药柱双向精密自动压药技术
精密数控双向压药液压机的设计

液压机 是制 品成型生 产 中应 用最 广 的设 备之 一. 1 纪 问世 以来 发 展很 快 , 已成为 工业 生 产 中 自 9世 它 必不 可少 的设 备之 一. 由于液压 机在 工作 中的广泛 适应 性 , 其 在 国 民经济 各部 门获 得 了广 泛 的应 用. 使 如 板材成 型 ; 、 、 管 线 型材挤 压 ; 粉末 冶金 、 塑料及 橡胶 制 品成 型 ; 胶合 板 压 制、 、 打包 ; 造 金 刚石 、 人 耐火 砖 压 制 和炭极 压制 成型 ; 轮轴压 装 、 校直 ; 等等 . 各种类 型液 压机 的迅 速 发展 , 力地 促进 了各 种工 业 的发 展 和进 有 步.0世纪 8 2 0年代 以来 , 随着微 电子 技术 、 压技 术 等 的发 展 和普 及应 用 , 压 机有 了更 进 一 步 的发 展 . 液 液 目前液 压机 的最大标 称压 力 已达 70 5 MN, 于 金属 的模 锻 成 型. 多 机 型 已采 用 C C或 工业 P 用 众 N C机来 进
研制 中的技术难点与解决措施 等问题. 产品研制成功 , 到 了国内外同类产 品的先进水平 , 该 达 获得用户的好评. 关键词 : 密数控 ; 精 闭环控 制; 向压 药液压机 双 中图分类号: H 3 T 17 文献标识 码 : A 文章编号 : 7 1 3—12 2 1 )2— 0 8— 3 6 6 X(0 0 0 0 4 0
De i n fPr cso sg o e ii n NC p o i e Po Ex l sv wd r H y r u i e s e d a lc Pr s
C HENG Gu .u n ,T n ,Z o y a AN Mi HE o f N Ma . a
( . e a m n o T cnl y e i ea F r n ahn ol o i t , ee 20 2 ; 1 D pr et f eho g ,H f t o gM cieT o C .Lmid H fi 3 02 t o e M l mi e 2 D pr e t f l t nc n l tc ni eig H fi nvri , e i 20 0 , h a . ea m n e r is dEe r a E g er , ee U i sy H f 36 1 C i ) t o E co a ci l控 双 向压 药 液 压 机 的 设 计
本质安全自动控制技术在火炸药药柱压制生产线中的应用

YU n ,Z Yig HANG l,LI Lio g Yui U h n ,MENG a j n F n ,XI u NG ih ,MU iqn Jz e Ja ig
( . e Ch n e p n n u t y Gr u 5 h Re e r h I s i t ,Ch n c u 3 0 2 1 Th ia W a o sI d s r o p 5 t s a c n t u e t a g h n 1 0 1 ,Ch n ; i a
本质安全 自 动控制技术在火炸药药柱压制 生产线中的应用
于 瀛 ,张欲 立 刘 丽红 孟 凡 军 , 吉 哲 母 佳 庆 , , 邢 ,
( . 国兵 器 工业 集 团 第五 五 研 究所 , 林 长 春 10 1 ;. 林 省 科 学 信 息 研 究 所 , 1中 吉 3022吉 吉林 长 春 10 2 ) 3 0 1
2 Teh oo ia n omain Re er h Isiueo in P o ic ,Ch n c u 3 0 1,Chn ) . c n lgclIf r t sa c n ttt f l r vn e o Ji a gh n1 0 2 ia
