基于MasterCAM的双头麻花轴建模及加工
基于MasterCAM技术的复杂模具的加工
Re e r h o m piae ud Pr c s a e n Ma t r s a c n Co l t d Mo l o e s B s d o se CAM c n lg c Te h oo y
W U Yo d  ̄ ue
,
LI AO i o g Hu y n ③
摘 要 : s r A 是 当今广 泛使用 的 C D C M 软 件 。合 理地 利用 C / AM 软件可 以大幅提 高机械 Mat C M e A /A AD C 设计 和加 工的 工作 质量 和效率 。 以模 具的 建模和 J - 过 程为例 , jr  ̄ 就如 何 灵活运 用 Matr M 进 行 s CA e 机械 设计 和加 工进行 了初步探讨 。 关 键词 : s r A Mat C M 复杂模具 e C / AM 软件 AD C 机械设 计和J - jr  ̄
目前该技 术在各个 企 业 的应 用 相 当普 遍 , 特别 在 加 工 复 杂模具 型腔类工 件 时 , 是一个 非常重 要 的工 具 , 因为 这 类工件 复杂 , 靠人工 编程是 很难完 成 的。但是 , 仅 对 其应用 的某些关键 技 术 , 往 掌握 不 好 。笔 者结 合 现 往 实 复 杂 模 具 工 件 的 加 工 难 点 , 如 何 合 理 地 利 用 就
Absr c : seCAM st e wie u e t a t Ma tr i h d s d CAD/CAM ot r .Ma i g us fCAD/CAM ot r n r a o a n sf wa e k n e o s fwa e i e s n c n e — h n e g e t h r u l y a d e ce y o c a ia e in a d p o e s a c ra l te wo k q ai n f inc fme h n c ld sg n r c s .Th se s y tk smo e— y t i i s a a e d l
MasterCAM X2数控加工基础教程第六章 多轴加工
6.2 旋转4轴加工
6.2.1
旋转4轴加工参数
旋转4轴加工除了要设置多轴加工共同参数外,还要设置一组4 轴加工特有的参数,如:
特有的加工参数
6.2 旋转4轴加工
6.2.2 旋转4轴加工实例
将以加工零件头为例介绍典型4轴加工零件的设计方法,说明绕 X 、Y或Z轴产生4轴加工刀具路径的方法。
所要加工的零件
6.3 5轴加工
6.3.2 钻孔5轴加工
钻孔5轴用于在曲面上不 同的方向进行钻孔加工。 根据刀具轴控制方式的不 同,可以生成3轴、4轴、 钻孔5轴刀具路径。
6.3 5轴加工
6.3.3 沿边5轴加工
沿边5轴铣削能利用刀具的侧刃顺着工件侧壁进行切削。根据刀具 控制方式的不同,可以生成4轴或5轴刀具路径。
6.3 5轴加工
6.3.4多曲面5轴加工
多曲面5轴加工刀具路 径用于在一系列的曲面 或实体上产生刀具路径, 主要用于高复杂、高质 量及高精度要求的加工 场合。
6.3 5轴加工
6.3.5 沿面5轴加工
流线加工方法中,切削的 方向可以调整,而且,加 工出的曲面质量较好,在 生产中被广泛应用。沿面 5轴加工与3轴流线加工的 操作步骤基本相同,不同 的是沿面5轴加工刀具轴 曲面5轴加工刀具路径 线方向可以控制,相应的 刀具实际加工角度,如图 切削前角、后角等可以改 变,大大改善了切削条件。
第六章 多轴加工
6.1 多轴加工共同参数 6.2 旋转4轴加工 6.3 5轴加工
6.1 多轴加工共同参数
MastercamX2系统除了提供2轴、2.5轴、3轴加工方法外,还 提供了4轴、5轴加工,以适应工业产品中自由曲面大量使用的形 势。 与曲面加工一样,MastercamX2系统的多轴加工除了共同刀具 参数外,还包括共同多轴参数和与各多轴加工方式相对应的特有 参数,包括安全高度、参考高度、进给下刀位置、刀具补正、加 工预留量等,大部分参数设置方法与二维、三维加工中相应的参 数设置相同,在此不再赘述。
mastercam精加工的用法
mastercam精加工的用法Mastercam是一款广泛应用于机械加工领域的计算机辅助设计与计算机辅助制造(CAD/CAM)软件。
它提供了丰富的功能和工具,可以用于各种精加工任务。
本文将详细介绍Mastercam在精加工中的用法。
首先,Mastercam可以用于多轴加工。
它支持多种坐标系,包括三轴、四轴、五轴甚至六轴。
这意味着Mastercam可以同时控制多个运动轴,实现复杂的立体加工。
对于复杂的零件,多轴加工可以大大提高加工效率和精度。
