焊接公司规程WPS(中英文版)
PWPS焊接工艺规程

角焊缝位置 Fillet
所有 All
焊后热处理 PWHT
温度范围 Temp. Range
/
时间范围 Time Range
/
预热 PREHEAT(QW-406)
预热温度℃ Preheat Temp. Min℃ /
最大层间温度℃ Interpass Temp. Max℃ /
预热的保持方法 Pre. Maintenance
施焊技术 TECHNIQUE
无摆动焊或摆动焊 String or Weave Bead
无摆动焊或摆动焊 String or Weave Bead
嘴孔或喷嘴尺寸 Orifice or Gas Cup Size
10mm
打底焊道和中间焊道的处理方法 Initial and Interpass Cleaning 打磨或刷 Chipping ,Grinding & Brushing
-
填充金属尺寸 Size of Filler Metals
ER50-6 Φ1.2
熔敷焊缝金属 Weld Metal
坡口焊 Groove
角焊 Fillet
厚度范围 Thickness Range:
≤20mm
不限 All
焊丝-焊剂 Wire-Flux(等级)(Class)
NA
焊剂商标 Flux Trade Name (Type)
背面清根方法 Method of Back Gouging 打磨 Grinding for Full Penetration
摆动方法 Weave Method
手动 Manual
导电嘴与工件距离 Contact Tube to Work Distance
15-20mm
焊接工艺规程-中英文
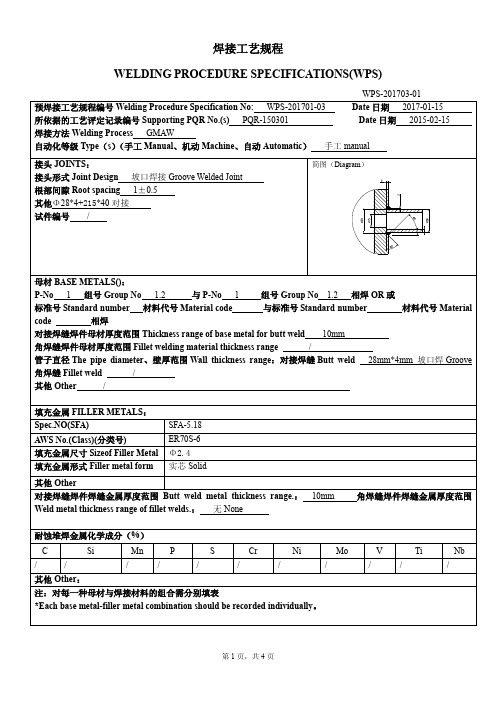
简图(Diagram)
母材 BASE METALS():
P-No 1 组号 Group No 1.2
与 P-No 1 组号 Group No 1.2 相焊 OR 或
标准号 Standard number 材料代号 Material code
与标准号 Standard number
材料代号 Material
/
电特性 ELECTRICAL CHARACTERISTICS:
电流种类 Current type 直流 DC
钨极尺寸和型号 Tungsten Electrode Size and Type φ2.5 WCe20
焊丝送进速度(cm/min) /
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
填充金属 Filler Metal
角焊缝 Fillet weld
/
其他 Other
/
填充金属 FILLER METALS:
Spec.NO(SFA) AWS No.(Class)(分类号) 填充金属尺寸 Sizeof Filler Metal 填充金属形式 Filler metal form
SFA-5.18
ER70S-6 Φ2.4 实芯 Solid
第 2 页,共 4 页
焊接工艺规程
WELDING PROCEDURE SPECIFICATIONS(WPS)
WPS-201703-02
预焊接工艺规程编号 Welding Procedure Specification No: WPS-201703-02
Date 日期 2017-01-15
所依据的工艺评定记录编号 Supporting PQR No.(s) PQR-150302
AWS D1.1焊接工艺规程中英文对照模板

焊接工艺规程(WPS)WELDING PROCEDURE SPECIFICATION (WPS)公司名称Company Name:焊接方法Welding Process(es):PQR辅助文件号Supporting PQR No.(s):采用的接头设计JOINT DSIGN USED类型Type:单面焊缝Single [ ] 双面焊缝Double Weld [ ] 衬垫Backing:是Yes [ ] 否No[ ]衬垫材料Backing Materical:根部间隙Rooting opening:钝边尺寸Root Face Dimension:坡口角度Groove Angle:半径Radius (J-U):背部清根Backing:是Yes [ ] 否No[ ]方法Method:母材BACE METALS材料规格Material Spec.:类型或级别Type or Grade:厚度Thickness:坡口Groove:角焊缝Fillet:直径(圆管)Diamcter(Pipe):填充金属FILLER METALSAWS 规定AWS Specification:AWS 类别AWS Classification:保护SHIELDING焊剂Flux:气体Gas:焊丝—焊剂(等级)Electrode-Flux(Class):预热PREHEAT预热温度,最低Preheat Temp,Min:道间温度,最低Interpass Temp,Min:最高Max:标识编号Identification #:修改Revision:日期Date:修改人By:批准人Authorized by:日期Date:类型Type—手工Manual[ ] 半自动semi-Automatic[ ] 机械Machine[ ] 自动Automatic[ ]位置POSITION坡口位置Position of Groove:角焊缝Fillet:立焊方向Vertical Progression:上行Up[ ] 下行Down[ ] 电特性ELECTRICAL CHARACTERISTICS过渡形式(GMAW)Transfer Mode(GMAW)短路Short-Circuting:[ ] 熔滴Globular:[ ]喷射Spray:[ ]电流Current:交流AC:[ ] 直流反接GCEP:[ ]脉冲Pulsed:[ ] 直流正接DCEN:[ ] 钨极(GTAW)Tungsten Electrode尺寸Size:类型Type:技术TECHNIQUE直线或横向摆动喊道Stringer or Weave Bead:多道或单道(每边)Multi-pass or Single Pass(per side):焊丝数Numbei of Electrodes:焊丝间隔Electrode Spacing 纵向Longitudinal:横向Lateral:角度Angle:导电咀到工件距离Contact Tube to Work Distance:锤击Peening:道间清理Interpass Cleaning:焊后热处理POSTWELD HEAT TREATMENT温度Temp.:时间Time :。
PWPS-焊接PWPS

DCreverse
无/NA
8-16cm/min
7-12l/min
5
单层
Single
MAG
ER316L
Φ0.8mm
30-70A
18-24V
直流反向
DCreverse
无/NA
8-16cm/min
7-12l/min
6
单层
Single
MAG
ER316L
Φ0.8mm
30-70A
18-24V
直流反向
DCreverse
18-24V
直流反向
DCreverse
无/NA
