治工具点检记录表
模具治工具管理控制程序(附完整表格)

文件编号 版本号 文件类型 二级程序文件 编制部门 门窗厂 模具、治工具管理控制程序 修订号 页码
QP-PD-12 A 1 3/3
5.3.1.2 模具、治工具的日常维护具体执行人由模具仓管员或车间操作员执行,丐填写《日常 点检表》;由工艺人员、管理人员负责确讣;并按《文明生产规则及考核》制度进行 检查并进行奖罚处理。 5.4 模具、治工具的借用管理: 5.4.1 当有部门需要借用模具、治工具时,到仓储物流部办理手续,丏用模具、治工具办理借 用手续,定期归还。通用型模具、治工具,办理领用手续,再次领用须以旧换新。 5.4.2 仓储物流部应建立《模具、治工具借用登记表》,将每次借出和归还的情况予以记彔,归 还时,需检查模具、治工具是否是完好状态。 5.4.3 科建门窗厂的模具、治工具需要借出使用时,相关单位必须持有副总以上人员批准的“联 络函”,到门窗厂去借用并填写《模具、治工具借用登记表》; 5.4.4 借用单位要在规定的期限归还,门窗厂要跟进回厂管理,回厂后要确讣无损坏现象,并在 《模具、治工具借用登记表》上登记归还时间。 5.5 模具、治工具的报废管理: 5.5.1 模具、治工具的报废依照《机器设备管理控制程序》的报废规定执行,可亍填写《固定资 产报废申请单》报总经理批准后执行处理。 6.参考文件/引用文件: 6.1 《新产品实现管理控制程序》 6.2 《采贩管理控制程序》 6.3 《机器设备管理控制程序》 6.4 《模具外发加工与验收标准规定》 6.5 《文明生产规则及考核》 7.附表: 7.1 《固定资产请贩申批表》 7.2 《样品委托检测单》 7.3 《模具验收/试作评价报告》 7.4 《模具、治工具验收报告》 7.5 《日常点检表》 7.6 《设备资产管理卡》 7.7 《模具/治工具管理台帐》 7.8 《模具/设备维修联络单》 7.9 《模具、治工具设备履历表》 7.10 《模具、治工具借用登记表》 7.11 《固定资产报废申请单》
班组长每日点检表
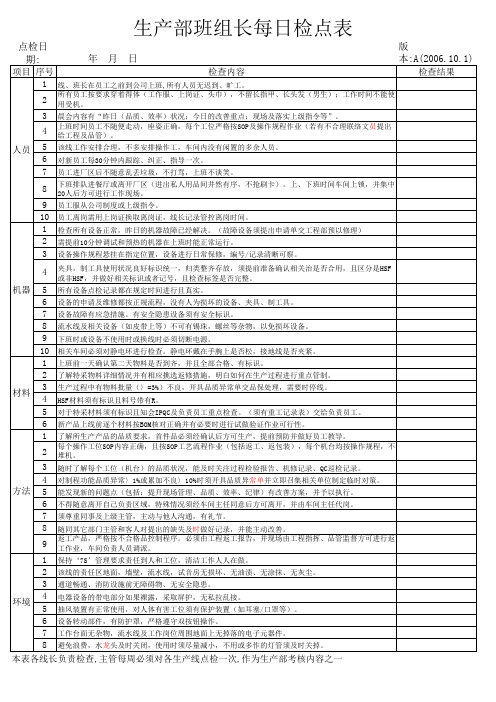
材料 3 生产过程中有物料批量(〉=3%)不良,开具品质异常单交品保处理,需要时停线。 4 HSF材料须有标识且料号带有R。
5 对于特采材料须有标识且知会IPQC及负责员工重点检查。(须有重工记录表)交给负责员工。
6 新产品上线前逐个材料按BOM核对正确并有必要时进行试做验证作业可行性。
1 了解所生产产品的品质要求,首件品必须经确认后方可生产,提前预防并做好员工教导。
1 保持‘7S’管理要求责任到人和工位,清洁工作人人在做。
2 该线的责任区地面,墙壁,流水线,试音房无损坏、无油渍、无涂抹、无灰尘。
3 通道畅通、消防设施前无障碍物、无安全隐患。
环境
4 5
电器设备的带电部分如果裸露,采取屏护,无私拉乱接。 抽风装置有正常使用,对人体有害工位须有保护装置(如耳塞/口罩等)。
8 流水线及相关设备(如皮带上等)不可有锡珠,螺丝等杂物,以免损坏设备。
9 下班时或设备不使用时或换线时必须切断电源。
10 相关车间必须对静电环进行检查。静电环戴在手腕上是否松,接地线是否夹紧。
1 上班前一天确认第二天物料是否到齐,并且全部合格、有标识。
2 了解特采物料详细情况并有相应挑选返修措施,明白如何在生产过程进行重点管制。
4 夹具,制工具使用状况良好标识统一,归类整齐存放,须提前准备确认相关治是否合用,且区分是HSF
或非HSF,并做好相关标识或者记号,且检查标签是否完整。
