注塑部生产运作所需的表格
合集下载
注塑车间计划与生产统计汇总表0604【模板】
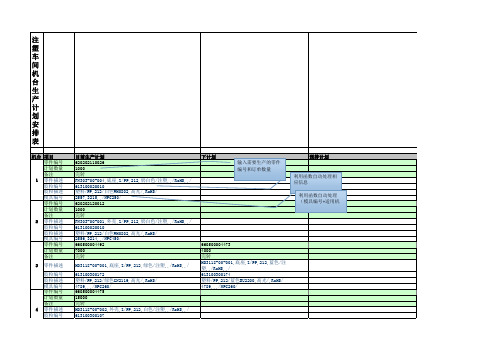
注塑车间机台生产计划安排表
机台 项目 零件编号 计划数量 备注 1 零件描述 胶粒编号 胶粒描述 模具编号 零件编号 计划数量 备注 2 零件描述 胶粒编号 胶粒描述 模具编号 零件编号 计划数量 备注 3 零件描述 胶粒编号 胶粒描述 模具编号 零件编号 计划数量 备注 4 零件描述 胶粒编号 胶粒描述 模具编号 零件编号 计划数量 备注 5 零件描述 胶粒编号 胶粒描述 模具编号 零件编号 计划数量 备注 6 零件描述 胶粒编号 胶粒描述 模具编号 目前生产计划 620202110026 1000 完转 FN303-00-004,底座,Z/PP,212,奶白色/注塑,,/RoHS,,/ 613100020010 塑料/PP,212/白色WH0802,高光/,RoHS/ 2557,3215,,/NPC250/ 620202120012 1000 完转 FN303-00-001,外壳,Z/PP,212,奶白色/注塑,,/RoHS,,/ 613100020010 塑料/PP,212/白色WH0802,高光/,RoHS/ 2556,3214,,/NPC450/ 660500004492 7000 完转 HD3118-00-001,底座,Z/PP,212,绿色/注塑,,/RoHS,,/ 613100300172 塑料/PP,212/绿色GN2119,高光/,RoHS/ 4789,,,/NPC260/ 660500004475 15000 完转 HD3118-00-002,外壳,Z/PP,212,白色/注塑,,/RoHS,,/ 613100300107 塑料/PP,212/白色WH01506,高光/,RoHS/ 4788,,,/NPC450/ 660500004295 5000 完转 HD3127-00-002,外壳,Z/PP,212,绿色/注塑,,/,,/ 613100300172 塑料/PP,212/绿色GN2119,高光/,RoHS/ 4695,,,/NPC450/ 660500004296 5000 完转 HD3127-00-011,底座,Z/PP,212,白色/注塑,,/,,/ 613100300107 塑料/PP,212/白色WH01506,高光/,RoHS/ 4696,,,/NPC260/ 下计划 预排计划
机台 项目 零件编号 计划数量 备注 1 零件描述 胶粒编号 胶粒描述 模具编号 零件编号 计划数量 备注 2 零件描述 胶粒编号 胶粒描述 模具编号 零件编号 计划数量 备注 3 零件描述 胶粒编号 胶粒描述 模具编号 零件编号 计划数量 备注 4 零件描述 胶粒编号 胶粒描述 模具编号 零件编号 计划数量 备注 5 零件描述 胶粒编号 胶粒描述 模具编号 零件编号 计划数量 备注 6 零件描述 胶粒编号 胶粒描述 模具编号 目前生产计划 620202110026 1000 完转 FN303-00-004,底座,Z/PP,212,奶白色/注塑,,/RoHS,,/ 613100020010 塑料/PP,212/白色WH0802,高光/,RoHS/ 2557,3215,,/NPC250/ 620202120012 1000 完转 FN303-00-001,外壳,Z/PP,212,奶白色/注塑,,/RoHS,,/ 613100020010 塑料/PP,212/白色WH0802,高光/,RoHS/ 2556,3214,,/NPC450/ 660500004492 7000 完转 HD3118-00-001,底座,Z/PP,212,绿色/注塑,,/RoHS,,/ 613100300172 塑料/PP,212/绿色GN2119,高光/,RoHS/ 4789,,,/NPC260/ 660500004475 15000 完转 HD3118-00-002,外壳,Z/PP,212,白色/注塑,,/RoHS,,/ 613100300107 塑料/PP,212/白色WH01506,高光/,RoHS/ 4788,,,/NPC450/ 660500004295 5000 完转 HD3127-00-002,外壳,Z/PP,212,绿色/注塑,,/,,/ 613100300172 塑料/PP,212/绿色GN2119,高光/,RoHS/ 4695,,,/NPC450/ 660500004296 5000 完转 HD3127-00-011,底座,Z/PP,212,白色/注塑,,/,,/ 613100300107 塑料/PP,212/白色WH01506,高光/,RoHS/ 4696,,,/NPC260/ 下计划 预排计划
注塑部生产日报表最新

日期 型号 颜色
班别 名称 色号
单号 模号 周期 交接班内容 签名确认
开模 啤数
PO单 模穴 标准产量
不良 数量
状况描述
标准工时( 累计良品数(
)
实际工时( )+本班良数( 领班:
)
超出工时( )=( 审批:
)
工作表现
优□良 □中□ 差□
) 订单欠数(
)
日期 型号 颜色
班别 名称 色号
单号 模号 周期 交接班内容 签名确认
黑 缺 缩 料 烧 流顶 气 色 气 油 划拖 尺 冷 变 断 盲 缺 毛 点 料 水 花 焦 痕白 泡 差 纹 污 伤伤 寸 料 形 裂 孔 件 边 黑 缺 缩 料 烧 流顶 气 色 气 油 划拖 尺 冷 变 断 盲 缺 毛 点 料 水 花 焦 痕白 泡 差 纹 污 伤伤 寸 料 形 裂 孔 件 边