Ab ta t Pr s —o dn y a t f a sr c : e s l a i g d n mi o mmu iin i h mp r a t c n t u n a t f v ro s d n mi n o e nto s t e i o t n o s i e t p r s o a iu y a t a d c mb t t e a p rs a t ,mo e n l c lwa n t n r d c i n i h h r e i d r q ie o a h e e hg — o u d r o a r mu i o sp o u t n t e s o tp ro e u r d t c iv i h v l me a ib e v l me p o u — i o ,v ra l- o u r d c t n o n a i t s q ik y h s r q i d mu ii n r d c i n mu t c a g h r d t n la d b c wa d mo e o r — i fma y v re i u c l ,t u e u r n t s p o u t s h n e t e ta i o a n a k r d f p o o e e o o i d cin u t .Th a e t o u e h o to y tm h ti u o t o to e h iu ,a t s a i e h o o y,o -i e d t c o e p p ri r d c s t e c n r ls s e t a sa t ma i c n r l c n q e n i t t t c n l g n c t - c nl ee — n t n t c n lg ,PC mo i r g t c n lg i e h o o y o n t i e h o o y,i a g r u l c s wih t en t r ft es c rt e c o to y t m e h o — o n n d n e o s p a e t h a u eo h e u i f n e c n r l s e t c n l y s o y h w o a p y t h r s ig p o u e l e o y a t o e t c iv e lt r c s n t rn ,s f n e ib e g o t p l o t e p e sn r d c i fd n mie p l o a h e e r a— i n me p o e s mo io i g a e a d r l l , a h g — o u lx b e p o u t n o r d c in p o e s o y a t o e p o e s i h v l me f i l r d c i n p o u t r c s fd n mi p l r c s . e o o e Ke r s Dy a i ,Pr s i g p l fd n m i ,Au o tcc n r l n y wo d : n m t e e sn o e o y a t e t ma i o t o l g,Es e t ls ft ,M o i r i 药柱 压制 生产过 程 实时监控 、 全 可靠 、 安 大批 量柔性 化 生产 。
YH33系列精密数控双向压药液压机的设计
表 1
主 要 技 术 指 标
装 、校 直 等 等 。各 种类 型 液 压 机 的 迅 速 发 展 ,有 力 地 促 进
了各 种 工 业 的 发 展 和 进 步 …。 Y 3 H 3系 列 精 密 数 控 双 向 压 药 液 压 机 是 国 内压 药 行 业 控 制 先 进 的双 向压 药 液 压 机 。其 电气 控 制 采 用 工 业 控 制 计 算 机 加 P C联 合 控 制 ,液 压 系 统 采 用 比 例 闭 环 控 制 系统 。 L 该 机 研 制 成 功 为 改 变 我 国 目前 落 后 的 粉 末 压 制 成 型 设 备 提 供 了 可 能 ,也 将 提 高 我 国粉 末 压 制 的 工 艺 手 段 ,为 我 国 的 压 药 工 艺 提 供 先 进 的生 产 加 工 设 备 ,该 产 品 的研 制 成 功 对 我 国 压 药 行 业 具 有 重 要 的 意 义 。该 机 所 达 到 的 压 力 控 制 精
1 言 前
液 压 机 是 制 品 成 型 生 产 中应 用 最 广 的 设 备 之 一 。 自 1 9 世 纪 问世 以来 发 展 很 快 .其 已成 为 _ 业 生 产 中 必 不 可 少 的 T = 设 备 。 由 于液 压 机 在 工 作 中 的广 泛 适 应 性 ,使 其 在 国 民经 济 各 部 门获 得 了 广 泛 的 应 用 , 如板 材 成 型 ; 管 、线 、 型材 挤 压 :粉 末 冶 金 、塑 料 及 橡 胶 制 品 成 型 ;胶 合 板 压 制 、打 包 ; 人 造 金 刚 石 、耐 火 砖 压 制 和 炭 极 压 制 成 型 ;轮 轴 压