其次,Mastercam提供了强大的刀具路径生成功能。
在进行精加工时,刀具路径的选择非常重要,它直接影响到加工的质量和效率。
Mastercam可以根据用户设定的工艺参数和材料特性,自动生成最佳的刀具路径。
刀具路径可以根据不同的加工需求进行优化,例如最小化切削时间、最大限度减小切屑堆积等。
此外,Mastercam还提供了切削力仿真功能,可以模拟刀具切削时的受力情况,帮助用户评估加工过程中的切削负载,进一步优化刀具路径。
Mastercam还具备自动化编程能力,可以提高编程效率和准确度。
通过Mastercam的智能化编程功能,用户只需要输入简单的几何形状和加工参数,软件就可以自动生成完整的加工程序。
这样,即使没有编程经验的用户也能快速、准确地生成加工代码。
此外,Mastercam还支持与其他CAD软件的无缝集成,可以直接导入CAD模型进行加工,大大节省了时间和人力资源。
除了上述功能,Mastercam还提供了许多其他的辅助工具,用于解决各种精加工中的难题。
例如,Mastercam可以用于刀具半径校正,保证加工结果的精度。
它还提供了高级的切割功能,可以实现复杂的形状加工。
此外,Mastercam还支持实时仿真和碰撞检测,可以在加工之前检查加工过程中是否存在碰撞问题,避免设备受损。
总之,Mastercam是一款功能强大、易于使用的精加工软件。
它提供了多轴加工、刀具路径生成、自动化编程等众多功能,可以帮助用户实现高质量、高效率的精加工。
基于MastercamX零件建摸与数控仿真加工应用
z 一 3 5 . 0 2 5 ;
G0 3 X3 6. 98 Z一 46.R1 7. 5: G01 W 一1 0. : X4 3. 9 88 W 一8. : N2 0 G01 Z一7 6. ¥ 80 0 F0. 1;
Z 5 . ;
G0 0 X5 2. ;
5 2 —5 4. YU S h i z h o n g
6 7
( Li a o n i n g e l e c t r o me c h a n i c a l v o c a t i o n l a a n d t e c h n i c a l c o l l e g e
化 了手 工编 程 计算 带 来 的繁琐 和 误 差 , 提 高 了工作 效 率和 加 _ Y - - 零 件 的精 度 , 在 以后 的 实 际零 件加 工 中具有 一 定
的发展 趋势 。
关键词 : Ma s t e r c a mX 零 件 建 模 数 控 仿 真 加 工
引 言
2 . 2 工 艺 参 数 确 定
G 7 0 P I O Q 2 o ; ( 精加T )
G00 X1 00.Z1 00. ;
G 7 1 U 3 . R1 . ; ( 粗加工)
M 0 5 ;
G 7 1 P 1 0 Q 2 O u o . 6 w0 . 2 F 0 . 3 : M 3 0
l i a o n i n g d a n d o n g 1 1 8 0 0 0)
Ab s t r a c t: Us i ng Ma s t e r c a mX mo d e l i n g a n d a u t o ma t i c d e s i g n s o f t wa r e f o r p r ce o s s i n g p a r t s pr o c e s s i ng t e c h n o l o g y p a t h s a nd a u t o ma t i c g e n e r a t i o n o f p r o c e s s , t h e pa p e r g r e a t l y s i mp l i ie f s t h e ma n u a l
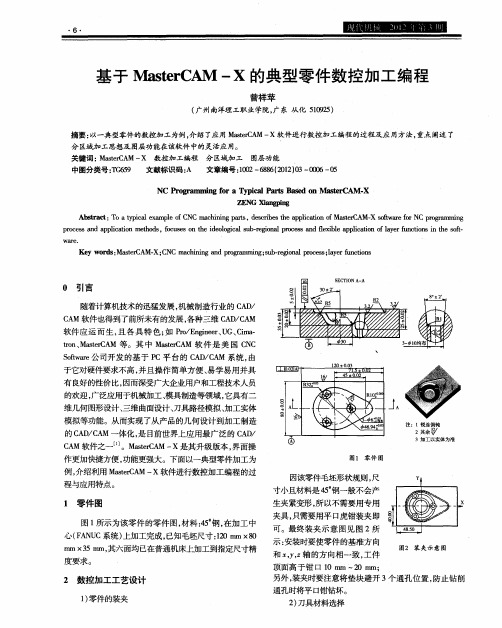
基于MasterCAM—X的典型零件数控加工编程
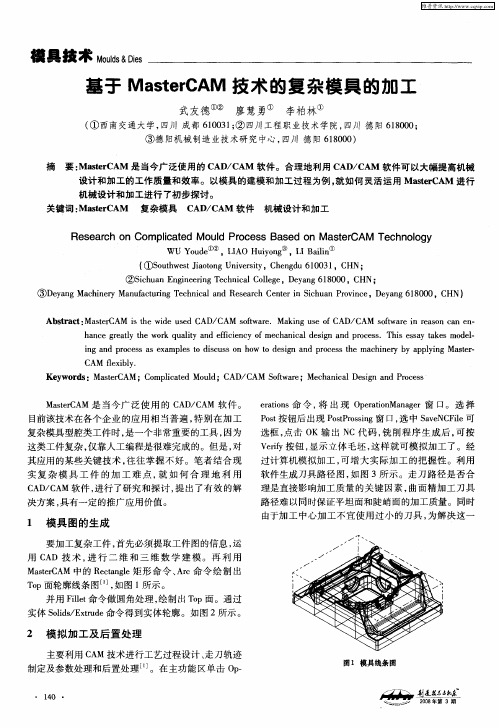
4 数控 加 工编程
工序一 : 中心钻定位 , 6 i 中心钻 。 用 3In n 打开线框 图层 1 关闭其它 图层。依次点选菜单 栏 , “ ol ts T o a 刀具路径” Di ol t 钻孔”在绘 图区依 ph 一“ rl o a lT p h ,
通孔时将平 口钳钻坏。
2 刀具材料选择 )
・
7・
根据加工材料 , 选择 Y 1 T5的硬质合金刀具 。 3 加工工艺路线制定与刀具选择 ) 该零件加工 内容包含孔 、 陡面和平面 , 斜 整体结构较 复杂。具体分析如下 :
a 由于 3 ) 个 孔通过曲面, 故应考虑在铣削曲面之 前先钻孔 。其次 , 由于孔径有公差要求 ( 9 , 1 )故可先将实体转为曲面再进行编程。此处应注意