开模 啤数
PO单 模穴 标准产量
不良 数量
状况描述
工作表现
优□良 □中□ 差□
) 订单欠数(
ቤተ መጻሕፍቲ ባይዱ
)
)
)
生产日报表冲压生产日报表生产日报表模板生产日报表范本生产日报表表格生产日报表格式车间生产日报表生产质量日报表生产统计日报表电子厂生产日报表
注塑部生产日报表
机台 客户 材质 作业标准 加工要求 1 2 3 产品不良判定 时间 08:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:00-18:00 18:00-20:00 绩效 统计 操作员: 机台 客户 材质 作业标准 加工要求 1 2 3 产品不良判定 时间 20:00-22:00 22:00-24:00 00:00-02:00 02:00-04:00 04:00-06:00 06:00-08:00 绩效 统计 操作员: 标准工时( 累计良品数( ) 实际工时( )+本班良数( 领班: ) 超出工时( )=( 审批: )
精心整理注塑部全套表单

精心整理注塑部全套表单
部门:
机 台 制令单号 下单数 号
产品名称
生产统计日报表
A班生产 B班生产 累计数
良品数 良品数
生 生产起/ 损失 产
止时间 项目 时 数
障碍起 障碍 涉及 障碍 总时
止时间 时间 人数 间
年
A班作业员
月
B班作业员
日
备注
制表:
审核:
注塑部生产统计报表
机号
# 制令单号 ZS -
机械手夹取状况 良好 产品落下状态 良好 料梗落下状态 良好
有顶痕发生
有
有弹伤发生
有
扣位批峰
有
转轴批峰
有
水口位可加工性 良好
有拉伤发生
有
有缺料发生
有
图示:
日
否 不顺
不好 不好 不好
否 否 否 否 不好 否 否
生产验收结果:
接受
不接受
模具名称 保养类别 事项描述:
模具接收人 模具保养人 审核
模具保养通知单
无
有刮伤发生
有
无
模具问题点及产品问题
1
2
3
4
5
6
7
8
9
10
11
试模员:
项目工程师:
审核:
备注:此表在完成后交项目工程师参考
注塑部生产机器工时状况表
填表人:
实际
异常时间(分钟)
生产日期
生产任务单号 机台编号
模穴数
周期
调机 烤料、上下模 送首件
修模 设备保养 设备故障 待料
水口板运水 有
生产状况评定
产品脱模 顺
全自动生产 可以
部门:
机 台 制令单号 下单数 号
产品名称
生产统计日报表
A班生产 B班生产 累计数
良品数 良品数
生 生产起/ 损失 产
止时间 项目 时 数
障碍起 障碍 涉及 障碍 总时
止时间 时间 人数 间
年
A班作业员
月
B班作业员
日
备注
制表:
审核:
注塑部生产统计报表
机号
# 制令单号 ZS -
机械手夹取状况 良好 产品落下状态 良好 料梗落下状态 良好
有顶痕发生
有
有弹伤发生
有
扣位批峰
有
转轴批峰
有
水口位可加工性 良好
有拉伤发生
有
有缺料发生
有
图示:
日
否 不顺
不好 不好 不好
否 否 否 否 不好 否 否
生产验收结果:
接受
不接受
模具名称 保养类别 事项描述:
模具接收人 模具保养人 审核
模具保养通知单
无
有刮伤发生
有
无
模具问题点及产品问题
1
2
3
4
5
6
7
8
9
10
11
试模员:
项目工程师:
审核:
备注:此表在完成后交项目工程师参考
注塑部生产机器工时状况表
填表人:
实际
异常时间(分钟)
生产日期
生产任务单号 机台编号
模穴数
周期
调机 烤料、上下模 送首件
修模 设备保养 设备故障 待料
水口板运水 有
生产状况评定
产品脱模 顺
全自动生产 可以
注塑部生产日报表模板
9:00--10:00 21:00--22:00
10:00--11:00 22:00--23:00
11:00--12:00 23:00--24:00
12:00--13:00 24:00--1:00
13:00--14:00 1:00--2:00
14:00--15:00 2:00--3:00
15:00--16:00 3:00--4:00
客户
工单号
机台号
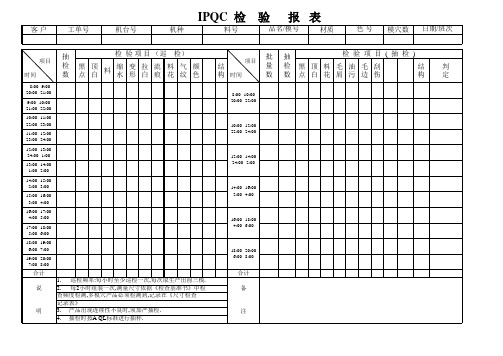
IPQC 检 验 报 表
机种
料号
品名/模号
材质
色 号 模穴数 日期/班次
项目 时间
抽
检 验 项 目 (巡 检)
检 数
黑 点
顶 白
料
缩 水
变 形
拉 白
流 痕
料 花
气 纹
ห้องสมุดไป่ตู้
颜 色
结
项项目目
批 量
构 时间
数
抽
检验项目(抽检)
检 黑顶料毛油毛刮
结
数 点白花屑污边伤
构
判 定
8:00--9:00 20:00--21:00
8:00--10:00 20:00--22:00
10:00--12:00 22:00--24:00
12:00--14:00 24:00--2:00
14:00--16:00 2:00--4:00
16:00--18:00 4:00--6:00
18:00--20:00 6:00--8:00
合计 备
注
审
批准:
核:
作
业
IPQC:
员:
16:00--17:00 4:00--5:00
17:00--18:00 5:00--6:00
注塑车间生产状况统计表 表格模板 LS格式