度 、位 置 控 制 精 度 和 速 度 控 制 精 度 均 具 同行 业 领 先 水 平 ,
空心装药双向压药技术

以往空心装药压药方法 ,是在一个专用 模子里进行压制 ,然后把装药粘结在弹壳 内 。采用这种方法的缺点是 ,弹壳与空心装 药之间的空气隙会妨碍爆轰波传播 ,并在发 射冲击和运输振动期间产生裂缝 ,降低了装 药的稳定性能 。另外 ,要把炸药装药放在弹 壳的中心位置是很困难的 。此文介绍的空 心装药双向压药技术 ,首先把炸药压入模子 里 ,然后再将装药从底部一端压入弹壳 。这 样在两道压制工序中 ,移动的上模就能作用 于爆炸装药的两端 。采用这种压药技术 ,炸 药装药密度大并且均匀 。排除了产生裂纹 的可能性 ,同时可以保证装药位于弹壳的中 心 。良好的装药同心度 ,有利于提高射流的 破甲性能 。
·52 ·
专利介绍
弹 箭 技 术 1997 年
空心装药双向压药技术Ξ
王殿录
〔文摘〕 在弹壳内压装炸药的方法 ,首先把炸药放入一个模子里进行加压 , 然后把预压的装药放入弹壳内 ,从装药另一端进行加压 。在两道工序中 ,由于炸 药双向受压 ,使其得到均匀的密度 。
Ξ 本文资料索取号 973 —04
第 3 期 空心装药双向压药技术
·53 ·
如果不采用预成形的环状装药 ,根据情况可 以把粉状药直接放入弹壳 5″之内 ,用上模 1″与从上面埋入的隔板 10 一起在弹壳里压 制 。隔板 10 用定心销固定在中心位置 。
根据图 4 ,把预成型装药 3′和药形罩 8 放入弹壳 5″,进行与图 2 相同的压制工序 。
图1 图2
图3
图4
本专利由王殿录译自 U PS 3924510
在第二道压药期间 ,上模 1′由上至下 加压铜质药形罩 8 ,同时压紧装药 3′。压力 主要作用在锥形区域 ,最后得到密度均匀的 装药 ,如图 2 所示 。在压制过程中 ,装药 、弹 壳和药形罩将紧密结合在一起 。
带药型罩药柱压制安全性

兵工自动化 2017-07Ordnance Industry Automation 36(7) ·70·doi: 10.7690/bgzdh.2017.07.021带药型罩药柱压制安全性张斌宏,万大奎,万力伦(重庆红宇精密工业有限责任公司,重庆 402760)摘要:为满足药柱压制安全性要求,对药柱压制的参数进行安全性分析和改进。
采用500 t双向液压机进行带药型罩主药柱压制,通过对比常用产品压制的应力仿真结果,对产品A进行仿真分析,提出改进措施,并通过实际验证。
结果表明:优化后的A产品压制过程,通过调节压制参数,降低局部炸药的压制应力,提高了药柱压制的安全性。
该研究可作为一般带药型罩主药柱压药安全性分析的一种有效途径,能评定和改进压药过程的安全性。
关键词:500 t双向液压机;药柱压制;带药型罩;仿真分析中图分类号:TJ410.3+33 文献标志码:APressing Safety of Grain with LinerZhang Binhong, Wan Dakui, Wan Lilun(Chongqing Hongyu Precision Industry Co., Ltd., Chongqing 402760, China) Abstract: To meet safety requirement of grain pressing, this paper analyzes the safety of parameters for grain pressing and makes some improvement on it. Research on pressing main grain with liner by 500t bidirectional oil press, by comparing with common product pressing stress simulation result, carry out simulation analysis for product A and give improvement suggestion and verify it by practice. The result shows that the optimized pressing process of product A has