数控液压拉伸垫在机械压力机中的应用与参数选择
一种新型拉伸气液垫在中小型压力机上的应用

通 。 压 缩 空 气 的 作 用 下 , 液 罐 7的 油 液 进 入 工 作 在 气
缸 1内 , 作 缸 1上 升 到 上 极 限 位 置 , 出 下 模 内 的 工 顶
工 件 , 为下次 工作作 好 准备 。 并
在 某 些 冲压 工 艺 中 只 需 要 进 行 顶 料 动 作 时 , 可 以关 掉 电磁 阀 电 源 , 芯 连 通 , 作 缸 1始 终 与 气 液 阀 工
置 时 , 于 凸 轮 开 关 的 作 用 , 磁 阀 5失 电 , 芯 连 由 电 阀
( 能 以 较 小 的体 积 获 得 较 大 的压 边 力 。 伸 垫 2) 拉 的 压 边 力 是 通 过 调 节 溢 流 阀 3设 定 压 力 而 获 得
故 可 获得较 大 的压边 力 。 ,
( ) 获 得 比较 稳 定 的 压 边 力 。 3能 由于 拉 伸 气 液 垫
的 压 边 力 是 通 过 油 液 压 缩 来 产 生 ,不 受 系统 气 压 变 化 的 影 响 , 以产 生 的 压 边 力 比较 稳 定 。 所 ( 具 有 闭 锁 功 能 。 过 调 节 压 力 机 凸 轮 开 关 的 4) 通
作。
这 种 拉 伸 气 液 垫 的 压 边 力 和 顶 出 力 , 可 通 过 调 整 溢 流 阀 3的 设 定 压 力 和 气 液 罐 7内 的 压 缩 空 气 压 力 来改 变 , 大 小可按 下式 进行 计算 : 其
P=AP ( P ≥ P 时 ) y I 当 I 2
返 回 到 一 定 高 度 后 , 拉 伸 垫 工 作 缸 1再 顶 起 , 使 以免
力 和 液气 罐 7内 的压缩 空 气 压
力。
从 上 式 可 知 , PI P 时 , 边 力 只 与 溢 流 阀 3 当 ≥ 2 压 设 定 压 力 成 正 比 ,与 液 气 罐 7 内 的 压 缩 空 气 压 力 尸 2 无 关 ; P< 2 , 边 力 P 只 和 气 液 罐 7 内 的 压 缩 当 lP 时 压 v
液压钢轨拉伸机参数及使用说明

液压钢轨拉伸机参数及使用说明一、适用范围该设备适用于50kg/m及60kg/m型号钢轨无缝线路应力放散和长轨铺设,更换斜铁座,可适用于75kg/m钢轨线路。
现场施工时,在低于锁定轨温的一定范围内,用该设备把处于零应力状态的钢轨,强行拉伸到锁定轨温时的长度,进行重新锁定。
与同类产品相比,该设备具有构思独特,机体轻便,操作简易,拉轨力大,不伤害轨头工作面等特点。
二、主要技术参数1、最高额定工作力57Mpa2、最大拉轨力2×450kN3、工作油缸最大行程≥760mm4、两拉杆中心距360mm宽体610mm5、锁定方式斜铁夹紧轨腰6、油泵电机功率3kW电压380V流量≥3L/min7、机组质量≤370kg8、电动泵站质量85kg(不包括油管)三、基本结构与工作原理1、结构YLS-900型液压钢轨拉伸机主要由2个斜铁座、2根加长杆、2个双作用油缸、6个销轴、1套附加配件(中心距610mm用)、1个电动泵站及高压油管等部分组成。
2、工作原理整机在被拉钢轨上安装后,打紧斜铁,拉伸油缸由电动液压泵站直接驱动,随着拉力增加,钢轨被斜铁座越夹越紧,从而夹持着钢轨向拉伸方向移动。
拉轨达到预定拉伸长度结束后,可利用泵站换向供油,活塞杆反方向运动,自动顶松斜铁座,另一斜铁座可用大锤敲打机座,直至全部松开,便可取下斜铁座。
四、使用方法1、使用前先检查(1)液压泵站应完好,油量应足够。
加油时,液压油必须过滤,防止污物堵塞油路。
(2)油缸、油管等连接处不得松动,不应有漏油现象。
(3)斜铁座、拉杆、接头不得有损坏。
2、开动液压泵站(应先空载运行5分钟左右),连接好油缸油管,先将两个油缸活塞杆伸出到大于预定拉伸长度位置。
本机一次拉伸长度可达760mm。
3、将斜铁座骑放于被拉两根钢轨的合适位置上,将左右两块斜铁(请注意左右不同)推进斜铁座的斜槽内,用手锤轻轻打紧。
4、将油缸、加长杆用销子组装在斜铁座上,加长杆凹台部位朝向钢轨,组装时两侧分别组装,可将另一侧油缸上的油管暂时拆下,开动油泵,调整活塞杆伸缩量以便插上销子。
315吨拉伸液压机的技术参数

315吨拉伸液压机的技术参数(一)315拉伸液压机的用途该液压机适用于可塑性材料的压制工艺。
如粉末制品成型、塑料制品成型、冷(热)挤压金属成型、薄板拉伸以及横压、弯压、翻透、校正等工艺。
四柱液压机具有独立的动力机构和电器系统,采用按钮集中控制,可实现调整、手动及半自动三种操作方式。
(二)315拉伸液压机的特点机器具有独立的动力机构和电气系统,采用按钮集中控制,可实现调整、手动及半自动三种工作方式:机器的工作压力、压制速度,空载快下行和减速的行程和范围,均可根据工艺需要进行调整,并能完成顶出工艺,可带顶出工艺、拉伸工艺三种工艺方式,每种工艺又为定压,定程两种工艺动作供选择,定压成型工艺在压制后具有顶出延时及自动回程。
(三)315吨液压机简介液压机(又名:油压机)利用帕斯卡定律制成的利用液体压强传动的机械,种类很多。
当然,用途也根据需要是多种多样的。
如按传递压强的液体种类来分,有油压机和水压机两大类。
水压机机产生的总压力较大,常用于锻造和冲压。
锻造水压机又分为模锻水压机和自由锻水压机两种。
模锻水压机要用模具,而自由锻水压机不用模具。
我国制造的第一台万吨水压机就是自由锻造水压机。
编辑本段工作原理四柱液压机的液压传动系统由动力机构、控制机构、执行机构、辅助机构和工作介质组成。
动力机构通常采用油泵作为动力机构,一般为积式油泵。
为了满足执行机构运动速度的要求,选用一个油泵或多个油泵。
低压(油压小于2.5MP)用齿轮泵;中压(油压小于6.3MP)用叶片泵;高压(油压小于32.0MP)用柱塞泵。