0 2.2 0.0095 0 Nhomakorabea829-01 主体
1 33.9 2548 0
0
0 1395 1890 1796
5081 5000
44 115 54
213 81.4 0.0095 164.713
31 516P-04 抽芯
2
5710 5325 760 0 1155 0
0 12950 42140
0 21.9 0.0095 0
11 803A-10 光滑塞头 4 28 12342
4329 12222 16551 91396
471 114 585 7.1 0.015 62.3025
814-01 厚垫圈 11
803A-11 大软圈
1 14.2 6084 5992 6000 6065 6039 11903 17680 3 14.2 18252 18150 18080 18140 17920 12180
42685 40000
0 3.17 0.0095 0
35 9004-16 挡片
4 17.5 19748 0
0 1130 4275 0 4840 17700 27945 20000
0 7.4 0.0095 0
35 301-04 长螺杆 4
5650 0
5650 50000
36 51
516P-13
翘板
2 16.5 10472 13110 3375 5500 0
4 300AJ-03 主体
2 28.8 6000
350 350 3000
2 2 31.5 0.0095 0.5985
0
0
0
120789 118886 118756 104264 88606 80776 68041 700118 1E+06 2108 722 1130 1126 3686 2801 260 11833
注塑部物料管制表 Excel 工作表

风扇系列管制表(周报表) 产品编号 名称 主体 8500 配件 按钮 主体 8501 配件 按钮 前网 后网 支架 8502 颜色 红 蓝 红 蓝 黄 红 绿 红 绿 黄 白 白 红 黄 蓝 红 黄 蓝 红 黄 蓝 白 月 进 出 日 存 进 月 出 日 存 进 月 出 日 存 进 月 出 日 存 进 月 出 日 存 进 月 出 日
年 存
月 月 进 出 日 存 备注
8132
排插列管制表(周报表) 产品编号 名称 前盖 8131 按钮 后盖 配件 前盖 后盖 饰片 按钮 三角架 前盖 8133 后盖 饰片 按钮 前盖 8134 后盖 饰片 按钮 颜色 红 灰 红 灰 白 白 灰 灰 白 灰 白 黄 紫 灰 白 白 白 黄 紫 灰 白 白 白 月 进 出 日 存 进 月 出 日 存 进 月 出 日 存 进 月 出 日 存 进 月 出 日 存 进 月 出 日
蚊怕系列管制表(周报表) 产品编号 名称 手把 内框 8001 外框 透明片 手把 内框 8002 外框 手把 内框 8003 外框 8002 配件 8003 手把 内框 8004 外框 镜片 手把 内框 8005 外框 镜片 手把 内框 8006 外框 颜色 白 白 绿 蓝 紫 无 白 白 绿 蓝 紫 白 白 绿 蓝 紫 绿 蓝 紫 白 白 绿 蓝 绿 无 白 白 绿 绿 蓝 无 白 白 绿 蓝 紫 绿 蓝 紫 白 白 红 绿 蓝 红 绿 蓝 白 白 蚊怕系列管制表(周报表) 月 进 出 日 存 进 月 出 日 存 进 月 出 日 存 进 月 出 日 存 进 月 出 日 存 进 月 出
年 存
月 月 进 出 日 存 备注
枫叶
圈 配件
灭蚊器系列管制表(周报表) 产品编号 名称 灯盖 颜色 黄 蓝 绿 黄 蓝 绿 白 白 白 黄 蓝 绿 黑 白 白 白 白 白 白 白 白 黑 月 进 出 日 存 进 月 出 日 存 进 月 出 日 存 进 月 出 日 存 进 月 出 日 存 进 月 出 日 存
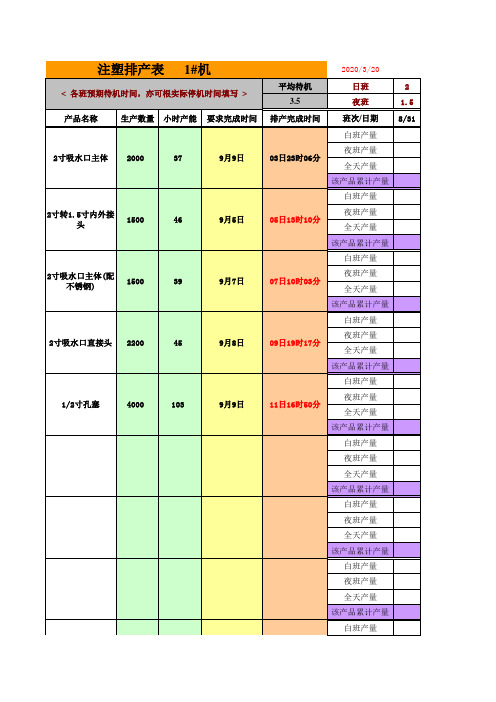
注塑生产排程表
数量/PCS
实际 ห้องสมุดไป่ตู้成
1 2 3 4 6 7 8 9 10 11 12 13 14 15 16 18 19 20 21 30 31
001048F-07 001058F-02 82011227-A09 82011227-A08 001048F-01 001048F-02 001073F-03 001073F-04 82011227-A02 补涂装退货 001059F-07 001045F04 001048F-10 82011227-A01 001048F-11 001058F-06 001073F-05 001061F-06 试产三星 试产三星 001050F-05 001050F-06 010911-03 070902-02 000994d-01 000994d-02 82011227-A04 82011227-A05 82011227-A06 82011227-A07 001048F05 000994d-03 000994d-04 000994d-05 小计
XK002 XK002 XK024 XK024 XK002 XK002 XK002 XK002 XK024 XK002 XK002 XK002 XK002 XK024 XK002 XK002 XK002 XK002 XK002 XK002 XK002 XK002 XK002 涂装用 XK002 XK002 XK024 XK024 XK024 XK024 XK002 XK002 XK002 XK002
32
及时入库!