improved safety of grain pressing by adjusting pressing parameters and decreasing the pressing stress of partial explosive.This study can be taken as an effective way for analyzing the pressing safety of ordinary main grain with liner, evaluating and improving the safety of pressing process.Keywords: 500 t bidirectional oil press; grain pressing; liner; simulation analysis0 引言带罩药柱压制采用常规500 t双向液压机将药型罩和炸药药粉依次置于模具内,通过上、下冲头与模衬的相对运动对药粉进行施压,将药粉与药型罩压制成固定形状且密实的整体元件。
钢芯自动双发装压药技术
c n i r v r d c ’ q ai n e h ia aa n a e e tn i eu e n a s re fb l t h r i g a d prs i g a mp o e p o u tS u lt a d t c nc ld t ,a d c n b x e sv s d i e iso u l sc ag n n e sn y e
i to u e An l z d t e e r r c u e y c h r n e a d f d t ,a d t e s s e a o t s e i lm e e i g c a g n lt , n r d c d. a y e h r o a s d b o e e c n ui i l y n h y t m d p p c a t rn h r i g p a e d u l e i l r s i g a d d g t l o b e c o e o p f e b c T e l n e m p l a i n c n r d t a h e h o o y o b e f x b e p e sn , n i i u l l s d l o e d a k. h o g t r a p i to o f me h t e t c n l g l a d c i t
Ab ta t s r c :Th o sr c i n a d wo k n rn i l f t ・ t p c a g n n r s i g i t e ・ o e a t m a i i e a e e c n tu to n r i g p i c p e o wo・ e h r i g a d p e s n n se lc r u o s - t l r c n
某药柱压药工艺的改进

·21·兵工自动化 Ordnance Industry Automation2019-08 38(8)doi: 10.7690/bgzdh.2019.08.007某药柱压药工艺的改进张 志,侯全辉(湖南云箭集团有限公司工艺技术部,湖南 怀化 419503)摘要:为解决某药柱压药工艺存在的缺陷和弊端,对其进行技术改进。
根据油压机和该药柱的特征,设计适应于自动化压药工艺需要的压药模具,将“人工加单机压药工艺”改为“自动压药工艺”,在8701炸药特性的基础上,增加炸药预热。
实验结果表明:某药柱压药工艺经技术改进后,能实现自动化压药,有效解决该药柱“人工加单机”压药时存在的缺陷和弊端,减轻劳动强度,提高压药生产效率和本质安全性。
关键词:自动化压药;技术改进;安全性;生产效率 中图分类号:TJ410.2 文献标志码:AGrain Press Technology ImprovementZhang Zhi, Hou Quanhui(Department of Process Technology , Hu ’nan Vanguard Group Co ., Ltd ., Huaihua 419503, China )Abstract: For solving shortcoming and defect of grain press technology, and carry out its technology