8-16cm/min
7-12l/min
3
单层
Single
MAG
ER316L
Φ0.8mm
30-70A
18-24V
直流反向
DCreverse
无/NA
8-16cm/min
7-12l/min
4
单层
Single
MAG
ER316L
Φ0.8mm
30-70A
18-24V
无/NA
编制Prepared by
审核
批准
无/NA
8-16cm/min
7-12l/min
焊材标准
Standardof materials
ISO14343
特殊衬垫或烘干
Special padding or drying
无/NA
保护气体
shielding gas
80%Ar + 20%CO2
焊丝标识
Wire identification
有/YES
从左至右
英文焊接工艺规程培训资料
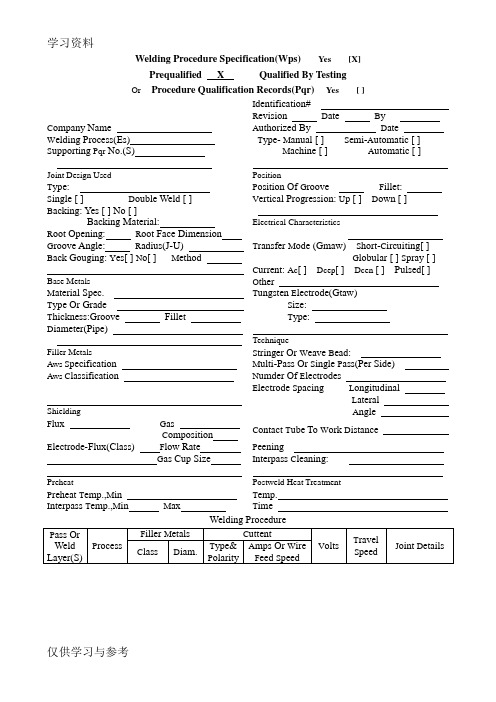
Welding Procedure Specification(Wps) Yes [X]Prequalified X Qualified By TestingOr Procedure Qualification Records(Pqr)Yes [ ]I dentification#R evision D ate B yC ompany Name A uthorized ByD ateW elding Process(Es) T ype- M anual [ ] S emi-A utomatic [ ]S upporting Pqr No.(S) M achine [ ] A utomatic [ ]Joint Design Used PositionT ype: P osition Of G roove F illet:S ingle [ ] D ouble Weld [ ] V ertical Progression: U p [ ] D own [ ]B acking: Yes [ ] No [ ]Backing Material: Electrical CharacteristicsR oot Opening: R oot Face DimensionG roove Angle: R adius(J-U) T ransfer M ode (Gmaw) S hort-C ircuiting[ ]B ack Gouging: Y es[ ] N o[ ] M ethod G lobular [ ] S pray [ ]C urrent: Ac[ ] Dcep[ ] Dcen [ ] Pulsed[ ] Base Metals O therM aterial Spec. T ungsten E lectrode(Gtaw)T ype Or Grade S ize:T hickness:Groove Fillet T ype:D iameter(Pipe)TechniqueFiller Metals S tringer Or W eave B ead:Aws S pecification M ulti-Pass Or S ingle P ass(Per Side)Aws C lassification N umder Of E lectrodesE lectrode S pacing L ongitudinalL ateralShielding A ngleF luxG asC ontact T ube To W orkD istanceC ompositionE lectrode-Flux(Class)F low Rate P eeningG as Cup Size I nterpass C leaning:Preheat Postweld Heat TreatmentP reheat T emp.,M in T emp.I nterpass T emp.,M in M ax T imeWelding ProcedureProcedure Qualification Record (PQR)#Test ResultsTENSILE TESTGUIDED BEND TESTVISUAL INSPECTIONAppearance Radiographic-Ultrasonic ExaminationUndercut RT report no: ResultPiping Porosity UT report no: ResultConvexity (FILLET WELD TEST RESULTS)Test Date Minimum Size Multiple Pass Maximum Size Single Pass Witnesses By Macroetch Macroetch1. 3. 1. 3.2. 2.All-weld-metal tension testOther tests Tensile strength ,psiYield point/strength,psiElongation in 2 in,%Laboratory test no.Welder’s name Clock no. stamp no.Test’s conducted by LaboratoryTest numberPerWe,the undersigned,certify that the statements in this record are correct and that the test welds wereprepared,welded,and tested in accordance with the requirements of section 4 of AMSI/AWS D1.1,( 86 ) structural welding code-steel. YearSignedByTitleDate。
AWSD1.1焊接工艺规程中英文对照模板
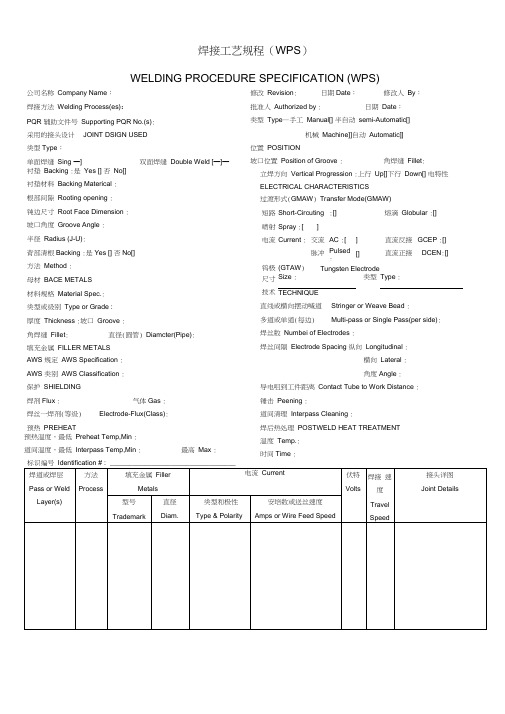
焊接工艺规程(WPS )WELDING PROCEDURE SPECIFICATION (WPS)公司名称 Company Name : 焊接方法 Welding Process(es): PQR 辅助文件号 Supporting PQR No.