机器 5 所有设备点检记录都在规定时间进行且真实。
6 设备的申请及维修都按正规流程,没有人为损坏的设备、夹具、制工具。
7 设备故障有应急措施。有安全隐患设备须有安全标识。
2
每个操作工位SOP内容正确,且按SOP工艺流程作业(包括返工、返包装),每个机台均按操作规程,不 堆机。
工装治工具管理程序(含表格)
工装治工具管理程序(IATF16949-2016)1.目的:规范治工具设计、制造(或外购)、验收、使用和维护保养、检修和报废等过程进行有效控制,确保治工具质量,从而满足产品质量要求。
2.范围:适用产品开发及生产中所涉及的所有在工装治工具。
3.职责:3.1工业化部:负责治工具图面及尺寸规定的制定并发行,治工具导入使用前作尺寸检定,并记录于《治工具检验台帐》。
3.2动力设备科:负责生产过程中定位治具的设计检查。
3.3设备开发组:负责自治治工具设计及制作。
对于较复杂的(设备开发组设施条件及技术能力无法满足的)治工具,设备开发组可填报“治工具设备申请单”委托外加工制作.3.4物控部:负责外包、外加工治工具的采购。
3.5生产部:负责治工具使用时正常的检查及维护。
3.6治工具仓库:负责将治工具按编号规则编号、建立治工具台账、治工具保养。
4.定义:4.1 治工具:指产品在检验、生产过程中所用到有各类工装夹具。
4.2 外包治工具:指设计外包、制造外包。
4.3 外加工治工具:指内部设计,外部制造。
4.4 自制治工具:内部设计,内部制造。
5.流程图:6.内容:6.1由治工具需求部门填写《治工具设备申请单》,经需求部门主管审核后交工业化部。
6.2设计:6.2.1工业化部依据《治工具设备申请单》制定治工具开发计划。
设计人员在考虑成本、使用寿命、防误性、制造工艺、治工具体积、治工具标准化等因素后对其进行设计。
设计输出参数包括总装图、零件图,对于影响产品的特殊特性应在设计图中被体现,图纸中需注明治工具的编号及刻印位置。
设计完成经部门主管审核后交设备开发组。
6.2.2生产过程中的定位治工具,由设备开发组设计制作。
对于较复杂的(设备开发组设施条件及技术能力无法满足的)治工具,设备开发组可填报“治工具设备申请单”委托外加工制作.6.2.3对于自身资源不足的任务,可以申请治工具外包。
6.3制造6.3.1 外加工治工具由物控部负责采购,工业化部提供“治工具图纸”。
制程检验程序(含表格)
制程检验程序(ISO9001:2015)1.0目的为规范制程检验,预防产出批量不合格的产品,减少(杜绝)制程异常的发生。
不断降低生产制程不良率,提升产品品质,确保产品品质符合客户要求。
2.0范围适用于本公司生产制程品质检验控制。
3.0定义3.1首件:指生产制程中加工生产的产品,判定符合要求后,拟批量生产前的第一台(个)产品(半成品,成品)。
3.2全检:对制程中的产品或产品的某些检验项目进行100%检验。
3.3巡检:对生产过程中影响产品品质的因素(工位)进行随机抽样检验,确认。
4.0权责4.1品质部4.1.1负责制程中产品外观,检验流程,检验标准,检验规范,检验工位的编制和设置。
4.1.2IPQC:负责对产品,物料首件确认的主导工作,并对产品首件做出合格与否的判定;制程品质检控,品质异常的确认与追踪;主导不合格品或品质异常问题的提出,跟进,落实及改善效果确认。
4.2项目部4.2.1新产品首件的确认,负责制程中电气/结构性能测试流程,测试工位的编制和设置;品质异常,不合格品原因的分析及改善对策的提出。
4.2.2负责制程中设备,仪器的使用规范的制订;机器,设备,仪器,仪表,治夹具,工具运行状况的监控,正常运转的巡视及点检/保养工作的监督。