improvement. According to features of hydraulic press and grain, design the press module for automatic press technology. Change artificial and single machine press technology into automatic press technology, and increase explosive preheating based on 8701 explosive feature. The results show that the grain press technology improvement can realize automatic press, and effectively solve shortcoming and defect of grain press technology, decrease labor intensity, and improve press efficiency and intrinsic safety.Keywords: automatic press; technology improvement; safety; manufacture efficiency0 引言某药柱改进前是在300 T 四柱油压机上(简称300 T 油压机)由人工多次进入防爆间内摆放压药模具,采用“人工加单机”的方式压制而成[1]。
一种用于中药制备的双向挤压旋转型出液装置[实用新型专利]
![一种用于中药制备的双向挤压旋转型出液装置[实用新型专利]](https://img.taocdn.com/s3/m/beb25fcb5901020206409c5f.png)
专利名称:一种用于中药制备的双向挤压旋转型出液装置专利类型:实用新型专利
发明人:高鸿
申请号:CN202021109364.0
申请日:20200617
公开号:CN213006706U
公开日:
20210420
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种用于中药制备的双向挤压旋转型出液装置,包括操作台、药液筒、挤压筒、滤药单元、上盖和电机,所述操作台为倒U形,所述操作台的上表面左边通过药液筒固定板固定安装有药液筒;所述药液筒为内部中空上部开口的圆柱体,本实用新型通过横向挤压板和纵向挤压板来对位于滤药箱内的药材进行挤压出液,压出的药液从滤药箱上的滤网流入到药液筒内储存,电机通过传动皮带带动挤压筒旋转,使滤药箱内的药材翻滚实现多面挤压,通过出液水龙头可以将药液筒内的药液排出,上盖上的橡胶圈和挤压筒上凹槽使上盖与挤压筒连接更加的紧密,本实用新型能够更加快速的使中药产出药液,能够对生产使用提供巨大帮助。
申请人:西安康诺化工有限公司
地址:710000 陕西省西安市莲湖区大兴东路2号1幢2单元22849室
国籍:CN
更多信息请下载全文后查看。
机械压药柱安全操作规程(三篇)
机械压药柱安全操作规程机械压药柱是一种常用的工业设备,用于压制粉末状物体成形,例如药片、糖果等。
为了保障操作人员的安全,以下是机械压药柱的安全操作规程。
第一、机械压药柱的安全操作前提是具备相关专业知识和技能,操作人员应经过专业培训并获得相应的相关证书。
第二、操作人员在操作机械压药柱前应穿戴好工作服、安全鞋、手套和护目镜等个人防护用品。
第三、操作人员应对机械压药柱进行常规的设备维护和保养,确保设备运行正常、无异常。
第四、在操作机械压药柱前,应确保操作环境良好,无杂物和障碍物,并且机械压药柱的底座应牢固稳定。
第五、操作人员在操作机械压药柱时应集中注意力,避免分心或心情不佳时操作。
第六、在开始操作之前,应确认机械压药柱的开关和操作手柄在停止状态,并将电源开关关闭。
第七、操作人员应按照设备使用手册上的说明书,正确操作机械压药柱,不得随意操作或试验新的操作方法。
第八、操作人员应注意防尘和防静电措施,确保机械压药柱内部环境清洁,避免因静电引起的火灾等危险。
第九、在操作机械压药柱时,不得将手或其他身体部位置于机械压药柱运动部件的工作区域,以防止被夹伤或损伤。
第十、操作人员在操作机械压药柱时应保持警惕,当发现设备异常或故障时,应及时停止操作,并上报相关人员进行检修或维护。