34 38
及时入库! 及时入库,急! 及时入库,急! 及时入库,急!
XK-FOR-1512版次:A/0
生产出现异常时,请及时提报生管课。 审核:
计划安排生产机台数为24台. 制表:
实际 ห้องสมุดไป่ตู้成
1 2 3 4 6 7 8 9 10 11 12 13 14 15 16 18 19 20 21 30 31
001048F-07 001058F-02 82011227-A09 82011227-A08 001048F-01 001048F-02 001073F-03 001073F-04 82011227-A02 补涂装退货 001059F-07 001045F04 001048F-10 82011227-A01 001048F-11 001058F-06 001073F-05 001061F-06 试产三星 试产三星 001050F-05 001050F-06 010911-03 070902-02 000994d-01 000994d-02 82011227-A04 82011227-A05 82011227-A06 82011227-A07 001048F05 000994d-03 000994d-04 000994d-05 小计
XK002 XK002 XK024 XK024 XK002 XK002 XK002 XK002 XK024 XK002 XK002 XK002 XK002 XK024 XK002 XK002 XK002 XK002 XK002 XK002 XK002 XK002 XK002 涂装用 XK002 XK002 XK024 XK024 XK024 XK024 XK002 XK002 XK002 XK002
32
及时入库!
34 38
及时入库! 及时入库,急! 及时入库,急! 及时入库,急!
XK-FOR-1512版次:A/0
生产出现异常时,请及时提报生管课。 审核:
计划安排生产机台数为24台. 制表:
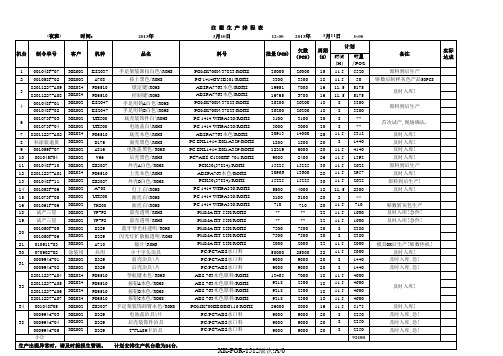
注塑车间排产表
9/1
9/2 9/3 9/4 9/5 9/6 9/7 9/8 9/9 9/10 9/11 9/12 9/13
371
371 371
390
390 107
761Biblioteka 761 478761
1522 2000
462 203
351 485
351 946 203
351 1297 1500
220 391 67
411 411
2020/3/20
平均待机
日班
2
3.5
夜班
1.5
排产完成时间
班次/日期 8/31
白班产量
03日23时06分
夜班产量 全天产量
该产品累计产量
白班产量
05日13时10分
夜班产量 全天产量
该产品累计产量
白班产量
07日10时03分
夜班产量 全天产量
该产品累计产量
白班产量
09日19时17分
夜班产量 全天产量
该产品累计产量
2 1.5 9/18
2 1.5 9/19
2 1.5 9/20
2 1.5 9/21
2 1.5 9/22
2 1.5 9/23
2 1.5 9/24
2 1.5 9/25
2 1.5 9/26
2 1.5 9/27
2 1.5 9/28
2 1.5 9/29
2 1.5 9/30
2 1.5 10/1
2 1.5 10/2
2 1.5 10/3
2 1.5 10/4
2 1.5 10/5
2 1.5 10/6
2 1.5 10/7
2 1.5 10/8
2 1.5 10/9
注塑生产过程记录表

(%)
6段: 6段: 保压速度
(%)
7段: 7段: 保压时间
(S)
7段: 7段: 保压时间
(S)
冷却时间S
8段: 8段: 其他参数 生产周期S
冷却时间S
8段: 8段: 其他参数 生产周期S
冷却时间S
记录时间 记录时间 模次统计
小组长:
班长:
课长:
注塑生产过程记录表机台编号操作工生产日期日白班夜班产品型号产品名称产品料号材料牌号材料料号材料批次模具编号模具穴号计划产量实际产量首件确认记录确认项目标准要求实测记录自检确认品检确认确认时间外观尺寸性能其他过程不良记录不良项目不良数量不良原因处理措施工艺员确认质量确认缩水飞边毛刺其它过程参数记录记录时间料筒温度热流道温度其他参数过程参数记录记录时间料筒温度热流道温度其他参数过程参数记录记录时间料筒温度热流道温度其他参数模温监控记录模次统计记录时间记录人小组长
注塑生产过程记录表
JCZS/MS-RCOP03-09
机台编号 产品型号
操作工
产品名称
产品料号
生产日期 材料牌号
