ZW-24-009-A1 治具保养点检表
治具每日点检表
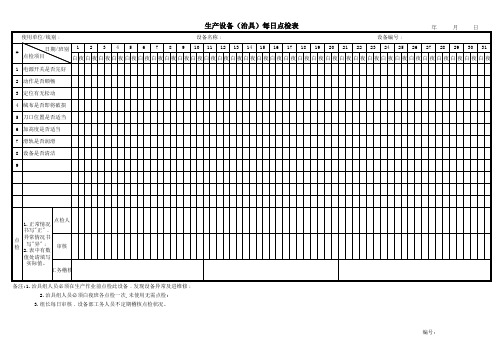
1 电源开关是否完好
2 动作是否顺畅ห้องสมุดไป่ตู้
3 定位有无松动
4 绒布是否即将破损
5 刀口位置是否适当
6 加高度是否适当
7 滑轨是否润滑
8 设备是否清洁
9
1.正常情况 点检人
书写"正"﹐
点 检
异常情况书 写"异"﹔ 2.表中有数
审核
值处请填写
实际值。
工务稽核
备注:1.治具组人员必须在生产作业前点检此设备﹐发现设备异常及进维修﹔ 2.治具组人员必须白夜班各点检一次,未使用无需点检;
3.组长每日审核﹐设备部工务人员不定期稽核点检状况。
编号:
生产设备(治具)每日点检表
年
月
日
使用单位/线别﹕
设备名称﹕
设备编号﹕
#
日期/班别 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
点检项目
白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜白夜
模治具类设备点检保养记录表

设备名称:模治具类
设备编号:
部门:
日期: 年 月
类别
清洁
点检、保养项目内容
①机台是否清洁干净
周期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 日周月
●
②机台气电是否正常
●
点检
③治具螺丝有无松动
●
④机台运行有无异常声响
●
①检查并紧固各类固定螺丝
●
②检查活动部位动作是否顺畅
●
③检查各感应件或限位是否正常
●
保养
④治具有无生锈
●
⑤活动部位加润滑油
●
⑥检查并紧固机箱内接线端子与螺丝
●
备注:
点检者
①点检保养实施人员规定:
每日点检-操作人员;周、月保养-技术人员
②确认者:点检、保养人员直属管理者进行确认。确认者
③在点检保养过程中发现异常时请立即通知上级
或维修人员进行处理。
④设备点检保养完毕后,正常打“√”,
保养者
异常打“ד,未使用打“/”。
⑤保养完成时间规定:
日保养:每日 8:00-9:30
确认者
周保养:每周第一个工作日
月保养:每月第一个工作日
⑥品管稽核时间每周二次(不定时)。
品管确认
记录流转:操作员填写→品管及技术员填写→随设备保存 保存部门:装配课
保存期限:一年
表单编号:AD-MAG-003.03A
工装治具点检维护记录模板

工装治具点检/维护记录
点检时间:
点检人:
审核人:
序号
治具编号
治具名称
外观是否良 好
□是 □否
点检记录
功能是否正 常
关键尺寸是否合格(若有,记录点检数据)
□是 □否 □是 □否
□是 □否 □是 □否 □是 □否
□是 □否 □是 □否 □是 □否
□是 □否 □是 □否 □是 □否
备注
□是 □否 □是 □否 □是 □否
□是 □否 □是 □否 □是 □否
□是 □否 □是 □否 □是 □否
□是 □否 □是 □否 □是 □否
□是 □否 □是 □否 □是 □否
□是 □否 □是 □否 □是 □否
□是 □否 □是 □否 否
□是 □否 □是 □否 □是 □否
□是 □否 □是 □否 □是 □否
□是 □否 □是 □否 □是 □否
□是 □否 □是 □否 □是 □否
□是 □否 □是 □否 □是 □否
□是 □否 □是 □否 □是 □否
页码:第1页/共1页
版本/修改号:A/0
点检/维护结果
□合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格
治具机立检查表

治具 :
部位 檢 查 項 目 1.腳重心 2.堆高機運搬位置 3.堆高機運搬位置(無導軌) 4.治具大小 5.治具番號和銘板有無 定 6.VALAE . L/S 回路 7.VALAE . L/S 安裝 8.倒角.防銹 9.番線.刻印