第十一、操作人员在操作过程中,应遵守机械压药柱的负荷限制,不得超过设备规定的最大负荷。
第十二、操作人员应定期检查机械压药柱的紧固件,防止松动或脱落,确保设备稳定、安全。
第十三、在操作机械压药柱时,应保持工作区域整洁、无杂物,避免发生被绊倒或滑倒等意外。
第十四、在机械压药柱操作过程中,不得用手触摸压片部位,以免发生触电或损伤食品。
第十五、在操作机械压药柱过程中,不得随意停止运转设备,必要时应按照操作手册上的指示进行停机。
第十六、操作人员在操作机械压药柱后,应将设备归位,并进行清理、维护和保养工作,确保下次使用时设备处于良好状态。
第十七、操作人员在操作机械压药柱过程中,应随时关注周边环境的情况,如发生火灾、漏气等事故应采取适当的安全措施并及时报警。
全自动双滴注膏药机生产线设备工艺原理
全自动双滴注膏药机生产线设备工艺原理概述全自动双滴注膏药机生产线设备工艺是一种全自动化的生产工艺,它能无人化地实现药膏的生产、贴敷和包装等工作。
这种设备不仅可以提高生产效率,还可以保证生产质量和药膏贴敷的准确性。
本文将从设备的机械原理、控制系统和工艺过程三个方面来介绍全自动双滴注膏药机生产线设备的工艺原理。
机械原理全自动双滴注膏药机生产线设备是由多个机械部件组成的自动化系统。
其中,主要的机械部件有输送带、注药头、摆臂、包装机、电池车、传送带等。
下面是各个部件的机械原理的简单介绍。
输送带输送带是本设备的组成部分之一,主要起到输送药膏到注药头和输送药膏到包装机的作用。
输送带上的药膏可以被控制器控制向注药头和包装机传送。
注药头注药头是整个设备中最重要的机械部件之一。
它主要负责将药膏精确地滴在药膏布上。
为此,注药头需要精确地控制药膏的流量和喷射方向,以确保药膏在药膏布上分布均匀。
摆臂是全自动双滴注膏药机生产线设备的另一个重要部件。
它的主要作用是将药膏布从输送带上取下,然后在注药头注入药膏的同时控制药膏布的位置,使得药膏能够均匀地滴落在药膏布上。
包装机包装机是另一个重要的机械部件。
它主要负责将药膏布及其附着的贴纸包装好,然后送往下一步的生产环节。
电池车和传送带电池车和传送带是一个重要的工作单元。
它们的主要作用是将包装好的药膏布从包装机上移开,然后传送到下一步的处理环节中。
控制系统全自动双滴注膏药机生产线设备的控制系统是设备自动化生产过程中最重要的一环。
该系统被设计为一个数字化、高度智能和高度自动化的工程控制系统。
软件设备的软件分为两部分,控制应用程序和监控应用程序。
其中控制应用程序主要负责调度各个机械部件,来实现设备的自动化生产过程。
监控应用程序主要负责监控生产环节的各个机械部件的运行情况,以及药膏的生产和包装质量的检测。
设备的硬件设施主要包括传感器、计算机和控制器。
其中传感器主要负责检测各个机械部件和生产过程的数据,然后通过控制器将数据传输给计算机,由计算机进行分析和处理。
一种基于预压药柱的压药装置的制作方法
一种基于预压药柱的压药装置的制作方法
制作基于预压药柱的压药装置的方法如下:
步骤1:准备所需材料和工具
- 预压药柱:可以使用适合药物的可溶性材料制作,例如食品级塑料、硅胶等。
- 针筒:用于将药物注射进预压药柱的容器。
- 活塞:用于推动药物进入预压药柱的装置。
- 压力计:用于测量压药的力度。
- 切割工具:用于将预压药柱切割成所需尺寸。
步骤2:制作预压药柱
- 根据所需药物量的大小,选择合适尺寸的预压药柱。
- 使用切割工具将预压药柱切割成所需尺寸。
步骤3:装配压药装置
- 将针筒的针头与预压药柱的一端对齐,并插入预压药柱中。
- 安装活塞到针筒中,确保活塞与预压药柱紧密连接。
步骤4:压药
- 将药物注射进针筒,确保药物填满预压药柱。
- 使用压力计测量压药装置的压力。
步骤5:调整压力
- 根据需要,调整压力以达到所需的压药效果。
步骤6:测试
- 将预压药柱从压药装置中取出。
- 检查药物是否均匀分布在预压药柱中。
以上是一种基于预压药柱的压药装置的制作方法,根据具体情况,可能需要根据所需药物和装置尺寸进行调整和改进。
请确保在操作过程中注意安全,并在合适的环境中进行制作。
药物化学 过柱机
药物化学过柱机全文共四篇示例,供读者参考第一篇示例:药物化学是指研究药物的成分、结构以及化学性质的科学领域。
药物化学在新药研发过程中起着至关重要的作用,可以帮助科学家们设计出更有效的药物分子结构,从而提高药物的药效和减少不良反应。