(s): 采用的接头设计 JOINT DSIGN USED 类型Type :单面焊缝 Sing ―]双面焊缝 Double Weld [—]— 修改 Revision : 日期Date : 修改人 By : 批准人 Authorized by :日期 Date :类型 Type —手工 Manual[] 半自动 semi-Automatic[]机械 Machine]]自动 Automatic]]位置 POSITION坡口位置 Position of Groove : 角焊缝 Fillet :衬垫 Backing :是 Yes [] 否 No[] 衬垫材料 Backing Materical : 根部间隙 Rooting opening : 钝边尺寸 Root Face Dimension : 坡口角度 Groove Angle : 半径 Radius (J-U):背部清根Backing :是Yes [] 否No[] 方法 Method : 母材 BACE METALS 材料规格 Material Spec.: 类型或级别 Type or Grade : 厚度 Thickness :坡口 Groove : 角焊缝 Fillet :直径(圆管) Diamcter(Pipe):填充金属 FILLER METALS 立焊方向 Vertical Progression :上行 Up[]下行 Down[] 电特性 ELECTRICAL CHARACTERISTICS 过渡形式(GMAW ) Transfer Mode(GMAW) 短路 Short-Circuting :[]熔滴 Globular :[]喷射 Spray :[]电流 Current : 交流 AC :[ ]直流反接 GCEP :[]脉冲 Pulsed :[]直流正接DCEN :[]钨极 (GTAW ) Tungsten Electrode尺寸 Size :类型 Type :技术 TECHNIQUE直线或横向摆动喊道 Stringer or Weave Bead : 多道或单道(每边)Multi-pass or Single Pass(per side):焊丝数 Numbei of Electrodes :焊丝间隔 Electrode Spacing 纵向 Longitudinal :AWS 规定 AWS Specification : AWS 类别 AWS Classification : 保护 SHIELDING 焊剂Flux : 气体Gas :焊丝一焊剂(等级)Electrode-Flux(Class):预热 PREHEAT横向 Lateral : 角度Angle :导电咀到工件距离 Contact Tube to Work Distance :锤击 Peening :道间清理 Interpass Cleaning :焊后热处理 POSTWELD HEAT TREATMENT 预热温度,最低 Preheat Temp,Min : 道间温度,最低 Interpass Temp,Min :最高 Max :温度 Temp.:时间Time :。
ASMEIXWPS表格焊接工艺规程中英文对照

WELDING PROCEDURE SPECIFICATIONS (WPS)焊接工艺规程WPS NO. _______________ Rev. No. _________________ Page ofBy 签字人DateSupporting PQR No.(s) 日期 对应的工艺评定编号Date__________ 日期 _______________________ Welding Process(es) Type(s) 焊接方法 ____________________________ 自动化等级 ______________________________________________________________(Automatic, Manual, Machine, or Semi-Automatic) (自动、手工、机动或半自动)Company Name公司名称 WPS No.焊接工艺规程编号Rev. No.修改号*Each base metal-filler metal combination should be recorded individually.WELDING PROCEDURE SPECIFICATIONS (WPS)焊接工艺规程WPS NO. _________________ Rev. No. ___________________ Page ofPulsing Current 脉冲电流Heat Input ( Max.)热输入(最大)Tungsten Electrode Size and Type ( Pure Tungsten,2Thoriated etc.)钨极尺寸和型号(纯钨,2%钍钨极等) Mode of Metal Transfer for GTAW (FCAW) ( Spray Arc, Short Circuiting Arc, et 熔滴过渡型式(射流或短路)Electrode Wire Feed Speed Rang 送丝速度范围 ______________________________________________________________________________________Other 其它TECHNIQUE 焊接技术(QW-410)Stri ng or Weave Bead 直进焊或摆动焊 ______________________________________________________________________________________ Orifice or Gas Cup Size 嘴孔或喷嘴尺寸 mmInitial and Interpass Cleaning打底焊道和中间焊道的清理方法(Brushing, Grinding, etc.)( 刷理或打磨等等) ______________________Method of Back Gouging背面清根方法Oscillati on 横摆方法 ________________________________________________________________________________________________________ Con tact Tube to Work Dista nee 导电嘴至工件距离 ____________________________________________________________________________ Multiple or Single Pass 多道焊或单道焊 (Per Side)( 每侧) _________________________________________________________________ Multiple or Single Electrodes 多丝焊或单丝焊Travel Speed 焊接速度(Range)(范围) _________________________________________________________________________________Peening 锤击Use of thermal processes 使用热工艺 _______________________________________________________________________________________ Other 其它对于每一母材-填充金属的组合均需分别填表Date 日期。
AW焊接工艺规程中英文对照模板