檢查擔當代表號 : ◎ . ☆. ※
檢 查 者 廠商
鋼尺 板手.目視 目視 鋼尺 鋼尺.目視
目視.間隙規 游標尺.目視
目視 目視 目視 手.間隙規 硬度計 捲尺 目視 目視 目視
紅丹.厚薄規
目視 手 目視
紅丹.厚薄規
目視 紅丹 鋼尺
※ ☆※ ☆ ※ ◎☆ ◎☆ ◎※ ◎☆ ◎☆ ◎☆ ◎☆ ※ ◎☆ ◎☆ ◎☆ ◎☆ ◎☆ ◎※ ※ ※ ◎☆ ◎ ◎☆ ☆ ☆ ◎☆ ◎☆ ◎☆ ☆ ◎☆ 間隙不可,接觸面70%以上 ◎☆ 與板件干涉不可 ◎☆ 接觸面 80%以上 ◎☆ 2.0 mm 以內 ◎☆
擔當 廠商 機立 確認 設立
◎☆ ☆ ☆ ◎☆ ◎☆ ※ ※☆ ◎☆ ◎☆
2/2
部 位 檢 查 項 43.受付面硬度 44.各部溶和倒角 45.螺絲鎖緊 目
檢查擔當代表號 : ◎生技 . ☆車身 . ※設備
合格 : ○ 不合格 : ×
P I N
S H I F T
S W I N G
作 業 性
其
檢查方法 判 定 基 準 硬度計 HRC 50 度以上 目視.鋼尺 依圖面及機立要領 板手.目視 華司行未鎖平及開口變 形不可.頭部白漆筆標示 46.PIN 露出量 鋼尺 依機立要領 47.PIN 硬度 硬度計 HRC 45度以上 48.PIN 固定(螺絲及止迴檔板) 手.目視 搖.轉動不可,間隙不可 49.PIN 徑尺寸 游標尺 依製品圖面 50.PIN 頭端 (尖端) 倒角 手.目視 不可傷手 51.圓 PIN 與菱 PIN 方向及逃向 目視 依治具履歷表 52.PIN止迴板與菱 PIN 方向 目視 依治具履歷表 53.PIN拆卸孔有無及位置 目視.鋼尺 孔∮20mm以上,PIN可交換 54.PIN BKT 厚度是否適當 鋼尺 依圖面 55.PIN BKT 與板件間隙 鋼尺 5 mm 以上 56.PIN 交換性 (取出容易) 手感.游標尺 孔比PIN 大 0.05 mm 57.SHIFT 部晃動 手感 晃動不可 58.氣壓缸的互換性 目視 交換性良好 59.正寸檔板 紅丹 接觸面 80% 以上 60.UN SHIFT 位置 目視 板件取出可以 61.導桿座精度 手感.目視 晃動.刮傷.作動異音不可 62.SHIFT 作動圓滑性 手 圓滑 63.SHIFT 作動部 目視 需有保護蓋及刮板 64.各部溶接及倒角 目視 65.承座搖晃 手 SWING 後搖晃不可 66.LOCK 狀態 手 LOCK 後鬆開不可 67.UN SWING 目視 板件取出干涉不可 角度 UN CLAMP 68.承座檔板 紅丹 接觸面 80% 以上 69.ROLLER 定位用檔板硬度 硬度計 HRC 50 度以上 70.UN SWING 檔板 目視 互換性良好 71.各部倒角 目視 依圖面 72.SWING 作動圓滑性 手感 圓滑 73.板件與承座基準面間隙 紅丹.厚薄規 間隙 0 .接觸面 80% 以上 74.板件與基準 PIN 干涉 目視 板件變形不可 75.板件與 SET 導桿間隙 鋼尺 約 5 mm 76.板件保護導桿 目視 板件凸出部位,保護導桿要 77.板件與銅板 紅丹.鋼尺 依機立要領書 78.GUN作業角度 觸感 各部位干涉不可 79.GUN作業高度 感覺 彎腰.墊腳作業不可 80.GUN進出作業 目視 容易 81.按鈕位置 目視 安全.作業性考量適當 82.迴路設置 目視 依作業手順 83.防呆裝置 目視 依要求動作確認
设备保养记录表
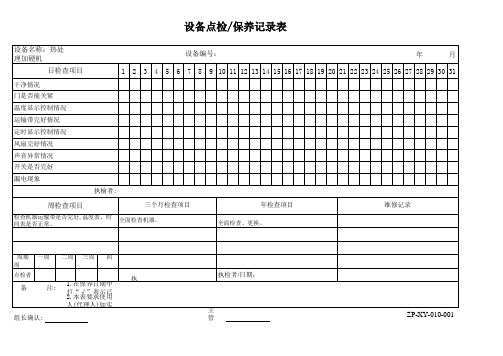
执檢者:
周检查项目
三个月检查项目
检查机器运输带是否完好,温度表、时 间表是否正常。
全面检查机器。
年检查項目
全面检查、更换。
维修记录
周期 一周 二周 三周 四