而在药物化学研究中,过柱机是一个不可或缺的工具,它能够帮助科学家们进行药物分离和纯化,从而得到纯净的药物化合物。
过柱机是一种常见的色谱仪器,通常用于分离和纯化化合物。
它主要由柱塞、柱体和流动相组成。
在过柱机中,首先需要将混合物溶于流动相中,然后通过柱塞将混合物注入柱体内。
随着流动相的通过,混合物中的成分会根据其在柱体中的亲和性不同而分离出来,从而得到纯净的化合物。
在过柱机的使用过程中,科学家们需要注意一些技术细节。
选择合适的柱子和填料是至关重要的。
柱子的尺寸和填料的性质会直接影响到分离效果和纯度。
流动相的选择也很重要。
不同的化合物对不同的流动相有着不同的亲和性,因此科学家们需要根据具体情况选择合适的流动相。
流速和温度等实验条件也会影响到分离效果,科学家们需要进行仔细的优化。
第二篇示例:药物化学是一门研究药物的物理化学性质和结构活性关系的学科,是现代药学领域中不可或缺的重要学科之一。
在药物研究与开发中,药物化学起着至关重要的作用,可以帮助科研人员设计出更加安全、有效的药物,从而为人类健康事业做出积极贡献。
过柱机作为药物化学研究中的重要实验设备,在药物分析、结构鉴定和纯化等方面发挥着重要作用。
过柱机是指将样品通过填充在柱子中的吸附剂进行分离和纯化的设备,在药物化学实验室中得到广泛应用。
通过过柱机的技术操作,可以将复杂的混合物中目标物质纯化出来,为后续的实验研究提供干净的样品。
传统的过柱机主要由柱子、柱底、柱盖等部件组成,通过手动控制流速和梯度浓度,实现对样品的分离和纯化。
而在现代化学实验室中,电子自动过柱机已经成为常见的实验设备,可以实现智能化操作和实时监控,大大提高了实验效率和精确度。
8000kN双向压机药柱压制生产线研制
采用本质安全技术,采用隔爆、防殉爆设计,实现人工称量药剂、 倒药,自动分合模、压药退药柱、抽真空、自动传输的压药新工 艺。从而达到生产现场:危险环境无人、隔离操作、消除事故双向压机药柱压制生产线研制
导弹、火箭弹药柱压制在兵器行业兵工厂的生产过程中,人工参 与过多,劳动强度大,工艺落后,生产成本高,效率低,最重要的是 存在安全隐患。研制半自动化药柱压制生产线,是在以新型双向 油压机的基础上,通过创新设计压制药柱模具及其辅助设备,应 用PLC技术进行讯号连锁、互锁、程序顺序控制。
自动压药生产线主要技术要求
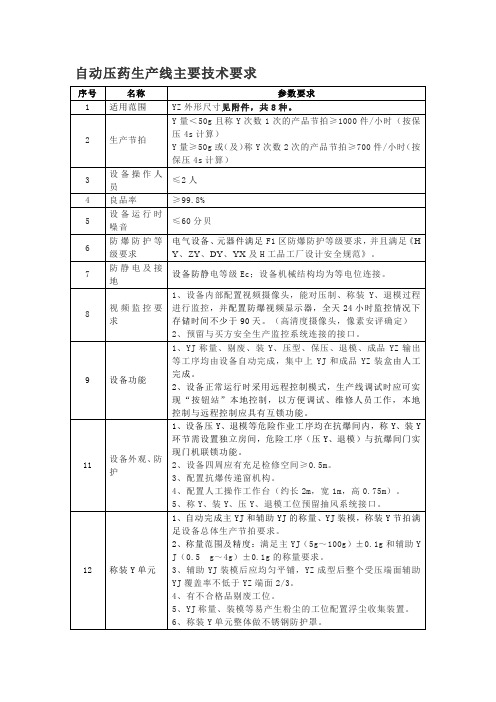
设备在买方现场调试完成,买方组织内部安全评审,通过后方可开展真料试生产。
连续生产2种药量各10000份合格产品。
随机资料至少包括设备出厂合格证、使用说明书、外购件合格证、易损件清单、机械结构图和电气原理图、程序备份等(纸质版2份和电子版1份)
设备具有包装袋表面印字功能,字体类别、大小、间距、行数、内容均可设置。
焊接最大温度250℃,热封焊接时间和温度均可调整并实时显示。
成品包装袋外形、尺寸应满足附件图纸中“铝塑袋外形尺寸要求”。
真空度-0.1MPa,真空度可调整;抽真空时间0-30s内可调。
包装过程不得造成产品外观损坏、挤压。
产品出料平稳,不得造成包装袋破损。
4、装点H药片时,应将点H药片(尺寸:17mm*14mm)短边靠D体内壁装入。
5、装药Z过程不得造成药Z破损、崩裂。
6、装药Z工位处配置抽风装置,对装药过程的粉尘、浮尘进行收集。
7、涂漆过程的抓取、装夹动作不允许造成零件外观损伤变形。
8、壳体内装药Z时需有药柱沉孔方向检测功能;药Z方向错误可自动剔废,连续3个药柱方向错误设备报警停机。
12
称装Y单元
1、自动完成主YJ和辅助YJ的称量、YJ装模,称装Y节拍满足设备总体生产节拍要求。
2、称量范围及精度:满足主YJ(5g~100g)±0.1g和辅助YJ(0.5 g~4g)±0.1g的称量要求。
3、辅助YJ装模后应均匀平铺,YZ成型后整个受压端面辅助YJ覆盖率不低于YZ端面2/3。
4、有不合格品剔废工位。
15
安全评审要求
1、设备详细方案设计完成后,由卖方组织第三方有资质的专业机构进行设计安全评审,出具安全评价意见/报告。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
P r e s s i n g T e c h n o l o g y [ J ] . J o u r n a l o f S i c h u a n O r d n a n c e , 2 0 1 4 ( 5 ) : 2 7— 2 9 .