年 月 日(□白班 □夜 班)
材料料号
材料批次
模具编号
模具穴号
计划产量
实际产量
首件确认记录
确认项目
标准要求
实测记录
自检确认 品检确认 确认时间
外观
尺寸
性能
其他
不良项目 □ 杂点 □ 碰划伤 □ 缺料 □ 气泡 □ 翘曲变形 □ 缩水 □飞边毛刺 □ 其它
(bar)
2段: 2段: 射出速度
(%)
2段: 2段: 射出速度
(%)
过程参数记录
3段:
4段:
3段:
6段: 6段: 保压速度
(%)
7段: 7段: 保压时间
(S)
7段: 7段: 保压时间
(S)
冷却时间S
8段: 8段: 其他参数 生产周期S
冷却时间S
8段: 8段: 其他参数 生产周期S
冷却时间S
记录时间 记录时间 模次统计
小组长:
班长:
课长:
注塑生产过程记录表机台编号操作工生产日期日白班夜班产品型号产品名称产品料号材料牌号材料料号材料批次模具编号模具穴号计划产量实际产量首件确认记录确认项目标准要求实测记录自检确认品检确认确认时间外观尺寸性能其他过程不良记录不良项目不良数量不良原因处理措施工艺员确认质量确认缩水飞边毛刺其它过程参数记录记录时间料筒温度热流道温度其他参数过程参数记录记录时间料筒温度热流道温度其他参数过程参数记录记录时间料筒温度热流道温度其他参数模温监控记录模次统计记录时间记录人小组长
注塑生产过程记录表
JCZS/MS-RCOP03-09
机台编号 产品型号
操作工
产品名称
产品料号
生产日期 材料牌号
年 月 日(□白班 □夜 班)
材料料号
材料批次
模具编号
模具穴号
计划产量
实际产量
首件确认记录
确认项目
标准要求
实测记录
自检确认 品检确认 确认时间
外观
尺寸
性能
其他
不良项目 □ 杂点 □ 碰划伤 □ 缺料 □ 气泡 □ 翘曲变形 □ 缩水 □飞边毛刺 □ 其它
(bar)
2段: 2段: 射出速度
(%)
2段: 2段: 射出速度
(%)
过程参数记录
3段:
4段:
3段:
(参考)注塑部生产运作所需的表格

QC员:
处理结果:
签字:
开单: 审核: 日期:
10.交接班记录表
序
机
产品名
本班生产情
数
不良
人
5S状
接班确
号
号
称
况
量
率
手
况
认
1
2
3
4
5
11.注塑工艺条件更改记录表
机号
模具编号
产品名称
生产日期
序号
产品异常现象描述
时间
原因分析
改前参数
改后参数
更改人
1
2
3
4
5
12.模具资料一览表
序号
产品名称
模具编号
长×宽×厚
颜色
送检数量
送检日期
备注
(附样板)
送检人:
检验结果:
送检人:
7.补料申请单
机号
模具编号
原料
补料数量
日期
补数原因:
申请人: 审核: 批准: 日期:
8.注塑生产日报表
序号
机号
产品名称
颜色
A班产量
B班产量
累计产量
欠数
备注
1
2
3
4
5
开单: 审核: 日期:
9.胶件翻工通知单
机号
胶件名称
颜色
不良率
日期
翻工原因:
时间
射胶时间
秒
冷却时间
秒
注塑周期
秒
小时产量
模温控制
模冷方式
温度(℃)
前模
后模
水口重量(g)
每只产品单重(g)
一模总重量(g)
21.注塑部异常报告单
处理结果:
签字:
开单: 审核: 日期:
10.交接班记录表
序
机
产品名
本班生产情
数
不良
人
5S状
接班确
号
号
称
况
量
率
手
况
认
1
2
3
4
5
11.注塑工艺条件更改记录表
机号
模具编号
产品名称
生产日期
序号
产品异常现象描述
时间
原因分析
改前参数
改后参数
更改人
1
2
3
4
5
12.模具资料一览表
序号
产品名称
模具编号
长×宽×厚
颜色
送检数量
送检日期
备注
(附样板)
送检人:
检验结果:
送检人:
7.补料申请单
机号
模具编号
原料
补料数量
日期
补数原因:
申请人: 审核: 批准: 日期:
8.注塑生产日报表
序号
机号
产品名称
颜色
A班产量
B班产量
累计产量
欠数
备注
1
2
3
4
5
开单: 审核: 日期:
9.胶件翻工通知单
机号
胶件名称
颜色
不良率
日期
翻工原因:
时间
射胶时间
秒
冷却时间
秒
注塑周期
秒
小时产量
模温控制
模冷方式
温度(℃)
前模
后模
水口重量(g)
每只产品单重(g)
一模总重量(g)
21.注塑部异常报告单
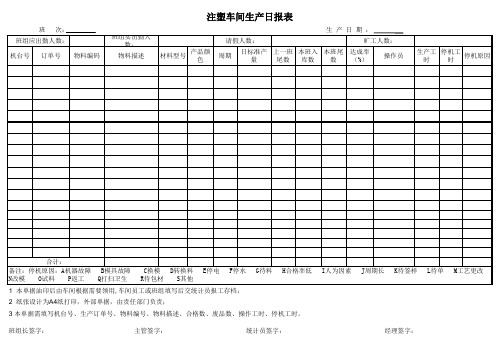
注塑车间生产日报表
K待签样
L待单
M工艺更改
班组长签字:
主管签字:
统计员签字:
经理签字:
C换模 D转换料 R待包材 S其他
E停电
F停水
G待料