的是在造型过程 中灵活应用图层功能 , 即将不 同类型图素
设置在不同的图层上 , 主要是为后面曲面修补和编程操作 带来方便。此处具体设置为 : 线框图层 1实体 图层 2 实 、 、
体转成的曲面图层 3 。
寸公差要求 , 为保证这两个要求 , 拟采用 6 l 中心钻定 3nT l l
poesadapi t nm tos f ue ntei ooia sbrg nl rcs adfx l a p ct no l e nt n e o - rcs n pl a o e d ,o ss elg l u - i a poes n ei e p lai fa r uci si t f ci h c o h d c eo l b i o y f o nh s t
0 引言
随着计算机技术的迅猛发展 , 机械制造行业 的 C D A/ C M软件也得到了前所未有的发展 , A 各种三维 C / A D A CM
基于MasterCAM的曲面多轴加工实例分析

基 于 Ma t A 的 曲面 多轴 eC s r M 加 工 实例 分 析
口 赣州技师学院 刘春兰 卢培文
在三轴数控机床加工 中, 则斜 面和 曲面可以通过插补 的 规 方法来加工 , 精度和 效率不高 , 但 对于一些特殊 的曲面 , 常需 通 要多轴联 动加 工。多轴加工相对于三轴加 工有许 多优势 , 比如 扩大了加 工范 围, 提高了加工精度和效率等。 目前多轴 曲面加 工一般都是借助各 种 C M软件 进行编程 ,at rA A M seC M就是其 中
底
l f ¨
图 8所示对话框 。 “u ptF r a ” 出模式) 在 O t u o m t ( 输 选项 中选择 “ 5
A xs( 轴 )“ u at r”切 削模 式 )选 项 中选 择 “ufc s ai” 五 ,C tPte n( S rae ” ( 面 )“o lA i C nr l( 具 轴 线 控 制 方 式 )选 项 中选 择 曲 ,T o xs o to”刀 “a tr u fcs‘ 式 曲 面 )“u ufc s( 切 削 曲 面 , Pte nS ra e ” 模 ,C tS ra e ” 被 选 项 中选 择 “o pt ufcs( 偿 曲面 ) 以上 设 置 表 示 , 成 C m oS rae”补 。 生
O e a o s p r ti n
30b s etu p
 ̄x e u [ tm n e
一
、
问题 的提 出
叶轮 在 目前 很 多行 业 中得 到 了广 泛 的应 用 ,如 图 2所 示 。
由于叶轮属于动 力元件 , 其成型技术往往影p a 所设计产 品的 iu l 性 能。 加之所有叶片都 比较薄 ,D 9 T时易变形 , 导致最终叶片截 面形状与原设计有较大误差。 叶轮的 曲面特点如采用普通的三轴数控加工方法 , 非常 困 难, 不仅 装夹次数 多, 而且在 加工叶片底部 时会在顶部 存在干 涉现象 , 因此往往要求 多轴数控机床进行 加工才能完成。而采 用 M seC M造型 ,并用 曲面 多轴 mm方法生成走 刀路径 , at rA 则 刀具轴线方向可以根据曲面特点 自由控制 , 因此 刀具的实际加
基于Pro/ENGINEER与MasterCAM的模具设计与加工

模 具模 块 进 行模 具 组 件设 计 ,过
3A Po E I E . r/ NG NE R k
统 转 出
模具设计加 工的指导
M se C M 目前 世 界 上 优 秀 程如下 : at r A 是
I E 数 据 文件 G S
性文章 ,文中介绍 了
() 1进入 【 制造 】 模具型 /【
()铸模并开模 ,最后进行铸 7
利用M se C M 90 at rA .系统 的M l il
C DC M与制造业信息化 ・ 0 6 A /A 2 0 年第9 期 1 87
维普资讯
现 代 制 造
9 块 , 划数 控加 工程序 ,以下模 为 模 规
工 的各 个环节 。但 其C D A 部分 功能 文件下建 立 ,在 此选 择 自动创建工 据 文 件
用 Ma tr A se C M进 行
相 对较 弱 ,进 行 复杂 曲面 、 实体 件 ,比草绘 更简便。
造 型 时较 困难 。 因而 ,可 以结 合
进 入 M s e C M .系 统 的 a t r A 90
( ) 割体积 块 ,利 用 刚才建 M s e C M 5分 at r A 系统 中的模型 ,一般 仅 需 选 择 “ 视 构 图 面 ”将 模 型 旋 侧
E GN E i fr .S M se C M 立的分 型面将参考工件拆分成上 、 N IE RWI ie2O D at rA d
例 ,过程如下 :
零件所需 的N代码 。 C
7 结 束 语 .