周点Biblioteka 者执备注:
1.在保养日期中 打“√”表示已
2.本表要求使用
人(代理人)如实
组长确认:
执检者/日期:
主 管
ZP-XY-010-001
设备点检/保养记录表
设备名称:热处 理加硬机
日检查项目
设备编号:
年
月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
干净情况 门是否能关紧 温度显示控制情况 运输带完好情况 定时显示控制情况 风扇完好情况 声音异常情况 开关是否完好 漏电现象
电源线 设备保养点检表 电子档

№保养项目12345678910111213141516171819202122232425262728293031
备注1机器设备表面油污清洁✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓
2各指示灯/仪表显示是否正常✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓
3水、电、油、气管道有无滴、漏现象✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓
4运行中是否有异声/异响/杂音✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓
5运行中注意安全部件是否正常✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓
6机台是否有腐蚀磕碰、拉伤、漏电✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓
7润滑部位加注黄油(机油)✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓
8油缸油位是否有异常✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓
9有无异常发热、震动、异味✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓
10各开关按钮与紧急停止按钮是否正常✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓
11设备电源是否有无异常✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓
12防护装置有否缺失或异常
✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓✓13
14
15
3、节假日设备停用用“/”线表示。
4、月底由组长收齐交生产部文员保管。
说明保养人王兴力
确认人陈冲冲
深圳市展旺精密科技有限公司
设备保养点检表
设备名称: 高压测试机 设备编号: ZW-018 2020 年 04 月 日
1、机台操作员每天上班前执行日常保养点检,情况正常打“√”号表示,若有异常打“×”表示,在备注栏内注明原因并通知相关人员修理。
2、设备不使用项目用横线划掉。
设备维护保养点检表大全含保养制度完整版
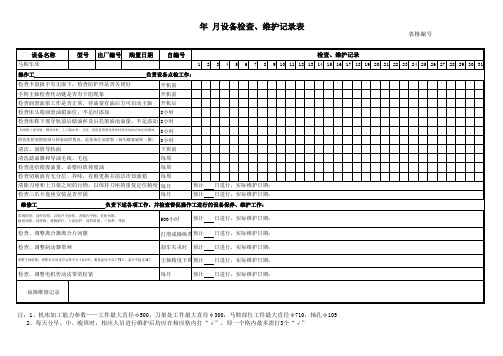
注:1、机床加工能力参数——工件最大直径φ500;刀架处工件最大直径φ300;马鞍部位工件最大直径φ710;轴孔φ105注:1、机床加工能力参数——各轴行程x787×y406×z406;注:1、机床加工能力参数——工件最大直径φ320;工件最大长度1000;轴孔φ52注:1、机床加工能力参数——磨削外圆直径范围φ8~φ200;工件最大重量50kg;最小进给0.001;工件最大长度5002、注意事项:a、更换砂轮时,检查砂轮允许最大线速度是否大于35m/s;砂轮是否存在有裂纹或不正常声音;应在水平误差≤0.02/1000的水平检查仪上校正砂轮静平衡,直径大于200mm的砂轮更换后装机修整砂轮、甩干水后应拆下再做一次静平衡;新更换的砂轮要进行至少5分钟的试运转,发现异常应立即停止使用。