H合格率低
1 本单据油印后由车间根据需要领用,车间员工或班组填写后交统计员报工存档; 2 纸张设计为A4纸打印,外部单据,由责任部门负责; 3 本单据需填写机台号、生产订单号、物料编号、物料描述、合格数、废品数、操作工时、停机工时。
I人为因素
J周期长
班 次: 班组应出勤人数:
机台号 订单号 物料编码注塑车Βιβλιοθήκη 生产日报表班组实出勤人 数:
物料描述
材料型号
产品颜 色
生产日期:
请假人数:
旷工人数:
周期
日标准产 上一班 本班入 本班尾 达成率
量
尾数 库数 数 (%)
操作员
生产工 时
停机工 时
停机原因
合计: 备注:停机原因:A机器故障 B模具故障 N改模 O试料 P返工 Q打扫卫生
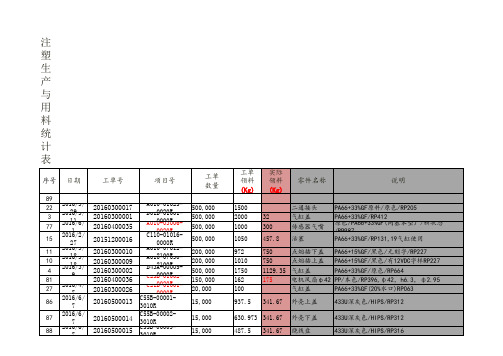
注塑生产与用料统计表
246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279
280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313
110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143
144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177
20160300025 C22B-01001-0000R 20,000 20160500022 C22B-01001-0000R 5,000 20160500002 C43L-00001-5610R 2,000 20160500003 C43L-00002-5600R 2,000 20160500005 D01D-00001-2110R 750 20160300003 D01D-00001-2110R 10,000 20160300018 D01D-00001-2110R 6,000 20160400003 D01D-00001-2110R 14,000 20160400001 D01D-00001-2110R 500 20160400007 D01D-00001-2110R 2,000 20160400005 D01D-00001-2110R 10,000 20160500006 D01D-00002-2110R 750 20160300004 D01D-00002-2110R 10,000 20151200014 D01D-00002-2110R 500 20151200012 D01D-00001-2110R 500
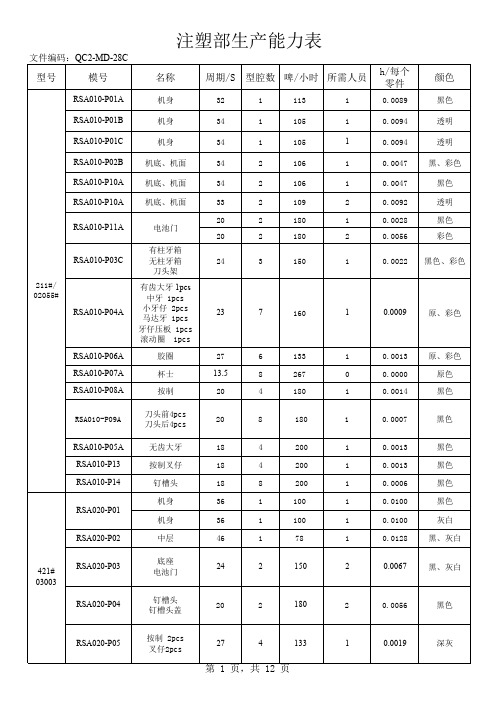
注塑部生产能力表
黑、灰白
2
0.0056
黑色
RSA020-P05
按制 2pcs 叉仔2pcs
27
4
133
第 1 页,共 12 页
1
0.0019
深灰
文件编码:QC2-MD-28C
型号
模号
名称
RSA030-P01 RSA030-P02
左、右壳体 胶底板
RSA030-P03
按制 推钉槽零件
周期/S 型腔数 啤/小时 所需人员
7
105
38
2
94
38
3
94
40
3
90
1
0.0013
2
0.0106
2
0.0070
2
0.0074
33
5
109
2
0.0037
34
8
105
2
0.0024
第 8 页,共 12 页
颜色
原色 黑、白色 黑、白色 黑、白色
黑、白色
原色
白色 灰白 灰白 灰白 灰白
灰白
文件编码:QC2-MD-28C
型号
模号
RS7011-P01
1
0.0035
RSA070-P04
开关制零件
24
1
150
1
0.0067
RSA070-P05
钉槽镶条
24
4
150
1
0.0017
RSA080-P00
机身
35
中层
RSA080-P01
底座
32
电池门
RSA080-P07
钉槽头
24
RSA080-P02
注塑统计表

经手人签名
经手人签名
经手人签名
经手人签名
经手人签名
经手人签名
经手人签名
经手人签名
经手人签名
经手人签名
注:统计对每机台及时记账并贴好标签,晚班记好帐后先拉到指定区域分机台堆放,上午先入库完毕并由收货人每车签字;白班由统计及时 每车填写好数量入库人带此单入库完毕并由收货人每车签字,此单签收后作为计算工资依据,若无收货人签字不能计算工资。
Байду номын сангаас