4.3生产部4.3.1负责首件的制作与送样确认;全检工位的人员配置。
4.3.2制程中4M1E的落实及制程过程的监控,配合IPQC与PE的工作;品质异常的受理与改善,改善对策的具体实施。
4.3.3负责制程中设备,仪器,仪表,治夹具,工具的日常点检/保养工作。
5.0程序5.1生产,检验前作业准备5.1.1生产部5.1.1.1在开拉生产前进行自我核查,发现不符合项及异常,采取措施,立即纠正。
5.1.1.2在开拉生产前须查核领用物料是否与[生产计划排程表]相符,是否有相应的BOM,技术规范;生产环境是否符合产品需求,各作业工位是否悬挂对应的SOP,作业人员对作业方法,产品品质是否清楚了解。
SPI点检表
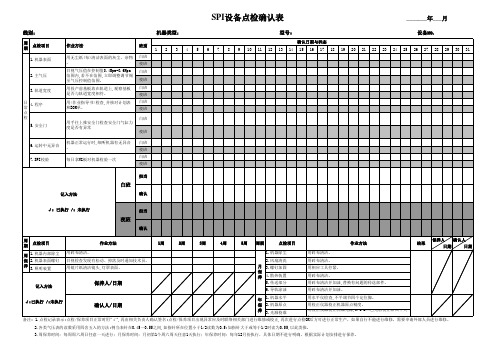
SPI设备点检确认表_______年___月线别:机器类型:型号:设备NO.
备注: 1.点检记录表示:点检/保养项目正常时用"√",再由相关负责人确认签名;点检/保养项目出现异常应及时联络相关部门进行维修或校正,再次进行点检OK后方可进行正常生产,如果自行不能进行维修,需要申请外部人员进行维修。
2.各类气压表的读数采用四舍五入的方法:例当表针在0.45~0.55之间,如指针所在位置小于1/2读数为0.5;如指针大于或等于1/2时读为0.55,以此类推.
3.周保养时间:每周周六周日任意一天进行;月保养时间:月初第1个周六周天任意1天执行;年保养时间:每年12月份执行,具体日期不进行明确,根据实际计划安排进行保养。
治工具管理规范(含表格)

治工具管理规范(ISO9001-2015)1.0目的:为对治具进行有效控制和管理,确保治具、设备仪器在设计、制作/加工、保管、维护和使用过程中能满足产品加工质量要求,特撰写此规范。
2.0范围:适用治具房所有物品的申请、使用和维护管理。
3.0职责和权限:3.1本报告的管理责任部门为工程部,执行责任部门为使用部门;3.2工程部:1>:负责新开发产品所需要治具、仪器设备的评估、申请、设计与制作;2>:负责日常质量改进工作中所涉及到新增加的治具的评估、申请、设计与制作;3.3使用部门:负责本部门所使用仪器设备、治具的保养维护,日常管理及治具需求的申请以及对新制作的治具的测量及验收作业。
4.0定义:4.1治具:非直接影响产品尺寸形状的用于定位、测试,提高生产效率及加工精度的装置。
5.0治具、仪器设备管理:5.1治具的制作及仪器设备申购信息接收:5.1.1治具制作时机:A:新开发产品评估需要新增治具的制作。
B:客户设计变更需要对治具进行改善或重新制作的。
C:内外异常改进的完善需要对治治具进行增加,修改的。
D:为提高制程能力及生产效率对工艺改进时,需要对治具进行增加或改进的。
E:为补救异常品需要制作治具的由返工部门向工程部门提出申请。
F:因使用时间过长或经过使用部门及工程部鉴定评估确认需要重新制作及改善的。
5.1.2仪器设备的申购时机:A:新开发产品评估需要新增仪器设备的申购.B:客户设计变更需要对改变测试方式或增加测试要求需新增仪器设备的申购;C:内外异常改进的完善需要申购新的仪器设备;D:为提高制程能力及生产效率对工艺改进时,需要申购新的仪器设备;E:为补救异常品需要增加新的测试项目需要用到新的仪器设备的申购;F:因使用时间过长或经过使用部门及工程部鉴定评估确认需要重新申购新的仪器设备;G:生产根据订单需求,需要增加新的产线,根据需求申购满足生产需求的仪器设备。