b、启动砂轮时,操作者切勿站立在砂轮正前方;修整砂轮时,须在砂轮停转时拆卸砂轮修整器,严禁用手持金刚笔修整砂轮,干修时必须戴防护镜和口罩;头架变速必须在皮带和带轮静止时进行;卡盘装夹磨削时,工件装夹完毕后必须取下卡盘扳手后方可启动头架;顶尖磨时,装工件前应用清洁润滑油润滑顶尖,砂轮架退出且头架主轴停转后方可进行工件装卸;机床操作突然发生故障时,应立即按下急停按钮。
c、维护保养时,保持机床清洁,尤其是导轨面和上台面的清洁,防止生锈,防止杂质进入而使移动面拉毛,防止机床表面变色;机床检修时,注:1、机床加工能力参数——各轴行程x640×y400×z500;工作台面750×360注:1、机床加工能力参数——各轴行程x320×y400;250kg;工作台面360×610;最大厚400;Ra≤2.5μm;最大切割速度100mm2/min注:1、机床加工能力参数——最大钻孔直径φ50;注:1、机床加工能力参数——最大工件直径φ400;床鞍上工件最大直径φ200;最长工件L710;主轴孔φ52;行程:x275×z650注:1、机床加工能力参数——电气设备维护保养制度一、变压器1、每年清理一次外表积尘和其它污物,紧固导体连接螺栓。
治具设备保养表

设备名称: 内 日 保 养 容 1 2 3 4 5 6 7 8
治具/设备保养表
设备型号: 时间: 年 月 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
治具/设备表面清洁
担当者 确认人 卤素灯光照度良好 风扇转动正常 感应器灵敏度良好 各连接导线无破损及脱落 测试插头无过度磨损现象 仪表数值正常 活动杠杆加润滑油
月 保 养
各按键、开关正常,无失灵 导轨固定支撑螺丝无松动 刀具和导轨无过度磨损现象 气缸行程良好 清洁螺丝网兜 毛刷无过度磨损现象
毛刷和轨道之间的高度正常
担当者 确认人
注意事项:(一)日保养由作业员负责,班组长确认月保养由技术人员负责并由工程师确认。 (二)点检OK时“√”,NG时“X”。
月底审核:
自动角焊焊机日常点检保养记录表

点检基准282930311234567891011121314151617181920212223242526271
气杯无破损、滴漏目视1S 2气压指示表正常工作范围值0.4pa左右目视1S 3气体管路无松动、破损、泄漏目视1S 4
阀门无缺失、动作灵活、功能正常目视操控1S 5
接地装置接地牢固、无松动目视1W 6
元件、器件、导线无损伤、导线无损伤、松动目视1D 7
操纵面板开关、指示灯无破损,无松动、反应灵敏目视操控1S 8
安全防护门、板、罩齐全、牢固目视1D 9
自动焊枪零件无缺失、动作灵活、焊接均匀目视操控1S 10焊机防护无损坏、零件无缺失、无异响目视
操控
1S 班组长确认签字
常用点检方法:视、听、嗅、拭、清扫、加油、紧固电气系统设备日常点检保养记录表
序
号
混合
气体系统
点检内容及标准点检部位点检方法年 月点检周期:S班 D天 W周 M月 Y年记录符号:正常“√”、异常“×”已处理好“U ”
负载系统点检周期注:白班与晚班操作人员在上班前按照点检内容、标准、周期进行点检,发现问题先自己进行处理,如无法处理请及时上报上级主管人员后通知维修人员进行维修,在故障未排除前,严禁设备带“病”作业,此点检表于次月1-2日经车间责任人确认后汇总交设备动力部存档。
点检人员签字。
检查治具日常点检表