各种可塑性材料的压力加工和成形,如不锈钢板钢板的挤压、弯曲、拉伸及金属零件的冷压成形,同时亦可用于粉末制品、砂轮、胶木、树脂热固性制品的压制。
315吨液压机安全操作1、液压机操作者必须经过培训,掌握设备性能和操作技术后,才能独立作业2、作业前,应先清理模具上的各种杂物,擦净液压机杆上任何污物。
3、液压机安装模具必须在断电情况下进行,禁止碰撞启动按钮、手柄和用脚踏在脚踏开关上。
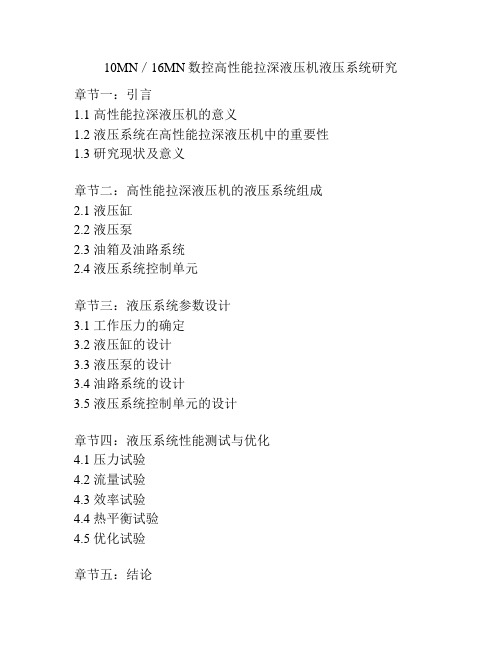
I_2.1压机结构_Cushion_Press_Functions液压垫

液压缸模块
球面接头 活塞 杆套 液压缸 底板 蓄能器 控制阀块 比例阀
PRENSAS SCHULER S.A. ©: All rights reserved in respect of this document, we especially claim protection under regulations and unfair competition law. – Eng. Ricardo Bispo Kina
模块化拉伸垫 结构
滑块 上模 料片 压边圈
下模 顶杆
移动工作台 压力箱 导轨 底座
球面接头
活塞 杆套 液压缸 底板 蓄能器 控制阀块
PRENSAS SCHULER S.A. ©: All rights reserved in respect of this document, we especially claim protection under regulations and unfair competition law. – Eng. Ricardo Bispo Kina
5.
PRENSAS SCHULER S.A. ©: All rights reserved in respect of this document, we especially claim protection under regulations and unfair competition law. – Eng. Ricardo Bispo Kina
回程
PRENSAS SCHULER S.A. ©: All rights reserved in respect of this document, we especially claim protection under regulations and unfair competition law. – Eng. Ricardo Bispo Kina
浅析液压拉伸器与液压力矩扳手的使用要点

浅析液压拉伸器与液压力矩扳手的使用要点王乐远陈庆长中油吉林化建呼和浩特项目部2012年11月18日摘要:工艺管线是石油化工装置的核心,在装置的生产过程中,因螺栓紧固问题而造成的各类事故所占的比例较高,主要体现在公称直径较大的高压管道的密封泄漏上,随着科技的发展,液压工具已成为目前石油化工装置建设中不可缺少的工具,本文主要介绍液压力矩扳手和液压拉伸器的紧固原理及参数区分,以免使用者对数据把握不准而造成螺栓紧固力不到和超出螺栓屈服强度等事情发生,从而提高施工进度,保证施工质量及装置的安全、稳定、长周期运行。
关键词:螺栓、液压、紧固浅析液压拉伸器与液压力矩扳手的使用要点1、前言液压拉伸器与液压力矩扳手是紧固螺栓重要工具,他们广泛应用于船舶工程,石油化工,建筑,电力,矿山,冶金等行业的施工,检修,抢修等工作中,它们对于大规格的螺栓的安装与拆卸都是一种十分重要的工具。
它们的使用不仅可以减轻劳动强度,提高工作效率,而且极大的提高安装质量,也有利于现场安全管理。
由于液压拉伸器和液压力矩扳手的形式有多种,其配用的电动油泵、气动油泵及手动油泵也均有多种型号,它们的具体的操作方法本文不详细描述,使用时须参考使用说明书。
2、工作原理2.1液压拉伸器的工作原理液压拉伸器的工作原理是利用液压油缸直接对螺栓施加外力,使被施加力的螺栓在其弹性变形区内被拉长,螺栓直径微量变形,从而使螺母易于松动。
液压拉伸器安装螺栓中轴线的位置,用于对螺栓进行轴向拉伸,实现螺栓需要的拉伸量,而正是螺栓的这种拉伸量决定了螺栓紧固所需的夹紧力。
螺栓受到拉伸时,螺母会与法兰接触面脱离开来,液压拉伸器下端有一个开口,供操作人员人工转动螺母,通常螺母的转动是通过一根金属拨棍来拨动六角螺母外的一个拨圈来实现的(或直接拨动圆头螺母)。
卸掉液压拉伸器中的油压后,螺母和接合面紧贴,从而将螺栓的轴向形变锁住,也就是将剩余的螺栓载荷锁在螺母里。
液压拉伸器对螺栓施加的载荷与液压缸中的油压成正比关系,这样的设计能够非常精确地留住有效载荷。
冲压设备工艺参数
压力机主要参数:
压力机的主要技术参数: 公称压力、滑块行程、 滑块行程次数、装模高 度、连杆调节量等。
压力机主要参数:
公称压力(标称压力)Fg 是指滑块到下死点前,某一特定距离时,压力机结构能够安 全地承受的最大容许冲压力。实际工作时应充分考虑材料板 厚以及材料强度的偏差,模具的润滑状态和磨损变化条件, 使得冲压能力保有一定的宽裕度。
• 注意: 气路系统中的调压阀、压力继电器按规定压力调整,不得 随意乱调,以免引发设备安全事故。各储气罐应由持证资 格专业人员定期检查安全阀工作可靠性,并从排污口排除 污物。
压力机——平衡器
• 平衡器的主要作用是通入压缩空气后平衡滑块部件、上模 及连杆等重量,可以消除连杆系统、调节螺杆等受力部位 的间隙,避免滑块上下行程过程中,因间隙换向而引起的 附加冲击力,保证滑块运动平稳和压力机精度稳定,防止 制动器失灵引起滑块自重下滑可能发生的事故,保证压力 机的使用安全性,此外,还有助于飞轮能量的迅速恢复。
5
4
拉 深
6