() 1 确定加工坯料尺寸及加工边界 ,
维普资讯
基 于P oE E 与 / GI E r N R N
Ma t A 的模 具设计 与加工 eC s r M
2024MasterCAM全套教程

程•MasterCAM软件简介与安装•二维图形绘制与编辑•三维实体建模与曲面设计•数控编程基础与操作指南目•模拟仿真与加工过程优化•常见问题解答与技巧分享录MasterCAM软件简介与安装MasterCAM功能特点全面的CAD/CAM功能丰富的加工策略高效的刀具路径生成强大的模拟与验证功能系统要求与兼容性操作系统MasterCAM支持Windows操作系统,建议使用64位系统以获得更好的性能和稳定性。
硬件要求软件对计算机硬件有一定要求,建议配置较高性能的CPU、显卡和内存,以保证软件运行流畅。
兼容性MasterCAM可以与其他CAD/CAM软件进行数据交换和共享,如SolidWorks、AutoCAD等,方便用户在不同软件之间进行数据转换和协作。
软件安装步骤及注意事项下载软件安装包从官方网站或授权渠道下载MasterCAM的安装包,确保软件的完整性和安全性。
安装前准备关闭杀毒软件和其他安全软件,避免安装过程中被误杀或阻止。
同时备份重要数据以防万一。
执行安装程序双击安装包中的可执行文件,按照提示完成软件的安装过程。
注意选择正确的安装路径和组件。
破解或激活软件如果需要破解或激活软件,请按照相关说明进行操作。
注意遵守法律法规和道德规范,不要使用非法手段获取软件授权。
界面布局与基本操作界面布局基本操作视图控制图层管理二维图形绘制与编辑基本图形元素绘制方法直线、圆弧和圆的绘制01矩形和正多边形的绘制02样条曲线和曲线的绘制031 2 3图形的选择、移动、旋转和缩放图形的修剪和延伸图形的镜像和阵列图形编辑技巧尺寸标注和文本添加尺寸标注的类型和设置文本的添加和编辑标注和文本的样式管理二维零件图的绘制装配图的绘制工程图的绘制030201典型实例练习三维实体建模与曲面设计三维实体建模基础概念实体与曲面的区别三维坐标系的理解实体是具有质量、体积和边界的物体,而曲面则是实体的表面。
在MasterCAM同的建模方法和工具。
基于MasterCAM软件的模具曲面数控加工研究
' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' ' , ' , ' , ' , ' ' , , ' , ' , ' ' ' , ' ' ' , l ' ' ' ' ' ' ' ' ' ' ' ' ' ' , ' ' ' ' '
质 量 , 少 模 具 后 期 制 造 过 程 中 的修 模 , 而 在 建 模 减 从 时更 快 捷 、 简单 、 便 修 改 、 大 大缩 短 了产 品 的设 计 方 可
周期 。
生 产 标 准 及 订 造 模 胚 、 胚 零 配 件 模
6 参 考 文理 各 国 优 质 合 金 工具 钢 、 铜 及 铍 铜 地址.广东省东莞市大朗镇高英 . 代 献 红
h l f Ma tr e p o se CAM ,t e e i inc f NC h f c e y o ma h n ng wa hg r h ma h n n r cso s c i i s ihe ,t e c i i g p e ii n wa
有 限
公 司
e s r d a d t e q a i f c i i g wa i h r n u e ,n h u l y o t NC ma h n n sh g e . Ke r s y wo d :Ma t r se CAM ;NC ma h n n c i i g;c r e u f c uv d s r e a
麻花钻头的设计及加工工艺
麻花钻头的设计及加工工艺
麻花钻头是一种用于钻孔的工具,可以用于金属、木材和其他材料的加工。
下面是关于麻花钻头设计及加工工艺的一般步骤:
1. 设计麻花钻头的形状和尺寸:设计师根据钻孔的要求和加工材料的特性,确定麻花钻头的直径、长度和螺旋线的形状。
2. 选择合适的材料:根据需要加工的材料硬度和麻花钻头的要求,选择适合的材料制作麻花钻头。
常用的材料包括高速钢、硬质合金等。
3. 制作麻花钻头的钻尖:使用切削工具和机床加工,将初始材料加工成具有锥度的钻尖。
4. 制作麻花钻头的螺旋线:使用数控机床或传统机械设备,在麻花钻头的身体上加工螺旋线。
可以根据需要进行单刃或多刃的加工。
5. 热处理:对麻花钻头进行热处理,提高其硬度和耐磨性。
热处理包括淬火、回火等工艺。