5.1.3对于“5.1.1治具制作时机”和“5.1.2仪器设备的申购时机”中确定需要新增及改善的治具、仪器设备的由使用部门向工程部提出申请,由工程部担当确认是否有治具制作及仪器设备申购的需要,确认后及时将制作信息和资料配布给工程部加工组完成或将仪器设备的申购请购单交由采购购买;5.2治具设计与制作及仪器设备的购买:5.2.1使用部门根据新产品开发、工艺提出新治具需求,所有申请必须填写申请单,申请单上需注明治具名称、规格、用途和数量要求,工程部对需制作治具的产品在《治具领用记录表》上登记,并及时设计出治具的图纸,治具设计完成后,由工程部根据公司的治具制作能力决定该治具是自行制作还是委外制作。
冶工具点检作业规定

1目的:1.1為使製程中各站的治工具能發揮其功能與補充的依據,並配合財產管理的需求特訂此管理辦法來統籌和管理生產所需的治工具.2範圍:2.1凡本公司製程中需要的夾具、治具、手工具及其維修用品與消耗材料皆適用之.3定義:3.1手工具:凡簡單的,市場的現有產品,不必經再加工即可使用的工具,如電動起子、螺絲起扳手、烙鐵、斜口鉗.3.2夾、治具:需依其特殊尺寸、結構、規格…等向供應商訂購或需經廠內再加工方可使用的器具,如基板測試治具…等.4權責:4.1生技課:負責夾、治具之製作及管理.4.2製造部、生產線:負責手工具使用及管理.5內容:5.1生技課負責製程中的治、工具製作、驗收、編號、修護、年度盤點、報廢、領退登錄,銷帳等工作.電木治具為易耗品,發至生產時為注明使用期限,生產線每日需做點檢,尺寸不符,作報廢處理.5.2治、工具的領用與請購及驗收,係使用“請購單”(附件一)提出申請與呈核,收後列入“治工5.2.1具管製一覽表”(附件二).5.3治、工具的製作:5.3.1市面上現有的成品,經議價後直接購賣或租用.5.3.2需訂製者,必須有設計加工圖、或規格,原則上由需求單位提供,生技課整合,確認可行,再發包外制.5.3.3領用廠內現有的材料加工者,由使用單位用“治工具制作申請單”(附件三)提出,依「材料倉作業程序」領料,委托加工或自行加工.5.3.4治、工具需編號建檔,並依其異動隨時更新.5.3.5治、工具的點檢由生技課依其規格要求、定期部分由生技課執行,普通部分則由使用人先做功能檢查,合格後才可使用.5.3.6不合格或待修理的治、工具,馬上停止使用,並加以隔離與標示.5.3.7治、工具或消耗品,由生技課隔離集中放置,每年至少二次或可視堆積狀況不定期清除處理,避免不良治、工具影響生產品質6參考資料:6.1材料倉作業程序(PCP007)7.附件:7.1請購單(PCR001.02)7.2治工具管製一覽表(PDR003.01)7.3治工具制作申請單(PDR003.02)7.4包外圍膠管制一覽表(PDR003.03)7.5合腳板管制一覽表(PDR003.04)7.6整腳板管制一覽表(PDR003.05)7.7測試座管制一覽表(PDR003.06) 7.8切腳板管制一覽表(PDR003.07) 7.9沖壓模管制一覽表(PDR003.08)。
学校(幼儿园)安全检查表

验课是否严格遵守实验操作规范,并严格监控学生实验过程
设备设施安全
校门
围墙
校门能够正常开启关闭
围墙(栏)坚固,不易攀爬、翻越、穿越,高度不低于2000㎜
地面
操场、校园道路、通道平整,无隆起、凹陷、开裂、积水
坡面经过防滑处理或有防护设施
室内地面无隆起、凹陷、开裂、积水,廊接衔接处应密实、安全,无障碍通过
家长接送学生车辆是否避开学校主要出入口停放
接送幼儿横穿马路是否由监护人或学校管理人员陪同
消防安全
是否有消防制度
消防器材是否定期检测更新,保持完好有效