闭式双动压力机 闭式双点双动压力机
7
闭式四点双动压力机
8
闭式三动压力机
应用
1、2、3列为通用 单动(只有一 个滑块)压力 机;用于不需 压边的工艺 (冲裁、弯曲、 成形等)
4列为专用于拉深 的压力机(有 压边滑块)
3、通用特性名称及字母代号
通用特性名称 数控 自动 液压 气动 高速 精密 冲裁
字母代号
KZYQGMC
4、多连杆压力机型号表示方法
L
S
D
型号举例1:
冲压厂800吨压力机的型号为JG39-800A J——机械压力机 G——次要参数与基本参数不同的第G次变形 39——闭式四点单动压力机 800——工程压力机为8000KN A——结构和型能比原型作了笫一次改进 以此类推:JF39-1000E
iforce系列高强度螺栓液压拉伸器使用说明书新

iforce系列高强度螺栓液压拉伸器使用说明书新iForce系列高强度螺栓液压拉伸器使用说明书2008,9目录iForce系列高强度螺栓液压拉伸器简介 .............................................. - 1 - 一、液压基础知识 ..................................................................... ............... - 4 - 1、泵、软管和液压缸常用连接方式 ..........................................- 4 - 2、液压基础知识及原理.................................................................- 5 - 二、操作指南 ..................................................................... ....................... - 7 - 1、拉伸器工作基本原理 ......................................................................- 7 - 2、标准型(I系列)、轻便型(II系列) .......................................... - 7 - 3、台位型(III系列) .................................................................... ..... - 9 - 4、多组拉伸器级联方法 .................................................................... - 10 -三、注意事项及声明 ..................................................................... ......... - 13 -四、拉力对照表 ..................................................................... ................. - 14 - 五、故障与排除 ..................................................................... ................. - 15 - 六、检修与保养 ..................................................................... ................. - 17 - 七、保修与维护 ..................................................................... ................. - 17 -iForce系列高强度螺栓液压拉伸器简介iForce系列高强度螺栓液压拉伸器是用于高强度螺栓锁紧的专用工具,针对中国产大功率内燃发动机设计。
10液压拉伸器的使用.
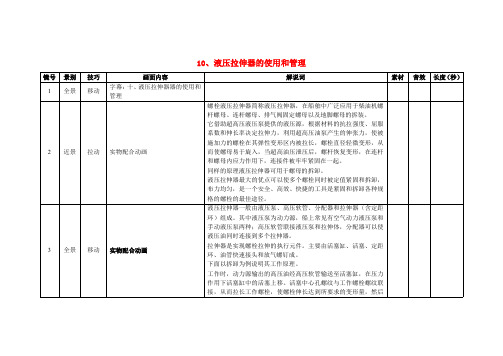
10、液压拉伸器的使用和管理镜号景别技巧画面内容解说词素材音效长度(秒)1全景移动字幕:十、液压拉伸器器的使用和管理2近景拉动实物配合动画螺栓液压拉伸器简称液压拉伸器,在船舶中广泛应用于柴油机螺杆螺母、连杆螺母、排气阀固定螺母以及地脚螺母的拆装。
它借助超高压液压泵提供的液压源,根据材料的抗拉强度、屈服系数和伸长率决定拉伸力,利用超高压油泵产生的伸张力,使被施加力的螺栓在其弹性变形区内被拉长,螺栓直径轻微变形,从而使螺母易于旋入,当超高油压泄压后,螺杆恢复变形,在连杆和螺母内应力作用下,连接件被牢牢紧固在一起。
同样的原理液压拉伸器可用于螺母的拆卸。
液压拉伸器最大的优点可以使多个螺栓同时被定值紧固和拆卸,布力均匀,是一个安全、高效、快捷的工具是紧固和拆卸各种规格的螺栓的最佳途径。
3全景移动实物配合动画液压拉伸器一般由液压泵、高压软管、分配器和拉伸器(含定距环)组成。
其中液压泵为动力源,船上常见有空气动力液压泵和手动液压泵两种;高压软管联接液压泵和拉伸体,分配器可以使液压油同时连接到多个拉伸器。
拉伸器是实现螺栓拉伸的执行元件。
主要由活塞缸、活塞、定距环、油管快速接头和放气螺钉成。
下面以拆卸为例说明其工作原理。
工作时,动力源输出的高压油经高压软管输送至活塞缸,在压力作用下活塞缸中的活塞上移。
活塞中心孔螺纹与工作螺栓螺纹联接,从而拉长工作螺栓,使螺栓伸长达到所要求的变形量,然后用拨杆旋松螺母,最后卸放掉活塞缸中油压,虽然工作螺栓在应力作用下恢复变形,但由于螺母旋松量大于螺栓拉长量,所以拆除液压拉伸器后,螺母可以轻松用手旋出。