6. 精加工和涂层处理:根据需要,对麻花钻头进行精加工,提高其表面光洁度和几何精度。
同时,可以对麻花钻头进行涂层处理,提高其耐磨性和切削性能。
7. 质量检验:对麻花钻头进行质量检验,包括外观检查、尺寸检测、硬度测试等,确保其质量符合要求。
8. 包装和出厂:将麻花钻头进行包装,并准备出厂,以便交付给客户使用。
需要注意的是,不同的麻花钻头加工工艺可能因材料和设计要求而有所不同。
以上是一般的设计及加工工艺步骤,具体的加工方法需根据实际情况进行确定。
基于MasterCAM在数控加工中的应用
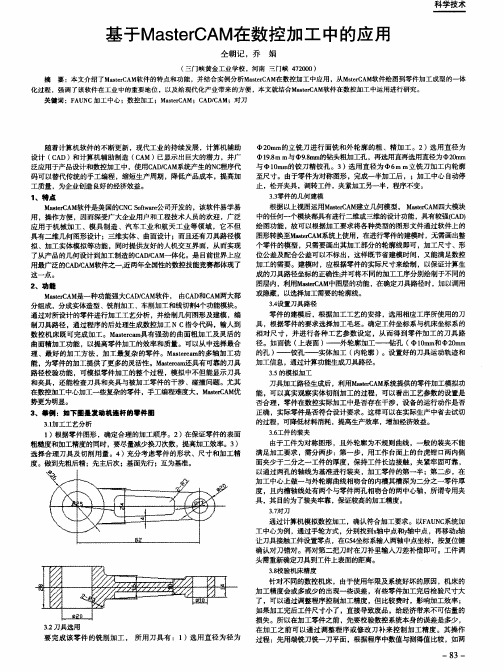
零件的建模后 ,根据加工工艺的安排 ,选用相应工序所使用的刀 具, 根 据零件 的要求选择加工毛坯 。确定工件坐标系与机床坐标系的 相对 尺 寸 ,并进行 各种工 艺参数设定 ,从 而得到零件 加工 的刀具路 径 。如面铣 ( 上表面 ) ——外轮廓加工——钻孔 ( 中 和 的孔 ) ——铰孔——实体加工 ( 内轮廓 )。设置好的刀具运动轨迹和 加工信息 , 通过计算功能生成刀具路径 。
工质量 ,为企业创造 良好的经济效益。
1 、特点 M a s t e r C A M 软件是美 国的C N C S o f t w a r e / z  ̄ 司开发的 , 该软件 易学 易 用 ,操作方便 ,因而深受广 大企业 用户 和工程技术人员 的欢迎 ,广 泛 应用 于机 械加工 、模具制造 、汽 车工业和航 天工业 等领域 ,它不但 具有二维几何 图形设计 ;三维实体 、曲面设计 ;而且还有刀具 路径模 拟 、加工实体模拟等 功能 ,同时提供友好 的人机交互 界面 , 从 而实 现 了从产 品的几何设计到加工制造 的C A D / C A M -体化。是 目 前 世界上应 用最广泛的C A D / C A M 软件之一, 近两年全国性 的数控技能竞赛都体现了 这一点 。 2 、功能 M a s t e r C A M 是一种功能强大C A D / C A M 软件 , 由C A D 和C A M两大部 分组成 ,分成实体造 型、铣削加工 、车削加工和线切割4 个功能模块 。 通过对所设计 的零件进行加工工艺分析 ,并绘制几何 图形及建模 ,编 制刀具路径 ,通过程序 的后处理生成数控加工 N C 指令代码 ,输人 到 数控 机床既可完 成加工 。M a s t e r c a m 具有强劲 的曲面粗加工 及灵活 的 曲面精加工功能 ,以提高零件加工 的效率 和质量 。可 以从 中选择最合 理 、最 好的加工 方法 ,加工最 复杂 的零件 。M a s t e r c a m的多轴加工功 能 ,为零件的加工提供了更多的灵活性 。M a s t e r c a m 还具 有可靠 的刀具 路径校验功能 ,可模拟零件加工 的整个过程 ,模拟 中不但能显示刀具 和夹具 ,还能检查刀具和夹具与被加工零件 的干涉 、碰撞 问题 。尤其 在数控加工 中心加工一些复杂 的零件 , 手工编程难度大 , M a s t e r C A M 优 势更为明显 。 3 、簟倒 :如下 圈是发 动机 连杆的零件圈
基于MasterCAM的典型模具零件数控加工编程
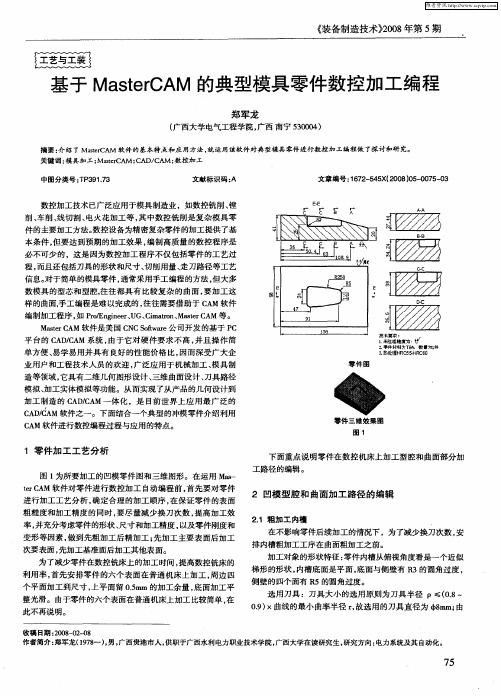
图 1
1 零件 加 工工艺 分析
图 1 为所要 加工 的凹模零 件图和三维 图形 。在运用 Ma— s
下面重点说 明零件在数 控机床上加工 型腔和 曲面部 分加
工路径 的编辑 。
t A 软件对零件进行数 控加工 自动编程前 , r eC M 首先要 对零件
进 行加工工艺分析 , 确定合 理的加工顺 序 , 在保证零件 的表 面 粗糙度 和加 工精度 的同时 , 要尽 量减少换 刀次数 , 提高 加工效 率, 并充 分考虑零件的形状 、 尺寸 和加工精度 , 以及 零件刚度和
1束注掇糙度 为 ・ . 2零件材料 T A B .教 ■为1 件 &热 理H C S F 6 处 R 5 H 0
造等领域 , 它具有二维几何 图形 设计 、 三维 曲面设计 、 刀具路径 模拟 、 加工实体模拟等功能。从 而实现了从 产品的几何 设计到 加工 制造 的 C D C M一 体化 ,是 目前世 界上 应用最 广泛 的 A /A C DC M软件之一。下 面结合一个典型 的冲模零件介 绍利用 A /A C M软件进行 数控 编程过程 与应 用的特点。 A
2 凹模 型腔 和 曲面 加 工路 径 的编辑
21粗加工 内槽 .