安全出口、疏散通道、消防通道是否设置消防疏散指示标志和应急照明装置
学校是否配备专人对各个区域内各类安全设施、设备定时检查
每层楼是否配备2个消防栓并能够正常使用
是否建立宿舍、厕所卫生的管理和疫情应对制度
是否建立学生晨检、因病缺勤病因追查与登记制度
学校是否建立学生健康档案,监控学生健康状况,是否建立特异体质台账
学校有无应急救治、疾病预防措施和心理健康咨询员(含兼职)
心理健康教育活动有无计划,落实
学生宿舍是否整洁、卫生,学生守纪情况良好
学校是否设置卫生室或保健室,配备充足的专兼职保健老师
2.校园及周边治安情况综合治理台账
3.缺勤跟踪台账
4.学生上放学乘坐交通工具排查台账
5.特异体质人员排查台账(高危人员)
6.学校学生每日“三检”台账
7.防恐处突及护校安园人员台账
8.防溺水工作排查台账
9.防欺凌排查台账
10.学校食堂工作台账
11.学校各种安全应急演练记录台账
12.危化品管理台账
治工具管理规范(含记录)

治工具管理规范(IATF16949-2016/ISO9001-2015)1.0目的规范公司与生产相关的治具、工具、仪器设备的申请、使用、维护流程;确保治工具的正常使用,降低故障次数,提升治工具的使用效率。
2.0适应范围适用于公司治具、工具、仪器设备的管理。
3.0名词定义3.1治工具:为方便文字使用,在本管理规范中,治具、工具、仪器设备统称为治工具。
3.2TE:指TestEngineer,即测试工程,是工程课负责测试治工具管理的工程单位。
3.3普通治工具:过炉治具、生产夹具、手动测试治具及其它价格小于或等于2,000元RMB的仪器称为普通治工具。
3.4贵重治工具:ICT测试治具、自动FCT测试治具及其它价格超过2,000元RMB的仪器称为贵重治工具。
4.0职责4.1使用单位:负责治工具的使用、点检及日常保养。
4.2采购课:负责治工具的采购。
4.3工程课TE:负责治工具的收货、试用、验收、维修、及编号管理等相关事务;对治工具领用帐每月进行整理,月末编汇总编制管理台帐;负责对治工具的领用帐、设备清单、维修记录、申购及验收记录、报废记录等挡案管理。
5.0作业内容:5.1生产治工具的请购、验收及领用:5.1.1治工具的申请和采购按《采购作业管理程序》中要求作业。
5.1.2治工具入厂后,由工程TE组进行验收,须校准仪器通知品保课仪校人员安排内校或外校。
5.1.3对验收并校准合格的治工具,普通治工具3-5个工作日需填写好【治工具验收报告】,贵重治工具在一个月内需填写好【治工具验收报告】。
工程课TE 填写好【治工具验收报告】交采购人员存档,然后依据治工具编号原则贴上【治工具管理标贴】,登记入【治工具管理台帐】。
5.1.4编号登记完成后,工程课通知使用单位领用,领用人规定为班长以上级别人员,同时,领用人需要在【治工具领用明细帐】上签字确认。
5.1.5超过5个工作日不使用的治工具,不允许放置于使用单位的生产线、物料仓库等地方,必须及时退回工程课的治工具管理房,由工程课统一管理;退回后双方在【治工具领用明细帐】上签字销帐。
测量仪器自检记录表

a2
a’2
Sab=
i=Δ·ρ/s=
示意图
在测站J1,J2测得AB的正确高差:
h1’=a’1-b’1=(a1-△)-(b1-2△)=a1-b1+△=h1+△
h2’=a’2-b’2=(a2-2△)-(b2-△)=a2-b2-△=h2-△
两式相减得:△=(h2-h1)/2
∵i″=△/s×ρ″
∴i″=10△
全站仪检验与校正记录表
检查仪器:出厂编号:检查日期:年月日
检验
项目
检验
检验结果(″)
2C值
盘左
盘右
I角
盘左