4近景移动字幕:1、液压拉伸器使用1、液压拉伸器的使用下面我们以拆除柴油机排气阀螺栓螺母为例,介绍采用手动液压泵的液压拉伸器的具体使用方法。
5近景跟随先拆除螺母保护罩,把定距环套在螺母外面,将拉伸器缸体拧到气阀螺栓的连接螺纹上,旋入液压缸体直到拉伸器缸体和定距环上表面后,在回旋半圈左右,以防止油缸泄压后液压缸体和定距环锁死。
10MN/16MN数控高性能拉深液压机液压系统研究
10MN/16MN数控高性能拉深液压机液压系统研究章节一:引言1.1 高性能拉深液压机的意义1.2 液压系统在高性能拉深液压机中的重要性1.3 研究现状及意义章节二:高性能拉深液压机的液压系统组成2.1 液压缸2.2 液压泵2.3 油箱及油路系统2.4 液压系统控制单元章节三:液压系统参数设计3.1 工作压力的确定3.2 液压缸的设计3.3 液压泵的设计3.4 油路系统的设计3.5 液压系统控制单元的设计章节四:液压系统性能测试与优化4.1 压力试验4.2 流量试验4.3 效率试验4.4 热平衡试验4.5 优化试验章节五:结论5.1 液压系统设计的实现5.2 成果及展望5.3 工程应用前景注:MN为兆牛,是描述数控高性能拉深液压机液压系统的压力单位,1MN等于1百万牛顿。
第一章引言1.1 高性能拉深液压机的意义随着工业的不断发展,液压系统作为现代工业机械设备的重要组成部分,越来越受到人们的重视。
在生产过程中,液压系统具有稳定性好、反应速度快、功率密度大等优点,因此广泛应用于机床、汽车、工程机械、船舶、飞机等领域。
高性能拉深液压机是一种用于金属成型加工的机床,液压系统是其关键组成部分。
高性能拉深液压机一般分为10MN和16MN两种规格,可以满足各种高精度、高效率金属拉深成形工艺的要求,广泛应用于汽车、摩托车、高速铁路、重型机械等行业,对提高产品的质量和生产效率起到了至关重要的作用。
1.2 液压系统在高性能拉深液压机中的重要性高性能拉深液压机的液压系统能够提供稳定的压力和流量,并实现高效的控制,对保证整个成形加工过程的质量起到至关重要的作用。
液压系统的优秀性能和可靠性对于高性能拉深液压机的稳定运行和生产效率的提升有着重要的影响。
高性能拉深液压机的液压系统制动力的处理,需要精心设计、合理应用和优化调试。
液压系统的设计包括选型、布置和调试等方面,而此设计的质量和完备性对于高性能拉深液压机的性能和寿命有着重要的影响。
液压拉伸机安全操作规程

液压拉伸机安全操作规程
1、为了保证预应力数值的精确性,应定期对张拉设备液压系统各元件(拉伸机、液压泵、控油阀、压力表等)进行校准和检验。
检验时,应将拉伸机的实际工作吨位和相应的压力表读数作详细的记录,制成换算、对照图表,供使用时查对。
2、在下列几种情况下,应对拉伸机进行校正:拉伸机发生故障修理后;调换压力表;预应力钢筋突然断裂;仪表受到碰撞或其它失灵情况。
3、拉伸机所用液压油:冬季使用20号柴油机油或46号机械油;夏季使用30号柴油机油或46号机械油。
4、拉伸机加荷时,应平稳、均匀、缓慢。
卸荷降压时,应缓慢地打开回油阀,使压力指针平稳下降。
5、油管在使用前检查有无裂缝,接头是否牢固。
新油管使用时应事先检查和清洗。
卸下油管后,油管两端可用塑料布包封,严防进入污物。
6、应根据实际情况定期对拉伸机进行维护、清洗等保养工作。
7、拆卸双作用拉伸机的压力弹簧时,应在装配架内进行,防止弹簧将连接套弹出伤人。
8、张拉时,张拉线两端不准站人,并应设置安全防护装置。
9、拉伸机在有液压的情况下,禁止拆卸液压系统中的任何零件。
液压压力机设计

因其由四个柱构成主要框架,故叫四柱式油压机 ⑶。主要油压泵,油压缸,油压控制阀和油压辅 助元件组成。由液压泵作为动力源,靠泵的作用力使液压油通过液压管路进入油缸内的活塞,
然后油缸中活塞内几组互相配合的密封件产生机ห้องสมุดไป่ตู้能,从而产生巨大的压力[10]。
特别适用于装填位置小,手工填装困难的多件一次压制的场合,如打火机,钟表及玩具等 行业。油压泵是油压机的动力源,是靠泵的作用力使液压油通过液压管路进入油缸/活塞 油缸/活塞里有几组互相配合的密封件,不同位置的密封都是不同的,但都起到密封的作用,使液压 油不能泄露。最后通过单向阀使液压油在油箱循环使油缸/活塞循环做功,实现能量的转换,调 节和输送,完成各种工艺动作的循环[11]。油压缸:将油压能转化为机械能油压传动是利用液体 压力来传递动力和进行控制的一种传动方式。
en ergy in high-precisi on forgi ng[J].MPT Metallurgical Pla nt and Tech no logy In ternatio nal,2008.12
14La nge K. Lehrbuch der Umformtech nik.Ba ndl:Spri nger-Verlag,1972
毕业设计
题目:35吨液压压力机设计
学生姓名:学号:
专 业:机械设计制造及其自动化
指导教师:
2014年4月8日
1
1.1
压力机的发展历史只有100年。压力机是伴随着工业革命的的进行而开始发展的,蒸汽机 的出现开创了工业革命的时代,传统的锻造工艺和设备逐渐不能满足当时的要求。因此在1839
年,第一台蒸汽锤出现了。此后伴随着机械制造业的迅速发展,锻件的尺寸也越来越越大,锻 锤做到百吨以上,即笨重又不方便。在1859-1861年维也纳铁路工厂就有了第一批用于金属加 工的7000KN 10000KN和12000KN的液压机,1884年英国罗切斯特首先使用了锻造钢锤用的 锻造液压机,它与锻锤相比具有很好的优点,因此发展很快,在1887-1888年制造了一系列锻
数控液压拉伸垫在机械压力机中的应用与参数选择