变形等 因素 , 做到 先粗 加工后精 加工 ; 先加工 主要表 面后加 工 次要表面 , 先加工基准 面后加工其他表 面。
在不影响零件后续加工 的情况下 ,为 了减少 换刀次数 , 安 排 内槽粗加工工 序在曲面粗加工之前。
加工对象 的形状 特征 : 零件 内槽从俯视角度看是一个近似 梯形 的形状 , 内槽 底面是平 面 , 底面与侧壁有 R 3的圆角过度 , 侧壁 的四个 面有 R 5的圆角过度 。
基于Moduleworks组件的多轴编程软件刀路编制方法

武汉技师学院机械学院 武志鹏 邵全兵武汉软件工程职业学院机械工程学院 焦红卫基于Moduleworks 组件的多轴编程软件刀路编制方法以叶轮零件为例,对比了3种以Moduleworks 为内核的常用多轴加工软件。
这些CAD\CAM 三维软件多轴加工模块功能较为齐全,能通过控制刀轴矢量、投影方向和驱动方法来实现多轴加工。
虽然软件平台不一样,但其多轴刀具轨迹的生成原理都是基于投影法而产生的。
一、概述Moduleworks 是德国Moduleworks 公司的一款CAD/CAM 组件总称。
包含防碰撞、后处理、模拟、全方位的组件放置及质量优化等等。
通过模型固定区域的角度参数限制刀具姿态,可以有效地提高刀具路径的灵活性和可控性。
市面上50%的CAD\CAM 软件如Cimatron、Siemens NX、MasterCAM、CAXA、EdgeCAM 等多轴编程模块都使用了该组件。
而该组件生成多轴刀路的核心原理就是投影法,所以只要理解了该组件的投影原理,就能在上述任意一个软件平台上编制出相同的刀具轨迹。
二、投影原理1.投影法光线照射物体时,可在预设的地面或墙面上产生影子,经反复观察研究,总结出了投影法。
投射线通过物体,向预定的面投射,并在该面上得到影像的方法称为投影法。
常用的投影法可分为两类:中心投影法(图1中a)和平行投影法(图1中b、c)。
图 1 常用的投影方式图2 投影五要素2.Moduleworks 的投影规则由投影法可知投影五要素分别为:投射中心(投射源)、投射线、物体(被投射对象)、投影面及投影(图1、图2)。
结合Moduleworks 后得出:投射源与投射物体重合,可以是点、线或矢量;投射线是刀具轴线,箭头指向刀尖;投影面是待加工曲面;投影范围则可以通过选择某条边界作限定。
改变上述任意一个参数即可改变投影结果,因此需要谨慎设计上述五个参数。
三、Cimatron13平台的多轴刀路以某叶轮零件为例(图3),其叶轮主要特征有:叶冠、叶片、流道和根部圆角。
基于MasterCAM的双头刀参数化建模与加工应用
津大学出版社,2001. 20210402
冷加工
69 2021年 第7期
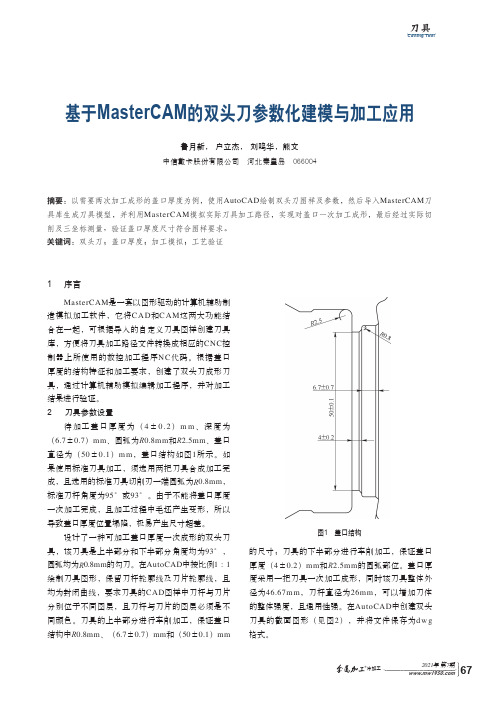
图1 盖口结构
的尺寸;刀具的下半部分进行车削加工,保证盖口 厚度(4±0.2)mm和R2.5mm的圆弧部位。盖口厚 度采用一把刀具一次加工成形,同时该刀具整体外 径为46.67mm,刀杆直径为26mm,可以增加刀体 的整体强度,且通用性强。在AutoCAD中创建双头 刀具的截面图形(见图2),并将文件保存为dwg 格式。
图4 刀具参数
4 编制加工程序
4.1 制作加工路径辅助线 在编程时,需要制定以刀具上半部分圆弧
R0.8mm的中心路径为虚拟车削的路径来加工盖口 外侧部分,用刀具下半部分圆弧R0.8mm刀片加工 中心孔和盖口内侧部分,完成单把刀具对盖口厚度 的一次加工成形。由于安装后两个刀片外径尺寸为 46.67mm,实际编程时使用上半部分R0.8mm刀片进 行编程,且上半部分R0.8mm刀片只能切削到外侧帽 口,所以下半部分切削时,需要在MasterCAM中制 作辅助线完成剩余部分的加工。
a)游标卡尺测量结果
图6 加工路径选取 图7 盖口辅助线设置
b)三坐标测量结果 图8 盖口厚度尺寸测量
6 结束语
针对无法用现有单头刀具加工的特殊结构零部 件,设计了相应的双头刀具,并根据其加工特征, 完成了数控加工程序的编制,为特殊刀具在现代加 工技术中的应用提供了参考。 参考文献: [1] 王孝东.2013年中国铝车轮行业概况[J].轻合金加
1 序言