盘右
外
观
及
气
泡
外观及一般功能检查;
按键功能检查;
水准气泡检查;
对中器检查;
检查人:日期:
水准仪检验与校正记录表
检查仪器:出厂编号:检查日期:年月日
检验
项目
检验
检验结果(″)
I角
a1
b1
h1
a2
b2
要求:i″≤15″
校正在j2测站上进行,先求出A标尺上的正确读数a’2=a2-2△,对好读数,再校正气泡两端符合
其
它
项
目
外观及一般功能检查;
水准气泡检查;
十字丝横丝的检验;
检查人:日期:
QP-11 工装夹具管理规程
7.6『治工具点检保养记录表』
7.7『报废申请单』
8.0附件
无
5.5.2各单位因工作需要,至生技组借用治具时,须填写『物品领用登记表』,以便追踪,避免遗失。
5.6治具的点检与保养
5.6.1所有的治/检/工具,在每次使用完毕后须对其进行点检保养并将结果登录于『治工具点检保养记录表』上,并按照治具的大小形状规划相对应的区域,治具交回时必须放置规定的区域内做保存,点检保养内容大致如下:
5.6.5检验用治具使用寿命6个月,使用到期后由PE/QE/ME再次确认校验,确认后贴上『校验合格标签』及校验日期;不能使用的检验用治具,由生技组人员填写『报废申请单』,经签核权限核准后报废处理。
5.7治具维修或变更
5.7.1生技员在产线无需求的情况下,到产线巡视治具使用状况,如使用不当,须立即纠正。在各线反映问题后10分钟内,必须赶至现场给予调整维修或进行更换。
5.6.1.1表面清理,保持整洁干凈。
5.6.1.2防锈油喷涂,避免生锈。
5.6.1.3治(夹)松晃度检视,避免影响产品质量。
5.6.1.4绒布破损度确认换新。
5.6.2点检过程发生有问题的治具,填写『治具制作需求单』申请维修。
5.6.3对于长期不用的治具/检/工具每月进行例行保养一次.
5.6.4正常使用中的治具/检/工具,生技组人员每天需点检校验,每月进行保养一次;
2.0 范围:
凡本公司所有生产用治具(含生产辅助治具和品保检验治具)之管理均适用。
3.0 定义:
3.1治具:为保证生产及检验正常进行而设计和制作的辅助设备(或工具)。
3.2PE:Product Engineer产品工程师
4.0 权责:
治工具管理办法
5.1.2治工具在使用发现异常,应视状况交给IE技术员或冶具房确认处理,治
具维修后须重新检测验收好才能使用。
5.2治工具验收:
5.2.1新治具制作完成后,须用工程提供的样板(样机)进行配套检测,检测合
格后对治具编号、贴治具标签并记录于“治具一览表”内。
5.2.2外购的治具在收货时须用工程提供的样板(样机)进行配套检测,检测合
格后须写“固定资产验收单”,由财务入账后加贴财产卡号进行管控。
5.2.3更改和维修后的治具,须由PE部重新检验合格后再贴治具标签。
5.2.4新购工具进货须与库存样品比对符合样品规格要求才能入库,环保材料进
货要求供应商提供SGS报告,收货时与库存样品比对符合样品规格要求才
能入库。超过财务规定金额的须填写“固定资产验收单”,由财务入账后
5.5.2如有财产编号,签核后的“报废申请单”应上报财务存档。
6、相关程序:
6.1《防静电检查操作规范》
7、相关表单:
7.1斜口钳检查表
7.2静电环检查报表
7.3风批电批扭力记录表
7.4报废申请单
7.5烙铁温度记录表
7.6电附件/流程图:(无)
文件制修订记录
制/修订日期
修订编号
制/修订内容
版本
页次
1
2
3
核准
审查
制订
1、目的:
为使本厂生产过程顺畅,对使用之治工具确实予以申请、制作、管理、维护
管制.以确保产品达到质量要求.