数控液压拉伸垫在机械压力机中的应用与参数选择本文介绍了数控液压拉伸垫的工作原理和过程及其技术优势,并对数控液压拉伸垫的参数选择进行了阐述和计算。
标签:数控液压拉伸垫;工作原理及过程;参数选择计算随着汽车工业的发展,数控液压拉伸垫已成功地在机械压力机生产线上得到运用,与传统的双动压力机压边和单动压力机配合纯气动式气垫压边相比较,数控液压拉伸垫具备许多优良的特性。
1 技术优势双动压力机压边,工件质量虽然比较好但需要增加翻转机构;单动压力机配合气动拉伸垫的压边,无需翻转机构,但气动拉伸垫公称能力小,而液压拉伸垫,公称能力足够大,工件质量比双动压机更好,且压力调整准确,设有预加速功能,减少冲击,上顶料行程任意设定,满足了串联压力机自动生产线的要求。
2 数控液压拉伸垫工作原理及过程2.1 工作原理数控液压垫控制部分包括一套完整的液压控制系统,主要包括:液压泵、液压缸、控制阀管路、感应监控装置等,该系统采用了大量的逻辑控制阀并将其组合起来,能够通过控制阀组来控制执行元件,满足液压垫的各种工艺动作要求。
液压垫执行元件主要是上顶冠、液压缸和控制缸,上顶冠与顶料杆接触,通过顶料杆将工件夹紧。
主液压缸,布置于顶冠下平面的四角上。
控制缸为双作用缸,可以对顶冠的运行速度加以控制,并保证其在行程范围内快速定位。
2.2 工作过程液压拉伸垫的动作顺序:(1)充液:顶冠向下运动之前,控制缸充液,保证顶料力。
(2)预加速:是指上模下行未接触到顶杆以前,对控制缸活塞上腔注入压力油,使液压垫下移,此时拉伸垫产生下移加速度,以减少接触冲击。
(3)拉伸:当顶料杆瞬时产生压力,拉伸垫开始工作时,伺服阀按预先设定的压力控制液压缸回油流量,拉伸过程压边力可以改变,可自动设定,位移和压力。
传感器检测缸中压力值被反复送入比较,如果压力低于输入压力,比较器输出一个信号进入PLC,伺服阀阀芯移动一个位置,从而完成压力反馈的自动控制。
(4)闭锁:与一般气垫闭锁要求一样,在滑块移动到下死点时,对控制缸活塞上腔注入压力油,使其克服液压缸的阻力继续下移约2~3mm。
模具压力机技术参数
设备规格Machine SPEC.
RZU1000HR
RZU630HZ
公称力Nominal capacity
kN
10000
6300
最大开口高度
Max. Daylight
mm
1800
1800
滑块最大行程
Max. Slide stroke
mm
1300
1300
滑块速度
Slide speed
空程下行
压力机技术参数
Presses Tech. Data
编制:校对:审核:
签收:
2007年7月
技术参数Tech. Data
单位Unit
设备规格Machine SPEC.
RZU2000HJ
RZU1000HQ
公称力Nominal capacity
kN
20000
10000
最大开口高度
Max. Daylight
mm
mm
400
400
液压垫尺寸Cushion area
mm×mm
3800×1900
3500×1900
工作台顶杆孔及T型槽布置
Size of Holes for Kicker Pin and“T”Slot
附图Attached Drawing
工作台最大承重
Max. Capacity of moving table
5000×2500
工作台数量及移动形式Bolster Number and Moving Directions
1个,前后开出
1, Front moving
1个,前后开出
1, Front moving
液压垫力
315吨拉伸液压机技术参数
液压机(又名:油压机)利用帕斯卡定律制成的利用液体压强传动的机械,种类很多。
当然,用途也根据需要是多种多样的。
如按传递压强的液体种类来分,有油压机和水压机两大类。
水压机产生的总压力较大,常用于锻造和冲压。
锻造水压机又分为模锻水压机和自由锻水压机两种。
模锻水压机要用模具,而自由锻水压机不用模具。
我国制造的第一台万吨水压机就是自由锻造水压机。
液压机设备维修与保养1、每次开机应空负荷运转2—5分钟,(冬季可加长时间,不低于30分钟),方可正常工作。
2、新设备在使用一星期以后需将全部油路滤清一次,并清洗油箱,然后依据机器工作的负荷情况,3—6个月更换一次油液,清洗一次油箱。
3、使用过程中严禁由于系统发热而将油箱盖或注油孔打开。
4.压力表开关压力调整完毕后,应关闭(禁止长期开启压力表开关,损坏压力表)5、严禁露天使用,应有防雨措施.用途液压机是一种以液体为工作介质,用来传递能量以实现各种工艺的机器。
液压机除用于锻压成形外,液压机可用于矫正、压装、打包、压块和压板等。
液压机包括水压机和油压机。
以水基液体为工作介质的称为水压机,以油为工作介质的称为油压机。
液压机的规格一般用公称工作力(千牛)或公称吨位(吨)表示。
锻造用液压机多是水压机,吨位较高。
为减小设备尺寸,大型锻造水压机常用较高压强(35兆帕左右),有时也采用100兆帕以上的超高压。
其他用途的液压机一般采用6~25兆帕的工作压强。
油压机的吨位比水压机低.简史1795年,英国的J.布拉默应用帕斯卡原理发明了水压机,用于打包、榨植物油等。
到19世纪中期,英国开始把水压机用于锻造,水压机遂逐渐取代了超大型蒸汽锻锤。
到19世纪末,美国制成126000千牛自由锻造水压机。
此后,全世界先后制造20余台10万千牛级的自由锻造水压机,其中中国制造的有2台(见彩图)。
随着电动高压泵的出现和完善,锻造水压机也向较小吨位方向发展。
20世纪50年代后出现了小型快速锻造水压机,可进行相当于30~50千牛锻锤所做的工作。
毕业设计液压拉伸机
摘要本机器适用于一般金属拉伸、粉末冶金拉伸、可塑型材料的拉伸工艺。
它由主机及控制机构两大部分组成,通过管路及电气装置联系起来构成一整体。