焊接工艺规程(WPS)WELDING PROCEDURE SPECIFICATION (WPS)公司名称 Company Name:焊接方法 Welding Process(es):PQR辅助文件号 Supporting PQR No.(s):采用的接头设计 JOINT DSIGN USED类型 Type:单面焊缝 Single [ ] 双面焊缝 Double Weld [ ]衬垫 Backing:是 Yes [ ] 否 No[ ] 衬垫材料Backing Materical:根部间隙 Rooting opening:钝边尺寸 Root Face Dimension:坡口角度 Groove Angle:半径 Radius (J-U):背部清根 Backing:是 Yes [ ] 否 No[ ]方法 Method:母材 BACE METALS材料规格 Material Spec.:类型或级别 Type or Grade:厚度 Thickness:坡口 Groove:角焊缝 Fillet:直径(圆管)Diamcter(Pipe):填充金属 FILLER METALSAWS 规定 AWS Specification:AWS 类别 AWS Classification:保护 SHIELDING焊剂 Flux:气体 Gas:焊丝—焊剂(等级)Electrode-Flux(Class):预热 PREHEAT预热温度,最低 Preheat Temp,Min:道间温度,最低Interpass Temp,Min:最高 Max:标识编号 Identification #:修改 Revision:日期Date:修改人 By:批准人 Authorized by:日期Date:类型Type—手工Manual[ ] 半自动semi-Automatic[ ]机械Machine[ ] 自动Automatic[ ]位置 POSITION坡口位置 Position of Groove:角焊缝 Fillet:立焊方向Vertical Progression:上行Up[ ] 下行 Down[ ]电特性 ELECTRICAL CHARACTERISTICS过渡形式(GMAW) Transfer Mode(GMAW) 短路 Short-Circuting:[ ] 熔滴Globular:[ ]喷射 Spray:[ ]电流 Current:交流 AC:[ ] 直流反接 GCEP:[ ]脉冲 Pulsed:[ ] 直流正接 DCEN:[ ]钨极(GTAW) Tungsten Electrode尺寸 Size:类型 Type:技术 TECHNIQUE直线或横向摆动喊道Stringer or Weave Bead:多道或单道(每边) Multi-pass or Single Pass(per side):焊丝数 Numbei of Electrodes:焊丝间隔Electrode Spacing 纵向Longitudinal:横向Lateral:角度 Angle:导电咀到工件距离 Contact Tube to Work Distance:锤击 Peening:道间清理 Interpass Cleaning:焊后热处理 POSTWELD HEAT TREATMENT温度 Temp.:时间 Time :。
1.WPS 焊接工艺规程

焊接工艺规程(WPS)WELDING PROCEDURE SPECIFICATION(WPS) 是YES [ ]免除评定PREQUALIFIED 试验评定QUALIFIED BY TESTING或工艺评定记录(PQR)Or PROCEDURED QUALIFICATION RECORDS(PQR) 是YES [ X ]Identification # 标示编号WPS01-GMWA-1G Company Name 公司名称Revision 版次Date 日期By 修改人Authorized by 批准人Date 日期Welding Process(es) 焊接方法GMAW 熔化极气体保护焊Type类型-Manual手工[ ] Semi-Automatic 半自动[ X ] Supporting PQR No.(s) 支持的PQR文件号Machine机械[ ] Automatic 自动[ ] JOINT DESIGN USED 采用的接头设计POSITION 位置Type 类型butt weld 对接Position of groove 坡口位置1G平焊Fillet 角焊缝-Single 单面焊缝[ ] Double Weld 双面焊缝[ X ] Vertical Progression 立焊方向:Up上行[ ]Down 下行[ ] Backing 衬垫:Yes 用[ ] No 不用[ X ] ELECTRICAL CHARACTERISTICS 电特性Backing Material 衬垫材料-Transter Mode 过渡形式(GTAW)Short-Circuiting 短路[ ] Root Opening 坡口间隙2±1mm Root Face Dimension 钝边尺寸2±1 Globular 熔滴[ ] Spray 喷射[X] Groove Angle 坡口角度60°Radius 半径(J-U) -Current 电流:AC 交流[ ] DCEP 直流反接[X]DCEN 直流正接[ ] Pulsed 脉冲[ ] Back Gouging 背部清根:Yes 用[ X ] No 不用[ ] Power Source 电源CC [ ] CV [ ]Method 方法Carbon Arc Gouging + Grinding 气刨+打磨Other 其它BASE METALS 母材Tungsten Electrode 钨极(GTAW)Material Spec. 材料规格GB/T700-2006 Size 尺寸-Type or (Grade) 类型或级别Q235A to Q235A Type 类型-Thickness 厚度:Groove 坡口焊10mm Fillet 角焊-TECHNIQUE 技术Diameter(Pipe) 直径(圆管) -Stringer or Weave Bead 直线或摆动焊道weave bead 摆动FILLER METALS 填充金属Multi-pass or Single Pass(Per side)多道或单道(每边) 多道AWS Specification AWS规定GB/T8110-2008 (AWS5.18) Number of Electrodes 焊丝数 1AWS Classification AWS类别ER50-6 (ER70S-6) Electrode Spacing 焊丝间隔:Longitudinal 纵向-SHIELDING 保护Lateral 横向-Flux 焊剂- Gas 气体Ar+CO2 Angle 角度-Composition 组分80%Ar+20%CO2 Contact Tube to Work Distance 导电嘴到工件距离15~20mm Electrode-Flux(焊丝-焊Flow Rate 流率15-20L/min Peening 锤击-剂)(等级) -Gas Cup Size 气体喷嘴尺寸-Interpass Cleaning 道间清理Gringding 打磨PREHEAT 预热POSTWELD HEAT TREATMENT 焊后热处理Preheat Temp.,Min 预热温度,最低10℃Temp. 温度-Interpass Temp.,Min 道间温度,最低10℃Max 最高170℃Tiem时间-WELDING PROCEDURE 焊接工艺。