2、范围:
本厂内使用的治工具以及提供协力厂生产用的治工具均适应.
3、权责:
3.1 PE部负责治工具的申请、制作、验收、编号、管理、维修.
ESD点检计划

防静电台垫的表面电阻值为105
Ω~109Ω。
防静电托盘的表面电阻值为106Ω~1011Ω。
防静电组件盒和防静电周转箱的表面电阻值为103Ω~109Ω。
防静电治工具点检导静电材料(表面电阻率小于107Ω),静电耗散材料 (表
面电阻率大于或等于107Ω)。
静电屏蔽材料:表面电阻小于103Ω的材料,治具接地电阻规格<10Ω,
ME 防静电鞋的表面电阻值为107Ω~109Ω。
防静电服的表面电阻值为106Ω~1010Ω。
防静电手指套表面电阻值为107Ω~1010Ω。
防静电手套表面电阻值为107Ω~1010Ω。
地板阻抗板的测试规格为105-109奥姆
光照度光照度测试仪 1.位置:画检; 要求:光照度为100-200LUX.离子设备静电场测试仪中和能力从±1000V~±100V的时间< 3(s) 平衡电压<+/-50V
IPQC 总务兆欧表ME 生产静电胶皮
静电胶皮对地电阻的规格为7.5x105-1x109Ω , 表面电阻
规格为1x104-1x1010Ω;兆欧表周点检生产防静电物品点检人体防静电物品点检周点检月点检
C:\Documents and Settings\mi
C:\Documents and Settings\mi
C:\Documents
and Settings\mi
C:\Documents and Settings\mi C:\Documents
and Settings\mi C:\Documents and Settings\mi
C:\Documents
and Settings\mi。
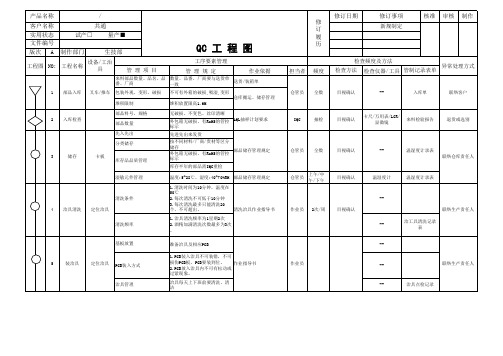
PCBA贴片质量QC工程图
/
客户名称
共通
实用状态
试产□ 量产■
文件编号 版次 A 制作部门
生技部
QC 工 程 图
工程图
NO:
工程名称
设备/工治 具
管理项目
工序要素管理 管理规定
作业依据
来料部品数量、品名、品 番、厂商
数量、品番、厂商要与送货单 一致
送货/装箱单
1 部品入库 叉车/推车 包装外观、变形、破损 不可有外箱的破损,吸湿,变形
检查方法 检查仪器/工具 管制记录表单
仓管员 全数
目视确认
--
入库单
联络客户
IQC
抽检
目视确认
卡尺/万用表/LCR/ 显微镜
来料检验报告
退货或选别
仓管员 全数
目视确认
仓管员
上午/中 午/下午
目视确认
作业员 2次/周 目视确认
作业员
--
温湿度计录表
联络仓库责任人
温湿度计
温湿度计录表
-联络生产责任人
--
作业员 全数
目视确认
检查日报表
联络品质责任人
现品票
FQC
全数
目视确认
检查日报表
联络品质责任人
现品票
封箱器、胶纸座
现品票
作业员 全数
目视确认
包装数量记录表 联络生产责任人
--
--
--
--
OQC检查报表 出货现品票
OQC
抽检
目视确认
显微镜
联络品质责任人
产品名称
/
客户名称 实用状态 文件编号 版次 A
共通 试产□ 量产■
修订日期 修 订 履 历