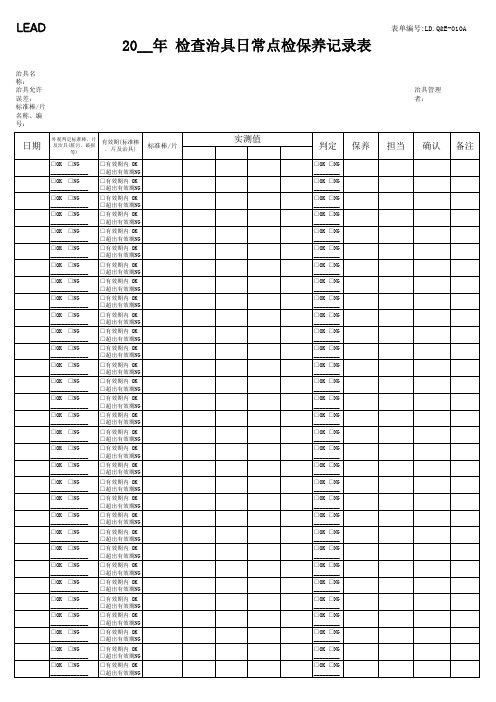
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
承认:
□有效期内 OK □超出有效期NG
□有效期内 OK □超出有效期NG
□有效期内 OK □超出有效期NG
□有效期内 OK □超出有效期NG
□有效期内 OK □超出有效期NG
□有效期内 OK □超出有效期NG
□有效期内 OK □超出有效期NG
□有效期内 OK □超出有效期NG
□有效期内 OK □超出有效期NG
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
仪器设备定期点检维护保养记录表-模版(可修改)

类别
点检项目
点检方法
判定标准
结果确认(正常√;异常×)
日期
结果
下次维护日期
日期
结果
下次维护日期
日期
结果
下次维护日期
日期
结果
下次维护日期
点检人签名
班组长确认
异常处理
异常描述
登记时间
处理方法
责任人
异常描述
登记时间
处理方法
责任人
点检要求
1.点检正常打"√",异常打"×",若有异常请登记于异常记录中;
2.此点检表必须放于现场设备显眼位置,不许用铅笔记录;
3.点检完后,由专业点检人将此表交设备组长保留;
4.保留的点检表必须有设备管理员签名(或盖章)
设备管理员签名
计量器具保养点检表

测定具
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
3C
31
1
校正标识
有、并且在限期内
目
2
电源
电力不足时,及时更换
目
3
清洁
使用后应擦净油污等
目
4
防锈
测量头涂少许油脂
丰
5
6
7
8
【点检NG内容】
点检人
日期
NG内容
修理/检定记录
签名
日期
审核:日期:作成:日期:
年—月
计量器具名称
杠杆百(千)分表(ST)
规格
管理编号
使用 单位
责 任 人
【日常
常点检项目
]备注:2代表
狂OKX代表
gNG
NO.
点检项目
判定基准
测定具
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
3C
31
1
校正标识
有、并且在限期内
目
2
表针
摆动灵活
目丰
22
23
检查治具日常点检表
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□OK □NG _____________
□有效期内 OK □超出有效期NG
□有效期内 OK □超出有效期NG
□有效期内 OK □超出有效期NG
□有效期内 OK □超出有效期NG
□有效期内 OK □超出有效期NG
□有效期内 OK □超出有效期NG
□有效期内 OK □超出有效期NG
□有效期内 OK □超出有效期NG
□有效期内 OK □超出有效期NG
□OK □NG _________
□OK □NG _________
□OK □NG _________
□OK □NG _________
□OK □NG _________
□OK □NG _________
□OK □NG _________
□OK □NG _________
□OK □NG _________
□OK □NG _________
□OK □NG _________
□OK □NG _________
□OK □NG _________
□OK □NG _________
□OK □NG _________
担当
确认 备注
注:1.检测时使用外校标准棒/片验证检查治具 2.须填写标准棒/片名称 3.每天点检一次 4.点检NG时立即报上级按《监视与测量装置管理程序》处理。 5.每天下班前按《仪器(检 查治具)保养规定》对治具进行日常保养.