作业员货号名称颜色小计单价备注经手人签名经手人签名经手人签名经手人签名经手人签名经手人签名经手人签名经手人签名经手人签名经手人签名1数量2数量3数量4数量注
注塑车间生产班统计报表
日期: 班次: 机 颜 作业员 货号名称 台 色 审核: 1数量 2数量 3数量 4数量 小计 工 计件 单价 时 工资 统计: 补 夜 当班 时 补 工资 备注
注塑部生产运作所需的表格

注塑部生产运作所需的表格
1.注塑生产指令单
机号
产品名称
模具编号
原料
颜色
色粉编号
订单数量
完成日期
标准日期
备注
1
2
3
4
5
开单: 审核: 日期:
2.塑胶领用单
序号
订单编号
原料名称
原料牌号
用料量
实发料量
剩余数量
备注
1
2
3
4
5
开单: 审核: 日期:
3.配料/配色通知单
序号
机号
产品名称
原料名称
色粉编号
总配料量
单班用料量
备注
1
2
3
4
5
开单: 审核: 日期:
4.转模/转色通知单
机号
模具编号
胶件名称
原料名称
颜色转Biblioteka 时间包装材料备注1
2
3
4
5
开单: 审核: 日期:
5.试模/试料/试色通知单
序号
模具编号
胶件名称
原料名称
颜色
色粉编号
要求数量
完成日期
备注
1
2
3
4
5
开单: 审核: 日期:
6.注塑件首检通知单
机号
模具编号
产品名称
胶件名称
%
压力
位置
(mm)
高速锁模
低压锁模
高压锁模
慢速锁模
快速锁模
减速锁模
顶针设定
速度
%
压力
位置
(mm)
顶针前进
顶针后退
顶针次数
震动时间
顶针停留
1.注塑生产指令单
机号
产品名称
模具编号
原料
颜色
色粉编号
订单数量
完成日期
标准日期
备注
1
2
3
4
5
开单: 审核: 日期:
2.塑胶领用单
序号
订单编号
原料名称
原料牌号
用料量
实发料量
剩余数量
备注
1
2
3
4
5
开单: 审核: 日期:
3.配料/配色通知单
序号
机号
产品名称
原料名称
色粉编号
总配料量
单班用料量
备注
1
2
3
4
5
开单: 审核: 日期:
4.转模/转色通知单
机号
模具编号
胶件名称
原料名称
颜色转Biblioteka 时间包装材料备注1
2
3
4
5
开单: 审核: 日期:
5.试模/试料/试色通知单
序号
模具编号
胶件名称
原料名称
颜色
色粉编号
要求数量
完成日期
备注
1
2
3
4
5
开单: 审核: 日期:
6.注塑件首检通知单
机号
模具编号
产品名称
胶件名称
%
压力
位置
(mm)
高速锁模
低压锁模
高压锁模
慢速锁模
快速锁模
减速锁模
顶针设定
速度
%
压力
位置
(mm)
顶针前进
顶针后退
顶针次数
震动时间
顶针停留
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
备注
1
2
3
4
5
开单: 审核: 日期:
4.转模/转色通知单
机号
模具编号
胶件名称
原料名称
颜色
转模时间
包装材料
备注
1
2
3
4
5
开单: 审核: 日期:
5.试模/试料/试色通知单
序号
模具编号
胶件名称
原料名称
颜色
色粉编号
要求数量
完成日期
备注
1
2
3
4
5
开单: 审核: 日期:
6.注塑件首检通知单
机号
模具编号
产品名称
胶件名称
注塑部生产运作所需的表格
1.注塑生产指令单
机号
产品名称
模具编号
原料
颜色
色粉编号
订单数量
完成日期
标准日期
备注
1
2
3
4
5
开单: 审核: 日期:
2.塑胶领用单
序号
订单编号
原料名称
原料牌号
用料量
实发料量
剩余数量
备注
1
2
3
4
5
开单: 审核: 日期:
3.配料/配色通知单
序号
机号
产品名称
原料名称
色粉编号
总配料量
单班用料量
%
压力
位置
(mm)
高速锁模
低压锁模
高压锁模
慢速锁模
快速锁模
减速锁模
顶针设定
速度
%
压力
位置
(mm)
顶针前进
顶针后退
顶针次数
震动时间
顶针停留
熔胶设定
速度
%
压力
位置
(mm)
熔前抽胶
熔胶一段
熔胶二段
熔后抽胶
熔胶背压
残量
射胶
速度
%
压力
位置
(mm)
射胶一段
射胶二段
射胶三段
射胶四段
保压一段
时间
保压二段
时间
保压三段
时间
射胶时间
秒
冷却时间
秒
注塑周期
秒
小时产量
模温控制
模冷方式
温度(℃)
前模
后模
水口重量(g)
每只产品单重(g)
一模总重量(g)
21.注塑部异常报告单
开出单位:
会同单位:
填表时间:
异常描述:
主管: 填表:
回复单位:
预计完成时间:
原因分析:
主管: 填表:
处理对策:
主管: 填表:
结果追踪:
主管: 填表:
.