AWSD焊接工艺规程中英文对照

A W S D焊接工艺规程中英文对照集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)焊接工艺规程(WPS)WELDING PROCEDURE SPECIFICATION (WPS)公司名称 Company Name:焊接方法 Welding Process(es):PQR辅助文件号 Supporting PQR No.(s):采用的接头设计 JOINT DSIGN USED类型 Type:单面焊缝 Single [ ] 双面焊缝 Double Weld [ ]衬垫 Backing:是 Yes [ ] 否 No[ ] 衬垫材料Backing Materical:根部间隙 Rooting opening:钝边尺寸 Root Face Dimension:坡口角度 Groove Angle:半径 Radius (J-U):背部清根 Backing:是 Yes [ ] 否No[ ]方法 Method:母材 BACE METALS材料规格 Material Spec.:类型或级别 Type or Grade:厚度 Thickness:坡口 Groove:角焊缝 Fillet:直径(圆管)Diamcter(Pipe):填充金属 FILLER METALSAWS 规定 AWS Specification:AWS 类别 AWS Classification:保护 SHIELDING焊剂 Flux:气体 Gas:焊丝—焊剂(等级) Electrode-Flux(Class):预热 PREHEAT预热温度,最低 Preheat Temp,Min:道间温度,最低 Interpass Temp,Min:最高 Max:标识编号 Identification #:修改 Revision:日期Date:修改人 By:批准人 Authorized by:日期Date:类型 Type—手工 Manual[ ] 半自动semi-Automatic[ ]机械 Machine[ ] 自动Automatic[ ]位置 POSITION坡口位置 Position of Groove:角焊缝 Fillet:立焊方向 Vertical Progression:上行Up[ ] 下行 Down[ ]电特性 ELECTRICAL CHARACTERISTICS过渡形式(GMAW) Transfer Mode(GMAW) 短路 Short-Circuting:[ ] 熔滴 Globular:[ ]喷射 Spray:[ ]电流 Current:交流 AC:[ ] 直流反接 GCEP:[ ]脉冲 Pulsed:[ ] 直流正接 DCEN:[ ]钨极(GTAW) Tungsten Electrode尺寸 Size:类型 Type:技术 TECHNIQUE 直线或横向摆动喊道 Stringer or Weave Bead:多道或单道(每边) Multi-pass or Single Pass(per side):焊丝数 Numbei of Electrodes:焊丝间隔 Electrode Spacing 纵向Longitudinal:横向Lateral:角度Angle:导电咀到工件距离 Contact Tube to Work Distance:锤击 Peening:道间清理 Interpass Cleaning:焊后热处理 POSTWELD HEAT TREATMENT温度 Temp.:时间 Time :。
焊接安全操作规程英文缩写
焊接安全操作规程英文缩写WPSAOP (Welding Safety Procedures and Operations) - 1200 words1. Introduction to Welding Safety Procedures and OperationsWelding is a common industrial process that involves the joining of two or more pieces of metal using heat and pressure. While welding is essential for many industries, it also presents numerous hazards that can pose significant risks to workers if not properly managed. This document aims to provide guidance and establish standardized safety procedures and operations for welding activities.2. Personal Protective Equipment (PPE)PPE plays a crucial role in ensuring the safety of welders. The following are the recommended PPE for welding operations:- Welding helmet: Provides protection from intense light, sparks, and flying debris.- Face shield or safety glasses: Protects the face and eyes from radiant energy, sparks, and flying debris.- Welding gloves: Designed to protect hands from burns, sparks, and electric shock.- Welding apron or jacket: Shields the body from sparks, radiant heat, and molten metal splashes.- Safety boots: Protects the feet from falling objects, sharp materials, and electrical hazards.- Hearing protection: Guards against excessive noise levels generated during welding operations.3. Fire Prevention and ProtectionFire hazards are prevalent in welding operations due to the intense heat and sparks produced. The following measures should be taken for fire prevention and protection:- Clear the area of combustible materials and ensure proper ventilation.