目前 , 国内多数药柱生产厂家采用单 向半 自动压制 方式 生产 , 这种生产方式通 过模具 高度 限位 , 可 以压制 出符合 密
Hale Waihona Puke Au t o ma t e d a nd Pr e c i s e Bo t h- wa y Cha r g e Pr e s s i ng Te c h no l o g y
S HI Hu i — f a n g ,YI N Er — we i ,L I U Xi . p e n g
( 1 . 中国兵 器工业第 五八研究 所 弹药中心 , 四川 绵 阳 6 2 1 0 0 0;
2 . 西北工业集 团有 限公 司 北郊分厂 生产技术处 , 西安 7 1 0 0 1 8 )
摘要 : 介绍了一种药柱双向 自动压药系统 , 包 含 自动称装药 、 自动上药 冲 、 自动压药 、 自动退模 、 自动取药柱 等工序 ; 采用群模方式压制 , 可编程控制器控制整个压制过 程 , 实现压 药系统无 人化操 作 , 提高 了系统 的压力精 度和生 产节 拍, 减小 了重大安全事故的发生 。 关键词 : 药柱 ; 双 向压药 ; 群模 ; 自动化
2 . De p a r t me n t o f P r o d u c t i o n a n d T e c h n o l o g y,No r t h e r n S u b u r b F a c t o r y o f
No t r h we s t I n d u s t i r e s Gr o u p L t d . ,X i ’ a n 7 1 0 01 8,C h i n a ) Ab s t r a c t :Th i s p a p e r i n t r o du c e d a n a u t o ma t e d b o t h — wa y c h a r g e p r e s s i ng s y s t e m ,i n c l u d i n g a u t o ma t e d p r o — c e d u r e s s u c h a s we i g h i n g a n d c h a r g i n g,p u nc h a s s e mb l y,p r e s s i n g,mo d u l e u n l o a d i n g a n d c h a r g e d i s a s —
第3 5卷
第 5期
四 川 兵 工 学 报
2 0 1 4年 5月
【 武器装备理论与技术】
d o i : 1 0 . 1 1 8 0 9 / s c b g x b 2 0 1 4 . 0 5 . O O 9
药 柱 双 向精 密 自动压 药 技 术
史 慧芳 , 尹 二伟 , 刘锡 朋
( 1 . A m mu n i t i o n c e n t e r , N o . 5 8 R e s e a r c h I n s t i t u t e o f C h i n a O r d n a n c e I n d U s t r i e s , Mi a n y a n g 6 2 1 0 0 0 , C h i n a ;
i z e un ma n n e d o p e r a t i o n,hi g h e r s y s t e m p r e s s i n g p r e c i s i o n a n d q u i c k p r o d u c t i o n,a l o n g wi t h f e we r f a t a l a e — c i d e nt h a p p e n i n g .
Ke y wor d s:c h a r g e;b o t h — wa y p r e s s i n g;g a n g d i e;a u t o ma t i o n
Ci t a t i on f o r ma t :S HI Hu i — f a n g, YI N Er — we i , LI U Xi — p e ng .Aut o ma t e d a n d P r e c i s e Bo t h— wa y Ch a r g e
s e mb l i n g .T h e s y s t e m a d o p t s g a n g — d i e p r e s s i n g a n d u s e s P L C t o d o mi n a t e t h e wh o l e p r o c e d u r e ,t h u s r e a l —
本 文引用格 式 : 史慧芳 , 尹二伟 , 刘锡朋. 药柱双 向精密 自动压药技术 [ J ] . 四川兵工学报 , 2 0 1 4 ( 5 ) : 2 7— 2 9 .
中 图分 类号 : T P 2 1 2 文献标识码 : A 文章编号 : 1 0 0 6~0 7 0 7 ( 2 0 1 4) 0 5— 0 0 2 7— 0 4
1 双 向自动压药 系统
该新型药柱压药系统 , 包 含了 自动称装 药 、 自动 上药 冲 、