主机部分包括机身,主缸,顶出缸及充液装置等组成。
控制机构包括动力机构,上下限程装置,管路及电气箱等部分组成。
其液压系统由能源转换装置(泵和油缸),能量调节装置(各种阀)以及能量输送装置(油箱,充液油箱,管路)等组成。
本机器的工作压力,压制速度,空载快速下行和减速的行程范围均可根据工艺需要进行调整,并能完成顶出工艺,不带顶出工艺,拉伸工艺三种工艺方式。
本机器主机呈长方形,外型新颖美观,动力系统结构简单,紧凑,动作灵敏可靠,并可实现调整,手动及半自动三种操作方式。
整机均提供了典型的工艺动作即上滑块快速下行、慢速加压、保压延时、快速回程与停止。
下缸活塞顶出、退回或浮动压边下行、停止、顶出。
由于增设了下缸活塞浮动压边下行的工艺动作,就可利用顶出缸做液压垫,利用倒拉伸工艺实现金属薄板拉神成型的工艺要求。
关键词液压缸;液压系统;电气系统-I-AbstractThe machinery for general suppression of metal plastic, powder metallurgy suppression, plastic materials can suppress the process. It consists of host and control most of the two institutions, through pipelines and installations linked to constitute a whole. Including the host part of the fuselage, the main tank, a tank top and liquid-filled devices, and other components. Control agencies, including force, the maximum and minimum levels-devices, pipes and electrical boxes and other components. Its hydraulic system by the energy conversion devices (pumps and fuel tanks), energy-conditioning (all valve) and energy transmission devices (fuel tank, liquid-filled tank, piping) composed. The machines work pressure, the suppression of speed, no-load fast and slow down the scope of the itinerary can be adjusted in accordance with the need for technology and top-out process can be completed, without a roof process, drawing process of three ways. The host was rectangular machines, new aesthetic appearance, the power system used cartridge valve, the structure is simple, compact, sensitive and reliable action, and to achieve adjustment, the three semi-automatic and manual mode of operation.offer of a typical action that is rapidly descending on the slider, slow pressure, Bao calendar, with the rapid return to stop. The cylinder piston to the top, back-pressure or floating down, stop, to the top. As provided under the pressure cylinder piston floating down the side of action, we can make use of hydraulic cylinders to the top pad, using inverted drawing process to achieve sheet metal forming the pull of God demands.Keywords hydraulic cylinder; hydraulic system; ]electric system-II-目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 背景 (1)1.2 液压拉伸机的发展状况及趋势 (1)1.3 液压拉伸机的研究意义 (2)1.4 液压拉伸机的研究内容 (2)第2章液压拉伸机总体设计 (3)2.1 液压拉伸机主要设计参数 (3)2.2 液压拉伸机工作原理的分析 (3)2.2.1 液压拉伸机的基本组成 (3)2.2.2 液压拉伸机的工作原理 (4)2.3 液压拉伸机工艺方案设计 (5)2.4 液压拉伸机总体布局方案设计 (6)2.5 液压拉伸机零部件的设计 (6)2.5.1 主机载荷的分析 (6)2.5.2 导柱的设计 (7)2.5.3 横梁设计 (8)2.5.4 主机工作台的设计 (10)2.5.5 控制台的设计 (10)第3章液压系统的设计 (12)3.1 概述 (12)3.2 液压系统的工况分析 (12)3.2.1负载分析及绘制负载图和速度图 (13)3.3 拟定液压系统原理图 (15)3.4 液压系统基本参数的计算。