- Keep fire extinguishers and fire blankets readily available near the welding area.- Regularly inspect and maintain welding equipment to prevent electrical faults.- Use welding screens to confine the sparks and protect nearby flammable materials.- Establish a fire watch during and after welding operations to monitor for any signs of fire.4. VentilationProper ventilation is crucial in welding operations to protect workers from harmful fumes and gases. The following ventilation practices should be implemented:- Ensure that the welding area is adequately ventilated to minimize fume concentration.- Use local exhaust ventilation systems to capture and remove welding fumes directly at the source.- Position the exhaust hood as close to the welding arc as possible.- Regularly inspect and maintain ventilation systems to ensure their effectiveness.5. Electrical SafetyElectricity is an integral part of welding operations, and precautions should be taken to ensure electrical safety:- Only use properly grounded welding equipment.- Inspect welding cables regularly for signs of damage or wear.- Avoid placing cables in high-traffic areas to reduce the risk of tripping hazards.- Turn off and disconnect welding equipment when not in use.- Use ground fault circuit interrupters (GFCIs) for all welding equipment to protect against electric shocks.6. Safe Welding PracticesAside from personal protective equipment and safety measures, the following safe welding practices should be adhered to:- Inspect materials for cracks, rust, or other defects before welding.- Ensure proper shielding gas, electrode, or filler material is used for the specific welding process.- Follow proper welding techniques and procedures as instructed by qualified personnel.- Maintain a clean and organized work area to minimize tripping hazards and fire risks.- Attend regular training sessions to stay updated on the latest welding safety practices.7. Emergency Preparedness and First AidIn the event of an emergency, it is essential to have a well-prepared plan in place. The following measures should be taken:- Establish emergency evacuation routes and ensure all workers are familiar with them.- Keep a well-stocked first aid kit readily available in the welding area.- Train workers in basic first aid procedures and provide them with the necessary knowledge and equipment.- Ensure all workers know the location and proper use of emergency eyewash stations and safety showers.ConclusionWelding operations present numerous hazards that can have severe consequences if not properly managed. By implementing standardized welding safety procedures and operations, employers can promote a safe working environment and reduce the risk of injuries to workers. Regular training, proper PPE, and adherence to safe welding practices are critical in ensuring the well-being of all individuals involved in the welding process.。
英文焊接工艺规程