MasterCAM是一套以图形驱动的计算机辅助制 造模拟加工软件,它将CAD和CAM这两大功能结 合在一起,可根据导入的自定义刀具图样创建刀具 库,方便将刀具加工路径文件转换成相应的CNC控 制器上所使用的数控加工程序NC代码。根据盖口 厚度的结构特征和加工要求,创建了双头刀成形刀 具,通过计算机辅助模拟编辑加工程序,并对加工 结果进行验证。 2 刀具参数设置
麻花钻的建模及强度分析毕业设计论文

麻花钻的建模及强度分析[摘要]:采用三维建模软件建立麻花钻的三维模型,分析刀具在工作时的受力情况。
应用有限元软件对麻花钻进行模态分析,研究其结构的震动特性。
利用deform软件对麻花钻的工作过程进行模拟仿真。
[关键词]:麻花钻;三维建模;ansys分析;deform 仿真Twist drill modeling and the analysis of its intensionAbstract:This artical introduced the 3D mode ling method of twist drill and the analysis of twist drill when it behaves. Finite element software for modal analysis Twist. Deform software using process simulation work.Key Words: twist drill;ansys;deform;simulation目录目录 (I)1绪论 (1)1.1引言 (1)1.2研究背景与国内外研究现状 (2)1.3本课题的研究意义 (5)1.4本课题研究的主要工作 (5)2麻花钻切削理论基础 (8)2.1麻花钻应用到的理论基础 (8)2.1.1麻花钻的组成 (8)2.1.2麻花钻的角度 (9)2.1.3基面和切削平面 (11)2.2钻削力的计算 (12)3 麻花钻的建模 (15)3.1P RO/ENGINEER (15)3.1.1 Pro/ENGINEER的概述 (15)3.2.1创建毛坯 (15)3.2.2创建螺旋槽 (20)3.2.3创建横刃 (25)4有限元数值分析理论与ANSYS软件介绍 (31)4.1有限元方法分析过程概述 (31)4.1.1连续体的离散化 (31)4.1.2单元分析 (32)4.2ANSYS软件介绍 (32)4.2.1软件功能简介 (32)4.2.2前处理模块 PREP7 (33)4.2.3求解模块 SOLUTION (34)4.3静应力分析 (36)4.3.1 麻花钻的静应力分析步骤 (36)4.4模态分析 (45)4.4.1模态分析:模态分析的定义和模态分析介绍 (45)4.4.2 在 ANSYS 中有以下几种提取模态的方法: (46)4.4.3 模态分析中的四个主要步骤: (46)4.4.4 模态分析步骤: (46)5钻削过程的模拟仿真与DEFORM-3D软件介绍 (59)5.1DEFORM-3D软件介绍 (59)5.1.1 deform-3d软件简介 (59)5.1.2deform-3d的操作流程 (59)5.2钻削过程仿真 (63)致谢 (76)参考文献 (77)外文文献译文 (79)1绪论1.1引言切削加工是机械加工制造应用最多的加工方式之一,它可以应用在几乎所有的机械加工制造行业当中,是国民生产的重要支柱。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
t e ma ufc h n a—
tr d lwhih tan f r he3D l oi fi it h u e mo e c r so mst hei d o t n o te3D u e u c op o e sn c r ld s  ̄a e t r c s i g.i i o n y smpe bu lo p o t s n to l i l ta s r ne t e lz s ta c r e s  ̄a e o r a ie h t u v d u c prv nt ntree c n h p o e sn e e i e r n e i t e r c s ig. Afe e t i a f rhe g a a t e he r c s i f tr t s t n u t r u r n e t p o e sng c
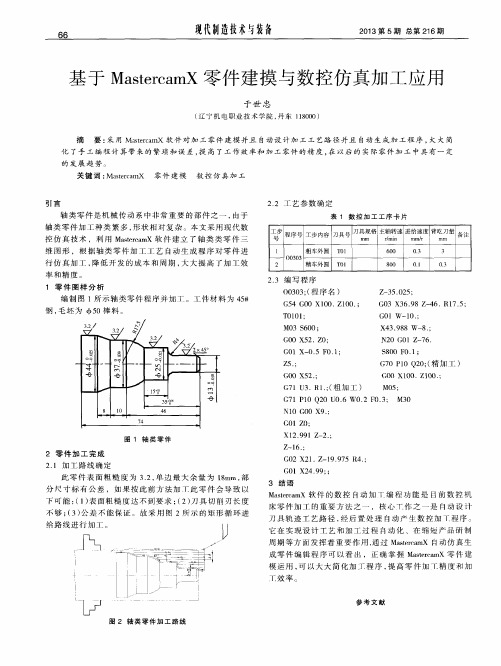