拉伸试验机参数

一、功能及结构简述
●WE-300A型液压式万能试验机主要用于金属材料的拉伸、压缩、弯曲、剪切等试验,增加简单的附件和装置,还能对木材、水泥、混凝土、橡胶及其制品进行试验。
●主机采用油缸上置式结构,拉伸空间位于主机的下方,压缩、弯曲试验空间位于主机上方油缸座和上钳口座之间,通过下钳口座的移动调整拉伸试验空间。
●测力机构采用动摆测力装置,手动控制试验过程和加荷速度,度盘指示试验力的大小,从动指针能指示出屈服力和最大力,跟踪盘给出三级加荷速度,能够描绘试验力-位移曲线。
二、主要技术参数
三、标准配置。
压力机参数

压力机参数序号名称HJY27--2500HJY27--800T YF41--160T 1公称力2500KN8000KN1600KN2回程力1450KN1000KN3液压垫力3000KN2000KN4缓冲力8000KN5打料力5×150KN100KN6液体最大工作压力25MPa25MPa25MPa7开口高度1600mm1600mm1100mm8滑块行程1100mm1200mm600mm9液压垫行程350mm350mm10缓冲点可调距离200mm11打料行程80mm100mm12工作台尺寸左右3000mm前后2000mm左右1500mm前后1500mm左右3800mm前后600mm13液压垫尺寸左右2000mm前后900mm左右800mm前后800mm14工作台顶杆孔布置祥见布置图祥见布置图15滑块速度快速下行350mm/s工作(≤40%公称力)20mm/s工作(100%公称力)10mm/s回程280mm/s快速下行200mm/s工作(≤40%公称力)20mm/s工作(100%公称力)10mm/s回程150mm/s空程快下45mm/s工作(≤40%公称力)25mm/s工作(100%公称力)10mm/s回程90mm/s压力机主要技术参数16液压垫速度顶出100mm/s退回150mm/s顶出50mm/s退回100mm/s17移动工作台承重40吨移动方向前方移动距离2200mm移动速度40mm/s左右2300mm前后600mm最大移动距离1500mm18工作介质YB-N46抗磨液压油YB-N46抗磨液压油19电机总功率约300KW约120KW22KW20工作台距地面高度约600mm约600mm约850mm 21机器地面以上高度小于9500mm22喉深375mm23滑块尺寸左右500mm 前后500mm。
机械压力机设备技术协议

闭式双点压力机技术协议一、设备技术参数及配置功能要求1、压力机主要技术参数类别J36T-400 J36T-500 J36T-630 J36T-800 J36T-1000数量台 1 1 1 1 1公称力kN 4000 5000 6300 8000 10000 公称力行程mm 13 13 13 13 13滑块行程mm行程次数S.P.M 13-20 13-20 12-18 10-16 10-14 最大装模高度mm装模高度调节量mm工作台板尺寸(左右x前后)为有效工作尺寸mm滑块底面尺寸为有效工作尺寸mm工作台板形式数量承重15 20 25 30 40气垫力kN 800 800 1000 1500 1500 行程mm 250 250 250 250 250 数量个主电机功率KW 55 75 90 110 132 机床重量吨117 138 180 220 2452、元器件配置要求序号名称品牌1 气动离合-制动器2 液压过载保护装置3 电动滑块调整装置4 主电机5 双联电磁阀6 PLC控制器7 人机界面8 开关按钮、指示灯9 交流接触器10 轴承11 电磁阀、气动元件12 润滑系统13 滑块高压油缸密封圈14 其它密封件15 光电保护名称型号简要说明机身(横梁、立柱、底座)基础件移动工作台基础件偏心齿轮基础件飞轮基础件齿轮基础件滑块部件连杆部件调节螺杆部件平衡缸部件3、功能特点与配置要求:1)、机身为横梁、立柱、底座分体闭式结构,用四根拉紧螺杆拉紧;2)、导轨采用滑块八面导向,导轨长,保证运行精度;3)、干式气动摩擦离合器;4)、液压过载保护装置,过载自动紧急停车,保护压力机和模具安全;5)、稀油自动润滑系统,循环回收,具有油路报警功能;6)、PLC电气集中控制,具有急停、寸动、单次、连续操作规范;7)、配光电保护、传动输出轴、气垫、移动工作台、温度传感器装置;8)、能够与机器人控制系统进行数据交流和实现联动操作;在自动状态下能够受到机器人控制;9)、设备高度最高点距地面以上不超过8.7米,设备中心距离控制在6.7米范围。
压力机主要技术参数

项目
单位
规格
公称力
KN
10300
拉伸力
KN
6300
压边力
KN
4000
液压垫力
KN
4000
液体最大工作压力
MPa
25
拉伸滑块开口高度
mm
2300
压边滑块开口高度
mm
2200
拉伸滑块行程
mm
1400
压边滑块形程
mm
1300
液压垫行程
mm
350
空程下行
mm/s
150
滑块速度
工作
mm/s
10-25/16-40
mm 120+120
9
行程次数
spm 连续 16
10 气垫力
KN 1500
11 气垫力行程
mm 0~250(可调)
12 工作台最大承重
吨 40
13 压力机连续行程功
吨*米 27
14 平衡能力(不包括垫板重量) 吨 20
15 微调次数
spm 0.75~1.5
(冲三)QM39-10000KN 压力机主要技术参数
(冲三)QM39-8000KN 压力机主要技术参数
序号 项目
单位 8000KN