W elding Procedure Specification(Wps) Y es [X]Prequalified X Qualified By TestingOr Procedure Qualification Records(Pqr)Y es [ ]I dentification#R evision D ate B yC ompany Name A uthorized ByD ateW elding Process(Es) T ype- M anual [ ] S emi-A utomatic [ ]S upporting Pqr No.(S) M achine [ ] A utomatic [ ] Joint Design Used PositionT ype: P osition Of G roove F illet:S ingle [ ] D ouble Weld [ ] V ertical Progression: U p [ ] D own [ ]B acking: Y es [ ] No [ ]Backing Material: Electrical CharacteristicsR oot Opening: R oot Face DimensionG roove Angle: R adius(J-U) T ransfer M ode (Gmaw) S hort-C ircuiting[ ]B ack Gouging: Y es[ ] N o[ ] M ethod G lobular [ ] S pray [ ]C urrent: Ac[ ] Dcep[ ] Dcen [ ] Pulsed[ ] Base Metals O therM aterial Spec. T ungsten E lectrode(Gtaw)T ype Or Grade S ize:T hickness:Groove Fillet T ype:D iameter(Pipe)TechniqueFiller Metals S tringer Or W eave B ead:A ws S pecification M ulti-Pass Or S ingle P ass(Per Side)A ws C lassification N umder Of E lectrodesE lectrode S pacing L ongitudinalL ateralShielding A ngleF luxG asC ontact T ube To W orkD istanceC ompositionE lectrode-Flux(Class)F low Rate P eeningG as Cup Size I nterpass C leaning:Preheat Postweld Heat TreatmentP reheat T emp.,M in T emp.I nterpass T emp.,M in M ax T imeWelding ProcedureProcedure Qualification Record (PQR)#Test ResultsGUIDED BEND TESTVISUAL INSPECTIONAppearance Radiographic-Ultrasonic ExaminationUndercut RT report no: ResultPiping Porosity UT report no: ResultConvexity (FILLET WELD TEST RESULTS)Test Date Minimum Size Multiple Pass Maximum Size Single Pass Witnesses By Macroetch Macroetch1. 3. 1. 3.2. 2.All-weld-metal tension testOther tests Tensile strength ,psiYield point/strength,psiElongation in 2 in,%Laboratory test no.Welder’s name Clock no. stamp no.Test’s conducted by LaboratoryTest numberPerWe,the undersigned,certify that the statements in this record are correct and that the test welds were prepared,welded,and tested in accordance with the requirements of section 4 of AMSI/A WS D1.1,( 86 ) structural welding code-steel. Y earSignedByTitleDate。
ASMEIXWPS表格焊接工艺规程中英文对照
WELDING PROCEDURE SPECIFICATIONS (WPS)焊接工艺规程WPS NO. _______________ Rev. No. _________________ Page ofBy 签字人DateSupporting PQR No.(s) 日期 对应的工艺评定编号Date__________ 日期 _______________________ Welding Process(es) Type(s) 焊接方法 ____________________________ 自动化等级 ______________________________________________________________(Automatic, Manual, Machine, or Semi-Automatic) (自动、手工、机动或半自动)Company Name公司名称 WPS No.焊接工艺规程编号Rev. No.修改号*Each base metal-filler metal combination should be recorded individually.WELDING PROCEDURE SPECIFICATIONS (WPS)焊接工艺规程WPS NO. _________________ Rev. No. ___________________ Page ofPulsing Current 脉冲电流Heat Input ( Max.)热输入(最大)Tungsten Electrode Size and Type ( Pure Tungsten,2Thoriated etc.)钨极尺寸和型号(纯钨,2%钍钨极等) Mode of Metal Transfer for GTAW (FCAW) ( Spray Arc, Short Circuiting Arc, et 熔滴过渡型式(射流或短路)Electrode Wire Feed Speed Rang 送丝速度范围 ______________________________________________________________________________________Other 其它TECHNIQUE 焊接技术(QW-410)Stri ng or Weave Bead 直进焊或摆动焊 ______________________________________________________________________________________ Orifice or Gas Cup Size 嘴孔或喷嘴尺寸 mmInitial and Interpass Cleaning打底焊道和中间焊道的清理方法(Brushing, Grinding, etc.)