应用产品
1
2
3
4
5
6
16.注塑机检查/保养记录表
日期: 保养员:
机号
机铰润滑
导轨清洁
螺杆转轴
射嘴漏胶
油温
锁模力
润滑油量
1
2
3
4
5
6
17.模具检查/保养记录表、
日期: 保养员:
机号
模具编号
顶针弹弓
模面清洁
导柱润滑
顶针润滑
行位润滑
开锁模
低压保护
1
2
3
4
5
18.模具维修单
模具编号
胶件名称
班别
日期
原因分析:
(附样板)要求完成时间: 报修人:
维修措施:
实际完成时间: 报修人:
19.设备维修单
设备名称
机号
班别
日期
故障描述:
报修人:
维修措施:
报修人:
效果跟踪:
跟进人:
20.注塑工艺条件记录表
模号
产品编号:
机号:
机器安装:
产品名称:
材料:
烘料温度:
料筒温度(℃)
射咀
温一
温二
温三
温四
温五
热咀
设定值
开锁模设定
速度
模腔数
适用机型
使用要求
备注
1
2
3
4
5
13.注塑机资料一览表
机号
机型
螺杆
锁模力
射胶量
最小模厚
最大开距
最大射胶压力
进厂日期
备注
1
2
3
4
5
14.培训记录表
培训课程:
日期
序号
姓名
工号
部门
职位
序号
姓名
工号
部门
职位
1
6
2
7
3
8
4
9
5
10
15.塑胶原料性能一览表
序号
原料代号
代号
熔料温度范围
干燥温度
干燥时间
模具温度
颜色
送检数量
送检日期
备注
(附样板)
送检人:
检验结果:
送检人:
7.补料申请单
机号
模具编号
原料
补料数量
日期
补数原因:
申请人: 审核: 批准: 日期:
8.注塑生产日报表
序号
机号
产品名称
颜色
A班产量
B班产量
累计产量
欠数
备注
1
2
3
4
5
开单: 审核: 日期:
9.胶件翻工通知单
机号
胶件因:
QC员:
处理结果:
签字:
开单: 审核: 日期:
10.交接班记录表
序
机
产品名
本班生产情
数
不良
人
5S状
接班确
号
号
称
况
量
率
手
况
认
1
2
3
4
5
11.注塑工艺条件更改记录表
机号
模具编号
产品名称
生产日期
序号
产品异常现象描述
时间
原因分析
改前参数
改后参数
更改人
1
2
3
4
5
12.模具资料一览表
序号
产品名称
模具编号
长×宽×厚
1
2
3
4
5
开单: 审核: 日期:
4.转模/转色通知单
机号
模具编号
胶件名称
原料名称
颜色
转模时间
包装材料
备注
1
2
3
4
5
开单: 审核: 日期:
5.试模/试料/试色通知单
序号
模具编号
胶件名称
原料名称
颜色
色粉编号
要求数量
完成日期
备注
1
2
3
4
5
开单: 审核: 日期:
6.注塑件首检通知单
机号
模具编号
产品名称
胶件名称
注塑部生产运作所需的表格
1.注塑生产指令单
机号
产品名称
模具编号
原料
颜色
色粉编号
订单数量
完成日期
标准日期
备注
1
2
3
4
5
开单: 审核: 日期:
2.塑胶领用单
序号
订单编号
原料名称
原料牌号
用料量
实发料量
剩余数量
备注
1
2
3
4
5
开单: 审核: 日期:
3.配料/配色通知单
序号
机号
产品名称
原料名称
色粉编号
总配料量
单班用料量
%
压力
位置
(mm)
高速锁模
低压锁模
高压锁模
慢速锁模
快速锁模
减速锁模
顶针设定
速度
%
压力
位置
(mm)
顶针前进
顶针后退
顶针次数
震动时间
顶针停留
熔胶设定
速度
%
压力
位置
(mm)
熔前抽胶
熔胶一段
熔胶二段
熔后抽胶
熔胶背压
残量
射胶
速度
%
压力
位置
(mm)
射胶一段
射胶二段
射胶三段
射胶四段
保压一段
时间
保压二段
时间
保压三段
时间
射胶时间
秒
冷却时间
秒
注塑周期
秒
小时产量
模温控制
模冷方式
温度(℃)
前模
后模
水口重量(g)
每只产品单重(g)
一模总重量(g)
21.注塑部异常报告单
开出单位:
会同单位:
填表时间:
异常描述:
主管: 填表:
回复单位:
预计完成时间:
原因分析:
主管: 填表:
处理对策:
主管: 填表:
结果追踪:
主管: 填表:
.
应用产品
1
2
3
4
5
6
16.注塑机检查/保养记录表
日期: 保养员:
机号
机铰润滑
导轨清洁
螺杆转轴
射嘴漏胶
油温
锁模力
润滑油量
1
2
3
4
5
6
17.模具检查/保养记录表、
日期: 保养员:
机号
模具编号
顶针弹弓
模面清洁
导柱润滑
顶针润滑
行位润滑
开锁模
低压保护
1
2
3
4
5
18.模具维修单
模具编号
胶件名称
班别
日期
原因分析:
(附样板)要求完成时间: 报修人:
维修措施:
实际完成时间: 报修人:
19.设备维修单
设备名称
机号
班别
日期
故障描述:
报修人:
维修措施:
报修人:
效果跟踪:
跟进人:
20.注塑工艺条件记录表
模号
产品编号:
机号:
机器安装:
产品名称:
材料:
烘料温度:
料筒温度(℃)
射咀
温一
温二
温三
温四
温五
热咀
设定值
开锁模设定
速度
模腔数
适用机型
使用要求
备注
1
2
3
4
5
13.注塑机资料一览表
机号
机型
螺杆
锁模力
射胶量
最小模厚
最大开距
最大射胶压力
进厂日期
备注
1
2
3
4
5
14.培训记录表
培训课程:
日期
序号
姓名
工号
部门
职位
序号
姓名
工号
部门
职位
1
6
2
7
3
8
4
9
5
10
15.塑胶原料性能一览表
序号
原料代号
代号
熔料温度范围
干燥温度
干燥时间
模具温度
颜色
送检数量
送检日期
备注
(附样板)
送检人:
检验结果:
送检人:
7.补料申请单
机号
模具编号
原料
补料数量
日期
补数原因:
申请人: 审核: 批准: 日期:
8.注塑生产日报表
序号
机号
产品名称
颜色
A班产量
B班产量
累计产量
欠数
备注
1
2
3
4
5
开单: 审核: 日期:
9.胶件翻工通知单
机号
胶件因:
QC员:
处理结果:
签字:
开单: 审核: 日期:
10.交接班记录表
序
机
产品名
本班生产情
数
不良
人
5S状
接班确
号
号
称
况
量
率
手
况
认
1
2
3
4
5
11.注塑工艺条件更改记录表
机号
模具编号
产品名称
生产日期
序号
产品异常现象描述
时间
原因分析
改前参数
改后参数
更改人
1
2
3
4
5
12.模具资料一览表
序号
产品名称
模具编号
长×宽×厚