摘 要 : 四轴联动加工 C C制造建模 时, M s rA 对双头麻花轴零件 建模 , 在 N 用 at C M e 建立 了将 双头麻花轴 的双三雏螺旋 曲面 变换成空 间的直纹面进行 处理后 的制造模 型 , 不但 使制造模 型 简单 , 而且容 易 实现加
工过程 中的 曲面防干涉 。经测试 , 能进一步保证设 计及制造为 4 钢 , 工 部 分 长 10 m 大 径 5# 加 7 m, 2 . 0 0 0 m, 旋 , 5 18士 .2 m 左 螺距 8 0 0 m。 O士 . 5m
数控加工是 一种可编 程 的柔性 加工方 法 , 部件 零 的数控制造 通常是 在设计 的基础 上建立 其 C C制 造 N
( . ec ig a d R sac et n,TajnRa i 1 T a hn n ee rhS ci o ini do& T ies y ini 0 1 1 hn V Unvri ,Tajn3 0 9 ,C ia; t
2 Taj hn n p i Mahn ol eh iu Tann et ,Taf 0 1 1 hn ) . in nC iaa dSan ci To Tcnq e rii Cne in n3 0 9 ,C i i e g r i a
图纸数据 参 数表 , 表 1所示 。麻花 轴截 面图 , 如 如 图 l所示 。麻 花轴 尺 寸参 考 图 , 图 2所 示 。 如
表 1 图 纸 数 据 参 数 表
模型 。多头麻 花轴类零件 因其公 差带 小 、 面多 为复 型
杂 的空 间螺旋 曲面 , 直是数控 加工 的应 用对象 。 一 笔者根据 多年来 从 事数 控 技 术和加 工 制造 及 研
Absr c t a t:W h n t u l a e ce s f s mo ee n t ef u x sp o e sn e hedo b ehe d d s rw ha wa d ld i h o ra i r c s ig CNC y M a tr t b se CAM
l 2 3
4
序 号 0 ( ) L± .2 m 序 号 /。 00/ m
0 l O l 5
2 O
0。 ()
5 5 57. 995 6 0
6 5
L± . 2 m 00/ m
9. 7 26 8. 968 8. 3 77
8. 4 36
1 55 2. 4 l 431 2. l 27 2. 7
,
p e iin o h e in n c i i g r c so ft e d sg a d ma h n n . Ke y wor s: s r w s at fu xi o e sn d c e h f; o ra spr c s i g; r e ura e uld s f c
关键词 : 花轴 ; 轴联 动加 X ; 麻 四 - 直纹 面 . 中图分 类号 : P 9 . T 3 17 文献 标识 码 : A 文 章编 号 : 0 — 5 120 )1 03 — 3 1 1 45 (06 1 — 09 0 0
Th p ia i n o o l nd pr e sng o e a plc to f m de i a oc s i fdub e h a d s r w ha tba e o M a t r ng l e de c e s f s n se CAM LI ANG u q n 。 Li . i g .ZH ANG — i De we
维普资讯
第2 3卷 第 1 期 1
20 0 6年 1 1月
机 电 工 程
Me h nc l& E e t c lE gn e i g Ma a i e c a ia l cr a n ie rn g zn i
VO . 3 NO 1 2 .1l
l 0 2. 65
l l l 2 l 3
1 4
究探索 的 经 验 , 四轴 联 动 数 控 机 床 上 加 工 时 , 在 用 Mat C M 软件进行制 造建模 , 双 头麻 花轴 的双 三 s rA e 将
维螺旋 曲面变换成 空间的直纹 面处 理后 , 在加 工 中 会
使其制造模 型更简 洁 , 容易实 现加工 过程 中 的曲面 并
NO . 2 6 V 00
基 于 Matr A 的双 头麻 花轴 建模及加工 s C M e
梁柳 青’ 张德伟 ,
( + 津 广播 电 视 大 学 机 电教 研 室 , 津 30 9 ;. 津 中西 机 床 技 术 培 训 中 心 , 津 3 0 9 ) 1天 天 0 1 12 天 天 0 1 1