( 刷理或打磨等等) ______________________Method of Back Gouging背面清根方法Oscillati on 横摆方法 ________________________________________________________________________________________________________ Con tact Tube to Work Dista nee 导电嘴至工件距离 ____________________________________________________________________________ Multiple or Single Pass 多道焊或单道焊 (Per Side)( 每侧) _________________________________________________________________ Multiple or Single Electrodes 多丝焊或单丝焊Travel Speed 焊接速度(Range)(范围) _________________________________________________________________________________Peening 锤击Use of thermal processes 使用热工艺 _______________________________________________________________________________________ Other 其它对于每一母材-填充金属的组合均需分别填表Date 日期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
JOINT DESIGN USED 接头形式
POSITION 焊接位置BASE METALS 母材
ELECTRICAL CHARACTERISTICS 电弧特性FILLER METALS 填充材料Size 尺寸—Type 类型—SHIELDING 保护气体
TECHNIQUE 技术PREHEAT 预热
POSTWELD HEAT TREATMENT 后热250℃Max.最大AWS A5.18Trade No. 牌号喷嘴直径AWS Specification 规范
AWS Classification 分类WELDING PROCEDURE SPECIFICATION 焊接工艺规程
ZHANGJIAKOU CGE GEO-MACHINERY CO,LTD. 张家口中地装备探机-化机分公司
GMAW 气体保护熔化极电弧焊Prequalified
—LYER50-6AWS ER70S-6
Material 材料
Material Spec. 材料规格
Thickness 厚度
Diameter(Pipe) 直径(管)————Sing Pass 单层焊—
Fillet 角焊—DCEP 直流反接CV 稳定电压输出Electrode Spacing 电极间距3mm —AWS D1.1 2008———
—short-circuting 短路过渡—1F Vertical Progression 方向Joint Details 接头形式12-15mm —
Time. 时间Preheat Temp.,Min. 预热
Interpass Temp.,Min. 层间温度Heat Input (KJ/mm 2)Class 级别Diam.直径(mm)—Welding process(es) 焊接方法
Supporting PQR No.(s) PQR 号Tungsten Electrode(GTAW)
Gas Cup Size
15mm Travel Speed 速度(mm/min)Flow Rate 气体流量(L/min)99.80%15L/min WELDING PROCEDURE 焊接程序
Position of Groove 坡口焊CO 2Peening 锤击
Backing Gouging 清根Backing Material 衬垫材料
Backing 衬垫
Volts 电压(V)Referring Specification 执行标准
Transfer Mode(GMAW) 过渡形式Current 电流Arc length 电弧长度
Power Source 电源
Other 其它
Q235B;Q345B AWS Group I ;AWS Group II 3≤T ≤32mm 钨电极(钨极氩弧焊)Stringer or Weave Bead 摆动宽度Electrode length 焊丝干伸长Multi-pass or Single Pass 多层/单层焊Number of Electrodes 电极数Temp. 温度Interpass Cleaning 层间清理Type&Polarity 极性Pass or Weld
Layer(s)焊层Filler Metals 填充金属Current 电流 (A)Sing Pass 170-280
DCEP ER70S-6Process 方法
GMAW 1.4-2.930-331.215Notes
Approved By 批准:
Date 日期:Inspecting 检验:Prepared By 编制:Wangyan Date 日期:2012/8/28
Owner 业主:
Project 项目:
煤矿纵放成套设备4763电缆槽张家口煤机厂1)Heat input shall not excess the max. value.不得超过规定的热输入。
2)The ambient temp.shall not less than 18℃ in shop,or the wind velocity less than 5 miles per hour in field.本套程序应用于环境温度不小于18℃车间内,或室外风速不大于8km/h 。
3)The max.assembly clearance shall not excess 2millimetres.最大装配间隙不得超过2mm.
4)Tacing welding shall conform to root pass of other same type of process 定位焊依照其他相同类别根部焊接工艺。
5)Welding groove shall be free of oil,rust etc.impairing welding quality.待焊坡口表面应当无油污、锈水等污物影响焊缝质量。
Amps or Wire Feed Speed 220-250Gas Type 气体类型CO 2Flux 焊剂
Electrode -Flux(Class)
电极-焊剂(级别)Gas 保护气Composition 成分Flow Rate 气体流量
——。