备注
1
公称压力
KN 8000
2
公称压力行程
mm 13
3
滑块行程
mm 800
4
最大装模高度
mm 1400
5
装模高度调节量
mm 600
6
滑块底面尺寸
mm 4600*2500
7
工作台面尺寸
mm 4600*2500
8
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控液压拉伸垫在机械压力机中的应用与参数选择
作者:杜巍刘苏
来源:《科技创新与应用》2013年第27期
摘要:本文介绍了数控液压拉伸垫的工作原理和过程及其技术优势,并对数控液压拉伸垫的参数选择进行了阐述和计算。
关键词:数控液压拉伸垫;工作原理及过程;参数选择计算
随着汽车工业的发展,数控液压拉伸垫已成功地在机械压力机生产线上得到运用,与传统的双动压力机压边和单动压力机配合纯气动式气垫压边相比较,数控液压拉伸垫具备许多优良的特性。
1 技术优势
双动压力机压边,工件质量虽然比较好但需要增加翻转机构;单动压力机配合气动拉伸垫的压边,无需翻转机构,但气动拉伸垫公称能力小,而液压拉伸垫,公称能力足够大,工件质量比双动压机更好,且压力调整准确,设有预加速功能,减少冲击,上顶料行程任意设定,满足了串联压力机自动生产线的要求。
2 数控液压拉伸垫工作原理及过程
2.1 工作原理
数控液压垫控制部分包括一套完整的液压控制系统,主要包括:液压泵、液压缸、控制阀管路、感应监控装置等,该系统采用了大量的逻辑控制阀并将其组合起来,能够通过控制阀组来控制执行元件,满足液压垫的各种工艺动作要求。
液压垫执行元件主要是上顶冠、液压缸和控制缸,上顶冠与顶料杆接触,通过顶料杆将工件夹紧。
主液压缸,布置于顶冠下平面的四角上。
控制缸为双作用缸,可以对顶冠的运行速度加以控制,并保证其在行程范围内快速定位。
2.2 工作过程
液压拉伸垫的动作顺序:
(1)充液:顶冠向下运动之前,控制缸充液,保证顶料力。
(2)预加速:是指上模下行未接触到顶杆以前,对控制缸活塞上腔注入压力油,使液压垫下移,此时拉伸垫产生下移加速度,以减少接触冲击。
(3)拉伸:当顶料杆瞬时产生压力,拉伸垫开始工作时,伺服阀按预先设定的压力控制液压缸回油流量,拉伸过程压边力可以改变,可自动设定,位移和压力。
传感器检测缸中压力值被反复送入比较,如果压力低于输入压力,比较器输出一个信号进入PLC,伺服阀阀芯移动一个位置,从而完成压力反馈的自动控制。
(4)闭锁:与一般气垫闭锁要求一样,在滑块移动到下死点时,对控制缸活塞上腔注入压力油,使其克服液压缸的阻力继续下移约2~3mm。
并保持一段时间。
(5)辅助上升:在闭锁的状态下,将活塞上腔油缸打开,油返回油箱,辅助上升一段距离,活塞上腔油缸关闭,延时到曲柄300°控制缸下腔继续充液上升,,活塞上腔油缸打开,线性传感器动作;液压缸缓慢充液上升,随后上升到位。
3 数控液压拉伸垫参数的选择
3.1 数控液压拉伸垫能力的选择
选择在该设备所生产的最大的零件,以轿车覆盖件G1类侧围板为例,尺寸3.2~
3.6m×1.6m左右,板厚0.8~1.2mm。
(1)拉伸垫能力计算值:
P=L×m×Q(1)
式中,Q-面压(N/mm2),Q=2.5~3N/mm2;L-压边长度(mm);m-压边宽度(mm),m=40~60mm;代入可得:P=3192KN
(2)拉伸垫能力
P′=K′P(2)
式中,K′-能力不均系数,K′=1.25;可得:P′=3990KN
(3)拉伸垫四个液压缸压力调整
上顶冠建立平面坐标x、y,分四个象限,每个象限的压边力相对坐标x、y的力臂应尽量平衡,避免在x、y方向顶冠倾斜;拉伸垫四个液压缸压力通过顶冠上顶杆瞬间分配到顶冠上各个方向上去,分配的不好,造成导轨过载。
因此在四个象限内拉伸垫液压缸压力调整取决顶
杆布置。
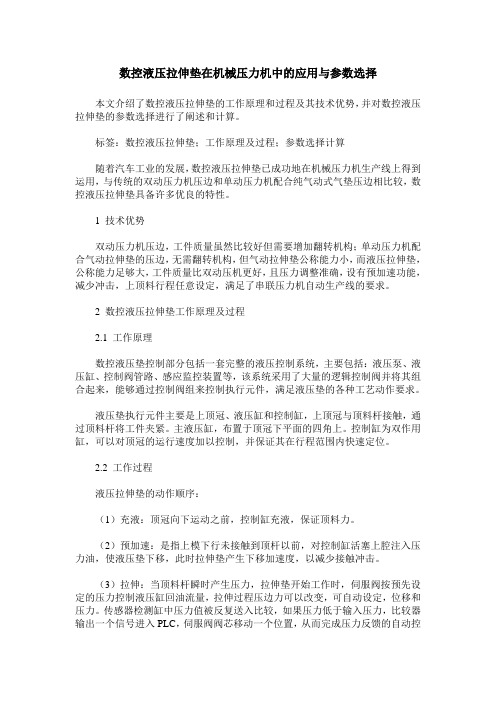
拉伸垫顶冠的偏心负荷的计算:图1为拉伸垫顶冠偏载负荷曲线,力矩按导轨承受许用偏载力矩计算,所得的力矩数值应在曲线下方,曲线偏载力矩139.5KNm。
3.2 数控液压拉伸垫消耗能量
压机拉伸时液压垫消耗能量A分两部分:变形功和压边功:
A= C·L·t·σb·h + P″·S(3)
式中,C-拉伸力不均匀系数,C=0.65~0.8;L-直边部分全长(mm); t-板厚(mm);σb-抗拉强度(MPa);h-拉伸深度(mm);P″-压边能力计算值(KN),P″=3300KN;S″-拉伸行程平均值(m),侧围板S″
拉伸垫是压力机线的主要能量消耗部件,对于可利用的最大压边力和变形功的计算必须考虑到最大行程次数和拉伸深度、拉伸垫压力特性曲线(如图2)。
每一套模具使用前,必须按拉伸垫压边力-行程、行程次数-能量-功率的关系曲线计算:
压力机能量是统一分配,各部分能量消耗有很大伸缩性,计算数控液压拉伸垫消耗功率PV:
PV=A×N×K/60(4)
式中:PV-拉伸垫消耗功率(KW);A-拉伸垫单次拉伸消耗能量(KJ);N-压力机线生产节拍;K-能量伸缩系数,取1.1;代入数值得到PV=140KW;设计时需在曲线的安全范围内设计和使用。
4 结束语
数控液压拉伸垫凭借其优良的特性,在机械压力机中广泛应用并取得良好的效果。
在对液压垫进行选型时,可以参照以上公式和图表进行参数选择。
参考文献
[1]叶朝辉.数控液压拉伸垫的性能分析[J].机械工人(冷加工),2001(1):26.
[2]蔡喜.机械压力机中数控液压垫的应用与分析[J].一重技术,2011(4);32-34.
[3]何德誉.曲柄压力机[M].北京:机械工业出版社,1983.
[4]李忠民.热模锻压力机[M].北京:机械工业出版社,1990.
[5]李硕本.冲压工艺学[M].北京:机械工业出版社,1982.。