
预处理流水线共分为六个部分:上料-预热-抛丸-喷漆-烘干-下料;其中上料是由配套部提供钢板,预处理工作人员核对钢板信息(包括船号、版图号、分段号等),确认无误后上至辊道,经过雨污清扫流入预热室,而雨污清扫主要是去除钢板表面油污、水和垃圾,预热室的主要功能则为烘干钢板表面的水和油污,让钢板做好抛丸除锈的准备。
Preservation Line is divided into six parts: on the material-warm
up-shot blasting-painting-drying-cutting. The steel plate is provided by the supporting Ministry, and the staff of our department check plate information (including boat No.,territory number,segment number, etc.). After being confirmed, the steel plate should be put onto the roller. Through rain and sewage cleaning which means to remove oil, water and garbage from the steel surface, it is ready to be in the preheating chamber whose main function is to bake water and oil dry in the surface. At last, it will be prepared for shot blasting.
经过上料和预热之后则是抛丸除锈工作。
钢板进入抛丸室后,根据钢板的宽度进行抛丸,最多时由8个抛头(上下各4个)同时进行。
而我们所用的钢丸皆是S390,并且循环利用,直至最后磨损殆尽。
预处理的钢板皆符合PSPC的要求,粗糙度控制在Sa2.5,即40-75μm,可溶性盐≤50mg/㎡NaC1,然而当湿度>85%或者钢板露点温度<3℃的时候,预处理是停止工作的。
Following feeding and preheating work, shot blasting work is very important. After entering the chamber, the steel is been blasted by up to eight throwing heads (vertical four) at the same time according to the width of the steel sheet. The sheet shots we used are all S390 which could be recycled till finally wearing away. The steel plates of Preservation Line are in compliance with the requirements of PSPC with roughness in control of Sa2.3 which
means 40-75μm and NaC1≤50mg. While, Preservation Line stops working when humidity is higher then 85% or the dew point temperature of the steer plate is lower then 3℃.
经过抛丸之后,钢板会被机器中的厕刷、滚扫清除遗留在钢板上的钢丸,并让钢丸做好喷漆的准备。
紧接着就是喷漆工作。
根据钢板的材质,可将钢板分为绿色和灰色两种,而所喷油漆厚度都严格控制在15-25μm之间。
最后就是将钢板烘干,下料,根据上料所提供的信息,将信息移植到钢板上,然后通过行车放到理料间。
至此整个流水工作算是完成了。
After shot blasting, toilet brush and roller sweep in the machine will clear the steel shot in the plate to prepare for the following painting. According to the material, the steel plates can be divided into green and gray. The thickness of spray painting is strictly controlled between 15-25μm. The last is drying, under the material and finally to port the information to the steel plate according to the information provided by feeding. At this point, the entire work is done.
整条流水线的运行都是由电脑统一控制,通过设备中的各个行程开关,光电开关进行数据反馈,然后由电脑做出判断,从而使整个资源始终处于最节省状态。
由于设备保养良好,设备最高年产值可达60万吨,是同行的2-3倍。
也正是凭借如此骄人的成绩预处理流水线从2004年至今都被评为红旗设备,同时在2009年被评为工人先锋号,
预处理班组也在2011年被评为质量信得过班组。
The entire line is controlled by the computer. Data is feedback through the device in various stroke switches, photoelectric switches, then judged by the computer, so that the entire resources are always in the most economical status. Thanks to well-maintained equipments, the highest annual output can reach 60 million tons which is 2-3 times higher than other companies. Also, by virtue of such remarkable achievements, the preservation pipeline is rated as red flag equipment from the year of 2004 till now. At the same time, it was also named Pioneer Workers in 2009. What's more, our team was also selected as the "to trust the quality of team" in 2011.。