治具点检记录表

表面有无铁锈脏污,有无压伤 碰伤
目视
白 晚
3 密封圈是否有脱落或者破损
白 目视
晚
4
气缸螺丝是否锁到位.有无松 动
手动测试
白 晚
日 点 5 气缸运动是否顺畅 检
白 目视
晚
白 6 真空吸是否有气,孔是否堵塞 手检
晚
7 检查气缸拉杆方向是否正确
白 目视
晚
8 检查所有气管是否漏气
白 听声音
晚
9
检查定位销及防呆销是否松动 (脱落)
治具编号(机台号):
点检日期:
年月
点检 周期
序号
点检项目
检测工具/ 方式
班别
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
治具表面/产品接触面及取手位 是否有毛刺/利角边/杂物/脏污
目视
白 晚
2
手检
白 晚
白 点检人:
晚
白 确认人:
晚
1 2个侧定位销直径: mm
千分尺 白
周 2 2承靠面高度: mm
白
点
检 3 治具本体定位基准面平面度:≤ 千分表 白
4 治具定位销平行度(X向):≤
白
点检人记录:
白
确认人审核:
白
备 注﹕1. 点检正常请打“√”; 2.点检异常请打“X”; 3.未点检请打“/”;4.测量尺寸需写出实测值,不合格治具(标明原因)单独隔离处理。
点检周期序号检测工具方式班别12345678910111213141516171819202122232425262728293031白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚白晚1千分尺白2白3白4白白白真空吸是否有气孔是否堵塞检查气缸拉杆方向是否正确检查所有气管是否漏气确认人
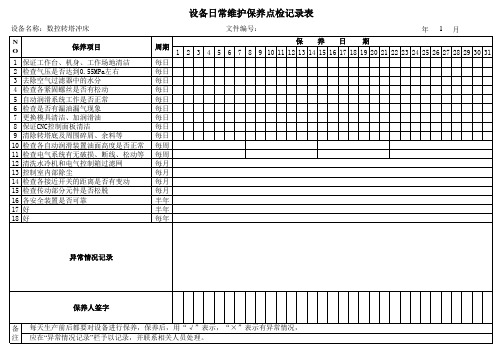
数控转塔冲床日常维护保养点检记录表
年月
123456789101112131415161718192021222324252627282930311
保证工作台、机身、工作场地清洁每日2
检查气压是否达到0.55MPa左右每日3
去除空气过滤器中的水分每日4
检查各紧固螺丝是否有松动每日5
自动润滑系统工作是否正常每日6
检查是否有漏油漏气现象每日7
更换模具清洁、加润滑油每日8
保证CNC控制面板清洁每日9
清除转塔底及周围碎屑、余料等每日10
检查各自动润滑装置油面高度是否正常每周11
检查电气系统有无破损、断线、松动等每周12
清洗水冷机和电气控制箱过滤网每月13
控制室内部除尘每月14
检查各接近开关的距离是否有变动每月15
检查传动部分元件是否松脱每月16
各安全装置是否可靠半年17
继电器、电磁阀、压力开关是否运行良好半年18丝杆、导轨、电机、模具等是否运行良好每年异常情况记录
保养人签字
每天生产前后都要对设备进行保养,保养后,用“√”表示,“×”表示有异常情况, 应在“异常情况记录”栏予以记录,并联系相关人员处理。
NO
备注保养项目周期设备日常维护保养点检记录表
设备名称:数控转塔冲床
文件编号: 1保 养 日 期。